
ТОП-10 флюс компонентов для пайки радиодеталей
Для того чтобы обеспечить высокое соединение участков пайки микросхем, промышленность предлагает разнообразные варианты выпуска припоев. Ниже приведём наиболее известные варианты:
Раствор таблетки аспирина в одеколоне, салициловом спирте, нашатырь с глицерином. Это самый простой способ, который можно изготовить самостоятельно.
Паяльная кислота или ортофосфорная. Самый массовый вариант припоя, который имеет один характерный недостаток, это резко токсичный запах, который негативно влияет на организм.
Бура. Для этого флюса предусмотрен вариант высокой температуры пайки до +900 С, то есть можно паять горелкой. По окончании работы необходимо смывать обрабатываемую поверхность.
Паяльный жир. Медленный вариант припоя, который имеет вялую текучесть. Рекомендуется использовать для тех частей поверхностей металлов, которые имеют очень сильное загрязнение, например – радиатор автомобиля.
Флюсы различной направленности. Серия ЛТИ, ТАГС, ЗИЛ, ФИМ и т.д. Очень сильный эффект пайки, который позволяет добиться хороших результатов соединения поверхностей изделия. Недостаток – необходимо постоянно проветривать помещение от скопления газов и продуктов испарения.
Канифоль. Природный материал, который подарен матушкой-природой. Отличная способность к соединению любых сложных изделий. Недостатки мизерные, чаще всего материал издаёт едкий запах, который затрудняет рабочий процесс пайки.
Спиртовой канифольный флюс или ФКС или СКФ. Самый доступный и популярный флюс в радиоэлектронике, который на 60-80% состоит из обычного спирта, а оставшаяся часть 20-40% это обычная канифоль. Такой состав можно приготовить даже в домашних условиях.
Бронза
Рынок гелевых паст представлен широко, мы рекомендуем обратить внимание на Amtech RMA-223, где в составе присутствует канифоль, а также растворитель.
Флюс Amtech RMA-223
Серебро. Отличный гелевый флюс, который не оставляет после себя налёта и используется при пайке сложных компонентов радиодеталей. Отличный вариант серия EFD 6-142-A Flux-Plus.
Флюс EFD 6-142-A Flux-Plus
Золотая безканифольная серия. К этой группе можно смело отнести Interflux 2005, которую используют как для свинцовой, так и для безсвинцовой пайки. Положительные стороны – многозадачность, отрицательная – очень высокая цена. В некоторых случаях небольшой тюбик в 35 грамм может достигать отметки в 2 тысячи рублей.
Заключение
Правильный выбор флюса зависит от условий работы, а также от технических и эксплуатационных характеристики микросхем, используемые в радиоэлектронике.
Особенности технологии в заводских условиях
Для промышленного производства паста для пайки SMD компонентов адаптирована под групповую систему, где задействована электронная система нанесения флюса по поверхности микросхемы. На поверхности контактных рабочих площадках используют тонкую технологию нанесения при помощи шелкографии. Таким образом, по своей технологии и консистенции материал чем-то напоминает нам привычную зубную пасту. Субстанция включает в себя припой порошка, а также компоненты флюса. Вся субстанция перемешивается и конвейерным способом наносится на поверхность микросхемы.

Внешний вид пасты для СМД
Автоматизированная система аккуратно переворачивает платы, которые необходимо запаять, далее микросхемы перемещаются в температурный шкаф, где происходить растекание массы с последующим припоем. В печи, под воздействие требуемой температуры происходит условное обтекание технологических контактных ножек SMD компонентов, и в итоге получается довольно прочное соединение. После температурного шкафа микросхему снова перемещают в естественную среду, где происходит остывание.
Можно ли самостоятельно паять пастой SMD?
Теоретически да, но практически нужен довольно большой опыт для проведения данной технологической операции. Для работы нам понадобятся следующие инструменты и препараты:
- Специальный паяльник с тонким жалом для SMD-компонентов.
- Бокорезы инструментальные.
- Пинцет производственный.
- Шило или специальная тонкая игла.
- Материал припоя.
- Увеличительное стекло, можно лупу (необходимо будет постоянно наблюдать за тонкими ножками СМД-компонентов).
- Флюс с нейтральными безотмывочными свойствами (дополнительный препарат).
- Шприц, при помощи которого будем наносить флюс.
- Если нет безотмывочного препарата, используем настой спиртовой и канифоль.
- Паяльный фен средней нагрузки и мощности.
Флюс всегда должен быть в жидком состоянии, таким образом, вы полностью обеззараживаете поверхность микросхемы. Кроме этого, препарат в процессе работы убирает образование окислов на поверхности платы. Помните, что спиртовой раствор совместно с канифолью не могут обеспечить качество пайки, и их применение допустимо только в том случае, если нет под рукой подходящего состава для пайки.
Выбор паяльника
Для работы требуется подобрать специальный паяльник, который имеет регулировку диапазона нагрева. Для работы с микросхемой подойдёт паяльник, который имеет рабочую температуру нагрева не боле +250…+300 С. Если под рукой нет такого паяльника, допускается использовать устройство с мощностью от 20 до 30 Вт и не более 12-36 Вольт.
Паяльник с напряжением 220 Вольт не сможет обеспечить качество пайки, где очень трудно регулировать требуемую температуру нагрева флюса.

Паяльник для пайки СМД компонентов
Не советуем применять паяльник с жалом типа «конус», это приведёт к повреждению обрабатываемой поверхности. Самым оптимальным жалом является тип «микроволна». Паяльник с напряжением 220 Вольт не только быстро нагревается, но и приводит к тому, что в процессе пайки происходит улетучивание компонентов. Для эффективной работы паяльника, рекомендуем использовать тончайшую проволочку для обеспечения взаимодействия жала, флюса и припоя.
- Помещаем SMD- компоненты на специальную контактную рабочую площадку.
- Наносим жидкий препарат на ножки задействованных компонентов очень аккуратно.
- Под действие рабочей температуры происходит растекание флюса и припоя по контактной площадке.
- Даём время необходимого для того, чтобы могли остыть контакты и препарат на поверхности платы.
Но, для микросхемы процедура пайки немного отличается от вышеприведённой:
- Производим монтаж SMD-контактов на точно установленные контактные места.
- В метах соединения смачиваем флюсом.
- Для качественного припоя делаем надёжный контакт с одной стороны, после этого припаиваем другую ножку.
- Предельно аккуратно припаиваем другие рабочие компоненты, не забываем при этом жалом паяльника удалять образования.
В некоторых случаях допускается использовать для пайки специальный паяльный фен, но для этого необходимо создать подобающие рабочие условия. Помните, что фен допускается разогревать только до температуры +250 С, не более (в редких случаях до +300 С).
Флюс ЛТИ Lux
Эта модификация также заслужила хорошие отзывы многих мастеров. Эксплуатационные характеристики ЛТИ-120 Lux имеет просто отличные. Хвалят его потребители прежде всего за то, что он лишен основного недостатка базового вещества. Высыхает эта разновидность намного медленнее. Связано такое свойство ЛТИ-120 Lux прежде всего с тем, что изготавливается он на основе воды. Никаких летучих растворителей эта модификация не содержит.
Этилового спирта в ЛТИ-120 Lux, таким образом, нет. Но все остальные компоненты в нем точно такие же, что и в базовом растворе. Помимо собственно пайки, этот новый флюс допускается использовать в том числе и для очистки деталей. С его помощью можно легко и быстро удалить с плат любые загрязнения. В работе это вещество менее опасно, чем флюс 120. Некоторые мастера даже моют им руки.
Намазывать ЛТИ-120 Lux в целях экономии на материал допускается очень тонким слоем. Отличие его в работе по сравнению с модификацией 120 заключается прежде всего в том, что он довольно-таки громко шипит и к тому же немного парует. Зато после его использования на платах невозможно увидеть никаких остатков канифоли.
Техника безопасности.
- При выполнении работ по приготовлению флюса необходимо соблюдать требования «Инструкции по охране труда для работающих с ЛВЖ и ГЖ».
- Исполнитель должен проходить периодический медицинский осмотр.
- Приготовление флюса производить в отдельном изолированном помещении в вытяжном шкафу при включенной местной вытяжной и общей приточной вентиляции.
- При попадании компонентов флюса на кожу необходимо вымыть руки горячей водой с мылом.
- При попадании компонентов флюса на пол или поверхность приспособления его необходимо собрать лоскутом холстопрошивного полотна или ватой.
- Материалы, загрязненные флюсом, необходимо собирать в специальные емкости с крышкой и после работы вынести из рабочего помещения в специально отведенное место.
- Запрещается хранение и прием пищи на рабочем месте.
- Работник должен быть одет в чистую производственную одежду и использовать следующие средства индивидуальной защиты:
- Халат белый х/б ГОСТ 12.4.131-83
- Косынка (шапочка) ГОСТ 29298-92
- Перчатки резиновые хирургические ГОСТ 3-88
- Перчатки х/б трикотажные ГОСТ 5007-87
- Респиратор ШБ-1 «Лепесток» ГОСТ 12.4.028-76
- Защитные очки ГОСТ Р.12.4.013
Припои
Основные свойства, которыми должен обладать припой, можно сформулировать так:
- температура его плавления должна быть ниже температуры плавления спаиваемых металлов;
- он должен хорошо смачивать спаиваемый металл;
- припой должен быть относительно прочным;
- при пайке не должны образовываться пары (металл — припой), отрицательные в электрохимическом отношении, в противном случае паяный шов быстро разрушится;
- металлы, входящие в состав припоя, должны быть недефицитными и недорогими.
Припои по своим физическим свойствам делятся на две группы:
- легкоплавкие припои (их еще называют мягкими припоями) с температурой плавления до 500°
- и тугоплавкие (твердые) с температурой плавления выше 500°.
Наиболее широко распространены легкоплавкие припои на основе сплава олово-свинец
Таблица 1Припои на основе олово-свинец
| Марки припоя | Температура плавления оС | Применение |
| Олово | 232 | Для лужения |
| ПОС 90 | 220 | То же |
| ПОС 61 | 185 | Для пайки меди и стали |
| ПОС 50 | 210 | Для пайки меди, латуни, никеля, серебра и т.д. |
| ПОС 40 | 235 | То же |
| ПОС 30 | 256 | — |
| ПОС 18 | 277 | Для пайки свинца, цинка, луженной жести |
| ПОС 4-6 | 265 | Для пайки меди и стали |
Примечание
Все припои содержат небольшой процент примеси сурьмы. Последний припой содержит 5 – 6% сурьмы. В (табл. 1) приведены припои на основе сплава олово-свинец, для сравнения сюда включено олово. Цифра в марке припоя говорит о количестве (в %) олова в данном припое, остальное – свинец.
Из тугоплавких применяются припои на основе меди и серебра
Кроме припоев для пайки стальных и никельсодержащих сплавов пользуются иногда медью марок МО, Ml, M2, МЗ и М4.
Употребляется медь в виде:
- проволоки,
- ленты,
- фольги
- и порошка.
Температура пайки медью лежит в пределах 1150—1200°.
Латуни (сплавы медь-цинк) и специальные медно-цинковые припои хороши тем, что температура их плавления несколько ниже, чем у меди. Соединения, спаянные латунью, более прочны, чем спаянные медью. В (табл. 2) приведены три широко распространенных медно-цинковых припоя и некоторые марки латуней, применяемых в качестве припоев.
Таблица 2 Медно-цинковые и латунные припои
| Марки припоя (латуни) | Температура плавления, оС | Применение |
| ПМЦ 36 | 825 | Для пайки латуни марки Л 62 |
| ПМЦ 48 | 865 | Для пайки медных сплавов |
| ПМЦ 54 | 880 | для пайки меди и сплавов из стали |
| Л 62 | 905 | Для пайки меди и стали |
| Л 68 | 938 | То же |
Медно-фосфорные припои отличаются относительно низкой температурой плавления и хорошей затекаемостью в расплавленном состоянии. Наличие в припоях фосфора при пайке меди и ее сплавов позволяет иногда обходиться без флюса, так как фосфор обладает флюсующими свойствами.
При пайке медно-фосфорными припоями латуни Л62, нейзильбера*, алюминиевой бронзы и медно-никелевых сплавов необходимо применять борсодержащие флюсы. По ГОСТу пайка стали медно-фосфорными припоями не допускается из-за хрупкости паяного шва. Однако при отсутствии медно-цинковых или серебряных припоев можно применять и медно-фосфорные.
К основным медно-фосфорным припоям относятся так называемые фосфористые меди марок МФ-1, МФ-2, МФ-3.
- Температура плавления первых двух – 750°
- третьего – 700°.
Их универсальность (можно паять все металлы, кроме алюминия, магния и легкоплавких металлов),
- прочность,
- пластичность,
- коррозионная стойкость,
- высокая температура плавления
ставят их в первый ряд среди других припоев. Даже относительная дороговизна нисколько не умаляет их достоинств.
Из припоев на основе серебра некоторые умельцы отливают мормышки!
В (табл. 3) приведены основные марки серебряных припоев. Цифра в марке припоя показывает количество (в %) серебра, остальное — в основном медь.
Таблица 3 Основные марки серебряных припое
| Марка припоя | Температура плавления, оС | Марка припоя | Температура плавления, оС |
| ПСр 72 | 779 | ПСр 44 | 800 |
| ПСр 71 | 795 | ПСр 40 | 605 |
| ПСр 70 | 755 | ПСр 37,5 | 810 |
| ПСр 62 | 700 | ПСр 25 | 775 |
| ПСр 50 | 850 | ПСр 12М | 825 |
| ПСр 45 | 725 | ПСр 10 | 850 |
Твердые припои для пайки
Состав флюсов для пайки твердым припоем используется соединения проблемных мест, которые все время поддаются негативному воздействию окружающей среды (вибрации, перепады температур, удары и прочее). В основном это составы для высокотемпературной пайки, о т 400 градусов по Цельсию и выше. К ним относятся:
- Припой для твердого сплава из меди и цинка (до 1000);
- Фосфор и медь (до 900 градусов);
- Чистая медь применятся для процесса пайки высокоуглеродистого железа;
- Флюс безотмывочный, для пайки серебром (до 800 градусов включительно).
У твердоплавких припоев также есть свое распределение, они бывают тугоплавкими, с температурой для плавки от 850 градусов, и легкопавкие – с показателем выше данного температурного режима.
Нужно отметить, что смесь меди (используются марки М21, М11 и прочие) и цинка недостаточно распространена, из-за низких показателей прочности и относительно дорогой стоимости в большинстве случаев её успешно может заменить припой из бронзы с цинком или латуни.
Припои медно-фосфорного типа – это заменители очень дорогих серебряных флюсов. Они незаменимы при соединении медных металлов, бронзы, латуни и прочих соединений металлов, которые не должны работать на сгибы или ударные нагрузки. К слову, этот сплав еще называется припой для бесфлюсовой пайки (но не для меди).
Категорически запрещено использовать данные сплавы для пайки железа, черных металлов, низкоуглеродных сталей, т.к. при температурном воздействии и соединении с медью или фосфором образуется очень хрупкий химический элемент – фосфиды железа, который поспособствует тому, что шов разойдется.
Из-за металлофосфористых припоев образуются фосфиды железа, которые являются члишком хрупкими соединениями, и способствуют понижению качества металла, их не советуют использовать для пайки железа.
Видео: Приготовление паяльного флюса своими руками
Самым лучшим вариантом для таких спаечных процессов является серебряные припои. Они наиболее дорогостоящие. И используются также для соединения проводов, капиллярной сетки из проводов, и очень сложных плат из серебряных компонентов.
Флюс в припое что это и зачем?
По аналогии со сварочной самозащитной проволокой выпускается офлюсованный припой. Нет нужды разделять операции по очистке обрабатываемой поверхности, улучшении адгезии.
Пример материала для бытового применения – 7-компонентная комбинация HTS2000 производства США для сращения широкого спектра алюминиевых сплавов.
Овальная трубка длиной 460 мм, Ø 2,1 мм плавится без внесения в зону пламени горелки, при касании разогретого металла. Температура плавления прутка 390 подразумевает раздельное нагревание. Инструкция гласит, что плавление и заполнение шовного пространства происходит при натирании зоны нагрева присадочным прутком.
Для нагруженных швов не применяется. Технология раздельного нагрева усложнена и требует ювелирного владения горелкой. Чтобы не выжечь на протяженном участке ранее наложенный контактный слой, необходимы ухищрения по поддержанию равной температуры зоны обработки.

Отмечена невысокая герметичность за счёт образования пор на поверхности шва. Зато HTS2000 один из недорогих в своей нише. Обеспечивает достойную прочность сопряжения.
На сколько хороши разрекламированные патентованные средства и целесообразность применения, проверяем на форумах по отзывам специалистов.
Припой с флюсом HTS-528 с температурным порогом 760 по этой же схеме применяется для чёрного металла с чугуном, сплавов меди, никеля. Изготовитель рекомендует ориентироваться по цвету нагретой детали, достигнута ли потребная температура.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Как изготавливается флюс?
Заводское изготовление полностью соответствует ОСТ 4ГО.033.200. при этом пользуются следующими компонентами:
- этанол – 68 г;
- diethylamine hydrochloride – 5 г;
- triethanolamine – 2 г;
- pine rosin «А» – 25 г.
Все материалы должны соответствовать нормативным документам. То же касается ваты и холстопрошивного полотна.
Изготовить флюс ЛТИ-120 своими руками возможно, если полностью соблюдать заводскую инструкцию:
- перетереть канифоль до порошкообразного состояния;
- добавить ее в этанол;
- перемешать;
- добавить остальные компоненты;
- перемешать.
Полученную жидкость оставляют на полчаса, после чего разливают по чистым колбам с герметичным закрытием.
Канифольная группа
 Одну из исторически первых групп составляют канифольные флюсы.
Одну из исторически первых групп составляют канифольные флюсы.
Техническую канифоль получают из древесной смолы, поэтому флюсы на ее основе иногда называют смолосодежащими.
Светлая канифоль не содержит никаких добавок, имеет нейтральный характер. Такой флюс удобен для работы с обычным паяльником. Средство продается в готовом к использованию виде, предназначено для пайки меди и медных сплавов легкоплавящимися припоями.
содержит одну пятую часть канифоли, четыре пятых части этилового спирта. Смесь готовят простым растворением смолы в этаноле, применяют для пайки в труднодоступных местах деталей из меди и медных сплавов, для которых используют легкоплавкие припои.
Канифольно-глицериновый флюс – трехкомпонентная смесь, содержащая 89 % этилового спирта, 14% трехатомного спирта глицерина, 6% канифоли.
Состав готовят следующим образом: сначала в этаноле растворяют глицерин, потом туда добавляют канифоль. Флюс рекомендуют использовать для герметичной пайки легкоплавкими припоями деталей из медных сплавов или чистой меди в труднодоступных местах.
Остатки флюсов с канифолью после окончания работы хорошо удаляются кисточкой, смоченной в ацетоне или спирте. Все представленные выше флюсы не являются активными.
Классификация по типу
Так как сфера применения паяльного флюса достаточно велика, то и по своему составу они отличаются. От своего химического состава зависит и цена и выбросы при пайке.
Активные
К активным относят такие флюсы, которые имеют в своем составе кислоту. Кислота отлично удаляет окислы, ею очень удобно паять и залуживать различные металлические контакты. При пайке кислотой необходимо создать наиболее проветриваемые условия т.к. в процессе испарения выделяются ядовитые отходы, и они в первую очередь бьют не только по дыхательной системе, но и по слизистой. К тому же, нужно быть очень аккуратным при нанесении кислоты на место пайки и не допускать попадания на кожу или слизистые. 100% необходимость чистки участка пайки.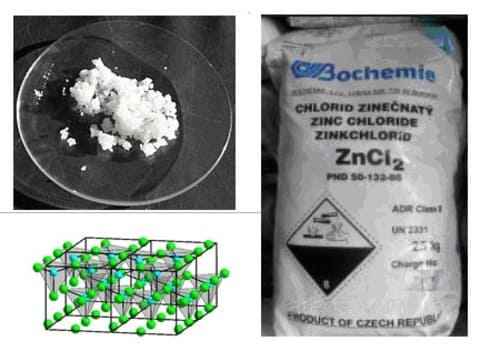
Кислота вступает в реакцию с местом пайки и при комнатной температуре. Поэтому, через небольшой промежуток времени в месте пайки образуются микротрещины, которые после еще и окислятся, повысится сопротивление контакта и в итоге наступит разрушение. К тому же, кислота — это очень хороший проводник (т.к. имеет в своем составе воду). Если вы не удалите ее между рядом между двумя дорожками — это гарантированное короткое замыкание.
В большинстве случаев ремонта и радиолюбительской практике использование паяльной кислоты не оправдано. Многие радиолюбители учат новичков паять кислотой и это фатальная ошибка. Да, ею паять легче, но это крайняя мера. Использовать паяльную кислоту нужно только в крайнем случае. А это сильные окислы (последствия попадания влаги, и кстати в этом случае можно использовать активированный флюс) или же пайка разных металлов.
Ортофосфорная кислота
Применяется для очистки от ржавчины, а также во время пайки сильно окисленных соединений и металлов. Крайнее средство, если все остальные флюсы не помогают. Смывать обязательно.
Ацетилсалициловая кислота
У радиолюбителей старой школы аспирин служил в качестве хорошего флюса, которым можно залудить некоторые сильно окисленные участки пайки. Не рекомендуется паять такими веществами. Выбросы очень токсичные. К тому же, тщательная чистка места паяльных работ обязательно.
Бескислотные
Канифоль
Классика всех времен. Из достоинств это доступность, малое количество выбросов вредных веществ и дешевизна. Недостатки – плохое лужение сильно окисленных контактов и недостаточное поверхностное натяжение припоя.
Паяльный жир
Отличается от канифоли состоянием вещества. Жир более мягкий, легче смывается. Преимущества и недостатки в целом те же, что и у канифоли.
Так же разделяется на активный (в составе есть кислота) и нейтральный.
Активированные
К такому типу относят вещества, которые очищают место соединения пайки. Не требуют смыва, но желательно.
ЛТИ-120
Пример хорошего активированного флюса.
Идеально подходит для лужения плат, деталей, и даже некоторых алюминиевых деталей.
Этот тип флюсов позволяет защитить плату от окружающей среды и не допускает окисления контактов при эксплуатации электронного устройства.
Какие виды и технологии существуют?
Опытный профессионал знает точно, какой флюс использовать для пайки микросхем, в то время как начинающий мастер должен изучить не один десяток технической литературы, чтобы правильно определить направление. Попробуем детально разобрать каждый материал твёрдого металла, где требуется правильно выбрать флюс для пайки микросхем.
Серебро. Для этого материала используют специализированный тип флюс гель для пайки, который предотвращает появление так называемой оксидной плёнки и позволяет обезжирить зону пайки. По общепринятым правилам, поверхность серебряного изделия необходимо прогреть до определённой температуры, где должна образоваться своеобразная защитная плёнка. Флюс для пайки микросхем с серебряным материалом негорючий и диапазон плавления варьируется от +520 С до +820 С.
Латунь. В этом случае используется универсальный флюс для пайки СКФ, который также используется для латуни, некоторых металлических изделий, а также меди, коррозийной стойких материалов, оцинкованного железа и т.д. По окончании рабочего процесса образуется универсальная технология обработки, которая включает в себя антикоррозийную защиту поверхности.
Нержавейка. Для группы нержавеющих металлов лучше всего использовать ортофосфорную кислоту, которая имеет классификацию средней группе неорганических компонентов. По своей сути материал образует гигроскопические миниатюрные бесцветные материалы кристаллов на своей поверхности. При достижении температуры +213 С материал флюса для пайки радиодеталей превращается в новый материал – пирофосфорную кислоту. В итоге, готовый материал имеет способность отлично растворяться в воде, поэтому в большинстве вариантов в его составе присутствует 85% раствор воды. К слову, жидкость имеет отличную способность растворяться также в растворителях, а также в этаноле. Раствор служит также веществом, который очищает поверхность обрабатываемого изделия от ржавчины и прочих коррозионных эффектов.
Алюминий. Традиционно используют флюс для пайки микросхем, в составе которого присутствуют оловянно-свинцовые компоненты припоя. Но, в последнее время разработаны иные материалы для соединения деталей из алюминия, где в качестве компонентов используют цинк, а также кадмий или улучшенный висмут. Использование данных компонентов обеспечивают высокое соединение алюминиевых деталей. Правильный выбор компонентов для соединения алюминия зависит от многих второстепенных факторов, и нередко используют «бинарный вариант флюса», где в обязательном порядке присутствует ортофосфорная или обычная фосфорная кислота. Процесс безотмывочного нанесения вещества предусматривает нанесение тонким слоем, при этом в конечном итоге появляется отбеливающий эффект на алюминиевых концах обрабатываемого изделия. По окончании работы не требуется дополнительная зачистка алюминия.
В радиоэлектронике. Для небольших и несложных работ с радиоэлектроникой используют флюс для пайки микросхем своими руками на основе канифоли, который имеет свойство растворяться в спиртовой основе. Очень часто используют традиционную спирто-бензиновую смесь. Главное требование использования данных материалов, это низкая степень утечки тока, а также максимально низкие данные коррозийности обрабатываемой поверхности.
Черные металлы. Этот тип материала имеет специальные физические и химические характеристики, поэтому для черных металлов используют припой на основе хлорида цинка, который имеет категорию либо малого (низкого), либо среднюю степень рабочей активности. Рекомендуется данный тип флюса использовать для эмалированных ванн
Активный вариант припоя позволяет перед началом рабочего процесса удалить оксидную плёнку с обрабатываемой поверхности, а также снизить возможное натяжение по поверхности материала обработки. Обратите внимание, что активный материал для припоя бывает в виде порошка, жидкой пасты, а также как в чисто жидком виде. В последнее время промышленность производит специальную флюс-пасту, которая облегчает рабочий процесс пайки поверхности изделий из чёрного металла.
Медь
Для соединения любой медной поверхности изделия применяют основу припоя, в составе которого присутствует медно-фосфорная основе, с обязательным составом компонентной составляющей 15% серебра. Главная характерность таких припоев, это отличное сцепление меди в экстремальных условиях эксплуатации, поэтому такой вариант нередко используют в холодильной промышленности. Высокая текучесть, это один из положительных моментов припоя, который растекается по всей поверхности, обеспечивает заполнение пор повреждённых участков медных труб.
Популярные разновидности
 Широко применяются составы разной консистенции. К числу самых известных флюсов, которые можно выбрать для пайки тех или иных деталей, относят:
Широко применяются составы разной консистенции. К числу самых известных флюсов, которые можно выбрать для пайки тех или иных деталей, относят:
- канифоль и ее спиртовые растворы;
- растворы глицерина;
- буру;
- паяльный жир;
- ортофосфорную кислоту;
- паяльную кислоту (раствор хлорида цинка в соляной кислоте);
- некоторые марки гелевых флюсов (Flux-Plus, RMA-223).
Существуют композиции в виде трубок или брикетов из пасты, содержащие одновременно флюс и припой. Во многих случаях это очень удобный вариант, упрощающий проведение пайки.
Раздумывая над тем, какой флюс можно использовать для пайки феном, не сомневайтесь, выбирайте пасту. Приемлема она, в основном, для монтажа на поверхности, работы в труднодоступных местах, с SMD деталями.
Лучший паяльный флюс выполняет сразу все необходимые функции. Имеются разные классификации вспомогательных составов для пайки.
Флюсы могут быть очень активными, хорошо удаляющими оксиды и другие примеси на поверхности. Обратная, неприятная сторона их действия – возможность окисления металла детали. Пайку нужно проводить аккуратно с последующим промыванием рабочей зоны.
Существуют составы с умеренным действием, обеспечивающим достаточную очистку поверхности, хорошее распределение припоя.
Список источников
- svaring.com
- www.asutpp.ru
- tyt-sxemi.ru
- www.del-sami.ru
- svarkaipayka.ru
- www.syl.ru
- svarka.guru
- gostost.ru
- vse-postroim-sami.ru















