Самодельные роликовые ножи
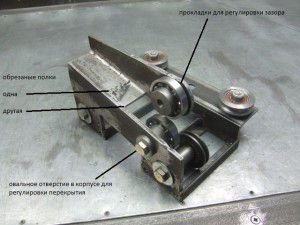
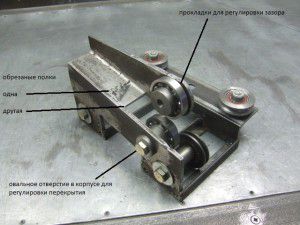 Конструкция самодельного роликового ножа
Конструкция самодельного роликового ножа
Стоимость даже самых простых моделей роликовых ножей сейчас очень высокая. Поэтому приобретать такой инструмент имеет смысл только в том случае, если такая обработка листового металла будет проводиться очень часто. В противном же случае, для одноразового или периодического использования такая покупка себя не оправдает с материальной точки зрения.
В подобном случае более правильным решением будет попытаться изготовить такой инструмент своими руками.
Конструкций роликовых ножей может быть очень много, поэтому сделать самостоятельно нож не составит особого труда. Но основная часть инструмента – режущие ножи – должны быть изготовлены из самого качественного и прочного сплава, прочность которого превышает разрезаемый материал. В противном случае качество обрезанного края будет очень низким, потребуется его дополнительная обработка.
Обычно даже в заводских моделях роликовых ножей ресурс находится в пределах 25 км листового металла толщиной в 0,5 миллиметра. Если же резать листовой металл с большей толщиной, то и ресурс использования инструмента будет снижаться. Но после этого ролики можно наточить, в результате чего инструмент снова будет готов к работе.
Что же относится к ресурсу использования самодельных роликовых ножей, то он напрямую зависит от качества материала, из которого сделанные режущие части станка.
Промышленные виды резки металла
Наиболее популярны технологии резки, позволяющие производить максимальное количество деталей высокой точности за короткий промежуток времени. На крупных предприятиях чаще всего используются:
- плазменная;
- лазерная;
- газовая;
- гидроабразивная
- резка металла на станках с ЧПУ
Плазменная резка — обработка токопроводящих металлов и диэлектриков любой твердости струей раскаленного газа (плазмы) при температуре 5-30 тысяч градусов Цельсия, разогнанной электрическим полем до скорости около 1500 м/с. Режется, в основном, листовой металл толщиной до 200 мм. После прохода струи плазмы получается очень тонкий, ровный и гладкий разрез, не требующий дополнительной обработки кромок. Технология плазменной резки одна из самых точных и быстрых. Прилегающая к разрезу зона металла не перегревается и структура ее не нарушается.
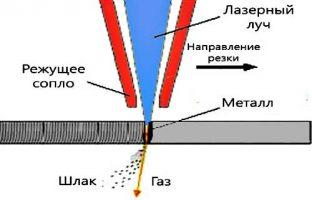 Технология лазерной резки
Технология лазерной резки
Лазерная резка — не уступает по точности обработке плазмой. В этом случае рабочим органом выступает мощный лазерный луч высокой точности фокусировки. Металл мгновенно плавиться, сгорает и испаряется, оставляя чистый узкий рез. Если производится обработка листов толщиной более 15 мм, то зона реза дополнительно обдувается инертным газом, воздухом или охлаждается водой. Чаще всего применяется лазерная резка при изготовлении сложных по контуру деталей из цветных металлов, сплавов и сталей толщиной 12-20 мм. Преимущество — возможность резки сверхтонких и очень хрупких материалов.
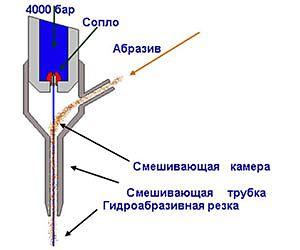
Гидроабразивная резка, в отличие от предыдущих способов, предусматривает механическое, а не термическое воздействие. Но резцом выступает обычная вода в смеси с абразивным порошком, подающаяся под высоким давлением.  Обеспечивает рез толщиной не более 0,5-1,5 мм на листах толщиной до 300 мм. При этом весь процесс происходит при температурах не выше 90 С, что полностью исключает термические изменения структуры металла и выделение горячих паров, опасных для человека.
Обеспечивает рез толщиной не более 0,5-1,5 мм на листах толщиной до 300 мм. При этом весь процесс происходит при температурах не выше 90 С, что полностью исключает термические изменения структуры металла и выделение горячих паров, опасных для человека.
Гидроабразивная резка металла на станках ЧПУ позволяет обрабатывать пакеты из нескольких листов, что очень удобно при крупносерийном производстве. Недостаток — возможность коррозионных воздействий.
Газовая резка металла, как и резка сваркой (электродной), предполагает воздействие на материал температуры, которая значительно выше точки плавления в ограниченной зоне действия кислородно-пропанового потока. Отличается невысокой точностью реза, но не требует чрезмерно сложного оборудования и может производиться в любых условиях. Резка электродами приносит те же результаты, но требует подключения оборудования к электросети.
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
- ножницы;
- ножовка;
- лобзик;
- болгарка.
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Watch this video on YouTube
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
Простой и доступный лазер для резки металла


Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Аппарат плазменной резки // Плазморез // Чем резать металл

Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
JET MBS-56CS ленточная пила. Опыт практического использования.

Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Рубка металла гильотиной

Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Дисковый станок для резки металла MEP FALCON 302

Гидроабразивная резка металла
Этот метод один из первых начал использоваться для раскроя металла. Заготовки заданной формы вырезали из металлического листа струей воды, смешанной с абразивом и подаваемой под давлением до 5000 атмосфер.
Метод имеет ряд ограничений по марке металлического сплава, толщине раскраиваемого листового материала, хотя позволяет выполнить раскрой деталей со сложной траекторией.
Для повышения производительности процесса существует возможность одновременного раскроя тонких листовых материалов в стопке из нескольких слоев.
Раскрой листового металла значительно ускорился, когда появилось оборудование для термической резки. Теперь для раскроя используют установки плазменной резки. Другой вариант оборудования для раскроя – лазерный станок. Функция раскроя, как правило, является одной из опций заложенной в программном продукте таких машин.
Высокоскоростной раскрой, выполняемый по программе, позволяет максимально выгодно расположить детали на листе, минимизирует отходы. При этом лазерный или плазменный автоматизированный раскрой безопасен, экономичен, не вредит экологии.
Механическая резка металла
Для изготовления различных деталей методом резки можно также использовать механические резаки, прессы, пилы, абразивные круги. Безогневая резка применяется на трубопроводах, по которым перекачивается газ, нефть или продукты ГСМ. Технология резки металла, при которой используется исключительно механическое воздействие, широко распространена как в промышленности, так и на полупрофессиональном и бытовом уровне.
Отрезные станки с дисковыми пилами (кругами) производятся как в виде ручного инструмента (болгарки), так и в виде стационарного или мобильного оборудования. Резка труб, профиля и листа производится путем воздействия вращающегося с большой скоростью абразивного круга на металл, при котором возникает большая сила трения, приводящая к нагреванию и выгоранию металла в зоне контакта.
станки с дисковыми пилами (кругами) производятся как в виде ручного инструмента (болгарки), так и в виде стационарного или мобильного оборудования. Резка труб, профиля и листа производится путем воздействия вращающегося с большой скоростью абразивного круга на металл, при котором возникает большая сила трения, приводящая к нагреванию и выгоранию металла в зоне контакта.
Резать можно с высокой точностью (толщина реза всего 1-2 мм) и с высокой скоростью. Очень удобны такие станки при изготовлении строительных и водопроводных конструкций, в ремонтных работах.
Вторым по популярности способом механического раскроя листа является рубка металла. Горизонтально расположенный нож прижимается к листу с большой силой и разрушает его в зоне контакта. Работает пресс как обычные ножницы с двумя скользящими мимо лезвиями. Усилие создается гидравликой, пневматикой или эксцентриковым механизмом.
Мощные гидравлические и пневматические ножницы (гильотины) могут справиться со сталью или другими сплавами высокой прочности толщиной в несколько сантиметров. Недостатком такого метода является невозможность обработки хрупких и недостаточно пластичных металлов, их лучше резать лазером, плазмой или иным инструментом. Важным преимуществом гильотин является возможность установки программного управления для повышения скорости работы и точности выполнения операций.
В это же время резка и рубка профлиста может выполняться на переносных сабельных гильотинах, которые можно установить непосредственно на объекте — они не требуют подключения к сети и приводятся в движение только силой руки или ноги человека. Особенности материала — наличие оцинковки и полимерного покрытия, ограничивает использование болгарок, плазморезов или других инструментов, предполагающих нагревание до высокой температуры. При этом разрушается покрытие и в зоне реза возникают трудноустранимые очаги коррозии.
Данная статья предлагается в качестве предварительного обзора чаще всего применяющихся на практике в промышленных и домашних условиях видов резки листового и профильного металла. Более подробно об их применении в конкретных условиях вы можете узнать в соответствующих рубриках сайта.
Своим опытом в сфере резки металла предлагаем поделиться на нашем сайте в разделе «Комментарии». Ждем также ваших обзоров конкретного оборудования, которым вы пользуетесь. Нас и наших читателей интересует как мнение профессионалов, так и любителей работать с металлом.
Необходимые материалы
Станок для резки листового металла, своими руками сконструированный дома, нуждается в ножах, спектр материала изготовления которых очень широк, и выбор одного из них главным образом зависит от вида и толщины материала, которые необходимо будет резать. Если работать придется с не самой прочной, тонкой листовой сталью, как например, алюминий, то идеальным вариантом станут самые простые подшипники. Но для нужного функционала роликового ножа им не хватает заточки, которую следует провести самостоятельно по всему торцу будущего инструмента.
Основной роликовый нож устанавливается на подвижную деталь конструкции с прижимной ручкой, при надавливании на которую происходит зажим заготовки между двумя режущими поверхностями. Диаметр подшипников непосредственно влияет на скорость производимой работы. То есть чем диаметр подшипника больше, тем выше будет производственная скорость на станке.

Изготовление роликового ножа по металлу своими руками
Изготовление и установка данной детали не составляет большого труда, и взамен она очень упростит весь процесс. На выходе получается универсальный станок с роликовыми ножами, который может взаимодействовать с другим металлообрабатывающим оборудованием, которое так же без проблем конструируется в условиях дома.
Гидроабразивная резка металла.
Инновационный способ. Резка осуществляется смесью воды и абразива (песка), которая под давлением подается через узкое сопло. Этот способ позволяет разрезать изделия в толщину до 30 сантиметров.
Преимущества метода заключаются в хорошей точности, отсутствии необходимости проводить обработку краев, отсутствии термической деформации металла.
Этот способ достаточно дорогой, хотя обладает значительной универсальностью. Может применяться для любого металла, кроме тех, что подвержены коррозии.
Как видим каждый из способов резки металла имеет свои достоинства и недостатки.
Структура линии
Линия поперечной резки производит разрезку рулонов на карты любой формы – от прямоугольной до ромбовидной. Её основные технические характеристики следующие:
- Максимальная ширина листа или рулона, мм – 1600.
- Наибольшая толщина листа или рулона, мм – 4.
- Наибольшее количество отрезаемых карточек – в зависимости от длины рулона, но не менее 18.
- Суммарная мощность электродвигателей всех приводов, кВт – 206.
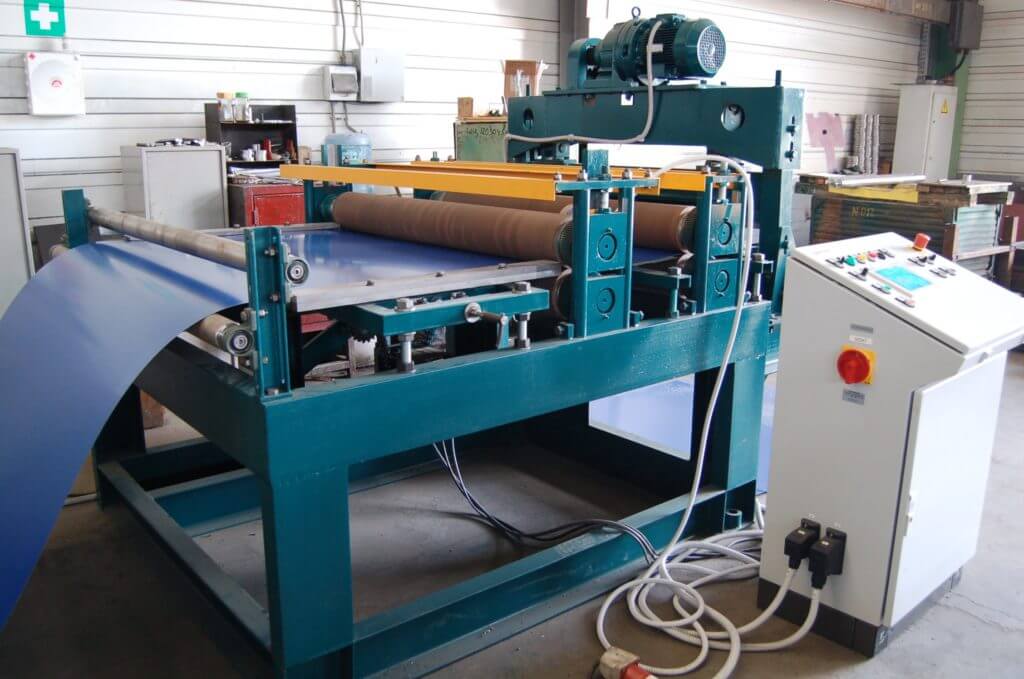
Резка листового металла
В состав такой линии входят:
Ножницы листовые с наклонным ножом;
Правильно-разматывающее устройство;
Валковая подача;
Узел стапелирования отрезанных заготовок;
Устройство управления.
Работа всего комплекса выполняется по заранее программируемому рабочему циклу. Он зависит от длины листа или рулона, требуемой конфигурации конечной заготовки, а также её размеров. Работой комплекса может управлять один оператор, но возможна и полностью автоматическая резка по заданной программе. В этом случае линия остановится по окончании рулонного материала в разматывателе.
Обработка металла холодным и горячим приемами
Резка металла осуществляется холодным (механическим) и горячим приемами. Первый характеризуется механическим воздействием на обрабатываемое изделие. Значение имеет твердость режущего инструмента. Резка осуществляется инструментом, значительно превосходящим по твердости обрабатываемую деталь. При данном способе применяются инструменты:
- циркулярная пила;
- болгарка;
- гильотина;
- ленточнопильный станок.




Горячая резка деталей подразумевает термическое воздействие на них. Они расплавляются в нужном месте, а остатки расплава удаляются газом. Горячий способом включает в себя виды резки:
- газокислородную;
- лазерную;
- плазменную.
Не всегда холодная металлообработка позволяет добиться необходимой чистоты конечного изделия. Такая проблема возникает при кислородной и воздушно-дуговой резке. Указанные методы применяются только в качестве подготовительных работ.
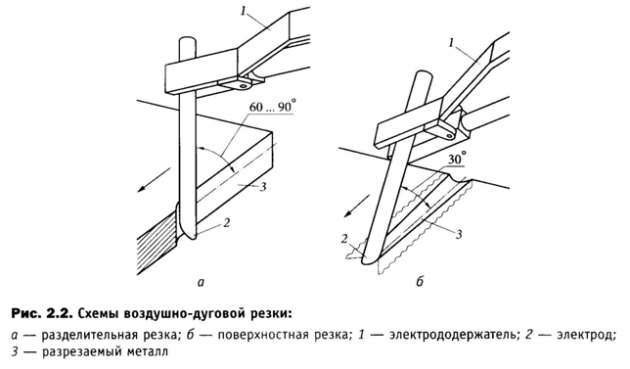 Схемы воздушно-дуговой резки
Схемы воздушно-дуговой резки
Промышленное оборудование
Если для работы в домашних условиях можно использовать стандартные ручные или электрические инструменты, для промышленного производства они не подходят. Это обусловлено относительно невысокой скоростью работы и неспособностью разрезать толстый профиль.
Если металл режется в промышленных масштабах или лист необходимо скорректировать в труднодоступных местах, промышленные инструменты справятся с задачей лучше и быстрее.
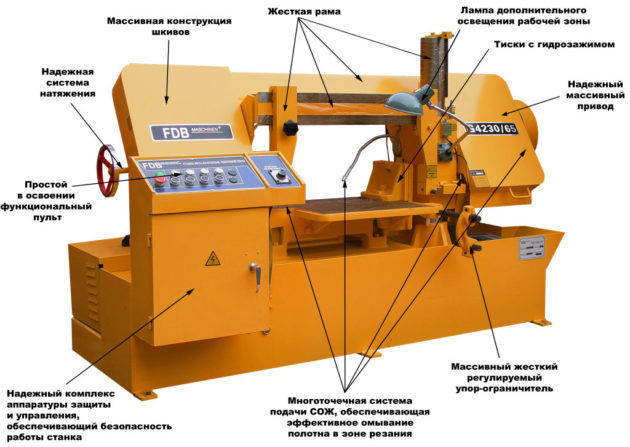 Ленточный станок для резки металла
Ленточный станок для резки металла
Чаще всего на заводах и промышленных цехах устанавливают:
- гильотинные ножницы;
- плазменную резку;
- ленточные станки;
- лазерную резку;
- водоструйная резка.
Какой метод выбрать, должен решать мастер. Подбор приспособления зависит от жесткости материала и от необходимой скорости нарезки. Например, скорость плазменной резки превышает скорость газопламенной в несколько раз.
Виды ручных ножниц по металлу
Задача рассматриваемых инструментов — резка заготовок при использовании физической силы человека. В группу входят:
- обычные;
- рычажные;
- кровельные (стуловые);
- гидравлические;
- дисковые (роликовые);
- листовые ножницы по металлу.
У обычных моделей режущий край и ручка сделаны из одного материала путем ковки. На эффективность работы инструмента влияют прилагаемое усилие, длина кромки для резки, длина рукоятки. Обычные ручные ножницы по металлу делятся на:
- проходные (прямой рез);
- фигурные (криволинейный);
- идеальные (универсальные; режут как по прямой, так и про кривой).
Рычажные ножницы по металлу отличаются от вышеназванных шарнирным соединением режущей кромки и рукоятки. Это создает дополнительный рычаг, облегчающий труд мастера. Необходимое усилие для того, чтобы резать заготовку, меньше, а качество работы не страдает. Имеют один недостаток — без прикрепления к верстаку не работают.
Для материалов средней толщины (2-4 мм) применяются кровельные приспособления. Конструкция позволяет крепить их к слесарному верстаку, чтобы мастер тратил меньше физических усилий. Наименование говорит о совместимости инструмента для резки профилированных листов (используемых для кровли) и подобных изделий сложной формы.
Важно знать — среди ручных приспособлений не бывает высечных. Оставшиеся виды ножниц имеют сложную конструкцию, поэтому требуют отдельного рассмотрения
Маятниковая пила
 Маятниковая пила по металлу
Маятниковая пила по металлу
Маятниковая пила оснащена режущим механизмом в виде абразивного или твердосплавного диска со специальными напайками. Именно его вращение позволяет выполнить разрезку материала. Данный агрегат состоит из нескольких частей. На рабочем столе – станине, закрепляется обрабатываемая деталь, а приводной механизм обеспечивает вращение рабочего диска.
Маятниковая пила конструктивно напоминает торцовочную. Единственное отличие – высокая мощность стационарного станка.
Во время работы осуществляется опускание привода, на котором размещается вращающейся диск. Благодаря траектории, напоминающей движение маятника, выполняется обработка металла (как цветного, так и черного). Резка арматуры, алюминиевых профилей, стальных прутков также может выполняться таким маятниковым прибором.
Устройство и принцип работы
Линии для резки металла конструктивно состоят из следующих узлов и агрегатов:
- разматывающего механизма;
- роликового стола;
- режущего инструмента: гильотины или ножи;
- конвейера;
- укладчика разрезанных листов;
- контрольных и измерительных датчиков;
- электромеханическую систему контроля и управления;
- пневматическую систему для работы механизмов.
Промышленное оборудование может оснащаться следующими комплектующими:
- тележкой для загрузки рулонов;
- механизмом для выпрямления листов;
- штабелером;
- автоматизированной системой управления.
Принцип работы:
- Закрепляется рулон.
- Разматывают вручную часть рулона, лист подают в механизм для протяжки. Ролики выставляются заранее под требуемые параметры.
- Включается линия.
- При прохождении листа через определённые датчики оператор вручную или автоматически выполняет порезку согласно заданной технологической карте.
- Нарезанные листы по конвейеру попадают в модуль для приёмки, а затем на тележку для транспортировки.
- Нарезка производится до тех пор, пока не будет размотан рулон.

Продольная резка листового металла
Гидроабразивный метод
Разрезание изделий гидроабразивным методом имеет следующее определение: раскрой материала путем воздействия на него смеси песка и воды, подаваемых под давлением через узконаправленное сопло. Песок в сочетании с водой способны разрезать металлоизделия, имеющие толщину 30 см.
Способ относится к числу инновационных. После раскроя детали нет необходимости в дополнительной обработке ее краев.
 Скорость гидроабразивной резки
Скорость гидроабразивной резки
Указанный способ не относится к горячему методу разрезания металлоизделий, поскольку при нем отсутствует термическое воздействие на обрабатываемую деталь. Благодаря этому разрезание может быть выполнено без деформации изделия.
Главным недостатком гидроабразивного метода является невозможность резки металлов, подверженных коррозии. Применяемое оборудование имеет высокую стоимость и не всегда доступно для частных нужд.
Термическая резка металла
Применяют такие виды терморезки:
- газокислородная;
- лазерная;
- плазменная.
Все эти методы являются бесконтактными, т.е. при работе между заготовкой и режущим инструментом нет непосредственного контакта. Заготовка разделяется с помощью струи газа, плазмы или луча лазера.
Газокислородная резка
В основу технологического процесса заложены свойство металла нагреваться, плавиться и выгорать в чистом кислороде при высокой температуре (более 1000 °C).
Перед началом технологической операции необходимо разогреть место реза до такой температуры, при которой происходит воспламенение материала. Эта операция разогрева выполняется за счет пламени резака. В качестве разогревающего газа чаще всего эксплуатируют ацетилен. Время прогрева зависит от толщины, марки и состояния обрабатываемой металлической поверхности. Кислород на этом этапе не используется.
После прогрева к операции добавляется кислород. Струя пламени, равномерно перемещаясь вдоль линии реза, прорезает полуфабрикат на всю толщину. Кислород, используемый в процессе, не только режет, но и удаляет окислы, которые образуются на поверхности разрезаемого листового полуфабриката.
Важный критерий для получения качественного реза – выдерживание одинакового расстояния между резаком и разрезаемой поверхностью на протяжении всей операции. Этого сложно добиться, если резка металла выполняется ручным газокислородным резаком. При автоматизированном процессе (скоростная, газокислородная с повышенным качеством, резка кислородом высокого давления) скорость резания увеличивается, а качество реза возрастает.
Уникальность метода:
- возможность разрезать заготовки большой толщины;
- возможность резать титановые листы.
Отдельные недостатки газокислородной резки:
- резке не поддаются цветные металлы типа алюминия, меди, а также высокоуглеродистые или хромоникелевые стали;
- большая ширина реза, невысокое качество, образование окислов, наплывов,
- невозможно работать с криволинейными поверхностями;
- изменение физических свойств в области реза.
Лазерная резка
Эта технология подразумевает резку и раскрой металла посредством сфокусированного лазерного луча, получаемого при помощи специального оборудования.
Луч лазера сосредотачивается в определенной точке разрезаемой детали. Под воздействием тепловой энергии лазерного луча поверхность прогревается, закипает и испаряется. Луч плавно передвигается вдоль границы реза, разделяя металлическую заготовку на части.
Лазерная резка применяется для разделения металлов с низкой теплопроводностью. Ее используют при резке, раскрое тонких листов (от 0,2 мм), цветных металлов (алюминия, меди), нержавеющей стали, трубных изделий.
Уникальность метода: обрабатываются практически все металлы, металлические сплавы, неметаллы.
Ряд недостатков технологии резки лазером:
- ограничение по толщине разделяемых изделий;
- большие энергетические затраты в ходе процесса;
- работу может выполнить только специально обученный персонал.
Плазменная
Эта технология подразумевает использование в качестве оборудования плазмотрон, в котором роль режущего инструмента выполняет струя плазмы.
Раскаленный ионизированный газ (плазма) с высокой скоростью проходит через сопло плазматрона. Плазма нагревает, расплавляет металл, а затем сдувает расплав, тем самым образуя линию раздела заготовки.
Уникальность метода:
- безопасность процесса;
- высокая скорость;
- незначительный ограниченный нагрев разрезаемой поверхности.
Недостатки данной технологии – высокая цена оборудования, необходимость в обучении персонала, шум при работе плазменных установок, ограниченность значений толщин обрабатываемого металла.
Термические способы
Способы резки, относящиеся к этой группе, можно разделить на такие виды: газовая и газоэлектрическая резки металлов.
В этих способах резки нагрев металла осуществляется газовым (кислородным) пламенем, а источники электроэнергии не используются. Различают три основных способа такой резки:
Кислородная резка металла предусматривает его нагревание. кислородная горячая струя режет металл и удаляет оксиды которые там возникают.
- Кислородная. При этом способе металл в зоне реза сгорает в кислородной струе, ею же выдуваются образовавшиеся оксиды.
- Кислородно-флюсовая. В область разреза поступает порошок-флюс, который облегчает процесс резки благодаря химическому, термическому и абразивному воздействиям.
- Кислородно-копьевая. Высокая температура создается за счет сгорания так называемого копья – трубки, через которую продувается струя кислорода.
Основные преимущества этих способов:
- низкая стоимость;
- можно резать толстый слой металла.
Основные недостатки:
- большой расход металла;
- низкая точность;
- необходимость дополнительной обработки деталей;
- малая скорость резки;
- большая толщина реза;
- термическая деформация металла.
При газоэлектрической резке металл нагревается за счет источника электроэнергии, а расплав из зоны реза удаляется газовой струей. Существует два способа этой резки:
- Воздушно-дуговая – жидкий металл из зоны плавления удаляется струей сжатого воздуха.
- Кислородно-дуговая – нагретый в пламени дуги металл сгорает в поступающей струе кислорода, ею же выдувается.
Применяется в основном для исправления дефектов сварных швов. Главный недостаток – науглероживание места разреза вследствие сгорания угольных электродов.
Плазменная резка
Плазменная резка на сегодняшний день самый совершенный, быстрый и экономически эффективный способ резки металла.
Весьма перспективный и быстро прогрессирующий метод. Разрезаемый металл плавится струей плазмы – ионизированного газа с температурой в десятки тысяч градусов. Плазменная струя создается в особом устройстве – плазмотроне – из обычной электрической дуги за счет ее сжатия и вдувания в зону реакции плазмообразующего газа. Две основных схемы обработки:
- Резка плазменной струей. При этом способе дуга возникает между электродом и наконечником плазмотрона. Обрабатываемая деталь в электрическую цепь не включена.
- Плазменно-дуговая – дуга возникает между неплавящимся электродом из тугоплавкого материала и разрезаемым металлом. Эффективный и более часто применяемый метод.
Преимущества плазменной резки в сравнении с газовыми способами:
- высокая скорость резки;
- универсальность применения;
- возможность резать с высокой точностью и качеством;
- отсутствие необходимости в дорогостоящих газах;
- возможность вырезания деталей сложной формы;
- безопасность и экологичность.
Недостатки:
- дороговизна и сложность оборудования и его техобслуживания;
- невозможность резки заготовок толщиной более 80-100 мм;
- ограниченный угол отклонения реза от перпендикулярности;
- повышенный уровень шума.
Остальные термические методы вследствие ряда причин, из которых основная – высокая сложность и стоимость оборудования, пока широкого распространения не получили. Ограничимся лишь их перечислением:
- гидро- и гидроабразивная резка;
- лазерная и газолазерная резка;
- метод электрической эрозии;
- криогенная резка.
Резюмируя все вышесказанное, можно сделать вывод: способов и видов оборудования для резки металлов очень много. Правильно выбрать наиболее подходящие способы можно, лишь взвесив множество факторов, прежде всего финансовые возможности.
Разделка лома непосредственно на демонтируемом объекте
Особо крупные узлы и детали техники, подлежащей демонтажу и сдаче в металлолом, хлопотно и неудобно транспортировать на приёмные предприятия. В таких ситуациях резку проводят непосредственно на объекте, при демонтаже металлоконструкции. Демонтаж металлолома – полностью или по фрагментам — обязателен тогда, когда по условиям безопасности металлоконструкцию необходимо разрезать прямо на месте её нахождения (например, при завалах или иных чрезвычайных ситуациях). Чем режут металлолом на объекте? С этой целью применяют следующие технологии:
Резку на гидравлических переносных ножницах — не каждая организация сможет позволить себе такое оборудование — см. статью про навесные гидравлические ножницы;

Резка металлолома гидравлическими ножницами
Резку газокислородными резаками;

Резка металлолома кислородом
Резка переносными механическими пилами — болгаркой.
см. видео — можно ли болгаркой разрезать рельс:
В первом случае применяется переносное оборудование, которое включает в себя рычажные ножницы, привод которых осуществляется от гидросистемы любого большегрузного автомобиля. Зев ножниц подобен аллигаторным, но дополнительно снабжается также специальными захватами, которые увеличивают трение, и снижают тем самым подвижность разрезаемого фрагмента во время его разделения. Гидравлические ножницы обеспечивают наиболее точный демонтаж лома.
При отсутствии данного оборудования для разрезки применяют газокислородные резаки. Их нельзя использовать при разборке завалов, но в остальных случаях, когда не требуется высокое качество разделения металла, газокислородная резка достаточно производительна, а применяемые инструменты – компактны и могут использоваться в обстановке, когда на объекте нет источников открытого пламени и взрывоопасных предметов/веществ.

Оборудование для резки газом (кислородом) — кислородный баллон, пропановый и резак
Обычные переносные шлифовальные машины («болгарки»), работающие от аккумуляторного привода – высокопроизводительный способ резки лома на объекте. Количество образующейся стружки в данных обстоятельствах значения не имеет, а качество торцев вполне удовлетворительно для последующей загрузки разрезанного лома в транспортное средство. Эффективность резки определяется ёмкостью аккумуляторной батареи.
Описание технологии
Дуговая резка металла выполняется при помощи сварочного инвертора. Он, по сути, представляет собой трансформатор, вырабатывающий ток определенной силы, достаточной для образования сварочной дуги. Данная технология появилась достаточно давно, тридцать-сорок лет назад. Не являясь суперсовременной, как например плазменная, она продолжает оставаться популярной и широко применяемой, вследствие простоты использования, эффективности и удобству работы.
Эксплуатация сварочного аппарата, в том числе резка металла обычным или специальным электродом, не представляет особой сложности и не требует профессиональных знаний и навыков. Но при этом необходимо учитывать требования техники безопасности, так как выполнение сварочных работ связано с электрическим напряжением.
Плазменная резка металла.
Суть этого способа заключается в том, что металл разрезается смесью газов, который подается под большим давлением. Обычно для этих целей используют кислород.
Во время разрезания металл частично выгорает, остальное же выдувается. Осуществляется такая резка при высоких температурах, которые могут достигать диапазона 15-20 тысяч градусов Цельсия. Заметим, что эта особенность позволяет применять такой способ резки к любым металлическим изделиям.
Этот способ отличается высокой производительностью, небольшим диаметром луча (0,5-3 миллиметра), универсальностью (может резать металл толщиной до 50-150 мм), хорошей масштабируемостью, высокой точностью и экономичностью.
К недостаткам относят необходимость дополнительно обрабатывать края. Кроме того, при работе с титаном обычно образуется альфа слой. Также при плазменной резке наблюдается незначительный наклон краев в пределах 3-5 градусов.
Список источников
- stankiexpert.ru
- StanokGid.ru
- WikiMetall.ru
- www.okorrozii.com
- xlom.ru
- promzn.ru
- 1metallocherepica.ru
- metalloy.ru
- stalevarim.ru















