ÐаÑеÑÐ¸Ð°Ð»Ñ Ð°Ð±Ñазива
Ð, конеÑно же,
ÑепеÑÑ Ð¾ Ñом, из ÐºÐ°ÐºÐ¸Ñ Ð¼Ð°ÑеÑиалов изгоÑавливаÑÑ Ð°Ð±ÑазивÑ. Так, ÑÑÑеÑÑвÑеÑ
неÑколÑко видов абÑазива, коÑоÑÑй пÑименÑеÑÑÑ Ð´Ð»Ñ Ð½Ð°Ð½ÐµÑÐµÐ½Ð¸Ñ Ð½Ð° наждаÑнÑÑ
оÑновÑ. ÐÑак, давайÑе ÑаÑÑмоÑÑим каждÑй вид.
ÐлекÑÑокоÑÑнд.
ÐÑо наиболее попÑлÑÑнÑй и пÑименÑемÑй Ñип абÑазива, коÑоÑÑй полÑÑаÑÑ Ð²
ÑезÑлÑÑаÑе воÑÑÑановиÑелÑной плавки в дÑговой пеÑи ÑиÑÑÑ, коÑоÑÐ°Ñ ÑоÑÑÐ¾Ð¸Ñ Ð¸Ð·
бокÑиÑового агломеÑаÑа, а Ñакже железной ÑÑÑÑжки и ÑпеÑиалÑного малозолÑного
ÑглеÑодиÑÑого маÑеÑиала. Такой маÑеÑиал вÑдеÑÐ¶Ð¸Ð²Ð°ÐµÑ Ð²ÑÑокое давление, а Ñакже
Ð¸Ð¼ÐµÐµÑ Ð²ÑÑокÑÑ ÑежÑÑÑÑ ÑпоÑобноÑÑÑ. Ðо внеÑÐ½ÐµÐ¼Ñ Ð²Ð¸Ð´Ñ Ð¾ÑÐµÐ½Ñ Ð¿Ð¾Ñожа на кÑиÑÑаллÑ,
имеÑÑие оÑÑÑÑе гÑани на изломе. Также, к ÑлекÑÑокоÑÑÐ½Ð´Ñ Ð¼Ð¾Ð³ÑÑ Ð´Ð¾Ð±Ð°Ð²Ð»ÑÑÑ
легиÑÑÑÑие плавки, коÑоÑÑе могÑÑ Ð² Ñой или иной ÑÑепени, ÑлÑÑÑаÑÑ ÑвойÑÑва
наждаÑной бÑмаги.
ÐаÑбид
кÑемниÑ. ÐолÑÑаеÑÑÑ Ð´Ð°Ð½Ð½Ñй абÑазив в ÑезÑлÑÑаÑе ÑÐ¿ÐµÐºÐ°Ð½Ð¸Ñ ÐºÑепнезема и гÑаÑиÑа,
в ÑпеÑиалÑной ÑлекÑÑопеÑи «ÐÑеÑона». Так,
даннÑй маÑеÑиал ÑоÑÑÐ¾Ð¸Ñ Ð¸Ð· неболÑÑÐ¸Ñ Ð±Ð»ÐµÑÑÑÑÐ¸Ñ ÐºÑиÑÑаллов, не имеÑÑиÑ
ÑÑандаÑÑнÑÑ ÑоÑмÑ, и имеÑÑие оÑÐµÐ½Ñ Ð¾ÑÑÑÑе кÑаÑ. ÐаÑбид кÑÐµÐ¼Ð½Ð¸Ñ Ð¸Ð¼ÐµÐµÑ Ð½Ð°Ð¼Ð½Ð¾Ð³Ð¾
болÑÑÑÑ ÑвеÑдоÑÑÑ, нежели окÑид алÑминиÑ, но пÑи ÑÑом он неÑколÑко ÑÑÑпок. ÐÑи
возникновении давлениÑ, кÑиÑÑÐ°Ð»Ð»Ñ ÑаÑпадаÑÑÑÑ, обÑазовÑÐ²Ð°Ñ Ð±Ð¾Ð»ÑÑее колиÑеÑÑво
ÑежÑÑÐ¸Ñ Ð³Ñаней, поÑÑÐ¾Ð¼Ñ Ð´Ð°Ð½Ð½Ð¾Ðµ ÑвойÑÑво каÑбида кÑемниÑ, позволÑÐµÑ ÐµÐ¼Ñ
ÑÑÑекÑивно иÑполÑзоваÑÑÑÑ Ð² наждаÑной бÑмаге.
ÐÑанаÑ. Ðз
ÑÑого маÑеÑиала Ñакже делаÑÑ Ð°Ð±Ñазив. ÐÑедÑÑавлÑÐµÑ Ñобой оÑÐµÐ½Ñ Ð¼Ñгкий минеÑал,
коÑоÑÑй пÑи ÑлиÑовке делиÑÑÑ Ð½Ð° болÑÑое колиÑеÑÑво Ð¼ÐµÐ»ÐºÐ¸Ñ ÑаÑÑиÑ, коÑоÑÑе
взаимодейÑÑвÑÑ Ð¼ÐµÐ¶Ð´Ñ Ñобой, делаÑÑ ÑÐ²Ð¾Ñ ÑабоÑÑ â ÑлиÑÑÑÑ Ð·Ð°Ð³Ð¾ÑовкÑ.
Ðлмаз.
ÐаждаÑÐ½Ð°Ñ Ð±Ñмага из ÑÑого абÑазива ÑÐ°Ð¼Ð°Ñ Ð´Ð¾ÑогаÑ, понÑÑно по каким пÑиÑинам.
ÐмеÑÑе Ñ Ñем, даннÑй маÑеÑиал оÑÐµÐ½Ñ Ð¿ÑоÑнÑй, поÑÑÐ¾Ð¼Ñ ÑÐ°ÐºÐ°Ñ Ð½Ð°Ð¶Ð´Ð°Ñка оÑенÑ
пÑоÑÐ½Ð°Ñ Ð¸ ÑÑÑекÑивнаÑ. Ðо, Ð²Ð²Ð¸Ð´Ñ Ð´Ð¾Ñогой ÑÑоимоÑÑи, пÑименÑеÑÑÑ Ð´Ð¾ÑÑаÑоÑно
Ñедко.
ÐÐ¾Ñ Ð¸ вÑе, ÑÑо
необÑодимо знаÑÑ Ð¾ наждаÑной бÑмаге. Также, пÑедоÑÑавлÑем неÑколÑко докÑменÑов,
ÑоглаÑно коÑоÑÑм, наждаÑÐ½Ð°Ñ Ð±Ñмага ÑÑандаÑÑизиÑÑеÑÑÑ Ð¿Ð¾ ÐÐСТÑ.
ÐÑе поÑожие ÑÑÑаниÑÑ:
 – ÐÐ¾Ð»Ð½Ð°Ñ ÐºÐ»Ð°ÑÑиÑикаÑÐ¸Ñ ÑлиÑмаÑинок. ÐомоÑÑ Ð² вÑбоÑе пÑи покÑпке
 – ÐÑиÑпоÑÐ¾Ð±Ð»ÐµÐ½Ð¸Ñ Ð´Ð»Ñ ÑлиÑовки
 – ÐенÑоÑнÑй ÑлиÑовалÑнÑй ÑÑанок из дÑели Ñвоими ÑÑками
 – Ðак пÑавилÑно полиÑоваÑÑ Ð¼ÑамоÑ
 – ÐидÑопеÑкоÑÑÑÑйнÑе аппаÑаÑÑ Ð¿ÐµÑедвижнÑе
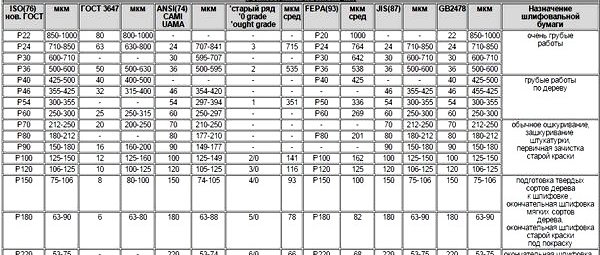
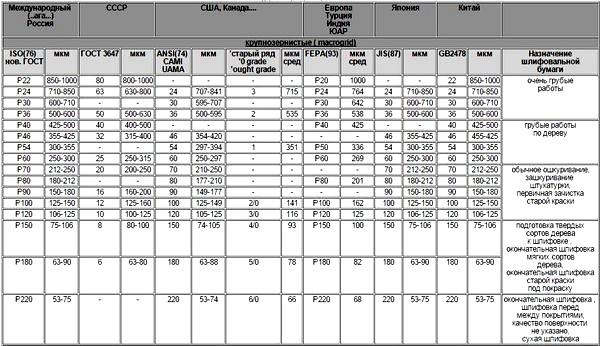
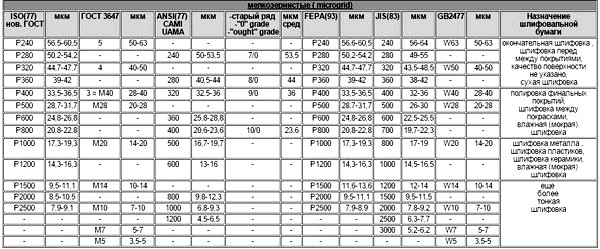
Зернистость наждачной бумаги
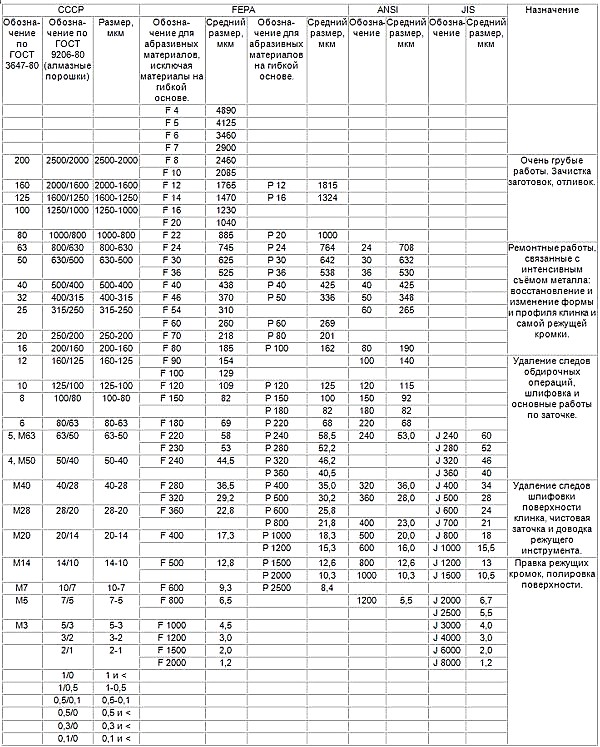
В зависимости от фракции абразивной крошки, материала основы и назначения, весь спектр выпускаемого абразивного полотна можно разделить на несколько модификаций.
По величине зерна различают следующие виды шлифовальных полотен: мелкозернистые и крупнозернистые. В таблице приведены показатели зернистости наиболее часто используемой наждачной бумаги:
Начальное шлифованиеисправление незначительных дефектов поверхности
|
ГОСТ Р 52381-05 |
ГОСТ 3647-80 |
Зернистость, мкм |
Сфера применения |
|
Крупнозернистая |
|||
|
Р22 |
80-Н |
800-1000 |
Предварительная зачистка |
|
Р24 |
63-Н |
630-800 |
|
|
Р36 |
50-Н |
500-630 |
|
|
Р40 |
40-Н |
400-500 |
Черновая обработка древесины |
|
Р46 |
32-Н |
315-400 |
|
|
Р60 |
25-Н |
250-315 |
|
|
Р80 |
20-Н |
200-250 |
Начальное шлифование Исправление незначительных дефектов поверхности |
|
Р90 |
16-Н |
160-200 |
|
|
Р100 |
12-Н |
125-160 |
|
|
Р120 |
10-Н |
100-125 |
|
|
Р150 |
8-Н |
80-100 |
Обработка твердых пород дерева перед окончательной шлифовкой Шлифовка мягкого дерева Удаление старой краски |
|
Р180 |
6-Н |
63-80 |
|
|
Мелкозернистая наждачная бумага |
|||
|
Р240 |
5-Н; М63 |
50-63 |
Финишное шлифование твердых пород дерева Промежуточное шлифование |
|
Р280 |
4-Н; М50 |
40-50 |
|
|
Р400 |
М40; Н-3 |
28-40 |
Полирование поверхности Шлифование под окраску Мокрое шлифование |
|
Р600 |
М28; Н-2 |
20-28 |
|
|
Р1000 |
М20; Н-1 |
14-20 |
Шлифование керамики, пластика и металлов Мокрое шлифование |
|
Р1200 |
М400 |
10-14 |
Полировка, снятие глянца |
|
Р1500 |
М10; Н-0 |
7-10 |
|
|
Р2000 |
М7; Н-01 |
5-7 |
|
|
Р2500 |
М5; Н-00 |
3-5 |
Как видно из таблицы зернистости, область применения наждачной бумаги довольно широка:
- Столярная и мебельная отрасли;
- Машиностроение и промышленное производство;
- Изготовление нестандартного оборудования и приборостроение;
- Ремонт и покраска автомобилей;
- Строительно-отделочные работы.
Это далеко неполный перечень, а способы использования наждачной шкурки в быту и вовсе не поддаются описанию по причине своего бесконечного многообразия.
Наиболее распространенными являются три формы выпускаемых наждачных полотен:
Что касается формы выпуска, наиболее распространенными являются листовая и рулонная. Кроме этого Существуют готовые кольцевые модификации для циклевочных и ручных шлифовальных машин, дисковые накладки для электродрелей и некоторые другие разновидности.
Абразивы, применяемые для производства шлифшкурки
Строго говоря, натуральный наждак, природный материал, представляющий собой смесь корунда и магнетита, в производстве современных шлифовальных материалов почти не применяется. Наиболее часто для изготовления шлифовальных материалов на бумажной или тканевой основе используют искусственно получаемые оксид алюминия (электрокорунд) или карбид кремния (карборунд), реже применяются другие абразивы — гранат, синтетический алмаз, эльбор (боразон).
Электрокорунд — наиболее широко применяемый абразив. Получают электрокорунд восстановительной плавкой в дуговых печах шихты, состоящей из бокситового агломерата, малозольного углеродистого материала и железной стружки. Выдерживает сильное давление, обладает отличной режущей способностью. Представляет собой твердые кристаллы с острыми гранями на изломе. Часто при плавке в шихту добавляют легирующие добавки, улучшающие его свойства, например добавление оксида хрома увеличивает абразивную способность и прочность электрокорунда (такой электрокорунд можно узнать по рубиновой окраске).
Карбид кремния — получают спеканием кремнезема с графитом в электропечи Ачесона. Блестящие кристаллы нерегулярной формы с очень острыми краями. Карбид кремния по твердости превосходит оксид алюминия, но более хрупок. Под давлением во время работы кристаллы раскалываются с образованием новых режущих граней. Это свойство карбида кремния сохраняет рабочие свойства шлифовальных материалов долгое время и предотвращает засорение абразивной поверхности. Шлифовальные материалы с карбидом кремния рекомендуются для обработки стекла, пластика, чистовой обработки металла.
- Гранат — довольно мягкий минерал (твердость по Моосу 6,5-7,5), поэтому применяется для шлифовки мягких материалов (в основном, дерева). Такая шкурка быстрее изнашивается, но, при одинаковой зернистости, дает более гладкую поверхность, чем шкурка с другим абразивом.
- Алмаз, Эльбор — алмаз обладает самой высокой твердостью из известных веществ, эльбор незначительно ему уступает по твердости (значительно превосходя, однако, другие абразивы: втрое карбид кремния и почти вчетверо корунд), но превосходит алмаз по температурной устойчивости. Из-за высокой стоимости, для производства шлифшкурки применяются редко.
Разновидности наждачки по методу изготовления
Существуют различные методы нанесения абразивного порошка на основу. Самые распространение из них — это механический и электростатический.
Купершлак (абразивный порошок)
При механическом методе нанесения частицы абразива свободно падают на смазанную клеем основу, а излишки порошка удаляются и подлежат повторному использованию. Этот метод чаше используют для производства наждачки большой зернистости.
Электростатический метод нанесения абразивного порошка
В случае электростатического метода частицы абразива и лента основы подвергаются электризации с противоположной полярностью. По законам физики разноименные заряды притягиваются, и частицы абразивного порошка прилипают к основе.
Что написано на изнанке
Изнаночная сторона наждачной бумаги
Вся информация о зернистости, основе и прочих данных, входящих в маркировку изделия, нанесена на её заднюю сторону.
На изнанке покупатель получит информацию об основе, её типе, технологии изготовления. Здесь же размещена информация о типе абразивного материала.
К примеру, значимые обозначения характеристик:
- «Л» – означает, что бумага листовая, рулонная никак не обозначается;
- «Л1», «Л2», «М» – что бумага водостойкая;
- «П» – что боится влаги, впитывает её как губка и разрушается;
- «1» – шлифовка мягких поверхностей;
- «2» – шлифовка твёрдых поверхностей.
Существуют и другие обозначение, предназначенные для специалистов.
Основы наждачной бумаги
В качестве основы при изготовлении наждачки используют листовые материалы с различными характеристиками, в том числе:
- бумагу обычную и латексную;
- хлопчатобумажные и смесовые (х/б+синтетика) ткани;
- фибру;
- ткани из полиэстера;
- комбинированные материалы (обычно бумага+ткань).
Бумага классифицируется по плотности в шести диапазонах от 85 г/м² до 500 г/м², а основным технологическим признаком тканей, кроме их состава, является гибкость. Этот параметр имеет шесть градаций: от «особо гибкая» и «очень гибкая» до «жесткая» и «особо жесткая». Кроме того, вся наждачная бумага независимо от основы делится на обычную и водостойкую.
Основные достоинства наждачки на бумажной основе — невысокая цена и устойчивость к растяжению. А ее главный недостаток — низкая механическая стойкость и ломкость на сгибах. Наждачная бумага на тканевой основе обладает высокой прочностью на разрыв и может использоваться в лентах при машинной шлифовке. Кроме того, она эластична и легко принимает форму шлифуемой поверхности. А водостойкие тканевые основы не теряют своих рабочих качеств при мокрой шлифовке или работе в условиях повышенной влажности. Для получения сочетаний механических свойств различных материалов (гибкость и неспособность к растяжению) выпускают наждачную бумагу с двухслойной основой, пропитанной полиэфирными смолами.

Маркировка
Маркировка наждачной бумаги (нажмите для увеличения)
Многообразие наждачной бумаги сегодня классифицируется в двух стандартах. Маркировка производится в соответствии со стандартом FEPA, а также стандартом ISO 6344.
Нормы и того и другого соответствуют российскому ГОСТу, который в свою очередь является признанным мировым сообществом. У некоторых стран абразивная бумага маркируется и выпускается по-особому.
Традиционно шкурка выпускается в виде листов, имеет название листовая, рулонами, имеет привычную маркировку. Маркировка «Р» – обозначение зернистости. Цифры, следующие за буквой, обозначают пределы 12 -2500.
Возьмите на заметку: чем выше число зернистости, тем мельче зерна.
Гост Советского Союза обозначал значение главного показателя в микронах. С тех пор сохранилась классификация, которая иногда используется в соседних странах, бывших республиках, и в запасниках некоторых рачительных хозяев – М20, М 7, «нулёвка».
Шкурка для предварительных работ:
- Самая грубая, первичная работа с поверхностью производится с использованием шкурок, на которых крупная фракция абразива:
- Р22;
- Р24;
- 80-Н;
- 63-Н;
- 50-Н;
- Последующие обработки производят наждаками:
- Р40;
- Р46;
- Р60;
- 40-Н;
- 32-Н;
- Начальная шлифовка требует использования бумаги:
- Р80;
- Р90;
- Р100;
- Р120;
- 20-Н;
- 16-Н;
- 10-Н;
- Завершающий этап шлифовки производят шкурками:
- Р150;
- Р180;
- 8-Н;
- 6-Н.
Поэтапное использование абразивного материала позволяет тщательно выбрать все имеющиеся изъяны, выровнять поверхность, подготовить её к финишной обработке, которая проводится так же в несколько приёмов.
Наждачная бумага Р240
Классификация мелкозернистой наждачной бумаги подразумевает использование инструмента для прочного дерева (дуб, ясень):
- первичная шлифовка:
- Р240;
- Р28;
- 5-Н;
- М-6;
- полировка перед нанесением морилки, грунтовки, краски:
- Р400;
- Р600;
- Р800;
- М40;
- 2-Н.
Наждачная бумага Р1200
Использование мелкозернистой шкурки для металла, керамики:
- шлифовка:
- Р1000;
- М20;
- 1-Н;
- полировка:
- Р1200;
- Р1500;
- М7;
- М5;
- Р2000;
- Р2500 Н-0;
- Н-01.
Литера «Р» означает классификацию по ISO 6344, литеры «Н», «М» соответствуют нашей отечественной маркировке. Числовые значения обозначают размер фракции абразивного вещества.
К примеру, значение Р80 говорит, что маркировка соответствует международному стандарту, абразив пропущен сквозь формы размером 80 на дюйм. Покупателю не сложно разобраться, какие работы тем или иным инструментом нужно проводить. Правильному выбору наждачной бумаги по назначению поможет изнанка.
Виды абразива
Различают несколько наиболее распространенных материалов, служащих сырьем для изготовления абразивного порошка:
Гранат. Этот абразив является натуральным минералом, поэтому экологически абсолютно безопасен для человека. Естественная структура частиц позволяет эффективно использовать такую наждачную шкурку для обработки всех пород древесины.
Карбид кремния отличается высокими показателями твердости и прочности. Применяют такую наждачную бумагу для шлифования металлов, стекловолокна и других материалов, отличающихся повышенной твердостью.
Абразив на основе керамики используют для формирования поверхности и устранения крупных дефектов при первичной обработке древесины, шлифовке паркета и т.д.
Оксид алюминия достаточно хрупок, поэтому в процессе шлифования кристаллы могут крошиться, образовывая вместо затупленных новые режущие грани. Эта особенность значительно продлевает срок службы абразивного полотна.
Существуют и другие наполнители, однако встречаются они довольно редко и используются для специальной обработки.
Учитывая доступность и невысокую стоимость наждачной бумаги, можно с уверенностью сказать, что никакая конкуренция в ближайшее время ему не угрожает. Универсальность и простота обработки, а также многообразие обрабатываемых материалов делают абразивное полотно незаменимым как в быту, так и в промышленных условиях.
Используемые абразивы
Для создания поверхностного слоя наждачной бумаги используют несколько базовых абразивных материалов. Помимо этого, каждый из них имеет множество разновидностей, отличающихся друг от друга физико-химическими и технологическими характеристиками. Основные абразивы, применяемые для изготовления наждачной бумаги:
- Электрокорунд. Искусственный материал, содержащий до 99 % оксида алюминия. Достаточно недорогой и поэтому самый распространенный среди абразивов. Кроме нормального и белого, выпускается ряд разновидностей с добавками соединений титана, хрома, циркония и пр.
- Карбид кремния. По сравнению с электрокорундом более хрупок, но превосходит его по твердости, поэтому применяется главным образом для работ по металлу. Выпускается в двух видах: зеленый и черный, которые несколько отличаются режущими свойствами.
- Гранат. Природный минерал, по твердости уступает всем остальным, но хорошо самозатачивается. Основное применение — шлифовка изделий из мягких материалов.
- Эльбор. Синтетический абразивный материал на основе нитрида бора. По твердости несколько уступает алмазу, но имеет лучшую термостойкость.
- Алмаз. Имеет самую высокую твердость. Алмазную наждачку применяют для обработки твердых сплавов и доводки инструмента.
Кроме того, по-прежнему выпускается наждачная бумага на основе природного корундита (наждака) и стеклянного порошка. Последняя в соответствии с нормативами используется для шлифовки коллекторов электродвигателей и генераторов.

Технология производства шлифшкурки
Нанесение абразива
В производстве шлифшкурки применяются следующие способы нанесения абразива.
Механический. Абразивные зерна под действием силы тяжести падают на основной связующий слой несущего материала, располагаясь хаотично. Абразивные материалы, при производстве которых используется механический способ нанесения зерна, менее агрессивны.
Нанесение зерна в электростатическом поле. Отрицательно заряженные абразивные зерна в электростатическом поле притягиваются к основному связующему слою несущей основы. Под действием электростатического поля зерна вдавливаются в клеевую основу, располагаясь вертикально, остриём вниз. Абразивные материалы, при производстве которых используется способ нанесения зерна в электростатическом поле, более агрессивны и позволяют снимать больше материала при одинаковых усилиях.
Связующие
Для изготовления наждачной бумаги применяют связующие различных типов и марок. Вид связки имеет определяющие значение для прочности и режимов работы абразивного инструмента. Задача связующего — удержание абразивного зерна на основе и отведение тепла с зерна в процессе работы. При этом прочность закрепления зерна в связующем должна превышать прочность абразивного зерна. Кроме того, от типа связующего в большой мере зависит жесткость или эластичность наждачной бумаги и её водостойкость. В композиции связующего могут добавлять и специальные компоненты придающие наждачной бумаге определённые свойства, как например антистатические или антизасаливающие.
Некоторые типы синтетических связующих:
— фенолоформальдегидные и карбамидоформальдегидные смолы
— на основе лака
— на основе эпоксидных смол
Из натуральных связующих наибольшее применение имеет мездровый клей. Наждачная бумага с его использованием не обладает водостойкими свойствами и не подходит для влажного шлифования.
Особенности применения
Шлифок — приспособление для работы шлифшкуркой
- При обработке поверхности следует придерживаться общего правила: начинать работу с применением более грубой шлифовальной бумаги, постепенно сменяя её на бумагу с более тонким зерном (большим показателем зернистости). Грубое и очень грубое зерно применяется для чернового шлифования дерева, снятия старой краски, ржавчины с металлических поверхностей. Тонкое и очень тонкое зерно — для разных стадий чистового шлифования, шлифования полирования окрашенных поверхностей, шлифования металла. Для пластика с успехом применяется шлифовальная бумага с напылением из карбида кремния.
- Для влажного шлифования обычно используется водостойкая шлифовальная бумага с зернистостью P400-P600. Использование воды при шлифовании позволяет достичь более гладкой поверхности, исключает образование пыли. Мокрое шлифование, как правило, производится вручную для тщательного контроля прилагаемого усилия.
- В настоящее время для ручного и машинного шлифования доступны не только традиционные шлифовальные листы на бумажной и тканевой основе, но и приспособления, наиболее подходящие для некоторых специфических нужд и облегчающих обработку сложных поверхностей или рыхлых сыпучих материалов.
- Медные ламели коллекторов электродвигателей рекомендуют очищать от нагара только стеклянной наждачкой, всякая другая оставит свои зёрна на поверхности меди и вызовет быстрое стачивание угольных или графитовых щёток. Народный способ — использовать для этого «чиркательную» поверхность (тёрку) спичечного коробка, содержащую стеклянную пыль.
- Для ручного шлифования больших криволинейных поверхностей удобно наждачную бумагу закрепить на толстом (около 1 см) куске мягкой резины.
- Для удобства работы с наждачной бумагой её оборачивают вокруг бруска (из любого материала — древесина, пластик, пенопласт) с прикреплённым (прибитым, приклеенным) к нему куском войлока или пористой резины.
качество ручной работы с контролем нажима сочетается с увеличением производительности труда
В качестве тонкой наждачной бумаги для пластмасс можно использовать грубую (обёрточную или газетную без текста) бумагу.
Классификация по материалу основы
Основа наждачной бумаги (нажмите для увеличения)
Основа, подложка наждачной бумаги ещё одна не менее важная характеристика, которая также определяет назначение шкурки. Подложки бывают трёх видов. Решение, какой из них отдать предпочтение зависит от предполагаемых целей использования абразива:
- бумажной основе, которая в основном производится с мелкой или среднего размера фракцией зерна, является самой дешёвой, среди недостатков – короткий срок службы, впитывание влаги;
- тканевой, обладающей высокой износостойкостью, прочностью, эластичностью, влагостойкостью;
- комбинированной, высокой зернистости, высокой эластичности, прочности, износостойкости.
Современная промышленность выпускает абразивы на основе фибры и полиэстера. Обработка пластика дерева и иных волокнистых материалов позволяет использование бумаги с покрытием зернами абразива 60% площади.
Современные материалы подложки позволяют осуществлять наиболее эффективное использование зернистого инструмента. Для обработки металла делают покрытие 100% площади инструмента. Эластичность основы необходима при обработке поверхностей от ржавчины и краски.
В шлифовальных машинах применяют водоотталкивающую основу в связи с использованием охлаждающих и смазывающих жидкостей.
На производстве, в мастерских, дома не помешает запас инструмента, чтобы всегда истёртый отработанный наждак можно было заменить, не прерывая работы. Наждачные шкурки, ленты стоят недорого, всегда доступны в полном ассортименте.
Сделать правильный выбор, разбираться в вопросе мере помогут картинки видов наждачной бумаги. Интересные факты о наждачной бумаге смотрите в следующем видео:
https://youtube.com/watch?v=VD4EL2RvdI0
https://youtube.com/watch?v=VD4EL2RvdI0
ÐаÑеÑÐ¸Ð°Ð»Ñ Ð½Ð°Ð¶Ð´Ð°Ñной бÑмаги
ТепеÑÑ Ð¶Ðµ
поговоÑим о Ñом, из Ñего делаÑÑ Ð½Ð°Ð¶Ð´Ð°ÑнÑÑ Ð±ÑмагÑ, а Ñак как ÑÑо комбиниÑованнÑй
ÑÑÑоиÑелÑнÑй маÑеÑиал (или инÑÑÑÑменÑ, еÑли можно ÑÑо Ñак назваÑÑ), Ñо ÑÑоиÑ
оÑмеÑиÑÑ Ð²Ñе компоненÑÑ, коÑоÑÑе вÑодÑÑ Ð² ÐµÑ ÑоÑÑав.
ÐÑежде вÑего â
ÑÑо оÑнова наждаÑки. ЧаÑÑо, оÑновой
ÑвлÑеÑÑÑ ÐºÐ°Ðº Ñаз Ñаки бÑмага. Ðна оÑÐµÐ½Ñ Ð´ÐµÑева, ÑмеÑено кÑÐµÐ¿ÐºÐ°Ñ Ð¸ можеÑ
пеÑеноÑиÑÑ Ð·Ð½Ð°ÑиÑелÑнÑе меÑаниÑеÑкие нагÑÑзки. ÐÑ Ð¼Ð¾Ð¶Ð½Ð¾ обÑабоÑаÑÑ Ð¿ÑакÑиÑеÑки
лÑбÑм водооÑÑалкиваÑÑим ÑÑедÑÑвом, а на ÑакÑÑ Ð¾ÑÐ½Ð¾Ð²Ñ Ð¼Ð¾Ð¶Ð½Ð¾ наноÑиÑÑ Ð´Ð°Ð¶Ðµ оÑенÑ
мелкие ÑÑакÑии ÑÐ»Ð¸Ñ Ð¼Ð°ÑеÑиала, но изноÑоÑÑойкоÑÑÑ Ð² Ñаком ÑлÑÑае, бÑÐ´ÐµÑ Ð¶ÐµÐ»Ð°ÑÑ
ÑолÑко лÑÑÑего.

Также,
наждаÑÐ½Ð°Ñ Ð±Ñмага Ð¼Ð¾Ð¶ÐµÑ Ð±ÑÑÑ Ð½Ð° Ñканевой оÑнове. Такой маÑеÑиал бÑÐ´ÐµÑ Ð¾Ð±Ð»Ð°Ð´Ð°ÑÑ
вÑÑокой ÑÑепенÑÑ Ð¸Ð·Ð½Ð¾ÑоÑÑойкоÑÑи, а Ñакже пÑопиÑÑваÑÑÑÑ ÑазлиÑнÑми Ñмолами,
ÑÑÐ¾Ð±Ñ ÑделаÑÑ Ð·Ð°ÑиÑÑ Ð¾Ñ Ð²Ð»Ð°Ð³Ð¸. ÐÑоме Ñого, в оÑлиÑие Ð¾Ñ Ð±Ñмажной оÑновÑ, ÑканÑ
бÑÐ´ÐµÑ Ð¾Ð±Ð»Ð°Ð´Ð°ÑÑ Ð¾ÑлиÑной ÑÑепенÑÑ ÑлаÑÑиÑноÑÑи, а Ñакже пÑоÑноÑÑÑÑ Ð½Ð° ÑазÑÑв.
Ð, ÑÑÑеÑÑвÑеÑ
комбиниÑÐ¾Ð²Ð°Ð½Ð½Ð°Ñ Ð½Ð°Ð¶Ð´Ð°Ñка. Ð Ñаком ÑлÑÑае, оÑновой ÑвлÑеÑÑÑ ÐºÐ¾Ð¼Ð±Ð¸Ð½Ð¸ÑованнÑй
Ñлой, ÑоÑÑоÑÑий как из Ñкани, Ñак и из бÑмаги. ÐÑименÑеÑÑÑ ÑÐ°ÐºÐ°Ñ Ð½Ð°Ð¶Ð´Ð°Ñка в
ÑлÑÑаÑÑ, когда ÐµÑ Ð½Ñжно вÑнеÑÑи болÑÑие меÑаниÑеÑкие нагÑÑзки. ÐаннÑй вид
наждаÑной бÑмаги обÑединÑÐµÑ Ð² Ñебе вÑе доÑÑоинÑÑва пÑедÑдÑÑÐ¸Ñ Ð´Ð²ÑÑ Ñипов,
поÑÑÐ¾Ð¼Ñ Ð¾Ð½Ð° ÑвлÑеÑÑÑ Ð½Ð°Ð¸Ð±Ð¾Ð»ÐµÐµ доÑогой из вÑеÑ.
ТепеÑÑ,
неÑколÑко Ñлов о Ñамом абÑазиве наждаÑной бÑмаге. Так, нÑжно обÑаÑаÑÑ Ð²Ð½Ð¸Ð¼Ð°Ð½Ð¸Ðµ
на ÑÑÐµÐ¿ÐµÐ½Ñ Ð½Ð°ÑÑпки абÑазива â ÑÑо Ð¼Ð¾Ð¶ÐµÑ Ð±ÑÑÑ ÑплоÑÐ½Ð°Ñ Ð½Ð°ÑÑпка Ñ Ð²ÑÑокой
пÑоÑноÑÑÑÑ, коÑоÑÐ°Ñ Ð¿Ð¾Ð´Ð¾Ð¹Ð´ÐµÑ Ð´Ð»Ñ Ð¾Ð±ÑабаÑÑÐ²Ð°Ð½Ð¸Ñ ÑвеÑдÑÑ Ð²ÐµÑеÑÑв, или же бÑмага Ñ
полÑоÑкÑÑÑой наÑÑпкой абÑазива, коÑоÑÑй пÑедназнаÑен Ð´Ð»Ñ Ð¼ÑÐ³ÐºÐ¸Ñ Ð¼Ð°ÑеÑиалов.
Â
Список источников
- stankiexpert.ru
- masterok-remonta.ru
- anatomia-remonta.ru
- WikiMetall.ru
- www.megastroika.biz
- wiki2.org















