Конструкция сварочных инверторов
В отличие от трансформатора, который состоит из электротехнических узлов, инвертор оснащён электроникой. Трансформатор инвертора очень маленький, не больше пачки сигарет. Если сварочный трансформатор на 160 А весит около 20 кг, то такой же трансформатор сварочного инвертора весит 250 г, поэтому инвертор такой компактный и лёгкий.

Основные элементы сварочного инвертора
Все элементы заключены в металлический корпус. Сверху прикреплён широкий регулируемый наплечный ремень. Аппарат удобно носить и подниматься с ним на высоту. В корпусе имеются дополнительные вентиляционные решётки для эффективного охлаждения. У аппарата имеются два разъёма: «плюс» и «минус». К ним подключаются кабель массы и кабель держателя электрода. На передней части корпуса расположена панель управления с индикатором включения сети и индикатором срабатывания защиты от перегрева, кнопкой включения сети и плавной регулировкой сварочного тока. В моделях, которых предусмотрены разные режимы сварки, есть переключатель режимов. Инвертор включается в сеть с помощью кабеля питания. В основании корпуса у аппарата предусмотрены опорные ножки.
Оформление документации
Для проведения сварки предусматривается специальный журнал. Он является первичным документом, оформляющийся по требованиям СНиП. Проектная организация составляет перечень узлов в металлоконструкции, которые необходимо сдать заказчику с оформлением сварочных документов.
Если проводились ультразвуковые или иные специфические исследования, то результаты и заключения по ним также прилагаются.
Все это позволяет говорить о качестве сварке и надежности конструкции. Только после сдачи в полном объеме сварочной документации производятся дальнейшие процедуры по принятию металлоконструкций объекта.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высокопроизводительный «канальник». Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
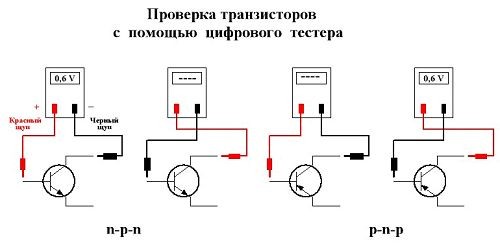
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя. Данная микросхема является транзистором управления и проверяется омметром. При обнаружении неисправных деталей их нужно аккуратно отпаять от платы и заменить новыми.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.

При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов. Этот фактор может вызвать проблемы с диагностикой в случае использования осциллографа. Поэтому такие ремонтные работы рекомендуется проводить с привлечением специалистов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Самопроизвольное отключение
В некоторых случаях ремонт можно провести самостоятельно, если аппарат начал самопроизвольно отключаться. Большинство моделей сварочных аппаратов оснащено защитной схемой (автоматом), срабатывающей в критической ситуации, сопровождающейся отклонением от нормальной работы. Один из вариантов такой защиты предполагает блокировку работы устройства при отключении вентиляционного модуля.
После самопроизвольного отключения сварочного аппарата, прежде всего, следует проверить состояние защиты и попытаться возвратить этот элемент в рабочее состояние.
При повторном срабатывании защитного узла необходимо перейти к поиску неисправности по одной из описанных выше методик, связанных с замыканиями или неисправностью отдельных деталей.
В этой ситуации в первую очередь следует убедиться в том, что узел охлаждения агрегата работает нормально, и что перегрев внутренних пространств исключён.
 Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
Бывает и так, что узел охлаждения не справляется со своими функциями из-за того, что сварочный аппарат в течение длительного времени находился под нагрузкой, превышающей допустимую норму. Единственно верное решение в этом случае – дать ему «отдохнуть» порядка 30-40 минут, после чего попытаться вновь включить.
При отсутствии внутренней защиты предохранительный автомат может быть установлен в электрическом щитке. Для поддержания нормального функционирования сварочного агрегата его настройки должны соответствовать выбранным режимам.
Так, некоторые модели таких аппаратов (сварочный инвертор, в частности) в соответствии с инструкцией должны работать по графику, предполагающему перерыв на 3-4 минуты после 7-8-ми минут непрерывной сварки.
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А
Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Неисправности инверторных устройств
Перед ремонтом инверторного сварочного аппарата своими руками желательно ознакомиться с принципом действия, а также с его электронной схемой. Их знание позволит быстрее выявить причины поломок и постараться своевременно устранить их.
Электрическая схема
 В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
В основу работы этого устройства заложен принцип двойного преобразования входного напряжения и получения на выходе постоянного сварочного тока путём выпрямления высокочастотного сигнала.
Использование промежуточного сигнала высокой частоты позволяет получить компактное импульсное устройство, располагающее возможностью эффективной регулировки величины выходного тока.
Поломки всех сварочных инверторов условно можно разделить на следующие виды:
- неисправности, связанные с ошибками в выборе режима сварки;
- отказы в работе, обусловленные выходом из строя электронного (преобразовательного) модуля или других деталей устройства.
Метод выявления неисправностей инвертора, связанных с нарушениями в работе схемы, предполагает последовательное выполнение операций, производимых по принципу «от простого повреждения – к более сложной поломке». С характером и причиной поломок, а также со способами ремонта более подробно можно ознакомиться в сводной таблице.

Там же приводятся данные по основным параметрам сварки, обеспечивающие режим безаварийной (без отключения инвертора) работы устройства.
Особенности эксплуатации
Обслуживание и ремонт сварочных аппаратов инверторного типа отличается рядом особенностей, связанных со сложностью схемы этих электронных агрегатов. Для их ремонта потребуются определённые знания, а также умение обращаться с такими измерительными приборами, как цифровой мультиметр, осциллограф и подобные им.
В процессе ремонта электронной схемы сначала производится визуальный осмотр плат с целью выявления обгоревших или «подозрительных» элементов в составе отдельных функциональных модулей.
Если в ходе осмотра никаких нарушений обнаружить не удаётся – поиск неисправности продолжается путём выявления нарушений в работе электронной схемы (проверки уровней напряжения и наличия сигнала в её контрольных точках).


Для этого потребуется осциллограф и мультиметр, приступать к работе с которыми следует лишь при наличии полной уверенности в своих силах. Если возникли какие-либо сомнения по поводу своей квалификации – единственно верным решением будет отвезти (отнести) прибор в специализированную мастерскую.
Специалисты по ремонту сложных импульсных устройств оперативно найдут и устранят возникшую неисправность, а заодно и проведут техобслуживание данного агрегата.
Порядок самостоятельного ремонта
В случае принятия решения о самостоятельном ремонте платы – рекомендуем воспользоваться следующими советами опытных специалистов.
При обнаружении в ходе визуального осмотра сгоревших проводов и деталей следует заменить их новыми, а заодно и переткнуть все разъёмы, что позволит исключить вариант пропадания контакта в них.
 Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Если такой ремонт не привел к желаемому результату – придётся начать поблочное обследование цепей преобразования электронного сигнала.
Для этого необходимо найти источники, в которых приводятся эпюры напряжений и токов, предназначенные для более полного понимания работы этого агрегата.
Ориентируясь на эти эпюры с помощью осциллографа можно последовательно проверить все электронные цепочки и выявить узел, в котором нарушается нормальная картинка преобразования сигнала.
При сомнениях в работоспособности этой платы можно попробовать заменить её исправной (от другого, работающего инвертора) и попытаться вновь запустить сварочный аппарат.
В случае благоприятного исхода останется только отдать свою плату в ремонт или заменить её купленной новой. Таким же образом следует поступать и при появлении подозрений в исправности всех других модулей или блоков сварочного аппарата.
В заключении напомним, что ремонт любых сварочных агрегатов (и инверторов, в частности) считается достаточно сложной процедурой, требующей определённых навыков и умения обращаться со сложной измерительной техникой.
При наличии малейших сомнений в своём профессионализме следует воспользоваться помощью специалистов и предоставить им возможность вернуть неисправный аппарат в работу.
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Общие сведения
Инвертор – это продукт развития полупроводниковых технологий, например, Каскад и Лавр. По сравнению с трансформаторами они выгодно отличаются следующими параметрами:
- Малый вес;
- Компактные габариты;
- Качество шва;
- Экономное потребление энергии;
- Дополнительные функции.
При домашней эксплуатации основным недостатком трансформаторов является повышенные требования к питающей сети, поскольку мощность данных аппаратов очень велика, порой она достигает 8 кВт. Кроме того, их работа сопровождается многочисленными перепадами напряжения, которые негативно влияют на целостность проводки и могут вывести из строя бытовые приборы, работающие от электричества.
Благодаря последнему пункту инверторы ценят начинающие сварщики, ведь они способны облегчить процесс соединения материалов. На современных устройствах реализованы следующие функции:
- Горячий старт. Упрощает образование дуги, повышая уровень тока перед началом работ.
- Антизалипание электрода. При опасности залипания происходит автоматическое снижение уровня тока, позволяя продолжать соединение.
- Форсаж дуги. При увеличении длины дуги автоматика самостоятельно регулирует силу тока, предотвращая обрыв. Данная функция особенно полезна при вертикальном направлении шва.
Методы проверки
Контроль качества сварочных работ, выполняемых на производстве, может быть разрушающим и неразрушающим. Первые методы используются выборочно. Проверяется одно или несколько изделий из большой партии, или часть металлоизделия в строительной конструкции.
Оно проверяется по различным параметрам определенным протоколом испытаний. Но главным образом используют специальные приборы или материалы позволяющие проверить качество сварных соединений без разрушения конструкции.

Основными способами неразрушающего контроля качества сварки являются:
- визуальный;
- капиллярный;
- проверка на проницаемость;
- радиационный;
- магнитный;
- ультразвуковой.
Имеются и другие способы и виды контроля качества сварки, но в силу своей специфики они не получили распространения.
Проверка состояния сварных швов не является одноразовым актом, это результирующий этап, который показывает, как работает система контроля качества на предприятии.
Для минимизации дефектов сварочных соединений проводят операционный контроль работ. Регулярно проводится аттестация, на которой комиссия сначала дает разрешение на сварку контрольного соединения. При прохождении сварщиками этого испытания проверяются теоретические знания.
Инженер по сварке и контролер из службы техконтроля проверяют качество сборки, состояние кромок, работоспособность сварочного аппарата, контролирует температуру прогрева, если это предусмотрено нормативно-технической документацией.
Контроль качества сварочных материалов осуществляется с момента поступления их на предприятие и до использования на . Проверку электродов проводят на каждом этапе хранения и использования, при необходимости их прокаливают.
При непосредственном проведении работ проверяют, какой режим сварки используется, дуговая сварка, аргонодуговая или иной вид сварки. Проверяют порядок наложения швов, размеры слоев и всего соединения.
Если предусмотрены специальные требования в проектно-технической документации, то и их реализацию. По завершении сваривания проверяет наличие клейма сварщика.
Рекомендации по самостоятельному ремонту
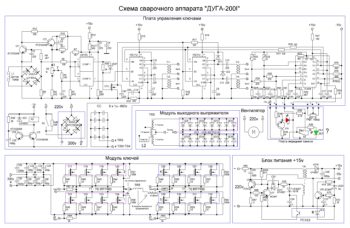 Электрическая схема сварочного аппарата.
Электрическая схема сварочного аппарата.
Выполняя ремонт сварочных аппаратов инверторного типа следует придерживаться определенного алгоритма:
- При возникновении неисправности, нужно немедленно отключить электрический прибор от сети, дать ему остыть и лишь после этого следует открывать металлических кожух.
-
Диагностику необходимо начинать с визуального осмотра электротехнических компонентов инвертора.
Нередки случаи, когда ремонт инверторного сварочного аппарата заключается в простейшей замене поврежденных деталей или пропайке токопроводящих контактов. Визуально увеличившиеся конденсаторы или треснувшие транзисторы нужно заменять в первую очередь. -
Если при визуальном осмотре не удалось определить причину неисправности сварочного аппарата, необходимо перейти к проверке параметров деталей при помощи мультиметра, вольтметра и осциллографа.
Наиболее частые поломки силовых блоков связаны с нарушением работы транзисторов. -
После замены электротехнических элементов стоит перейти к проверке печатных проводников, расположенных на плате инвертора.
При обнаружении оторванных или поврежденных дорожек на печатной плате сварочного инструмента нужно немедленно устранить дефект путем запаивания перемычек или восстановления дорожек при помощи медной проволоки необходимого сечения. -
По завершению работы с дорожками имеет смысл перейти к обслуживанию разъемов.
Если инверторный прибор переставал работать постепенно, то возможно имеет место быть плохой контакт в соединительных разъемах. В таком случае достаточно промерять все контакты при помощи мультиметра и зачистить разъемы обыкновенным бытовым ластиком. -
Несмотря на то, что неисправности сварочного инвертора редко бывают связаны с диодными мостами, будет не лишним проверить и их работоспособность.
Проводить диагностику данного электротехнического элемента лучше в выпаянном виде. Если все ножки моста прозваниваются накоротко, то следует выполнить поиск неисправного диода и произвести его замену. -
Последним этапом в ремонте инвертора служит проверка платы и пультов управления.
Диагностика всех компонентов платы должна производиться при помощи высокоразрешающего осциллографа.
Если диагностика проведена, но обнаружить что сломалось в сварочном аппарате не удалось, следует прекратить самостоятельный ремонт и обратиться в специализированные мастерские.
При выполнении самостоятельных ремонтных работ следует не забывать о правилах безопасности:
- нельзя использовать электрические приборы без защитного верхнего кожуха;
- проведение всех диагностических и ремонтных работ следует осуществлять на полностью обесточенном оборудовании;
- удаление скопившейся пыли и грязи безопаснее всего проводить при помощи воздушного потока, формируемого компрессором или баллоном с сжатым газом;
- очистку печатных плат необходимо производить с использованием нейтральных растворителей, нанесенных на специальную кисточку;
- длительное хранение электрических приборов нужно производить в сухих помещениях в полностью выключенном состоянии.
Большинство инверторных электроприборов поставляется в комплекте с сопроводительной документацией. В этих бумагах можно отыскать описание наиболее типичных неисправностей и методов ремонта. Поэтому, при возникновении неисправностей следует внимательно изучить документацию и лишь потом приступать к ремонтным работам.
Простейшие причины поломки и их устранение
Не всегда поломка инвертора — это полная неисправность аппарата. Порой, это может быть что-то несерьезное. Поэтому, если оборудование работает, но не корректно, то стоит проверить следующие причины:
| Вид неисправности | Причина | Способ устранения |
| Сварочный металл разлетается в разные стороны. | Выставлена слишком большая сила тока, не соответствующая параметрам электрода. | На пачке электродов указаны оптимальные значения настроек аппарата, которые необходимо переустановить в согласии с этими рекомендациями. |
| Сила тока выставлена правильно, но электрод постоянно прилипает к изделию. | 1. Во входящей сети упало напряжение (менее 220 V).
2. Используется слишком длинный удлинитель. 3. В гнездах кабелей нет плотного контакта. 4. Плохой контакт в розетке сети. 5. Шнур от розетки до аппарата имеет сечение меньше 2.5 мм. |
1. Подождать возобновления уровня напряжения или установить стабилизатор.
2. Если необходим удлинитель, то его сечение должно быть более 4 мм квадратных. 3. Проверить плотность фиксации кабелей в гнездах путем поворота по часовой стрелке до упора. 4. Устранить причину плохого контакта. 5. Заменить провод на аналог с большим сечением. |
| Не зажигается дуга, хотя аппарат работает. | Плохой контакт на массе. | Переподключить контакт массы. |
| Обрыв напряжения при сварке. | Поломан автомат сети или его параметры не соответствуют используемой силе тока. | Заменить автомат. |
| Горит индикатор перегрева. | Это срабатывает при достижении температуры 80 градусов. Сварка велась слишком долго. | Дать остыть аппарату, не ведя работы. |
2 Ремонт сварочных аппаратов инверторного типа
Сейчас сварочные инверторы используются и на промышленных предприятиях, и частными лицами. Данные агрегаты обеспечивают настоящий комфорт для сварщика и гарантируют высокое качество сварочного процесса. Достигается это за счет усложнения их конструкции, что, естественно, в большинстве случаев снижает надежность инверторов.
Выполнить ремонт инверторного оборудования своими руками не всегда удается, так как оно является электронной техникой, а не более простым электротехническим устройством (как трансформатор либо выпрямитель для сварки). А это означает, что диагностика поломок агрегата и их устранение требуют от человека наличия специальных знаний.
Для успешного восстановления работоспособности таких установок своими руками пользователь должен “быть на ты” с разнообразной техникой для измерения, начиная от мультиметров и заканчивая осциллографами. Эти приборы дают возможность провести точную диагностику инверторов и их электронной “начинки” (стабилитронов, диодов, всевозможных транзисторов и пр.), установив тем самым все имеющиеся неисправности.

Сложность ремонта инверторных сварочных аппаратов состоит в том, что человек должен последовательно проверить электросхему агрегата и найти вышедший из строя компонент. Иначе ничего не получится, так как по характеру неисправности практически невозможно найти “умерший” элемент сварочного оборудования.
Таким образом, если вы никогда не имели дело с электроникой, выполнять своими руками ремонт инверторов нет смысла. Вы просто-напросто потратите силы и потеряете массу времени, но так ничего и не добьетесь. Мало того, есть опасность того, что во время подобного “ремонта” вы только усугубите проблему, нарушив электрическую схему.

В тех же случаях, когда человек имеет опыт работы с микросхемами и электрическими компонентами, он вполне может справиться с несложными поломками сварочной инверторной техники. Обычно ее неисправности выявляются при проведении далее указанных проверок:
- Анализ работоспособности диодных мостов (выходных и входных выпрямителей), которые монтируются на радиаторе. Их следует демонтировать с платы, отсоединив проводки, а затем искать пробитый выпрямитель методом элементарного прозвона. После определения нефункционирующего компонента его меняют на новый. Специалисты советуют для выполнения такой операции применять специальный паяльник, снабженный механизмом отсоса.
- Проверка составляющих драйвера. Выполняется омметром. При обнаружении вышедшего из строя драйвера его выпаивают, подбирают по даташиту устройства подходящий аналог и ставят его вместо старого компонента.
- Обследование транзисторов. В большинстве инверторных аппаратов именно транзисторы наиболее часто выходят из строя. Найти такой элемент совсем несложно, он выдает себя сгоревшими выводами, наличием на корпусе небольших трещин. Если указанных видимых дефектов нет, можно прозвонить мультиметром каждый транзистор, определив неисправный.

Сварочные инверторы наших дней могут иметь разную компоновку элементов. Но их конструкция при этом мало чем различается, поэтому ремонт своими руками инверторной техники разных фирм-производителей не может вызвать затруднений у человека, имеющего представление о принципах построения электросхем.
Частые неисправности
 Основными проявлениями неполадок аппаратов электродуговой сварки являются:
Основными проявлениями неполадок аппаратов электродуговой сварки являются:
- прибор не включается при подсоединении к электросети и запуске;
- залипание электрода с одновременным гулом в районе преобразователя;
- самопроизвольное отключение сварочного аппарата в случае его перегрева.
Ремонт всегда начинается с осмотра сварочного аппарата, проверки питающего напряжения. Провести ремонт трансформаторных сварочных аппаратов несложно, к тому же они непривередливы в обслуживании. У инверторных аппаратов определить поломку сложнее, а ремонт в домашних условиях зачастую невозможен.
Однако при правильном обращении инверторы служат долго, и не ломаются. Необходимо защищать от пыли, высокой влажности, мороза, хранить в сухом месте. Есть наиболее характерные неисправности сварочных аппаратов, устранить которые можно своими руками.
Инверторные аппараты — новое поколение ручной сварки
С начала 2000 годов инверторные сварочные аппараты стали дешевле и доступнее. Чтобы провести дома сварочные работы, достаточно иметь это маленькое и простое в обращении устройство и хорошие электроды.
Преимущества инверторов
Инверторные аппараты имеют малый вес, компактные размеры, а сфера использования и качество сварки у них выше, чем у тяжёлых и громоздких сварочных трансформаторов. Они выполняют свою задачу в полном объёме: варят машины, ворота, конструкции из труб (например, парники или беседки). Работа с ними мобильна — перебросив через плечо раздвижной ремень, сварку проводят в любых труднодоступных местах.
С подключением также нет проблем, сварочный аппарат работает от обычной электрической сети. Замечательно, что он не остановится при понижении сетевого напряжения. При отклонении в пределах +/- 15% устройство продолжит нормально работать. Значение тока можно регулировать, подбирая мощность в зависимости от типа и толщины металла. Всё это делает инверторы идеальными и для новичков, и профессионалов.
Видео: испытание самодельного инверторного аппарата
Как работают сварочные инверторы
Инверторный аппарат соединяет детали постоянным током при помощи электродуговой сварки электродом с покрытием. Большой плюс в том, что в самом начале процесса нет скачков электроэнергии в сети, к которой подключено устройство. Накопительный конденсатор обеспечивает бесперебойность электрической цепи и мягкое разжигание дуги с её дальнейшим автоматическим поддержанием. При подключении к электрической розетке переменное напряжение сети частотой 50 Гц преобразуется сначала в постоянное, а потом в высокочастотное модулированное напряжение. Затем с помощью высокочастотного трансформатора сила тока растёт, напряжение уменьшается, а ток на выходе выпрямляется. Аппарат предусматривает регулировку величины сварочного тока и защиту от перегрева.
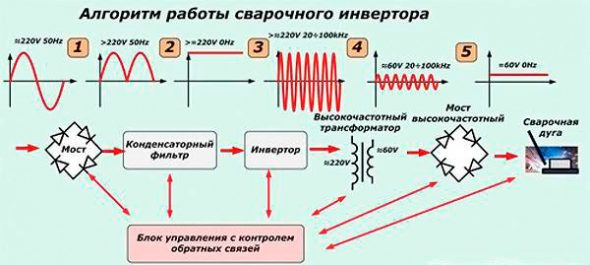
Инверторный аппарат сначала выпрямляет и модулирует входной ток, а затем увеличивает его силу за счёт снижения напряжения до появления дуги
Базовый режим работы инверторных сварочных аппаратов — ММА. Это ручное дуговое сваривание штучными обмазочными электродами. Для сварки стальных и чугунных изделий на постоянном или переменном токе используют диаметр 1,6–5,0 мм.
Аппараты различаются мощностью и продолжительностью рабочего цикла. Второй показатель — это период, в течение которого разрешено варить на максимально допустимой мощности, чтобы не допустить перегрева устройства. Его обозначают буквами ПВ (период включения) и определяют в процентах относительно единицы времени в 10 минут. Например, если на аппарате указан ПВ 60%, это значит, что им можно варить в течение 6 минут, а затем выключить на 4 минуты. Иногда цикл сварки устанавливается равным 5 минутам. Тогда значение показателя ПВ в 60% обозначает период работы в 3, а отдыха в 2 минуты. Показатели ПВ и рабочего цикла указываются в инструкции на каждый аппарат.
Безопасность во время ремонта
Сварочные инверторы являются довольно надежными устройствами, но в периодическом обслуживании все же нуждаются. При ремонте и обслуживании необходимо придерживаться таких рекомендаций:
- Запрещено эксплуатировать и проверять аппарат в работе без защитного кожуха.
- Диагностика и замена деталей должна проводиться при отключенном устройстве.
- Очистку внутренней части устройства необходимо проводить сжатым воздухом до 5 атмосфер.
- Чистка печатной платы и электронных деталей производится кисточкой или мягкой щеткой.
- Хранить прибор нужно в сухом помещении с закрытым корпусом и в обесточенном состоянии.
Проводить ремонт такого оборудования достаточно сложно и научится ремонтировать прибор из обучающего видео почти невозможно, однако, если вы имеете определенные знания, видео поможет сделать ремонт более качественно и быстро.
При обнаружении сложной поломки или отсутствии навыков пользования необходимыми приборами нужно обратиться к специалисту, так как попытка самостоятельного устранения неисправностей может привести к ухудшению ситуации.
Заключение
Все «навесные» дополнения, такие как дроссель или амперметр, лучше монтировать отдельной приставкой, которая включается в разрыв любой из сварочных жил посредством штекера типа байонет. Таким образом внутри корпуса инвертора сохранится достаточно пространства для вентиляции, а дополнительные устройства можно будет легко отключить за ненадобностью.
Нужно помнить, что кардинальной, глубокой модернизации провести не получится, иными словами, «РЕСАНТУ» в KEMPPI разумными силами и средствами не превратить. Однако изготовление приспособлений и мелкая доработка оборудования — отличный способ лучше изучить технологию дуговой сварки и проникнуться профессиональными тонкостями.
Список источников
- svaring.com
- tutsvarka.ru
- grounde.ru
- svarkalegko.com
- svarka.guru
- rmnt.mirtesen.ru
- postroika.biz
- electric-220.ru
- ObInstrumentah.info
- tutmet.ru