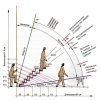
Этапы формирования изделий способом холодной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Высокохудожественная холодная ковка своими руками выполняется путем изгиба тонкого металлопроката без нагревания. Освоить технологию могут даже люди, не имеющие представления о холодной ковке, поскольку процесс не слишком сложен. Самой ответственной частью производства является сварка. Работа по холодной ковке мастерам с глубокими навыками позволяет производить до 12 м² изделий за сутки, ковка своими руками выполняется в несколько этапов.
Создается или по каталогу в кузнечных мастерских выбирается эскиз (фото) изделия с указанием его размеров, рассчитывается количество необходимого материала, покупается металл. Стандартный профиль имеет 6 м в длину. Болгаркой зачищается металлическая поверхность от загрязнений, ржавчины. Далее по размерам нарезается металлический профиль. Потом производится настройка оборудования, инструментов. Сварочным аппаратом сваривается каркас, очищается болгаркой от наплывов сварки. Для украшения изделий создаются различные декоративные элементы, которые привариваются к каркасу, соединяются между собой согласно эскизу. Изделия покрывают специальными красками: оно при необходимости грунтуется, окрашивается начисто. Для кованых изделий широко применяют краски: нержамет (краска по ржавчине, быстросохнущая антикоррозионная эмаль), нержапласт (жидкий пластик с возможностью применения для черных металлов без предварительной грунтовки).
К холодной ковке металла относят чеканку, которая предполагает выполнение на заготовке определенного рисунка путем вдавливания в металл. При этом на заготовку наносится эскиз с учетом припусков для загиба и вырезается. Далее приобретают доску, которая покрывается слоем смолы. На ней крепится заготовка, изделию придается эстетический внешний вид.
https://youtube.com/watch?v=lXzm3RtqxS8
Популярная ковка своими руками вместе с современными технологиями, фантазией, мастерством позволяет создавать полезные вещи для дома, оригинальные кованые долговечные изделия для оформления интерьера, ландшафтного дизайна.
Выполнение холодной ковки
Холодная ковка имеет одну особенность — это возможность работать с металлом не слишком большой толщины. Несмотря на это, при наличии необходимых инструментов сделанная своими руками имитация будет иметь прекрасный внешний вид. Работу выполняют в несколько этапов:
Виды сварных соединений.
- Все начинается с эскиза. На нем необходимо прорисовать и разметить все детали. Придумывая узор, нужно помнить о возможностях станков, которые будут использоваться, а не только идти за своей фантазией. Также эскиз используют во время сборки готового изделия.
- На основании эскиза определяют необходимое количество материала, толщину прутков, выполняют настройку оснастки.
- Приступают к изготовлению деталей. Их форма и количество полностью зависят от выбранного дизайна и имеющегося оборудования. Только от мастера зависит, будет ли он в своей работе использовать одну или все шесть оснасток.
- После того как все детали готовы, переходят к сборке изделия. Выполняя сварочные работы, нужно быть особенно аккуратным с мелкими деталями. Для большей декоративности можно использовать готовые цветы, листья или окончания, которые просто нужно приварить к конструкции.
- Сварочные швы тщательно зачищают, чтобы сделать их максимально незаметными. Это даст возможность более качественно имитировать художественную ковку. В домашних условиях эту операцию можно выполнять шлифовальной машинкой или болгаркой со специальным кругом.
- Завершает процесс изготовления покраска. Перед нанесением краски лучше всего покрыть изделие грунтовкой.
https://youtube.com/watch?v=uiLvzwYrCl0
Несмотря на вложение денег в металл, инструменты и лакокрасочные материалы, имитация, сделанная самостоятельно, обойдется значительно дешевле настоящей художественной ковки. Изделия, созданные своими руками, станут достойным украшением приусадебного участка или частью интерьера дома.
Кузнечные станки серии «ПРОФИ» — для изготовления декоративных элементов методом «холодной ковки»
Холодная ковка — процесс увлекательный, стоит только попробовать, вложить труд и силы. Наградой же станут уникальные предметы декора, сделанные собственными руками, и полученная прибыль с их реализации!
Кузнечный станок — основной агрегат в производстве элементов художественной ковки, и если Вы планируете открыть свою мастерскую, то кузнечные станки серии ПРОФИ прекрасно подойдут для Ваших задач.
Наше оборудование предназначено как для холодной ковки, так и для горячей, а также для изготовления элемента художественной ковки «витая труба».
Точная аккуратность замятия лапок, привлекательность проката декоративного сдавливания труб, быстрота изготовления и низкая себестоимость получаемых элементов ковки, в совокупности с надёжной системой управления процессом гибки, эффективной кинематической схемой, современным мотор-редуктором и внушительным перечнем операций и оснастки в базовой комплектации делают нашу линейку оборудования наиболее интересной для мастеров кузнечного ремесла.
Приобретение станка для художественной ковки из серии ПРОФИ позволит организовать Вам хороший и прибыльный бизнес.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.

Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.

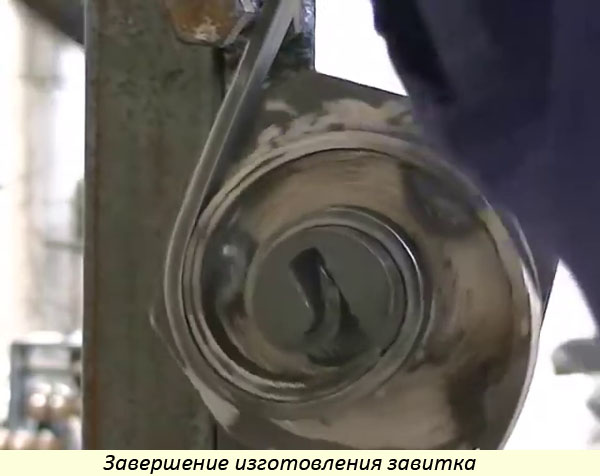
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Рекомендации
Особые требования предъявляются к соосности вальцов: они должны располагаться в одной вертикальной плоскости и быть строго параллельными. Любое нарушение соосности приведёт к неравномерному сдавливанию профиля, что значительно снизит качество проката.
Станок, сделанный в домашних условиях специально для усиления профильных труб, не должен в процессе работы представлять опасность для человека. При сборке следует:
- Максимально надёжно фиксировать все движущиеся детали. Исключить их отскакивание в процессе работы.
- Предусмотреть защитные заслонки.
Правильно собранные самодельные установки не уступают профессиональным моделям по качеству выпускаемых изделий.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.

На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.

В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.

Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.

После фиксации хвостовика включается электродвигатель. Начинается формование детали.

Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.

Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.

Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.

Для продолжения работы устанавливается съемный элемент сборной «Улитки».

Теперь можно формировать загиб деталей большого размера.

Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.

С обратной стороны выполняют дополнительный изгиб детали.

Дорабатывается изделие с обеих сторон.

Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.

Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.

Изготовление механизма для холодной ковки
Универсальный станок для холодной ковки почти невозможно выполнить своими руками. Нужно делать отдельную форму механизма для выпуска предметов.
При изготовке установки требуется подобрать следующие материалы:
- лист металла (предпочтительная толщина 4-5 мм);
- арматурные прутья, профильные трубы;
- станина для устойчивости приспособления для холодной ковки;
- электрический двигатель и редуктор в случае станка с приводом.
Конечно, изготовление приспособлений не обойдется без инструментов. Желательно иметь углошлифовальную машину или пилку по металлу, сварочную установку, наждачный камень или бумага, тиски и плоскогубцы, а еще карандаш, рулетка и бумага.
Начинающему мастеру проще всего смастерить самодельный станок для холодной ковки формы улитки. Благодаря ей производятся различные формы металлических прутьев для калитки и забора. А также пользуется популярностью торсионный тип установки. Другие формы станков можно делать после приобретения опыта работы с простыми установками.
Разберем подробно изготовление «улитки». Это приспособление способствует получению разнообразных конфигураций спиралей, завитков, колец. Простая конструкция этого оборудования способствует удобной работе и легкому доступу к заготовке. Ход процесса осуществим при наличии:
- Прутья из металла.
- Стальные листья и полосы.
- Профильные трубы.
- Сварочный аппарат.
- Углошлифовальная машина и плоскогубцы.
Чтобы изготовить самодельные станки, применяемые в ходе холодной ковки, желательно начертить схему или эскиз будущего приспособления. Изначально выбирается миллиметровая бумага для нанесения чертежа.
Следующие этапы работы:
- На бумажный лист наносится изображение спирали с тремя витками. Размеры должны соответствовать диаметру армированного прута с условием, чтобы он вмещался в резьбу. Лучше всего использовать размер 10 мм. А также линии следует чертить исходя из толщины стали, а расстояние внутри спирали необходимо использовать 12-13 мм.
- Далее, болгаркой из стали нужно сделать окружность требуемого диаметра. При желании использовать съемные круги следует брать не тонкий исходный материал (4-5 мм толщиной) для более простой смены.
- Выделка прочной станины, которая устойчива на поверхности пола. Можно, вообще, забетонировать ножки для более прочной конструкции. Важным условием является то, что окружность станины должна быть больше размеров рабочего круга.
- К станине приваривается металлический прут, на который насаживается подшипниковое устройство. Ручное управление подразумевает приваривание круга к станине. В этой ситуации гибка металла происходит гораздо проще, чем при процессе вращения.
- Закрепляем улитку на круге. Улитка делится на три части. Хвостовая деталь имеет высоту 1 см исходя из толщины прутьев. На следующую часть спирали добавляется 1 см. значит, второй виток будет 2 см, а третий – 3 см. При получении большего числа витков следует увеличить детали спирали.
- Если необходимо сделать сменные круги, то сменные детали привариваются к кругу соответственно эскизу.
- При наличии сменной улитки нужно отмерить положение каждого вида и приварить шпильки к каждому элементу. При этом в круге делается просвет под определенную деталь.
- Чтобы получить кованое изделие, надо начинать с центрального витка. Необходимо крепко закрепить прут с помощью тисков или иного инструмента.
- В конце нужно сделать рычаг из двух профильных труб (диаметр 15-20 мм). Они свариваются перемычками, длина которых составляет расстояние от центра подшипника до верхней точки окружности плюс 5 см. Далее, он приваривается к подшипниковой части. К нижней части рычага, которым служит обрезанная круглая часть, приваривается прут длиной соответствующей длине высочайшей детали улитки. Перпендикулярно площади круга приваривается загибочный бочонок.
Таким образом, самодельный станок готов. Можно приступать к производству необходимых элементов. Для этого прут фиксируется, а затем на него опирается бочонок, и начинается процесс загибки.
Видео: станок для холодной ковки своими руками.
Процесс холодной ковки

Для данного процесса, как правило, применяют готовый шаблон, а именно, заготовки изделий. Естественно, у холодной ковки существуют и свои нюансы, обычно они состоят в том, что деталь во время работы легко деформировать или повредить: кованые изделия часто ломаются, и исправить это положение уже никак не получится, потому выполнять ковку необходимо очень аккуратно.
Но, с помощью качественного станка и чертежа будущего изделия, можно с легкостью научиться делать изделия волнообразной, витой и другой оригинальной формы. Процедура обработки деталей с помощью холодной ковки проходит в несколько этапов. Для начала создают чертеж или шаблон будущего изделия.
Необходимо просчитать размеры детали, чтобы, купить необходимое количество сырья, а также, чтобы правильно отрегулировать станок. Различные станки могут давать разные возможности для изготовления узоров – это будет зависеть от сложности изготовления приспособлений. К примеру, простейшие станки, собранные своими руками, могут только изгибать детали, при этом используя более сложные конструкции можно создавать узоры и другие изделия.
Затем, когда чертеж или шаблон подготовлен, необходимо запастись нужным количеством сырья в соответствии с вашими подсчетами. Для холодной ковки вам будут необходимы металлические прутья, их можно приобрести в магазине. Прутья обязаны быть не очень толстыми, в противном случае их будет тяжело согнуть. Дальнейший этап – изготовление деталей.
Самое главное здесь – правильно установить настройки, чтобы во время работы станка детали не деформировались и не повредились, так как исправить это уже не получится.
В самом конце происходит крепление изготовленных деталей на каркас. Это делается с помощью сварки. Особенно внимательными при сварке надо быть с тонкостенными трубками, так как их довольно легко прожечь, и в этом случае конструкция будет неисправна и вам нужно все проделывать заново.
Но перед тем как приступать к холодной ковке, вам, естественно, будет необходимо изготовить станок, который для этого требуется. Станок «Улитка» — самое популярное приспособление для изготовления металлических узоров с помощью холодной ковки.
Любое из подобных приспособлений можно изготовить в домашней мастерской
Однако лучше получить доступ к более «тяжелым» станкам, например – в инструментальном цехе любого завода. Для изготовления понадобятся:
- Болгарка, для обработки относительно тонкого металла;
- Кислородный (а лучше плазменный) резак, для раскроя заготовок толщиной более 15 мм;
- Токарный станок для изготовления роликов, шкивов;
- Фрезерный станок по металлу для создания шаблонов нелинейной формы;
- Сверлильный станок;
- Мощный наждак (точило);
- Шлифовальная машинка;
- Сталь с высоким содержанием углерода (для изготовления некрупных шаблонов подойдут старые токарные резцы или детали от поршневой группы автомобиля);
- Болты и шпильки для изготовления осей. Класс прочности не ниже 9.3;
- Электромотор с редуктором (если вы хотите использовать электропривод);
- Стальные закаленные штанги, для ручных воротков;
- Газовая горелка, для нагрева шаблонов перед закаливанием.
Важно! После придания окончательной формы деталям станка для холодной ковки, и проведения геометрических испытаний – их желательно повторно закалить. В процессе обработки металл может «отпустить».. Перед началом работ, обязательно изготовьте чертежи
Вы должны поставить себе четкую задачу – делать универсальный инструмент, или шаблон под конкретное изделие. Шаблон фиксированной формы изготовить легче, к тому же его эксплуатационные свойства (точность, прочность конструкции) будут выше
Перед началом работ, обязательно изготовьте чертежи. Вы должны поставить себе четкую задачу – делать универсальный инструмент, или шаблон под конкретное изделие. Шаблон фиксированной формы изготовить легче, к тому же его эксплуатационные свойства (точность, прочность конструкции) будут выше.
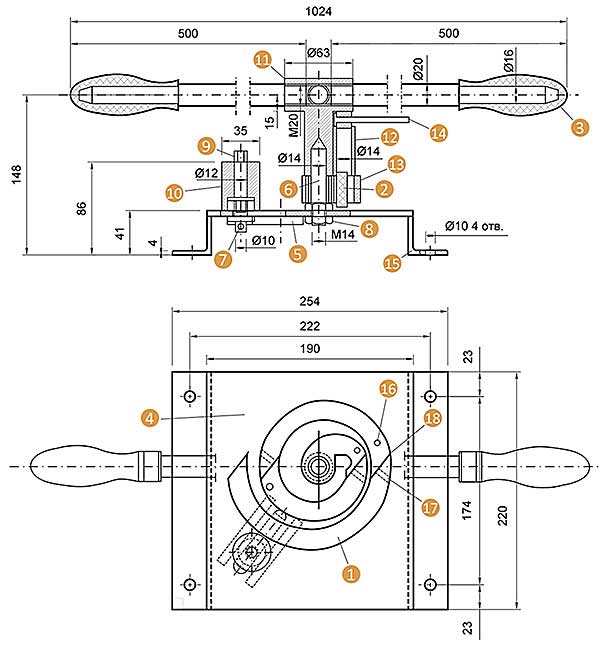
Но если вы придумаете новую форму для украшения металлической конструкции – придется желать новый станок. Поэтому приспособления (например, улитка для холодной ковки своими руками) делаются разборными. Силовой механизм остается постоянным, а шаблоны меняются для разных форм готового элемента. Схема станка со сменными шаблонами, изображена на иллюстрации:

На столешнице просверлены отверстия, для закрепления различных шаблонов для спирального закручивания заготовок. Рычаг с направляющим роликом стационарно закреплен на станке, и выполняет свою работу независимо от формы и размера витков улитки.
На боковине станины размешены оси для «гнутика». Можно при помощи сменных роликов получать различные радиусы изделия. Причем это же приспособление применяется в качестве роликового волногиба.
При создании собственного инструмента для холодной ковки, приходится идти на компромисс, чтобы снизить себестоимость устройства, не уменьшая функциональности.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали
Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении
Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало. Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку. Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка. Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке. Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке. Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Зачем используют холодную ковку
Чаще всего с помощью такой технологии обрабатывают металлопрокат в виде прутка, круга, квадрата или полосы. Создаваемое оборудованием давление изгибает и прессует материал, формируя нужную конфигурацию изделия, при этом упрочняя его. Изготовленные таким способом вещи практически невозможно сломать, их срок службы, в сравнении с литьем или штамповкой, на порядок выше.
Зачем применяют холодную ковку и какие изделия производят?
- Различные фигурные решетки, которые монтирую на окна и двери жилых помещений.
- Декоративные и практичные элементы фасада: козырьки, перила и другие.
- Детали ограждений: заборов, ворот, калиток.
- Элементы мебели: ножки стульев и столов.
- Детали декора: подставки под цветы, кронштейны фонарей, решетки камина, мангалы и прочие.
Все эти поделки выглядят как настоящее произведение искусства, при этом не теряя своего практического назначения и прочности.
Приемы и способы технологии
Чем отличается данная технология ковки от других способов металлообработки?
Понятно, что, в отличие от горячего способа, заготовки предварительно не разогревают до ковочной температуры. Лишь изредка может применяться частичный нагрев поверхностей в месте изгиба.
Технологически такой способ обработки металла построен на одном из физических свойств металла — пластичности. Черновые и цветные металлы, такие как сталь, медь, бронза и другие в зависимости от своего химического состава имеют способность выдерживать нагрузки на изгиб, разрыв, растяжение. Это позволяет их обрабатывать различными приемами без нагрева.
В момент изготовления изделий материал поддается прессованию, что уплотняет структуру металла и, соответственно, делает его прочнее. Изгибание, в свою очередь, добавляет прочности изделию за счет дополнительного сжатия в точках изгиба.
Важным отличием холодной ковки от горячей является то, что нет высокотемпературного воздействия на металл и, как следствие, он не меняет своих химических свойств, а ,значит, нет необходимости проводить дополнительные операции: отпуск, отжиг или закалку.
В итоге, холодная ковка металла имеет как преимущества, так и недостатки.
| Положительные свойства | Отрицательные свойства |
|
|
Главный недостаток холодной металлообработки в том, что можно производить ограниченные наименования продукции.
Какими технологическими приемами обрабатывается металл холодным способом?
Технология горячей ковки
Горячая ковка — более сложный процесс. Для выполнения горячей ковки можно применять почти любые заготовки. Однако более удобно будет использовать пруты разного сечения. Горячий способ предполагает применение нескольких технологий обработки.
Таблица зависимости цвета металла от температуры.
Так, если необходимо увеличить поперечное сечение заготовки или только определенной ее части, то следует использовать метод осадки. А вот если нужно увеличить длину заготовки, подойдет метод уменьшения ее сечения.
Выполняя горячую ковку, нужно учитывать температурные нормы нагрева. Это позволит качественно обрабатывать материал. При работе с черным металлом необходимо поддерживать температуру в пределах от +800 до +1250°C. Измерение температуры заготовки невозможно, поэтому, чтобы определить температуру, предстоит ориентироваться по ее цвету.
Ковка — довольно увлекательный процесс, который требует постоянного совершенствования от мастера, но научиться ему все же можно, тогда вы сможете превратить свое любимое хобби в бизнес, а также облагородить дом или загородный коттедж элементами декоративной ковки. Таким образом, можно оформить лестницы в доме и за его пределами, фонари, которые станут настоящим украшением экстерьера, заборы и ограждения, способные подчеркнуть непревзойденный вкус хозяев. Кроме того, элементы декоративной ковки могут защитить дом, если их использовать в качестве оконных решеток.
Список источников
- metmastanki.ru
- WikiMetall.ru
- moyakovka.ru
- ZnatokTepla.ru
- xn--73-6kc4bogsi.xn--p1ai
- stanok.guru
- obinstrumente.ru