
Содержание
 Сварка
Сварка
меди нашла широкое применение и в электронике, и в химическом машиностроении
при изготовлении приборов для применения условиях, где требуется высокая коррозионная
стойкость. Поэтому технология сварки меди, как и технология сварки цветных металлов
и сплавов, вообще, постоянно совершенствуется, несмотря на стремление к их экономии.
Прежде чем описать, как варить медь, необходимо пояснить, что в большинстве
случаев, для сварки используются листовые медные детали и трубы.
Отметим также, что нет каких-либо специальных видов сварки для медных изделий.
И для их сваривания могут применяться все известные способы, за исключением
контактной сварки, которая применяется ограничено.
Обеспечение правильной сборки
Обеспечение высококачественного завершения работ также основывается на правильном следовании определенному перечню правил по сборке металлоконструкций:
- Подбирая детали из которых будет состоять металлоконструкция, стоит придерживаться чертежей, которые были обрисованы при составлении проекта. Иначе минимальными потерями будет несоответствие внешнего вида конструкции, а в худшем случае она не сможет выполнять возложенные на нее функции.
- Исходя из плана проекта каждый элемент должен находиться на своем месте.
- Ширина зазоров имеет не последнюю роль при возведении конструкций. Если в конечном итоге они будут иметь большие габариты, чем должны были по задумке, то данный факт очень сильно отразится на прочности изделия. Но в свою очередь чересчур мелкие зазоры могут негативно отразиться на правильной работе подвижных деталей.
- Любая конструкция имеет углы, уровень которых должен быть проконтролирован при помощи специальных инструментов. Там, где это требуется углы должны быть исключительно прямые, иначе это очень сильно отразится на положении конструкции и вызовет ее перекос, или даже приведет к полному разрушению.
- Стыковые соединения должны быть обеспечены зазорами с достаточным пространством для допустимого люфта элементов.
- На протяжении возведения всей конструкции данные моменты необходимо учитывать. Особенно в случае с автоматической сваркой, ведь при ручной технологии рабочий может проконтролировать и скорректировать направление детали, что практически невозможно сделать при использовании автоматических приспособлений. Но в тоже время роботизированное вмешательство в сварку практически исключает погрешности, вызываемые человеческим фактором.
В домашних условиях
 Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Дома проще всего воспользоваться имеющейся в наличии или позаимствованной у кого-то паяльной лампой и оловянным припоем. А в качестве флюса, то есть материала, отделяющего зону сварки от атмосферного воздуха, можно использовать дешёвый и доступный борат натрия. Иногда для пайки латуни готовят специальные припои из меди и серебра.
Если предстоит сварка латуни в бытовых домашних условиях электродуговым методом, нужно подумать о средствах защиты и строгих мерах предосторожности. Пары цинка представляют действительно серьёзную опасность для здоровья людей – они ядовиты
Следовательно, производить сваривание латуни обязательно нужно в защитной маске, перчатках и респираторе. По этой же причине данный процесс лучше выполнять на улице или в помещениях с достаточно мощными вытяжками.
Не слишком опытным мастерам будет полезен дополнительный совет. Сначала желательно потренироваться на ненужном куске латуни подходящих размеров. Только набив руку и установив правильные настройки аппарата, можно браться за настоящую работу.
Тем, кто хочет быстро соединить два металлических объекта, стоит знать о том, что такое холодная сварка. Хотя это название не совсем корректное. Условно говоря, удар кувалдой по двум металлическим пластинам, в результате которого можно получить единое изделие (и именно так поступали в древности) тоже можно считать холодной сваркой.
Но в наши дни так называют соединение двух металлических частей благодаря специальным составам, а также сами эти составы. Их можно купить практически в любом специализированном магазине, они позволяют соединять, ремонтировать и герметизировать изделия из латуни и бронзы.
Способ применения крайне прост: нужно размешать состав холодной сварки, пока не получится однородная масса. Потом следует нанести эту смесь на обе поверхности, которые необходимо соединить, и плотно прижать их друг к другу на несколько секунд.
Фактически холодная сварка – это клей для металлов, и иногда такой клей действительно способен решить соответствующие проблемы в домашних условиях. С другой стороны, бывают ситуации, когда без настоящей сварки не обойтись.
Техника сварки

При сварке алюминия и его сплавов необходимо использовать чистые и сухие перчатки из спилка или из другого подобного материала
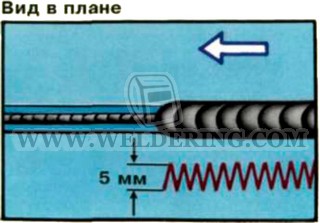
Механизированную сварку стыковых соединений без разделки кромок в нижнем и вертикальном положениях выполняют обычно без поперечных колебаний электрода

При наличии разделки кромок первый шов выполняют также без поперечных колебаний, а последующие – с небольшими (до 5 мм) перемещениями электрода
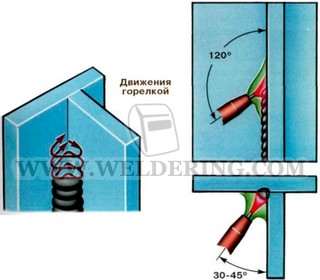
При сварке угловых швов в нижнем положении угол наклона горелки относительно вертикальной стенки – 30-45°. Угловой шов на вертикальной плоскости ведут снизу-вверх “углом вперед”. Однопроходную сварку выполняют с перемещениями конца электрода. Угловые швы больших сечений на вертикальной плоскости делают многопроходными путем выполнения узких швов. Так же сваривают и стыковые горизонтальные швы
С внутренней стороны шов защищают остающимися или съемными подкладками либо защитным газом, подаваемым каким-либо из способов:
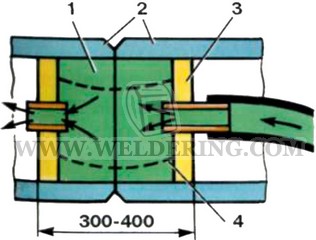
1- защитный газ; 2- свариваемые детали; 3- заглушки; 4 – соединительные тросики
Схема установки заглушек в трубопровод для поддува защитного газа

При сварке деталей толщиной 4 мм и более из-за быстрого остывания сварочной ванны в шве образуются поры. Чтобы предотвратить их появление, применяют шаговую сварку с возвратно-поступательными перемещениями горелки. Каждый шаг вперед на 3-6 мм сопровождается перемещением назад на 1,5-3 мм. Такая техника сварки обеспечивает более эффективную защиту и медленную кристаллизацию сварочной ванны, что в конечном счете гарантирует отсутствие пор.
Чтобы уменьшить деформации при соединении длинномерных конструкций, широко применяют обратноступенчатый метод сварки.

Для заварки кратера горелку возвращают в обратном направлении на расстояние, немного превышающее длину кратера, и одновременно снижают скорость подачи проволоки

При сварке угловых и тавровых соединений сварку заканчивают перемещением горелки в обратную сторону по шву, одновременно замедляя подачу проволоки.

Технология сваривания аргоном
Прежде чем начать работу нужно приготовить оборудование. Вам понадобится:
- инвертор;
- горелка с неплавящимся электродом;
- баллон с газом;
- осциллятор;
- присадочная проволока.
Подготовка деталей заключается в удалении оксидной пленки:
- Для этого наждачной бумагой или другими средствами зачищаются места соединения деталей.
- Далее края обрабатываются любым химическим средством: растворителем, каустической содой.
Технология сварки силумина аргоном напоминает процесс сваривания алюминия. Это самый надежный способ соединения силуминовых изделий.
При соединение деталей происходит их нагрев, образуется устойчивая к высокой температуре пленка, которая ограничивает надежность скрепления. Для избегания этого, применяется инертный газ — аргон. Он выталкивает воздух в сварочном пространстве, не позволяя окислятся деталям.

Требования к выполнению работ в домашних условиях:
- выполнять работу на открытом пространстве не рекомендуется, лучшим вариантом будет закрытое помещение (подойдет гараж или бытовая пристройка);
- в процессе сварочных работ нужно избегать перегревания газа, иначе аргон начнет разрушать элементы.
- Сварку производят с использованием короткой дуги на обратной полярности (подключение электрода к плюсу, а заготовки к минусу). При таком способе изделие плавится легче.
- Присадочная проволока подается в рабочую зону, где она плавится и соединяет изделия.
- Присадку нужно подавать постепенно, иначе велик риск разбрызгивания металла, что приведет к плохому соединению.
- Подача присадки происходит под углом к горелке, направления выполняются строго вдоль шва.
Выполнение этих условий гарантирует ровный и узкий шов.
В этом видео показывается, как отремонтировать (заварить дюралевый поддон):
Преимущества и недостатки аргоновой сварки
Плюсы метода:
- Этот вариант соединения элементов считается самым прочным.
- Сварка не занимает много времени.
- Технология подходит даже новичкам.
- Сварочный процесс, возможно, выполнить в домашних условиях.
- Деформация деталей исключена.
Минусы:
- Невозможность провести работу на открытом воздухе, ветер будет мешать правильному распределению газа над рабочей поверхностью.
- Необходимость иметь специальное оборудование.
- Высока вероятность со сложностью в настройках.
- Если работа производится трансформатором с высокой силой тока, то потребуется охлаждение.
Выполнение сварки в домашней обстановке требует соблюдения техники безопасности. В процессе работы применяют средства защиты, надевают:
- специальную одежду;
- маску;
- перчатки;
- обувь с резиновой подошвой.
Проводят работы по изоляции всех токопроводящих элементов. Исключают присутствие легковоспламеняющихся предметов возле рабочего пространства. Помещение должно быть хорошо вентилируемым.
В среде аргона
 Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Сварка латуни аргоном – самый качественный и популярный вариант на сегодня. Причём это справедливо не только для латуни, но и для иных медных сплавов.
Данный метод представляет собой ту же дуговую сварку, но в среде инертного газа аргона. И здесь возможно применение как плавящихся, так и неплавящихся электродов.
В качестве материала для неплавящихся электродов, как правило, используется вольфрам. А хорошим присадочным материалом в большинстве случаев могут стать бронзовые прутки марки БрКМц-3-1.
Однако если сплав латуни очень сложен, то следует использовать присадочную проволоку из того же материала, что и само обрабатываемое металлическое изделие.
Здесь нужна точность и аккуратность, потому что достаточно велика вероятность прожога. В частности, из-за этого сварка латуни аргоном проводится посредством длинной дуги. И мастер должен постепенно снижать силу тока в зонах сваривания, чтобы добиться нормального результата.
В связи с описанными выше особенностями технологии применять аргоновую сварку лучше всего на изделиях толщиной более 5 миллиметров.
Критический анализ существующего на предприятии технологического процесса
Применение электрошлаковой сварки не дает возможности получить стабильных результатов по качеству сварного соединения, требует повышенного расхода металла на припуски и выравнивающие квадраты, необходима сложная термообработка, цикл который составляет восемнадцать суток, усложняет и увеличивает длительность механической обработки.
Разработана технология автоматической сварки под флюсом с применением программного управления процессом сварки и раскладки валиков в узкой разделке с толщиной 350мм, заменой индивидуального подогрева на нагрев нагревателями излучения, что значительно уменьшает цикл изготовления изделий, улучшает условия труда.
Также было разработано специальное сборочно-сварочное приспособление.
Рекомендуемые покрытия для электродов при сварке латунных изделий
При сварке латуни электродами без покрытий электрическая дуга нестабильна,
как при переменном, так и при постоянном токе любой полярности. Для устранения
этой проблемы применяют специальные покрытия, которые кроме всего прочего, способствуют
стабилизации сварочной дуги. Наиболее распространённые марки электродов и составы
покрытия для них приведены в таблице:
| Компоненты | Химический состав, % | |||||||
|
№1 ОБ5 |
№2 БЛ-1 |
№3 ЗТ |
№4 КМП** |
№5 | №6 | №7 | ||
| 1-ый слой | 2-ой слой | |||||||
| Бура плавленная | – | – | – | 20 | – | – | – | – |
| Бихромат калия | – | – | – | 7 | – | – | – | – |
| Бентонит | 2,0 | – | – | – | 8 | – | – | – |
| Ферромарганец | 75 | – | – | – | 10 | 17 | 15 | – |
| Фторид натрия | 9 | – | – | – | – | – | – | – |
| Плавиковый шпат | 7,5 | – | 32 | 17 | 30 | – | – | – |
| Меднокремнистая лигатура* | – | – | – | 26 | – | – | – | – |
| Графит | 4,5 | – | 16 | – | 16 | – | – | – |
| Хлорид натрия | – | 12,5 | – | 15 | – | – | – | – |
| Алюминий (порошок) | 2,0 | – | 2,5 | – | – | – | – | – |
| Мрамор | – | – | – | – | – | 22 | – | – |
| Ферросилиций | – | – | 32 | – | 26 | – | – | – |
| Полевой шпат | – | – | – | 9 | – | – | – | – |
| Тринатрий фосфат | – | – | – | – | 10 | – | – | – |
| Марганцевая руда | – | – | 17,5 | – | – | 26 | 30 | – |
| Титановый концентрат | – | – | – | – | – | 30 | 30 | – |
| Хромокислый калий | – | – | – | – | – | 5 | – | – |
| Криолит | – | 35 | – | – | – | – | – | – |
| Хлорид калия | – | 50 | – | – | – | – | – | – |
| Древесный уголь | – | 2,5 | – | – | – | – | – | – |
| Мел | – | – | – | – | – | – | 20 | – |
| Сернокислый калий | – | – | – | – | – | – | 5 | – |
| Борный шлак | – | – | – | – | – | – | – | 75 |
| Жидкое стекло | 35% от суммы остальных компонентов | 25 | ||||||
|
*В состав лигатуры входят 25% кремния, до 3% железа, 0,5% фосфора, остальное медь **Компоненты замешивают на нитролаке (6%) вместо жидкого стекла |
Данные покрытия показывают, примерно, одинаковое качество сварки латуни обычных
марок. Электроды с покрытием №1 рекомендованы для заварки латунных отливок марок
ЛМцС58-2-2 или ЛМц58-2. Разработано и впервые применено это покрытие на заводах
Урала.
Электроды с покрытием №2 разработаны и предложены заводом “Большевик”.
Данный состав хорошо подходит в качестве флюса при сварке латуни угольными электродами.
Кроме того, эти электроды можно применять для заварки латунных отливок, имеющих
такой же состав.
Электроды №3, кроме заварки аналогичных по составу отливок, могут использоваться
для электродных стержней марок ЛК80-3 или Бр.КМц3-1 для сварки обычных марок
латуни.
Покрытия с электродов №4 могут применяться на стержнях из различных материалов
для заварки отливок. При этом, для связки компонентов не рекомендуется применять
нитролак вместо жидкого стекла.
Электроды №5 и 6 используют при сварке листовой латуни различных марок. Данное
покрытие, также, рекомендуют применять для стержней марок ЛК80-3 и Бр.КМц3-1.
Электроды №7 появились раньше, чем электроды других приведённых марок и использовались
для сварки обычных латунных листов и отливок из латуни ЛМцЖ55-3-1.
Компоненты покрытия размельчают в дробилке, просеивают через сито 900-1200
отв/см2 и замешивают на жидком стекле наподобие электродов для сварки стали.
Толщину покрытия выбирают, в зависимости от диаметра электрода:
| Диаметр электрода, мм | Толщина покрытия, мм |
| 4 | 0,4-0,5 |
| 5 | 0,5-0,6 |
| 6 | 0,7-0,8 |
После нанесения покрытия электроды сушат на воздухе при комнатной температуре,
а после прокаливают при температуре 180-220°C.
Особенности сварочных работ со сплавами меди
Латунь часто сравнивают с бронзами. Ведь бронзы – это тоже сплавы, в которых присутствует медь, а в качестве второго основного компонента может выступать алюминий, кремний, свинец, бериллий и так далее.
Теплопроводность меди в 6 раз больше, чем железа. И поэтому технология сварки сплавов из меди имеет серьёзные отличия от

Важно также отметить, что вещи из латуни или бронзы зачастую имеют декоративную ценность. А значит, при сварке нужно использовать тот режим, который позволит получить идеально гладкий шов и придать долговечность соединению
Все сплавы с медью имеют определённые общие черты, но при этом у каждого из них есть и свои уникальные свойства. Например, особое значение для работы с латунью имеет тот факт, что в ней присутствует цинк.
Именно этот элемент из таблицы Менделеева делает сварку латуни столь непростой. Есть несколько трудностей, с которыми мастера сталкиваются при этом процессе:
- газы поглощаются расплавленным металлом (происходит окисление цинка и возникновение водородных пузырьков в сварном шве);
- на латуни при перегреве легко образуются поры и трещинки;
- из сплава начинает выгорать цинк, так как он имеет меньшую точку кипения, чем медь.
Чтобы бороться со всеми трудностями при сварке, используют защитную среду аргона. Применяют и другие виды сварок, не забывая о подготовке материала и строгом соблюдении технологии процесса.
Навыки и специфика работы электросварщика
В связи с высокой востребованностью сварочных работ в любой
сфере специалисты в сфере ручной сварки не испытывают сложностей с поиском
работы. Однако данная профессия предполагает высокую ответственность, серьезный
подход и стремление к выполнению работы на высшем уровне. Качество сварочных
швов является одним из решающих условий для прочности, надежности,
долговечности и безопасности металлических конструкций, поэтому цена ошибок
здесь особенно высока. Любые недочеты, небрежность и попустительство в работе
могут привести к серьезным, и даже катастрофическим последствиям, особенно,
если речь идет о строительстве зданий и мостов, сварке нефте- и газопроводов,
машиностроении.

Поэтому профессиональный сварщик должен знать не только
технологию выполнения определенного способа сварки и способы испытания сварных
швов, но и иметь хорошую базу знаний о физике тепловых процессов,
электротехнике, химических, физических и термических свойствах различных
металлов и сплавов
Кроме того, крайне важно знать технику безопасности
сварочных работ и пожарной безопасности. При более узких специализациях
необходимо изучить свойства активных и
инертных газов, применяемых для антиокисления, освоить методики и принципы
действия используемых для сварки инструментов, аргонодугового и электродугового
оборудования
Среди личных качеств важно отметить высокую ответственность,
внимание к деталям, хорошее зрение, определенный перфекционизм и стремление к
совершенствованию своих навыков, готовность к физическим нагрузкам, умение
быстро реагировать на нештатные ситуации, серьезное отношение к технике
безопасности и строгому выполнению мельчайших требований. Данная работа
относится к опасным, и именно эти качества помогут не только качественно
выполнять свои задачи, но и уберечь себя и окружающих от серьезного вреда для
здоровья и жизни
Должностная инструкция сварщика
Должностные обязанности сварщиков зависят от сферы и
специфики работ, используемых техник и оборудования, категории специалистов и
индивидуальных требований каждого отдельного работодателя. В самом общем виде
должностная инструкция сварщика может содержать следующие обязанности:
- Ручная дуговая/аргонодуговая/плазменная сварка средней
сложности деталей узлов, аппаратов, трубопроводов и других конструкций из
конструкционных сталей, цветных металлов и сплавов. - Сварка сложных элементов из углеродистых и специальных сталей
в различных пространственных положениях сварных швов (включая/исключая
потолочный). - Ручная кислородная резка и строгание сложных деталей,
выполненных из высокоуглеродистых, мелкоуглеродистых и других специальных сталей,
цветных металлов, а также сварка чугунных конструкций. - Наплавление нагретых труб и баллонов, дефектов деталей
механизмов и конструкций. - Наплавление различных сложных деталей, узлов и инструментов,
изношенных деталей. - Чтение чертежей и схем сложных сварных металлоконструкций.
Электродуговая
 Для лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Для лучше всего использовать электроды из латунной проволоки (причём доля цинка в этой проволоке должна составлять 40%) с включениями алюминия, железа, свинца, марганца.
Через эти электроды при включении аппарата должен проходить постоянный электроток, обладающий прямой полярностью. В данном случае сварка проводится короткой дугой из положения снизу.
Дуга должна поддерживаться силой тока в 250 ампер для электродов длиною в 5 мм. В таком случае быстрота укладки шва может достигать 30 см в минуту.
По окончании основной операции сварочный шов следует дополнительно проковать и разогреть до температуры в диапазоне от 600 до 650 °C. Это придаст соединению большую прочность.
Особенности ручного метода
 Сборка строительных металлических конструкций посредством дуговой сварки – сложный технологический процесс, справиться с которым способны лишь хорошо обученные специалисты.
Сборка строительных металлических конструкций посредством дуговой сварки – сложный технологический процесс, справиться с которым способны лишь хорошо обученные специалисты.
В его основу заложено термическое воздействие электрической дуги, для получения которой используется основное и вспомогательное оборудование.
К первой из этих составляющих относятся источник энергоснабжения и преобразующий силовой трансформатор или инвертор, а ко второй – соединительные шины (провода), а также держатель с рабочим электродом.
Во время ручной дуговой сварки металлоконструкций на обрабатываемые заготовки и электроды подаётся ток от преобразовательного устройства, за счёт которого образуется электрическая дуга. Высокая температура в зоне горения расплавляет металл, образуя сварочную ванну, какое-то время находящуюся в жидком состоянии.
В пределах ванны расплавленные металлы электродов и заготовок смешиваются между собой, а выделяющийся в результате шлак всплывает наружу и формирует защитную плёнку.
После остывания и затвердения материала в зоне ванны образуется так называемый «сварной шов». Для получения красивого и прочного стыкового соединения необходимо соблюдение ряда требований, касающихся как режима сварки и качества дуги, так и техники обращения с держателем электродов.
При оценке качества сварки в первую очередь исходят из того, насколько форма шва соответствует заданному стандарту, и из его внешней привлекательности. Но не менее важна и его внутренняя структура, определяющая прочность и надежность получившегося при этом контакта.
Сварка плавящимся электродом
Второй способ соединения деталей при помощи плавящего электрода. Подготовка деталей осуществляется по такому же принципу, что и в предыдущем способе.

В этом случае используют электроды, покрытые щелочной оболочкой, с силуминовой сердцевиной. Качество такой сварки значительно ниже, чем аргоном.
Процесс происходит так:
- Свариваемую зону прогревают горелкой или паяльной лампой до температуры 250-300 градусов.
- Электроды тоже подвергаются нагреванию до температуры 150 градусов.
- Во время сваривания деталей на шве от электрода появляется шлак, его необходимо полностью счищать.
Смотрите видео, соединение алюминия электродом:
Чем спаять?
Пайку силумина можно произвести газовой горелкой или паяльником с мощным жалом. Запаивают детали, предварительно очистив и обезжирив поверхность.
Для разрушения оксидной пленки используют флюс Castolin 190 Flux и другие.
Применяемые припои:
- Harris-52;
- HTS-2000.
Смотрите видео по теме, припой HTS-2000 пайка алюминия без флюса:
На этом видео, показан крутой способ пайки алюминия паяльником:
https://youtube.com/watch?v=h3cG-mj0Aag
Наименее эффективный способ сваривания деталей происходит с помощью холодной сварки. Окончательный результат такого способа зависит от качества обработки поверхности склейки.
Можно ли заварить холодной сваркой крупные трещины? Нет, такой способ применяется только для микротрещин в деталях.
Видео-тест, сравнение холодной сварки по алюминию:
Заключение
Сварка силумина – процесс трудоемкий, требующий навыков и умений в этом деле. Правильно выполнить процесс поможет изучение свойств, технологий, принципов работы с ним. А также разобраться в вопросе, чем варить силумин в зависимости от проблемы.
Выполнив все эти условия, отремонтировать детали из силумина сможет даже начинающий мастер.
Достоинства и недостатки сварки аргоном силумина
Среди достоинств выделяются:
- узконаправленное воздействие дуги предотвращает деформацию свариваемых элементов;
- аргон значительно тяжелее воздуха, поэтому он вытесняет кислород из сварочной зоны, увеличивая качество;
- высокая скорость процесса;
- наличие разнообразных разработанных методик для сварки различных составов.
Минусы метода:
- работы можно производить только в закрытых помещениях иначе порывы ветра будут сдувать аргон из-под горелки;
- высокие сварочные токи требуют дополнительного теплоотведения;
- дорогостоящее оборудование;
- долгий подбор режимов.
Процесс сварки силумина – занятие достаточно сложное. Для качественного выполнения необходим большой практический опыт.
Положительные стороны сварки
Кроме того что сварка значительно экономит время, а сам шов выходит намного качественнее, она обладает и другими положительными характеристиками:
Примеры расположения сварных швов металлоконструкций типа болок и стоек, а так же их исполнение.
- Так как в данном процессе задействуется только два рабочих элемента, без каких-либо дополнений, то масса готовой спайки остается такой, какая она была изначально. Также это позволяет экономить и рабочий материал.
- Сварка не имеет ограничений по толщине материала. Все зависит от применения той или иной аппаратуры.
- Многообразие современных сварочных аппаратов позволяет работать абсолютно с разными материалами, при этом они обеспечивают высокое качество шва, даже если работа производилась с таким сложным металлом, как алюминий.
- Во время сварки очень легко контролировать, а по необходимости и корректировать формы законченных конструкций.
- Очень важным преимуществом является экономия финансовых средств и затраченного на проведение работ времени.
- Чем сложнее тип сварки, тем сложнее можно выполнить тип конструкции. При этом есть возможность использовать литые или же штампованные детали, а вид металла не играет особой разницы, будь то алюминий или сталь.
- Само сварочное оборудование на сегодняшний день вполне доступно как с точки зрения цены, так и с точки зрения возможности его покупки. При этом при подборе правильной технологии можно иметь высокий показатель по производительности.
- При желании всегда есть возможность создать производство поточного типа.
- Если есть желание и возможность, можно создать конструкцию с применением нестандартных материалов: сверхчистых металлов, алюминиевых или стальных сплавов и т.д.
- Если возникает необходимость работы с мелкими деталями, сварка не будет этому препятствовать. Она применима и для них.
- Сварочные работы используются и с целью ремонта. Это позволяет быстро вернуть механизмы и оборудование к «жизнедеятельности».
- Если , то можно быть уверенным, что все стыки будут иметь высокую герметичность. Из всех способов соединения элементов только сварка имеет самый высокий показатель по этой характеристике.
Дополнительные моменты
Схема сварки неплавящимся электродом.
Но чтобы вся работа выполнялась качественно и на должном уровне, важно соблюдать все требования к технологии производства металлоконструкций. Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов
Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид
Правильно подобранное оборудование и его комплектующие обеспечат высокое качество швов. Иначе же не только соединения, но и вся готовая конструкция может иметь непрезентабельный внешний вид.
Главное, неправильные швы грозят возникновением неприятных ситуаций: они могут разойтись, лопнуть, треснуть. А это в свою очередь приведет к дополнительным ремонтным работам. И это хорошо, если от такого «дефекта» никто не пострадает, но ведь может случиться и наоборот.
Вот поэтому, перед тем как браться за самостоятельную сварку, лучше проконсультироваться по этому вопросу с соответствующими специалистами.
Этапы подготовки кромок
Зачистка изделия
Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные 
характеристики.
Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла.
На производстве детали зачищаются пескоструйными и дробеструйными аппаратами. Также производится химическая чистка – путем погружения изделий на определенное время в ванну с химическими реагентами. Этот тип очистки в основном используется при подготовке деталей из цветных металлов, а черные, стальные заготовки зачищаются вручную.
Подготовка кромок под сварку
Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки. Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться
Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия
Для подрезки кромок при подготовке труб к сварке холодным способом используются станки или ручные инструменты. Термический способ предполагает использование горелок – ручных или автоматических.
Холодная подготовка металла к сварке считается более качественной. В этом случае в разы повышается точность сборки конечного изделия. А после термической обработки фаски зачастую нужно довести до правильных размеров и формы, особенно когда осуществляется подготовка труб под сварку.
Марки металлических электродов для сварки латуни и защитные покрытия для них
При сварке обычных марок латуни рекомендуется выбирать электроды со стержнями,
состоящими из легированных марок латуни ЛК80-3, ЛМц59-02, или из бронзы Бр.
КМц-3-1. Возможно применения стержней из латуни ЛМцЖ59-1-1, если не требуется
высокой коррозионной стойкости.
Для сварки латуни легированных марок применяют электроды с таким же составом,
как и свариваемые детали. Допускается, также, применять медные электроды марок
М2, М3 и аналогичные им. Однако при их использовании повышается вязкость сварного
соединения, а механическая прочность уменьшается.
При содержании свинца в составе латуни, процесс сварки затрудняется. Свинец
не растворяется в меди и скапливается вокруг зёрен сплава и способствует образованию
дефектов
в сварном шве (имеется ввиду образование
холодных трещин, или же горячих
трещин при сварке).
Для сварки латуни, содержащей в своём составе свинец, рекомендуется применять
проволоку или электроды со стержнями из бронзы Бр.ОС5-25 или Бр.ОНФ8-1,5-0,3
Диаметр электродов выбирается равный толщине свариваемого металла, если эта
толщина не превышает 8мм. При свариваемой толщине s больше 8мм, диаметр электрода
определяется по формуле: d=s-1, мм. При этом, диаметр электрода не может превышать
10мм.
Идеи для сварочного бизнеса
 Изготовление уличных металлоконструкций
Изготовление уличных металлоконструкций
Развитие индивидуального домостроения может обеспечить Ваш бизнес заказами на длительный срок. Идея заключается в том, что многие владельцы частного сектора имеют желание индивидуализировать и украсить свое жилище. Методом сварки можно изготовить:
- заборы;
- ограды;
- лавочки;
- козырьки над входом;
- навесы и т.д.
Расширить бизнес поможет внедрение такой услуги как сварка каркасов для теплиц. Данный вид продукции сейчас весьма востребован среди владельцев приусадебных хозяйств и дачных участков.
Сварка ворот для гаражей
Идея проверенная и прибыльная. Не поленитесь объехать близлежащие гаражные кооперативы. Наверняка Вы найдете ряд заказов, которые принесут в Ваш бизнес дополнительные финансовые потоки.
Сварка мангалов
Еще одна идея — объехать ближайшие туристические базы и кемпинги, которые зачастую оказывают такой вид услуг как сдача мангалов в аренду для желающих полакомится шашлычком на природе. Возможно, там Вы тоже получите заказы на изготовление данной продукции.
Идея сезонная, однако, в течение лета на ней можно неплохо заработать.
Замена труб
Услуга тоже сезонная, но высокодоходная. Бизнес по замене стояков, батарей и отслуживших свой век металлических труб на полипропиленовые стоит приличных денег — от 1500 до 5000 рублей за точку и выше (в зависимости от сложности работы). Поэтому, если в арсенале Вашей фирмы есть необходимое оборудование, данная бизнес-идея для сварочных работ может приносить хороший доход.
Котлы для бань
Идея состоит в том, что собственная баня является мечтой многих частных домовладельцев. Для бани, как известно, нужен котел. В наши дни в магазинах их предостаточно. Только вот цены на них “кусаются”. Наиболее дешевые модели обойдутся Вам от 12 до 20 тысяч рублей. Более продвинутые — в районе 40-50 тысяч рублей и даже больше.
Воспользовавшись данной идеей, можно организовать собственный бизнес по производству котлов для бань методом сварки будет достаточно просто. Клиентов можно привлечь политикой низких цен на продукцию.
Демонтаж старых коммуникаций и строительных конструкций
Идея заключается в следующем: зачастую, у человека или организации появляется необходимость демонтировать, к примеру, старую систему отопления. Без специального оборудования сделать это весьма непросто. Идея не требует присутствия высококлассных специалистов в штате. Здесь важнее наличие необходимого инструмента.
Инновации в сфере технологии сварки
Сегодня мир не стоит на месте и постоянно развивается во всех направлениях. То же самое относится и к сварочным процессам. Сюда можно отнести и применение лазера, и теплового эффекта трения, и силу пучка электроном, и ультразвук.
Оборудование сварочного поста.
Каждая из новинок помогает операторам быстрее и легче работать с металлическими конструкциями. Особой популярностью пользуются следующие технологии:
- термитная;
- плазменная;
- электронно-лучевая.
Каждая технология имеет свои особенности, благодаря чему ее используют на производствах.
Первый тип применим для сварки и монтажа металлоконструкций, когда контуры швов деталей обрабатываются специальной смесью, которая вводится на места соединения во время горения. Удобство такой технологии заключается в том, что она позволяет даже работать с трещинами в конструкциях. Для этого используется метод «наплыва» металла.
Плазменная технология используется только с применением ионизированного газа, который пропускается промеж двух электродов. Сам газ выполняет роль электрической дуги, но сам эффект намного сильнее. При помощи перегретого газа плавится металл абсолютно любой толщины, при этом есть возможность, при необходимости, и разрезать его. Таким образом, вокруг плазменного генератора создается многофункциональная, автоматическая сварочная система.
Сварка балок и ферм.
Последняя технология позволяет работать с глубокими швами, до 20 см. Но в таком случае должно присутствовать следующее соотношение глубины погружения луча и ширины шва – 20:1
Но для электронно-лучевой технологии важно наличие вакуума. Соответственно, в домашнем обиходе использовать такой генератор очень затруднительно
Поэтому-то их и применяют только в узкоспециализированных сферах.
Как понятно из всего вышесказанного, каждый вид сварки применим в той или иной сфере работ. Например, для «домашней» сварки не рационально применять автоматическую технику. Стоит она достаточно дорого, значит, и окупаться будет слишком долго. А вот для тех же самых фермерских работ, например, сооружения ангара или другой аналогичной постройки, полуавтомат или автоматика как раз дельный вариант.
Список источников
- taina-svarki.ru
- svarkaed.ru
- svaring.com
- 101course.ru
- weldering.com
- studbooks.net
- stankiexpert.ru
- plavitmetall.ru
- moyasvarka.ru
- bbport.ru























