
Виды, преимущества и недостатки
Основной сферой применения водогазопроводных стальных труб является жилищно-коммунальное хозяйство. Причина этого кроется в том, что монтировать изделия из других материалов на многих участках не допускается. В частности, действующие на территории нашей страны нормативные документы, запрещают создавать газовый трубопровод на основе пластмассовых труб, в том числе из пребывающих сегодня на пике популярности полиэтиленовых и металлопластиковых. В результате сталь по-прежнему остаётся незаменимой при изготовлении элементов водогазопровода. По уровню устойчивости к внешней нагрузке, изготовленные из неё трубы сопоставимы с цельнометаллическими прутками такого же диаметра.
ГОСТ 3262 подразделяет данные изделия на следующие виды:
- без резьбы;
- с резьбой накатанной или нарезанной;
- оцинкованные;
- неоцинкованные (чёрные).
Универсальность — далеко не единственное достоинство стальной водогазопроводной трубы.
Из других преимуществ стоит выделить:
- относительно небольшая масса в сочетании с высокой прочностью;
- сталь характеризуется небольшим коэффициентом расширения при нагреве;
- доступная цена;
- широкий выбор соединительных деталей. Повреждённую стальную водогазопроводную трубу всегда можно без особого труда заменить;
- оцинкованные изделия демонстрируют отличные показатели устойчивости к воздействию коррозии. Единственным их недостатком является сложность сборки водогазопровода с помощью фитингов.
Преимуществом оцинкованных стальных труб является устойчивость к коррозии
В целом, у водогазопроводных металлических труб явных минусов нет. Сварные швы – это, пожалуй, самое слабое звено. Однако ведущие производители используют для контроля их качества дорогостоящее рентгенографическое оборудование. Поэтому к выпускаемой ими продукции претензии, как правило, не предъявляются.
Эксплуатационные характеристики труб ВГП
Трубы водогазопроводные относятся к достаточно жестким изделиям. Такое изделие способно противостоять внешней нагрузке не хуже цельнометаллического прутка такого же диаметра.
Кроме того, основной документ, регламентирующий характеристики ВГП трубы – ГОСТ 3262-75 – утверждает, что такое изделие выдержит довольно значительную нагрузку «на раздачу», приводящую к увеличению диаметра трубы на 4-7 процентов от первоначального размера. При этом стенки изделия не получат никаких повреждений.
То есть, водогазопроводные трубы способны выдержать не только сильный гидравлический удар, но и температурную деформацию, связанную с промерзанием транспортируемой жидкости.
Ну, а риску коррозии успешно противостоят оцинкованные стальные ВГП трубы, которые покрыты слоем цинка толщиной не менее 30 мкм. И хотя этот защитный слой увеличивает вес трубы на 3-5 процентов, срок службы подобного изделия увеличивается практически на порядок. Вышеописанные характеристики труб ВГП типа характерны для всего сортамента водогазопроводных труб.
Сортамент водогазопроводных изделий
Весь ассортимент продукции заводов, выпускающих ВГП трубы – черные и оцинкованные – можно отсортировать по трем параметрам, а именно:
- по длине готового изделия
- по наружному диаметру
- по толщине стенки
По длине изделия этот тип продукции трубных заводов делится на четырех метровые и 12-метровые изделия. Проще говоря, все водогазопроводные трубы выпускаются в виде мерных отрезков длиной либо 4, либо 12 метров. Хотя отраслевые стандарты допускают и иные размеры трубы ВГП типа (изделия немерной длинны). По наружному диаметру сортамент делится на 17 типоразмеров. Наружный диаметр труб ВГП типа, в данном случае, колеблется между 10 и 165 миллиметрами.
Последний критерий сортировки проката дает возможность классифицировать изделия трубных заводов по толщине стенки трубы. И это далеко не второстепенный параметр, ведь от него зависят внутренние диаметры ВГП труб, которые влияют и на прочность, и на пропускную способность, и на жесткость подобных изделий.
Согласно этому критерию ВГП трубы разделяются на:
- Легкие (с толщиной стенки от 1,8 мм до 4 мм)
- Ординарные (с толщиной стенки от 2 мм до 4,5 мм)
- Усиленные (с толщиной стенки от 2,5 мм до 5,5 мм).
Кроме того, толщина стенок влияет и на такой критерий, как вес одного погонного метра трубы
Впрочем, вес трубы ВГП – стальной или оцинкованной – не важно, определяется еще и габаритами ее сечения (внешним диаметром). Максимальный вес одного погонного метра водогазопроводной трубы равен 21,63 килограмма (при толщине стенки в 5,5 миллиметра и диаметре в 165 мм). Минимальный вес погонного метра трубы равен 370 граммам (при толщине стенки в 1,8 мм и диаметре в 10 мм)
Оцинкованные трубы ВГП типа весят больше стальных на 3-5 процентов. Разница в массе объясняется весом 30-микронного, антикоррозийного покрытия. Причем все вышеуказанные характеристики очень стабильны. Ведь весь сортамент, описанный выше, изготавливается по одним и тем же технологиям.
Технология производства
 Для производства водогазопроводных изделий используют всего три технологии:
Для производства водогазопроводных изделий используют всего три технологии:
- Холодный прокат с последующим отпуском.
- Горячий прокат с закалкой и калибровкой.
- Сварное производство.
Причем самая перспективная технология из всех вышеописанных – это сварное производство. Этот вариант основан на формовке круглой трубы из стального штрипса (прокатного листа нужного размера). Причем стыковочный шов такой заготовки заваривается в инертной среде на специальном аппарате.
На финальном этапе сварные трубы ВГП — стальные (черные) и оцинкованные – подвергаются обязательной рентгеноскопии стыковочного шва и калибровке диаметра на вальцах особого прокатного стана.
С помощью сварной технологии изготавливают две группы точности ВГП коммуникаций обычную, состоящую из изделий, предназначенных для бытового применения и повышенную, состоящую из изделий, которые пойдут на промышленные коммуникации.
Изделия обычной группы точности контролируют, исходя из соответствия продукции нормированным габаритам, и проверяют на предел прочности. Ведь такие изделия будут работать в системах с максимальным давлением в 15-20 атмосфер.
Трубы из группы повышенной точности проверяют на соответствие нормированным габаритам, химическому составу стали и заявленной прочности и жесткости. Такие изделия затребованы в промышленных водоводах и газопроводах. Они выдерживают внутреннее давление в 40-50 атмосфер.
Технология производства прямошовных стальных труб
В отличие от бесшовных труб, получаемых методом холодной и горячей прокатки путем прошивания цилиндрической заготовки твердосплавной пикой, электросварные изготавливают из листа или ленты в спиралешовных изделиях. В прямошовных трубах сварной стык расположен по всей длине, при изготовлении изделий большого диаметра из-за ограничений в размерах стальных листов используют два сварных шва, соединяющих пару листовых заготовок.
Технологический процесс производства прямошовных электросварных нефтегазопроводных и обсадных труб состоит из следующих этапов:
- На склад предприятия поступает сталь, намотанная в рулоны необходимой длины, контролер проверяет ее маркировку на соответствие техническим условиям и размерные параметры листов. Из рулонов одной партии вырезается небольшой фрагмент, который исследуется в заводской лаборатории на химический состав и физические характеристики металла.
- При помощи крана рулоны перемещают на участок продольной резки, они помещаются в разматыватель и после правки нарезаются на штрипсы – узкие полоски ширины, равной длине труб в окружности. После нарезки готовые штрипсы проверяются ОТК и наматываются в рулоны.
- Далее штрипсы поступают на стан в разматыватель и заправляются в пятивалковую пробивную машину, представляющую собой узел с роликами, между которыми проходит металлическая лента. Валки выполняют правку ленты, придавая ее поверхности геометрически правильную форму.
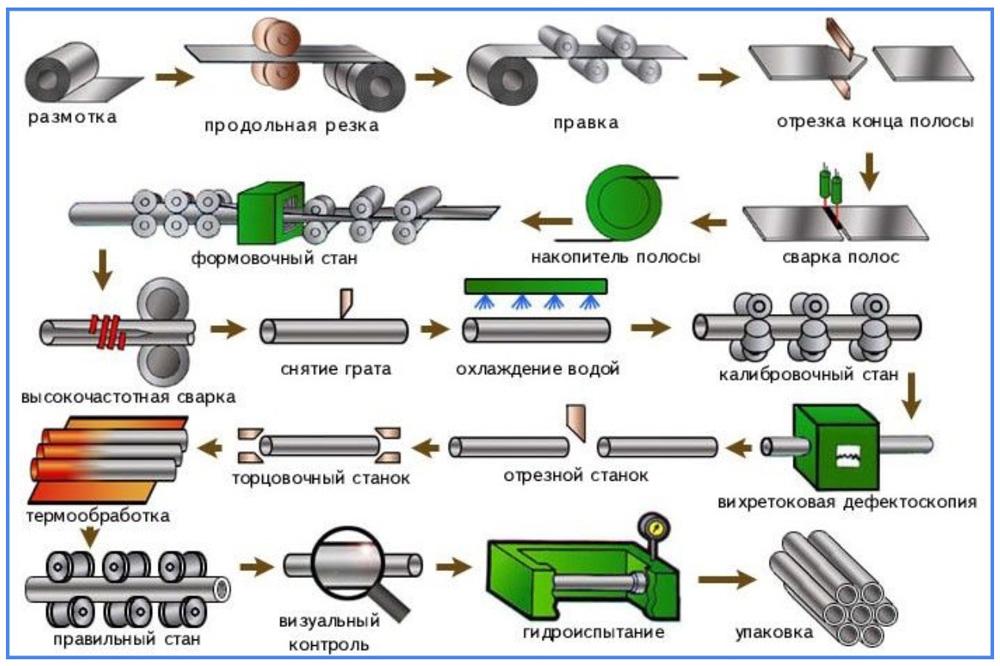
Рис. 2 Технологический процесс изготовления прямошовной трубы
- После правки штрипс поступает на стол сварочной машины, где происходит обрезка его торцов ножницами и сварка в среде инертного газа двумя горелками одновременно с разных сторон ленты.
- Затем лента направляется в петлеобразователь, выполняющий роль запасника материала для обеспечения непрерывной работы сварочного аппарата.
- Далее штрипс поступает на стан формовки, включающий в себя 8 формовочных узлов (клетей) с фигурными валиками, там происходит его постепенное скручивание в трубную заготовку.
- Соединенные вместе продольные края трубной гильзы свариваются электросварным аппаратом токами высокой частоты в 220 кГц.
- После охлаждения заготовки наружный гратосниматель срезает выступающий сварной шов с внешней трубной оболочки, аналогичную операцию выполняет внутренний гратосниматель.
- Обработанная трубная гильза поступает на контрольный участок, осуществляющий неразрушающий ультразвуковой контроль УЗК сварного соединения.
- Далее производится нормализация сварного шва – термообработка для снятия локального напряжения, повышения физических характеристик, выравнивания внутренней структуры.
- Труба поступает в калибровочный стан и правильную клеть, придающие ей заданные геометрические размеры. После правки маркировщик наносит на трубную оболочку краской номер партии, а автоматический труборез непрерывно движущейся трубы нарезает отрезки необходимой длины.
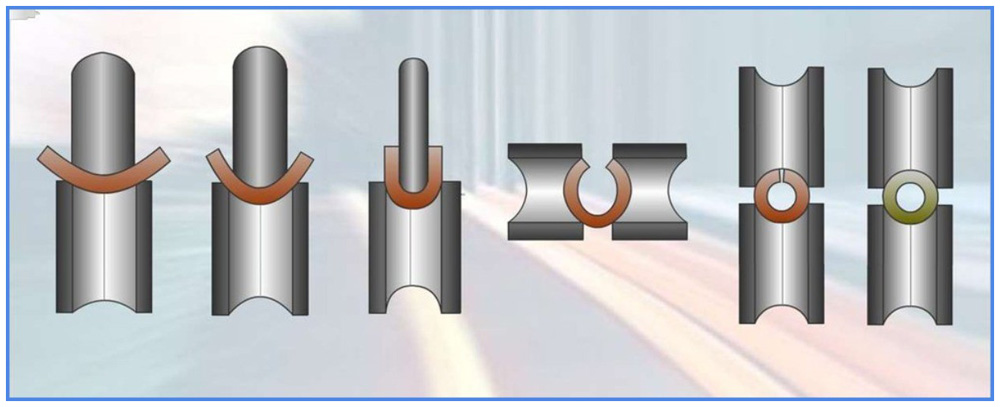
Рис. 3 Процедура изгибания листа в круг
- Оставшаяся после снятия внутреннего грата стружка удаляется путем промывки трубных стенок изнутри потоком воды под напором, после чего труба направляется на косовалковую правильную машину с тремя парами валков, где происходит дальнейшая нормализация ее геометрической формы.
- От трубных изделий каждой партии отрезается фрагмент размерами, регламентированными государственными стандартами и направляются в заводскую лабораторию для испытаний.
- После косовалковой правильной машины трубы стальные отправляются на подрезку торцов под углом 90 градусов и снятие их наружной и внутренней фаски резцами.
- После торцевания заготовка направляется на установку ультразвукового контроля, проверяющую состояние ее оболочки и сварной шов по всей длине.
- При необходимости на трубные концы нарезают резьбу механической установкой с числовым программным управлением с дальнейшим контролем ее геометрических параметров.
- Для проведения гидравлических испытаний на резьбовую поверхность наносится уплотнительная смазка, накручивается муфта и проводятся гидроиспытания труб под высоким напором воды.
- Трубы проверяют по весу и измеряют их длину, при необходимости по договоренности с заказчиком на наружную поверхность наносят гидроизоляционное покрытие черного цвета.
- Для защиты резьбы от коррозии при длительном хранении, механических повреждений при транспортировке, на нее помещают полимерные кольца или ниппели. Далее производится автоматическое клеймение и маркировка труб методом нанесения краски через трафарет на внешнюю трубную оболочку.
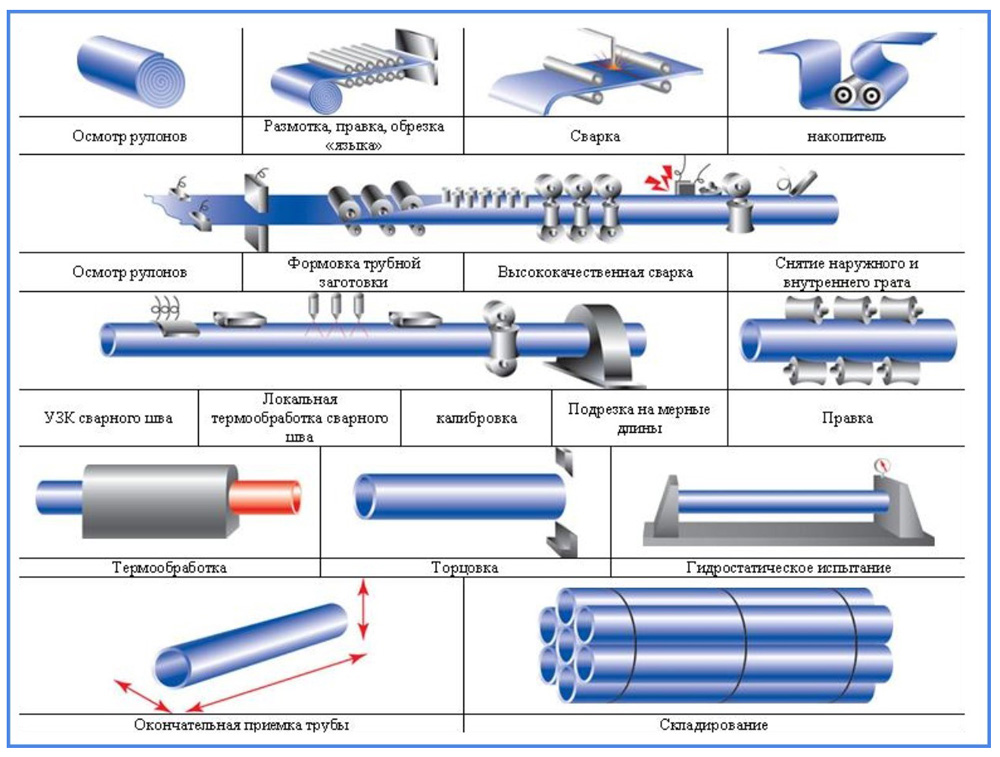
Рис. 4 Процесс формирования и нормализации круглой трубной оболочки в процессе производства
Масса сварных труб
Вес стальной сварной трубы, если нет под руками специальной таблицы, можно рассчитать по следующей формуле, применяя самый простой калькулятор.
Видео
- m – показатель теоретического веса м/п или его удельный показатель, указываемые в килограммах.
- Pi – это стабильная величина, которая равна 3,14.
- d – это величина наружного объема, показываемая в миллиметрах.
- s – толщина стен, указываемая в миллиметрах.
- R – показывает величину удельной массы стали в г/куб. см.
Чтобы автоматизировать систему подсчета веса, можно использовать онлайн – калькулятор. В нем есть возможность выбрать материал выпускаемого сварного изделия, для того, чтобы получить самый точный показатель его веса.
ГОСТы
Видео
https://youtube.com/watch?v=L8jKviVA1eI
- Сварные изделия обыкновенные, неоцинкованные, немерной протяженности с УД на 20 мм, размером стен в 2,8 мм без резьбовой нарезки и муфты 20 х 2,8 ГОСТ 3262-75.
- Такие же варианты с муфтой М-20 х 2,8 ГОСТ 3262-75.
- Те же изделия мерного вида протяженности с резьбовым соединением Р-20 х 2,8 – 4000 ГОСТ 3262-75.
- Те же варианты с оцинковкой, немерного вида протяженности, с резьбовой нарезкой Ц – Р- 20 х 2,8 ГОСТ 3262-75.
- Те же варианты с оцинковкой, мерной протяженности, с резьбовой нарезкой Ц – Р – 20 х 2,8 – 4000 ГОСТ 3262-75.
Производители
Видео
- Трубопрокатный завод в Челябинске. Он действует с 1942 г., и составляет крупную группу на рынке трубной продукции. Производит все типы труб, и по спецзаказам может поддавать продукцию гидравлическому испытанию в 5 МПа.
- Новотрубный завод в Первоуральске. Основано предприятие в начале 18 века. Его продукция включает в себя пару тысяч разновидностей изделий трубопрокатного сортамента.
- Трубный завод в Северском. Основан завод в 1739 году, а трубы выпускать стал в 60-х годах двадцатого века. За время деятельности на заводе воплотили современные методы и технологии. На данный день предприятие владеет многочисленными разрешениями и лицензиями, среди которых и зарубежные.
- Королевский завод труб. Деятельность осуществляет с 2004 года и стоит на позиции крупного продавца металла и изделий из него в Центральном регионе.
- Металлургический комбинат в Магнитогорске. С периода основания (1932 года), данное предприятие стало лидером черной металлургии. На производстве самостоятельно подготавливают сырье и выпускают из него металлопродукцию.
Этот список можно долго продолжать, потому, что производители данной линейки товаров широко предоставлены у нас в стране, и все они изготавливают продукцию высокого качества.

Без стальных трубопрокатных материалов нельзя выполнить ни какое строительство. И главное их преимущество – возможность укладки на открытой площади, чего нет у аналогов из пластика.
Видео
Сертификат на трубу ВГП: что это и зачем он нужен?
Сертификат, выдающийся компании-изготовителю, нужен для защиты потребителя от приобретения некачественного товара. Наличие сертификата соответствия говорит о том, что данный производитель придерживается всех норм, прописанных в конкретном ГОСТе. Интересно, что сертификат соответствия на ВГП трубы выдается в добровольном порядке: обязательной сертификации водогазопроводные изделия не подлежат. Такой сертификат выдается после прохождения испытаний в лабораторных условиях, в том числе и гидравлических.
Еще один документ, положительно сказывающийся на доверии покупателя – это гигиенический сертификат. В него вписывается заключение о прохождении санитарно-эпидемиологической экспертизы. Процедура проводится в ограниченный срок с использованием стандартных экспертных методик. Сертификат, полученный компанией, распространяется на весь сортамент изделий.
При выборе труб для монтажа системы газопровода (водопровода) необходимо отталкиваться от степени соответствия мощностей поставщика условиям государственного стандарта и от личных требований. Для бытовых трубопроводов целесообразно применение и оцинкованных труб, и труб из черной стали. Если требования к эксплуатации системы повышенные, то оцинкованная сталь окажется лучшим выбором.
Производство и сфера применения
Производится труба ВГП на трубопрокатном оборудовании в соответствии с ГОСТом 3262-75. На промышленные объекты она попадает в размере от 4 до 12 м, с диаметром от 6 мм до 150 мм. Для изготовления материала применяется высококачественная углеродистая сталь Ст1, Ст2, Ст3, а также – 08, 10, 20.
Применяется такое изделие для прокладки газо- и водопроводов. Кроме того, эти трубы могут работать в системах отопления. Изделие применяют в качестве сырья для жилищно-коммунальных задач и для выпуска продукции тяжелой промышленности. Главными сферами ее эксплуатации можно назвать три отрасли: машиностроение, авиастроение и сельское хозяйство. Применяются водогазопроводные трубы и в нефтедобывающей промышленности.
Среди основных достоинств, которые присущи изделию, выделяют:
- использование материала высокого качества;
- прочность и износостойкость даже перед максимальными нагрузками;
- способность работать в системах магистралей высокого давления.

Прокладка трубопровода из стальных ВГП труб
Среди недостатков – подверженность коррозийным процессам некоторых типов материала и технологически сложный монтаж, которые осуществляется только при помощи сварки.
Технические характеристики ВГП изделий
Сварные трубы ВГП характеризуются высокой степенью жесткости. По этому показателю материал приравнивается к цельнометаллическому прутку. Он способен противостоять нагрузке внутреннего давления в 25-30 атмосфер. Предельное давление, с которым может работать труба вгп, приравнивается к 50 атмосферам.
Это значит, что его диаметр способен расшириться до 7% от первоначального показателя без вреда для его стенок. Таким образом, сварные трубы способны выдержать гидравлический удар и деформацию, возникшую вследствие температурного давления. Оно может возникнуть, например, при промерзании поставляемой жидкости.
Хорошую устойчивость к коррозии демонтируют только оцинкованные изделия. Слой цинка, позволяющий работать во влажной среде, должен составлять не менее 30 мкм. Оцинкованная поверхность делает вес трубы водогазопроводной больше. Однако, срок ее эксплуатации увеличивается на порядок.
Технические характеристики
Прежде всего следует разобраться, чем отличается водогазопроводная труба от электросварной.
Электросварная металлическая труба имеет официальное сокращение ЭС, она представляет из себя прямошовную конструкцию, которая изготавливается из высокопрочной стали способом электросварки. Подобные изделия довольно плохо раскатываются и не тянутся. Кромки ЭС труб соединяют строго параллельно оси.


ВГП-трубы – это некая разновидность электросварных моделей, однако более усовершенствованная, поскольку шов здесь максимально усилен, а также повышена прочность и нанесено антикоррозийное покрытие. Именно поэтому ВГП в строительстве используют чаще, чем электросварные варианты трубного проката.
Используемые материалы и технология производства обусловили физико-технические характеристики труб ВГП. Подобные конструкции допускается использовать при гидравлической нагрузке в диапазоне от 25 до 32 кгс/см2.


Изделия имеют повышенную стойкость к нагреванию, в некоторых инженерных коммуникациях наблюдается транспортировка потоков газа и жидкости, нагретых до 140-150 градусов, очевидно, что если такая субстанция попадает в сети, расположенные внутри жилых зданий, то никакой полимер не выдержит такого сильного нагрева, и попросту начнет плавиться, а в некоторых случаях может даже произойти прорыв трубы.
Оцинкованные ВГП-трубы лишены такого недостатка. Кроме того, они характеризуются повышенной прочности и устойчивость к механическим нагрузкам, это обусловила широкое применение изделия при проведении магистральных трубопроводов, где отмечается максимальный поток движущегося транспорта.


Углеродистая оцинкованная сталь не склонна к появлению ржавчины, она обладает хорошими антикоррозийными свойствами, благодаря чему трубы могут использоваться для нужд промышленности.
Если сравнить ВГП с бесшовными аналогами, то большого разброса потребительских характеристик не обнаружить, что позволяет сделать вывод о взаимозаменяемости изделий. Это действительно так, однако базовым преимуществом водогазопроводных труб является их дешевизна – именно этот фактор позволяет этим изделиям уже многие годы удерживаться на позициях лидера в своем сегменте.


Общие сведения
Трубы для прокладки водопроводов и газопроводов, технические требования к которым изложены в нормативных документах, являются целевыми по назначению. Различия между ними заключаются в методе производства. По какому бы способу ни выпускались трубы ВГП, ГОСТ 3262–75 определяет все параметры и положения готовых изделий, категории определенных видов и направлений эксплуатации во время хозяйственных мероприятий.
Согласно стандарту, водогазопроводные трубы бывают оцинкованные и неоцинкованные. Готовые изделия поступают на рынок в двух видах:
- с резьбой на концах;
- с отсутствием резьбы.

Области применения
 Водогазопроводные коллекторы используются при производстве ремонтных и строительных работ. Эти изделия применяются при обустройстве газовых и водопроводных коммуникаций, отопительных систем, прокладываются в общественных зданиях, частных постройках, многоэтажных домах, образовательных заведениях, на промышленных и сельскохозяйственных объектах.
Водогазопроводные коллекторы используются при производстве ремонтных и строительных работ. Эти изделия применяются при обустройстве газовых и водопроводных коммуникаций, отопительных систем, прокладываются в общественных зданиях, частных постройках, многоэтажных домах, образовательных заведениях, на промышленных и сельскохозяйственных объектах.
Толщина стенки
Это параметр, по которому различают виды водогазопроводных труб. ГОСТ подразделяет их на виды в зависимости от веса:
- Легкие. Выпускаются с толщиной стенки от 1,8 до 4 мм, весит погонный метр трубы от 0,37 до 15 кг;
- Обыкновенные. Производятся с толщиной оболочки от 2 до 4,5 мм, весит метр трубы от 0,4 до 17 кг;
- Усиленные. Делают с толщиной наружной стенки от 2,5 до 5,5 мм, вес метра погонажа колеблется в пределах от 0,47 до 21,63 кг.
В соответствии с ГОСТом, товар выпускают с условным внутренним диаметром 10—65 мм, наружный диаметр составляет 16−74 мм. Технические характеристики определяются по стандартным нормативам, но присутствие нарезки для резьбового соединения на конце труб определяет заказчик.
В ГОСТе указывается, что погрешность наружного диаметра не должна превышать:
- при точной производственной обработке до размера 40 мм — 0,4−0,5%, свыше 40 мм — от 0,8 до 1%;
- при повышенной точности выпуска размер труб до 40 мм — 0,4%, свыше 40 мм — 0,8%;
- отклонение веса погонного метра не должно быть больше 8%.
Особенности производства
Материалом служит углеродистая сталь. Последовательность производства состоит из основных циклов:
- подготовка металлических заготовок (штрипсов) и формовка изделий по стандартным требованиям или с учетом пожеланий заказчика;
- сваривание шва на всей протяженности изделия;
- оценка изделия в соответствии с требованиями качества.
В окончательном виде прокат обрабатывают воздействием тепла, это увеличивает прочность изделия, устойчивость к разрушающим внешним факторам, повышает эксплуатационные свойства.
- обычной точности — при их производстве химический состав металла и его механические свойства не нормируются, применение изделий ограничено водопроводными, газовыми магистралями, системами отопления;
- повышенной точности — к ним относятся стальные трубы с цинковым покрытием заданных параметров, используются для деталей ответственных магистралей.
Резьба на концах
Резьба на концах труб нарезается или накатывается в процессе производства у труб с толщиной стенки более 5 мм. Учитывается, что внутренний и наружный диаметры изделия меняются. Длина резьбового участка и нанесение его на одном или двух концах варьируется по желанию заказчика. Изделия с оцинкованным покрытием весят на 3% больше, чем выполненные из металла без использования защитного слоя. Для сформированной резьбы определены технологические требования:
- резьба соответствует точности категории «В», нормативы содержатся в ГОСТ 6537 , участок должен быть чистым от заусенцев, края витков ровные, без рваных участков;
- резьбовые витки допускают вкрапления черноты, в таких областях разрешается снижение общей высоты на 15%, по желанию заказчика параметр допуска может быть уменьшен до 10%;
- полезный участок резьбы по просьбе заказчика может уменьшиться на 10%.
Список источников
- vsetrybu.ru
- TrubaMaster.ru
- trubypro.ru
- trubanet.ru
- tokar.guru
- stroy-podskazka.ru
- montagtrub.ru
















