Особенности соединения сшитых полиэтиленовых труб
Основная технология стыковки полиэтиленовых труб – использование фитингов. При этом существуют 3 основных метода стыковки труб – компрессионный (обжимной), прессовый (пресс-фитинги, обжимные кольца) и напрессовочный (надвижные гильзы).
Сущность компрессионного способа состоит в обжимании фитинга, помещенного внутрь трубы, с помощью металлического кольца с прорезью на поверхности, которое сжимается накидной гайкой. Технология является универсальной и широко используется для соединения ПНД и металлопластиковых труб.

Рис. 5 Виды фитингов
Благодаря своей пластичности для монтажа РЕХ разработана спецтехнология напрессовки, при которой фитинг вставляется в механически расширенное гнездо на конце трубы. Помимо того, что после установки фитинга пластик автоматически сжимается вследствие своей молекулярной памяти, обеспечивая прочную и герметичную фиксацию, сверху на соединение механическим методом натягивается металлическая гильза, обеспечивающая очень надежную фиксацию.
Прессованием фиксируют фитинги, специально изготовленные для запрессовки на наружной трубной поверхности или расположенные внутри стенок, в последнем случае их зажим происходит наружными зажимными кольцами.
Преимущества СПЭ-кабеля
До изобретения полимерных материалов электропроводные кабели изолировались пропитанной маслом бумагой («маслонаполненный кабель»). Их производство было достаточно трудоемким и дорогим, а применение неудобным: провод был слишком тяжелым и не годился для вертикальной прокладки из-за стекания масла и потери изоляционных свойств при намокании. Появление сшитого полиэтилена произвело революцию в кабельной промышленности, сделав электрические и связные провода намного прочнее, надежнее и дешевле.
Для СПЭ-изоляции стали возможны:
- Высокие изоляционные характеристики при минимальных диэлектрических потерях,
- Увеличение пропускной способности на 20-30% благодаря повышению верхней границы допустимых температур,
- Термическая устойчивость ситуаций короткого замыкания,
- Отличная влагоустойчивость кабеля, при которой отпала необходимость в дополнительной его защите,
- Высокая гибкость провода, позволяющая сгибать его с очень малым радиусом поворота,
- Уменьшение нагрузки на опорные конструкции за счет уменьшения веса кабеля,
- Возможность монтажа сетевых систем при отрицательных температурах без предварительного подогрева.
Особенности соединения элементов: шитый пропилен
Сшитый полиэтилен это пластичный полимер, поэтому способы соединения практически не отличаются от элементов полиэтилена других видов.
Существуют следующие виды соединений:
- Прессованный способ. При этом применяется специальный инструмент и пресс фитинги. Получается неразъемное единое соединение.
- Обжимной, наиболее простой способ, используется для холодного и горячего водоснабжения, удобен в монтаже и легко демонтируется.
- Сварной способ, применяют крайне редко. Необходимы специальные навыки и оборудование.
Для монтажных работ потребуется нож-секатор, гаечные ключи, фитинги, пресс машинка, расширители.
Для обжимного способа необходимо срезать трубу, надеть гайку резьбой в сторону соединителя. Затем натянуть и зафиксировать разрезное кольцо. Конец трубы вместе с гайкой и кольцом вставить на штуцер фитинга до упора. Затянуть при помощи гаечного ключа.
В ходе прессовки на трубу одевают пресс – гильзу, конец трубы расширяется специальным инструментом, надевается штуцер и полученную конструкцию прессуют в данном положении.
Такие методы помогут сделать соединение нескольких элементов без применения специальных знаний и навыков.
Соединение PEX с помощью пресс-фитингов
Стыковка пластиковых труб пресс-фитингами аналогична производству данных операций с изделиями из металлопласта и выполняется в следующей последовательности:
- Обрезают трубные концы ножницами-секаторами и снимают внутреннюю фаску разверткой.
- В стандартные пресс-клещи вставляют насадку нужного размера, наиболее распространенные наружные диаметры – 16, 20, 25 и 32 мм.
- Разводят рукоятки инструмента на 180 градусов и открывают его головку, после чего в ее пазы вставляют две половинки пресс-насадок, их закрепляют кнопочным фиксатором.
- Одевают пресс-фитинг поверх трубы до упора (его расположение и точность установки можно посмотреть в контрольном окошке).
- Раздвигают рукоятки инструмента на 180 градусов, открывают замок, вставляют пресс-фитинг и сдвигают рукоятки, для чего прилагают определенные усилия.
- После совмещения ручек прибора обжимку пресс-фитинга в системах с опрессовкой можно считать завершенной.

Рис. 7 Фрагменты видео установки пресс-фитингов
Следует отметить, что данная методика рассчитана на жесткие трубопроводы, так как пресс-фитинг помещается и обжимается снаружи трубной поверхности, поэтому ее использование для монтажа эластичных PEX практически не применяется.
Преимущества и недостатки
 Новый и популярный материал имеет ряд достоинств и недостатков. Положительные моменты:
Новый и популярный материал имеет ряд достоинств и недостатков. Положительные моменты:
- Высокая пластичность труб и их хорошая «память». Водопровод сохраняет заданную форму без применения специальных фитингов.
- Хорошая прочность материала даже при постоянных температурных колебаниях.
- Устойчивость сшитого полиэтилена к механическим нагрузкам, ударам, трениям.
- Сохранение прочности в местах сгиба.
- Инертность материала к агрессивным средам и микроорганизмам.
- Отсутствие коррозии даже при длительных сроках эксплуатации водопровода.
- Экологичность полиэтилена. Он не содержит в своем составе тяжелых металлов или галогенов.
К недостаткам относятся:
- Подверженность труб ультрафиолету (если нет специальной маркировки). Под воздействием солнца полиэтилен начинает разрушаться, поэтому его не используют для наружной прокладки коммуникаций.
- Стоимость туб из сшитого полиэтилена в разы выше, чем цена на изделия ППР или ПВХ.
Высокий ценник является как недостатком, так и достоинством одновременно, поскольку хорошие трубы не могут стоить дешево.
2. ОБЛАСТЬ ПРИМЕНЕНИЯ
Напорные трубы из сшитого полиэтилена и латунные резьбовые соединительные детали с разрезным обжимным кольцом предназначены для проектирования и монтажа:
– систем внутреннего хозяйственно-питьевого водоснабжения при температуре воды до 20 °С и рабочем давлении: серии S5 – до 1,25 МПа; серии S4 – до 1,6 МПа, при сроке службы не менее 50 лет;
– систем внутреннего хозяйственно-питьевого водоснабжения при температуре воды до 75 °С и рабочем давлении: S5 – до 0,6 МПа; серии S3,2 и S2,5 – до 1,0 МПа, при сроке службы не менее 25 лет.
2.1. Напорные трубы из сшитого полиэтилена (ПЭ-Х)
2.1.1. Напорные трубы из сшитого полиэтилена изготавливаются методом непрерывной шнековой экструзии из силанольно-сшивающейся композиции на основе полиэтилена высокой плотности с добавлением катализатора.
Основные показатели свойств напорных труб из сшитого полиэтилена приведены в приложении .
Допускается изготовление напорных труб из любых других композиций сырья, имеющих разрешение органов здравоохранения РФ на применение в хозяйственно-питьевом водоснабжении и соответствующих требованиям по техническим характеристикам и показателям качества, указанным в Приложении .
2.1.2. Размеры напорных труб из сшитого полиэтилена в зависимости от их типов должны соответствовать данным, указанным в Приложении .
2.1.3. Теоретическая масса напорных труб из сшитого полиэтилена (ПЭ-Х) приведена в Приложении .
2.1.4. Напорные трубы из сшитого полиэтилена соединяются между собой соединительными деталями из латуни с разрезным обжимным кольцом (соединение компрессионного типа).
2.2. Соединительные детали
2.2.1. Соединительные детали из латуни с разрезным обжимным кольцом и прочности соединения с трубой должны быть рассчитаны на номинальное давление 2,5 МПа.
2.2.2. Конструкция соединения представлена в Приложении .
2.2.3. Перечень возможных соединительных деталей из латуни приведен в Приложении .
Примечание. Допускается использование других типов соединительных деталей для монтажа труб из сшитого полиэтилена, отвечающих требованию п. и имеющих гигиеническое заключение и сертификат соответствия в системе «Мосстройсертификация» или ГОСТ Р.
Способы соединения
Соединить части трубопровода при монтаже можно несколькими способами:
- компрессионными (обжимными) фитингами;
- прессовочными фитингами;
- электросварными фитингами.
Выбор конкретного типа соединения зависит от планируемых характеристик эксплуатации.
Для монтажа коммуникаций могут потребоваться следующие инструменты:
- Специальный труборез-ножницы. Труборез позволяет без прикладывания чрезмерных усилий разрезать трубы на участки нужного размера. При этом срез будет ровным, без заусенец, под углом в 90 градусов. Такой срез обеспечит высокое качество и надежность будущего стыка.
- Гидравлический пресс.
- Цанговый расширитель для увеличения диаметра трубы перед вводом фитинга.
- Плоскогубцы.
- Гаечные ключи для затягивания обжимной гайки.
- Фитинги.
При использовании электросварных фитингов понадобиться специальный сварочный аппарат. Его можно взять напрокат.
Соединение компрессионными фитингами
Монтаж труб из сшитого полиэтилена с использованием компрессионных фитингов проводят на водопроводных коммуникациях. Здесь потребуется минимум инструментов – достаточно трубореза и гаечного или разводного ключа.
Алгоритм работ следующий:
- Фитинг раскручивают и последовательно надевают на конец трубы обжимную гайку, разрезное кольцо.
- Разрезное кольцо устанавливают в 1 мм от края среза.
- Штуцер соединительной детали вставляют в трубу до упора.
- Аккуратно завинчивают обжимную гайку на фитинг, стараясь закрутить туго, но не пережать.

Благодаря пластичности полиэтилена дополнительной герметизации такое соединение не требует. Его можно быстро разобрать в случае необходимости.
Прессовочные фитинги
Использование пресс-фитингов исключает разборку коммуникаций без повреждения. Соединение получается надежным, но не разборным. для работы нужны цанговый расширитель, пресс-фитинг.

Порядок монтажа соединения:
- На приготовленный отрезок трубы надевают пресс-кольцо (пресс-гильзу), продвинув его от края.
- В трубу вставляют расширитель и растягивают ее до размера фитинга.
- Вынимают расширитель и на его место вставляют штуцер соединительной детали.
- Благодаря молекулярной памяти материала, труба сжимается и плотно обхватывает соединительный фитинг.
- Дополнительную фиксацию производят натягиванием пресс-кольца на край трубы, обжимают ее ручным прессом.
В этом соединении нет давления на место соединения извне. Качество и надежность обусловлены особыми свойствами самого сшитого полиэтилена.
Электросварное соединение
Электросварка на полиэтиленовых коммуникациях проводится только с использованием специальных фитингов.
Порядок работ:
- На подготовленные трубы надевают электросварную муфту.
- К контактам на фитинге подключают сварочный аппарат.
- Сварка происходит при нагреве материала до температуры в 170 градусов.
- Время нагрева выставляется автоматически, в зависимости от диаметра трубопровода. Если сварочный аппарат такой функции не имеет, то время сварки и температуру следует смотреть в документации к фитингу.
- По окончании процесса сварки аппарат отключают, соединению дают остыть.
Этот способ соединения является самым дорогим, но и самым надежным. Для эксплуатации трубопроводов на электросварных фитингах нет ограничений в температуре и давлении. Соединение получается прочнее самих труб.
4.7 Гнутье труб
4.7.1 Гнутье труб ПЭ-С производится в
холодном или горячем состоянии в зависимости от необходимого радиуса изгиба.
4.7.2 Наименьший радиус изгиба трубы
при гнутье в холодном состоянии не должен быть менее пяти наружных диаметров, а
в горячем – не менее 2,5 диаметра трубы.
4.7.3 При необходимости изгиба и
фиксации в холодном состоянии с малым радиусом следует использовать фиксатор
загиба.
4.7.4 Для гнутья трубы в горячем состоянии
необходимо использовать горячий воздух и внутреннюю спиральную пружину. Не
допускается нагрев трубы открытым пламенем.
Максимальная температура нагрева 130
°С. После нагрева согнутую в нужное положение и зафиксированную трубу следует
охладить в воде или на воздухе.
3.6 Компенсация температурных удлинений трубопровода. Опоры и крепления
3.6.1 Компенсация температурных
удлинений должна осуществляться, как правило, за счет самокомпенсации отдельных
участков трубопровода: поворотов, изгибов и т.д. Это достигается правильной
расстановкой неподвижных креплений, делящих трубопровод на независимые участки,
деформация которых воспринимается поворотами трубопровода.
3.6.2 Удлинение участка трубопровода DL, мм, при максимальной температуре воды в трубопроводе
следует определять по формуле
, (10)
где L – длина участка
рассчитываемого трубопровода, м;
Dt – разность температуры теплоносителя при эксплуатации и
монтаже, °С.
Примечание – Знак (+) или (-) при Dt указывает на увеличение или уменьшение L.
3.6.3 Крепление трубопроводов из труб
ПЭ-С осуществляют с учетом линейных температурных удлинений и их компенсирующей
способности с помощью подвижных и неподвижных опор.
3.6.4 Средства крепления должны иметь
поверхности, исключающие возможность механического повреждения труб. Крепления
не должны иметь острых кромок и заусенцев.
3.6.5 Размеры хомутов, фиксаторов,
скоб должны строго соответствовать диаметрам труб. Металлические крепления
должны иметь прокладки и антикоррозионное покрытие.
3.6.6 Скользящие опоры, располагаемые
по длине трубопровода, должны иметь прокладку между трубой и опорой, которая
закладывается в конструкцию опоры в зависимости от диаметра трубы.
3.6.7 Расстояние между креплениями
труб следует принимать не более указанного в .
3.6.8 Необходимо предусматривать
соответствующее расположение креплений на поворотах и ответвлениях
трубопровода.
3.6.9 Распределительные коллекторы с
запорно-регулирующей арматурой следует крепить с помощью неподвижных креплений
для устранения передачи усилий на трубопровод в процессе эксплуатации.
Таблица 4 – Расстояния между креплениями трубопровода
|
Наружный диаметр трубы, мм |
Расстояние между креплениями трубопроводов, мм |
|||
|
горизонтальная прокладка |
вертикальная прокладка |
|||
|
система холодного водоснабжения |
система горячего водоснабжения и отопления |
система холодного водоснабжения |
система горячего водоснабжения и отопления |
|
|
15 |
350 |
350 |
350 |
290 |
|
16 |
350 |
350 |
360 |
290 |
|
18 |
350 |
350 |
400 |
290 |
|
20 |
400 |
350 |
430 |
290 |
|
22 |
450 |
400 |
500 |
320 |
|
25 |
450 |
400 |
570 |
360 |
|
32 |
550 |
500 |
720 |
500 |
|
40 |
600 |
550 |
860 |
570 |
|
50 |
750 |
700 |
1070 |
790 |
|
63 |
850 |
800 |
1360 |
930 |
|
75 |
1000 |
900 |
1640 |
1440 |
|
90 |
1100 |
1050 |
1930 |
1360 |
|
110 |
1300 |
1250 |
2360 |
1640 |
3.6.10 Неподвижные опоры
необходимо размещать так, чтобы температурные изменения длины участка
трубопровода между ними не превышали компенсирующей способности отводов и
компенсаторов, расположенных на этом участке, и распределялись пропорционально
их компенсирующей способности.
3.6.11 Установку компенсаторов следует
предусматривать при невозможности компенсации удлинений за счет поворотов
трубопроводов.
3.612 Расчет компенсирующей
способности Г-образных элементов и П-образных компенсаторов () производится по формуле
, (11)
где LK – длина
компенсационного плеча, воспринимающего температурные изменения длины
трубопровода, мм;
d – наружный диаметр трубы, мм;
DL – температурные изменения длины трубы, мм;
15 – эмпирический коэффициент,
характеризующий прочностные свойства полимерного материала труб ПЭ-С.
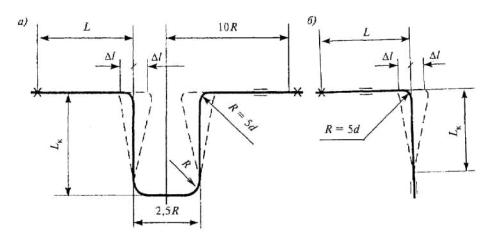
Рисунок
1 – Устройство П-образного (а) и Г-образного (б) компенсаторов
4
Монтаж систем водоснабжения и отопления зданий
Инструкция к монтажу
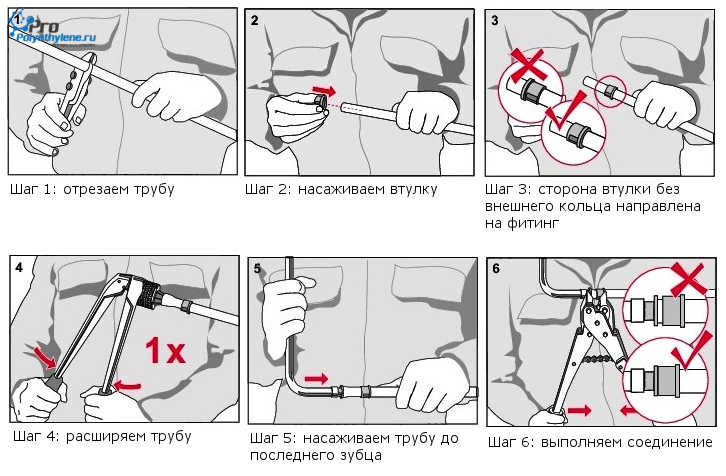
Монтаж трубопровода в каждом из методов соединения включает следующие этапы:
Компрессионный способ
- Сначала на открытый срез трубы надевается обжимная гайка, резьба которой должна быть обращена в сторону соединителя.
- Далее натягивается и фиксируется разрезное кольцо с таким расчетом, чтобы срез трубы оказался от него на расстоянии 1 мм.
- Затем конец трубы вместе с обжимной гайкой и кольцом натягивается на штуцер фитинга очень плотно, до упора.
- При помощи двух гаечных ключей плотно затягивается (но не перетягивается во избежание повреждения трубы и резьбы фитинга) обжимная гайка.
ПРЕДУПРЕЖДЕНИЕ! Перед натягиванием трубы на фитинг он ни в коем случае не разбирается, а также не проводится никаких дополнительных действий (снятие фаски и т.п.)
Напрессовочный способ
- Сначала на трубу надевают зажимную пресс-гильзу.
- Затем конец трубы растягивается специальным инструментом (расширителем) до придания ему несколько большего диаметра и возможности свободного надевания на штуцер фитинга: расширитель вводится в трубу, его ручки натягиваются до упора и придерживаются так несколько секунд.
- Теперь можно легко натянуть срез трубы на штуцер фитинга плотно до упора.
- Полученную конструкцию следует ненадолго зафиксировать в полученном положении. Благодаря свойству памяти формы через несколько минут отрезок трубы, натянутый на фитинг, «сядет» на него максимально плотно.
Электросварочный способ
- На срез трубы надевается электросварная муфта.
- К клеммам сварного фитинга подключается специальный сварочный прибор.
- С прибора подается напряжение на внутреннюю спираль фитинга, которая разогревает до плавления все его составные элементы и срез трубы (до температуры не менее 170-ти C).
- После отключения сварочного прибора и остывания полиэтилена получается прочное соединение, выдерживающее давление 10-12 атм и более.
ВНИМАНИЕ! Если у вас нет опыта в работе с полиэтиленом, то даже при большом желании выполнить все самостоятельно будет надежнее предоставить это дело специалистам
2. Испытание оболочки кабеля из сшитого полиэтилена
Вторым необходимым типом испытаний является испытание оболочки кабеля из сшитого полиэтилена.
Данный тип кабельных повреждений связан с коррозионными процессами, их пагубным влиянием, а также с воздействиями механического характера, происходящими во время выполнения монтажа, ремонтных работ и несогласованных раскопок кабельных линий. Если вовремя не произвести ремонт участка повреждённой оболочки кабеля, то основная изоляция утратит свои свойства и произойдёт пробой кабельной линии.
Испытание оболочки кабеля из сшитого полиэтилена выполняется с использованием повышенного напряжения постоянного электротока. При возникновении пробоя производится локальный поиск конкретного места повреждения.
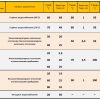
Нормы испытаний оболочки кабелей со СПЭ-изоляцией согласно УП-Б-1
| Напряжение кабельной линии, кВ | Испытательное напряжение постоянного тока, кВ | Длительность приложения испытательного напряжения |
|---|---|---|
| 10-20 | 5 | 10 мин |
Нормы испытаний оболочки кабелей с СПЭ-изоляцией регламентируют периодичность их выполнения. Проведение испытаний пластиковых защитных оболочек кабелей 10кВ-20кВ, имеющих изоляцию из сшитого полиэтилена, выполняются:
- перед осуществлением включения кабельных линий в эксплуатацию;
- после проведения ремонтных работ основной изоляции кабельной линии;
- при раскопках, которые проводятся в охранной зоне конкретной кабельной линии, в связи с возможным нарушением целостности кабельных оболочек;
- периодически – после сдачи в эксплуатацию (через 2,5 года), потом 1 раз в течение 5 лет.
Для данных целей существует специально разработанное оборудование – особый аппаратный комплекс, реализующий полный цикл соответствующих работ по проведению испытаний кабелей и кабельных оболочек, предварительному определению мест имеющихся повреждений и точного определения мест нахождения дефектов оболочек с применением метода шагового напряжения (автоматический режим).
Характеристики сшитого полиэтилена
Структура слитого полиэтилена трехмерна. То есть, двухмерные полимерные цепочки связаны (сшиты) между собой дополнительными мостиками. Поэтому характеристики такого полимера отличаются от традиционных качеств обычных пластмасс.
О высокой устойчивости и обратной усадке РЕ-Х мы уже говорили, однако помимо этих качеств у сшитого полиэтилена есть и другие положительные черты, а именно:
Трубы из полиэтилена сшитого
- Эластичность – в процессе монтажа пола спираль нагревательного элемента можно изогнуть по относительно небольшому радиус без риска «переломить» трубу.
- Экологическая безопасность – разогретый полиэтилен не выделяет токсинов ни в окружающую среду, ни в теплоноситель. Полиэтилен вообще инертен по своей природе. Из этого материала изготавливают даже искусственные суставы для последующей трансплантации.
- Длительный период эксплуатации – полиэтилен не гниет, не подвержен коррозии и в запакованном состоянии (в толще бетонной стяжки) не реагирует на ультрафиолет. Словом такой нагревательный контур «переживет» и бетонную стяжку, и отделку, и сам дом.
Кроме того, полиэтилен хорошо проводит тепло и поглощает вибрацию потока теплоносителя, снижая шумовое загрязнение от «теплого пола».
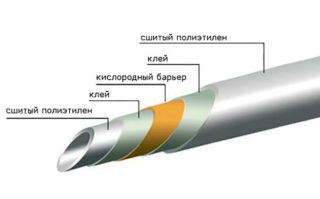
К отрицательным качествам сшитого полиэтилена следует отнести только кислородопроницаемость материала, обостряющую проблему коррозии в «соседних» конструкциях. Но этот недостаток лечится особым напылением на тело трубы, снижающим диффузию окислителя.
Монтаж труб из сшитого полиэтилена своими руками
Монтировать трубы PEX можно самостоятельно, учитывая этапы работ – составление схемы, выбор и покупка труб, комплектующих, проверка работы системы. Правильно самостоятельно сделать обжим без опыта будет сложно, этому нужно сделать несколько пробных соединений на обрезках труб. Недостаток – увеличивается число муфт, расход материала.
Правильно гнуть трубы из сшитого полиэтилена можно двумя способами – в холодном и нагретом состоянии. В первом случае минимальный радиус варьируется от 60 мм (диаметр 12 мм) до 125 мм (диаметр 25 мм). После разогрева поверхности до температуры +60°С минимальный угол сгибания уменьшается на 40 %.
План трубопровода и схемы
При составлении плана трубопровода нужно выбрать способ монтажа – скрытый или открытый. Открытый менее трудоемкий, может использоваться для отопления и водоснабжения
Каждое соединение сшитого полиэтилена доступно для ремонта и обслуживания, что важно для компрессионных муфт
Скрытый монтаж применяют в эстетических целях и для оптимизации пространства помещения. Исключение – организация системы теплого пола. Для такого отопления трубы скрывают под стяжкой или декоративным покрытием.
Скрытый монтаж в стене неудобен, если нужно согнуть сшитый полиэтилен. Для этого нужно делать штробы сложной формы, что увеличивает трудоемкость.
Рекомендации по составлению схем прокладки магистрали:
- Минимальное число поворотов и разветвлений. Это увеличивает количество используемых муфт.
- Соединение сшитого полиэтилена с металлическими элементами системы делают с помощью специальных муфт.
- Выбор разводки – коллекторная или последовательная. В первой система отопления или водоснабжения разделяется на несколько отдельных линий с возможностью контроля температуры воды и ее давления в каждой. В последовательной прокладка осуществляется поэтапно с подсоединением элементов.
На основании этой схемы рассчитывается количество расходных материалов, их вид и длина трубопровода.
Порядок выполнения работ
Соединение магистрали из сшитого полиэтилена выполняется поэтапно.
- Подготовка поверхности для установки – монтаж подложек (теплый пол), формирование штроб (классическое отопление и водоснабжение).
- Укладка труб по составленной схеме, учитывается длина участков с муфтами.
- Формирование соединений, начиная от источника подачи воды.
- Опрессовка, в систему заливается вода, повышается давление до максимальной величины.
- Проверка целостности соединений.
- Окончательная фиксация трубопроводов, установка декоративно-защитного покрытия.
Для контроля давления и температуры в магистраль, на ответственных участках, устанавливают термометры и манометры.
Особенности монтажа
Трубы из сшитого полиэтилена эластичны, и при внешнем воздействии могут поменять свое положение. Для их фиксации используют специальные клипсы или желоба. Первые должны крепиться на расстоянии до 1 м. В желобах трубопровод не сидит плотно, остается место для теплового расширения.

Правильная изоляция труб в полу включает в себя монтаж подложки из полимерного материала. Поверх монтируется сетка, происходит формирование цементной стяжки. Если пол деревянный, между трубопроводом и внешним декоративным покрытием остается вентиляционное пространство.
Для водопровода можно использовать накладки из вспененного полиэтилена. Это предотвратит появление конденсата из-за разницы температуры воды и воздуха в помещении.
Производство труб из сшитого полиэтилена
Сшитый полиэтилен – это продукт современных технологий химической промышленности. Создается высокотехнологичный материал из органического полимера этилена, путем «сшивания» исходного сырья на молекулярном уровне.
Молекула полиэтилена представляет собой очень длинную цепочку соединенных последовательно молекул этилена. Сшивание происходит путем инициации поперечных связей между длинными (полимерными) молекулами. Схематично это можно представить как скрепление отдельных волокон в крепкую сеть. На выходе получается сшитый полиэтилен – материал с особо прочными физическими и химическими характеристиками.
Различают следующие виды сшитого полиэтилена для труб, в зависимости от особенностей технологического процесса:
- PEX-A – материал, полученный при использовании пероксида водорода для инициации поперечных связей. Такие трубы обладают лучшими характеристиками устойчивости к нагрузкам среди всех разновидностей. Сшивание пероксидом позволяет скрепить до 90% молекул. Трубы отличаются повышенной эластичностью и долговременной молекулярной памятью. При разматывании бухты они быстро выпрямляются и хорошо держат форму. На изгибах (в пределах допустимых норм и соблюдении технологии) не заламываются.
- PEX-B – сшитый полиэтилен для труб, который получают при использовании силановых полимеров. Сшивка силаном дает около 80% скрепления молекул исходного полимера. Производственный процесс проходит в два этапа. На первом полимер насыщается силаном, на втором – насыщается дополнительной водой (гидратируется). Трубы не уступают по прочности пероксидным, но менее эластичны и хуже восстанавливают первоначальную форму.
- PEX-C – эту марку получают технологией, которая использует радиоактивное излучение для сшивки полимера. Здесь выход поперечных связей в готовом материале составляет около 60% от общего числа возможных. В процессе материал бомбардируется электронами. Выходные характеристики материала зависят от пространственной ориентации при производстве. Трубы получаются не слишком гибкими, склонными к заломам. Заломы устранить можно только с помощью соединительной муфты.
- PEX-D – в производстве этого полимера применяется азот. Полезный выход здесь около 70%, что больше, чем у PEX-C. Однако эта технология самая сложная в практической реализации и производители от ее использования постепенно отказываются.
Ведущими производителями на рынке полимерной трубной продукции являются страны Европы – Швеция и Германия. На востоке конкуренцию им составляет Израильская химическая промышленность. В России налажен собственный выпуск полиэтиленовых прошитых материалов. Диаметр труб варьируется от 10 мм до 250. Первопроходцами в этой сфере были шведы, они и дали название трубам РЕХ в середине прошлого века.
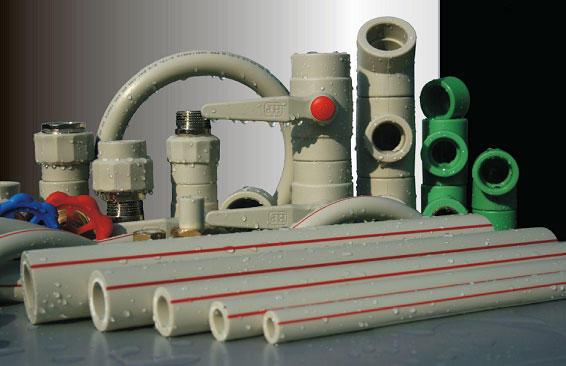
Фитинги для труб из сшитого полиэтилена
Соединительные элементы для полимерных труб – это важная часть всей системы, так как от правильно подобранного фитинга зависит ее герметичность и надежность.
Основные виды соединителей для сшитого полиэтилена:
- Фитинги, которые применяются при электросварке, снабжены нагревательным элементом, который при разогреве во время работы слегка плавит материал. Это обеспечивает плотность их соединения, так как отрезки труб становятся однородным целым.
- Если предстоит монтаж труб диаметром от 1.6 см до 10 см, то подойдут обжимные, или как их еще называют, компрессионные фитинги. Как правило, они продаются в комплекте со всем необходимым, поэтому лучше всего подходят для неопытных начинающих мастеров.
- Если требуется стыковая сварка труб из полиэтилена, то лучшим выбором станут литые фитинги – спиготы, в которых нет нагревательных элементов.
- Когда производится соединение – переход со стальной трубы на сшитый полиэтилен, используют стальные фланцы с полиэтиленовой втулкой под них.
Подготавливаясь к монтажу, нужно не забывать о переходниках, без которых не обойтись при соединении труб разного диаметра или при подключении магистрали к счетчикам или к распределительному элементу.
Список источников
- trubarik.ru
- propolyethylene.ru
- homeli.ru
- InfoTruby.ru
- montagtrub.ru
- docplan.ru
- files.stroyinf.ru
- StrojDvor.ru
- lab-electro.ru
- canalizator-pro.ru
- netholodu.com