
Электромуфтовые аппараты для сварки ПНД труб
Сварка ПНД труб сделанная своими руками возможна с помощью электромуфтового соединения. При такой сварке применяются специальные фасонные части, в которые вмонтированы при изготовлении нагревательные элементы. Это могут быть отводы, седла, тройники и заглушки. Для соединения изделий с закладными нагревателями необходимы специальные электромуфтовые аппараты самой различности степени сложности и оснащенности.
Если вы хотите использовать полиэтиленовые трубы и не обременять себя поиском подходящего оборудования, то можно приобрести трубы ПЭ. Они предназначаются для внутреннего и наружного водопровода, канализации, водостока. Малые диаметры таких труб (до 63 мм) можно собирать с использованием латунных или полипропиленовых фитингов с резиновыми кольцами для уплотнения.
Если вы решили самостоятельно заменить или смонтировать по новой систему водоснабжения или отопления, используя пластиковые изделия, то это будет вам вполне по плечу. Но для успешного выполнения задачи необходимо ознакомиться с основными принципами соединения выбранных труб и обязательно проконсультироваться с профессионалами.
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, “теплого пола”, канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления – 1,6 МПа. Для горячего водоснабжения и отопления – PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера – 20, 25, 32, 40 мм.  Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями – стальными узлами, кранами, фильтрами, смесителями, счетчиками – полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Преимущества и недостатки труб ПНД
Полиэтилен низкого давления – органический полимер этилена. Обозначается РЕ или ПЭ. Имеет белый цвет (тонкослойные изделия – прозрачны). Понятие «полиэтилен низкого давления» не имеет отношения к плотности материала или условиям эксплуатации, а характеризирует условия производства.
Трубы ПНД красят в черный, серый, синий или черный с синими полосками цвет. Синий цвет или синяя полоска обозначает, что трубы можно использовать для трубопроводов питьевой воды.
Сфера применения ПНД – для водопроводов холодной воды, некоторых агрессивных сред (за исключением разбавленной азотной кислоты), канализационных систем. Диаметры доходят до 1600 мм. Очень широко распространены для трубопроводов холодной воды и канализации.
Преимущества ПНД как материала для трубопроводов:
- долговечность – первые пластиковые трубопроводы из ПНД уже отработали более 50 лет;
- небольшая цена;
- морозостойкость – выдерживают замерзание с водой зимой и оттаивание весной и сохраняют целостность;
- химическая инертность – стоек даже к концентрированным щелочам и кислотам; вода в трубах не приобретает неприятного запаха или привкуса;
- коррозионная стойкость;
- гладкие стенки с малой адгезией препятствуют оседанию на стенках солей;
- безвредность для человека;
- экологичность – безвредное производство, легкая утилизация;
- прочность;
- гибкость – легко гнется (при нагреве можно согнуть даже руками);
- высокая ударная вязкость, пластичность и, как следствие, стойкость к гидравлическим ударам, отсутствие хрупкости, способность восстанавливаться после деформации;
- простое обслуживание – пластик легко мыть, он не нуждается в регулярной окраске и антикоррозионной обработке;
- небольшой вес облегчает перевозку, складывание, монтаж;
- легко монтируются – нет необходимости в сложном оборудовании (например, сварочном аппарате); легко режутся; легко стыкуются разными способами.
Недостатки ПНД:
- самый «неудобный» недостаток – слабая устойчивость к ультрафиолету. ПЭ разрушаются на свету и неприменим к открытой прокладке на свету под открытым небом. Конечно, можно прокладывать в чехлах и коробах – но это лишние затраты и потери времени; впрочем, 2-3 сезона в огороде трубы «проживут»
- невысокая термостойкость – ПЭ трубы можно использовать только для холодной воды и при температуре максимум до 60°С (в отличие от полипропиленовых и труб из сшитого полиэтилена, которые можно применять для систем отопления), как следствие – длинные подвешенные участки трубы из РЕ иногда провисают в жару;
- не очень высокая эстетичность – не в наших вкусах черно-полосатые или черные трубы в ванных и кухнях;
- рабочее давление до 20 МПа ограничивает применение полиэтилена в промышленности;
- армированные трубы имеют меньшую гибкость.
Рекомендации для проведения качественной сварки
Для того чтобы качественно сварить полиэтиленовый трубопровод недостаточно хорошего оборудования и навыков работы с полимерами. Ошибки могут быть уже на этапе закупки материалов.
Для качественной сварки полиэтиленового трубопровода следует придерживаться следующих правил:
- Трубы, фитинги следует приобретать от одного производителя. Лучше если это будут заводские материалы уже известных производителей. Расхождение в производителе чревато несовпадением диаметров труб, неоднородностью органического полимера. Несмотря на то, что полиэтилен получают одинаковыми способами, разнородность материала может быть даже у разных партий одного производителя.
- Трубы и фитинги от разных брендов могут иметь расхождение во времени нагрева. Перегрев одного из элементов оплавит деталь и сделает соединение бракованным.
- Чистота при проведении работ очень важна. Попадание в место сварочного стыка пыли, взвешенных частиц, песка или следов масляных элементов сделает соединение неспособным выносить нагрузки.
- Обязательно соблюдение полной неподвижности свариваемых деталей до их полного остывания.
Аппарат для раструбного сварочного соединения
Главной деталью подобного оборудования является головка нагрева. На ней закрепляются два нагревательных элемента типа насадок, дорна и гильзы.
Сварочный аппарат для раструбного соединения ПНД труб применим для изделий малого диаметра
Дорн расплавляет внутреннюю поверхность соединительной муфты, а гильза предназначена для плавки наружной поверхности конечной части ПНД трубы.
Диаметры этих аксессуаров лежат в пределах 16 ≤ D ≤ 40 мм. Для выполнения сварочного соединения ПНД элементов трубопровода насадки подвергают предварительному нагреву до температуры +220˚С. Затем на каждую из них с усилием насаживают конец трубы и соединительную муфту. После достижения требуемой степени нагрева, муфта и конец снимается с насадок, и стыкуются под давлением. Дав полиэтилену остыть, такую же операцию необходимо провести с другим концом.
Раструбное сварочное соединение применяется чаще всего внутри помещений. При этом диаметр должен быть не более 40 мм. Для работы с большими сечениями используется сварочный аппарат, оснащённый устройством для центровки.
Обзор ручных аппаратов для электромуфтовой сварки от ведущих производителей
На мировом рынке наибольшей популярностью пользуется оборудование для проведения подобных работ от таких фирм, как Rothenberger, Ritmo и DYTRON.
В нижерасположенной таблице представлены наиболее популярные модели вышеуказанных компаний.
Таблица 2
| Бренд | Модель | Мощность нагревателя, Вт | Масса, кг | Диаметры свариваемых труб, мм |
| Ritmo | Prisma 90 | 1000 | 54 | 20-90 |
| Prisma 125 | 1400 | 100 | 25-125 | |
| Rothenberger | ROVELD P 63 | 800 | 1,8 | 60,53,40,32,25,20 |
| ROVELD P 40 | 650 | 1,0 | 40,32,25 20 | |
| ROVELD P 125 | 1300 | 7,5 | До 125 | |
| ROVELD P 110 | 1300 | 2,2 | 110,30,75 | |
|
DYTRON |
POLYS P-4a 850W Trace Weld | 850 | 1,6 | 16-75 |
| POLYS P-4a 650W Trace Weld | 650 | 1,3 | 16-63 | |
| POLYS P-4a 1200W Trace Weld | 1200 | 1,8 | 16-125 | |
| Dytron 500W POLYS P-1b | 500 | 1,3 | 16-40 | |
| Dytron 850W POLYS P-1b | 850 | 1,6 | 16-75 | |
| Dytron 650W POLYS P-1b | 650 | 1,3 | 16-63 |
Rothenberger (Германия). Основание этого бренда датируется 1949-м годом. Более чем полувековая напряженная и плодотворная работа специалистов вывела компанию Rothenberger, поначалу являвшейся небольшой фирмой, в категорию мировых гигантов. Представительства данного бренда открыты в 25 государствах мира, включая те страны, в которых работают 14 заводов Rothenberger. А, по мнению экспертов, логотип этой компании на продукции означает надёжность и высочайшее качество.
От того, насколько качественное оборудование используется для сварки, зависит надежность соединения и удобство проведения работ
Ritmo (Италия). История данного бренда началась относительно недавно – в 1979 году. А сейчас он уже входит в число ведущих мировых компаний, специализирующихся в сфере технологий обработки пластмасс. Инженеры Ritmo создают высококачественную продукцию, соответствующую строгим международным и национальным стандартам (EEC, ISO,UNI). Высокая степень организации бизнеса обеспечивается постоянным анализом специалистами компании положения дел в данном сегменте мирового рынка. Линейка продукции бренда Ritmo включает полный ассортимент оборудования и инструмента для раструбной, электромуфтовой и стыковой сварки.
DYTRON (Чехия). Год основания компании – 1992. В списке её товарных позиций присутствуют как мобильные устройства, так и ручные модели для реализации стыкового сварочного соединения пластиковых труб. И с каждым годом ассортимент компании DYTRON пополняется новыми образцами.
Покупка любого такого аппарата обеспечит надёжность результатов выполненной ручной электромуфтовой сварки.
https://youtube.com/watch?v=Uvy5UABOm3w
Способы соединения
Популярность ПНД труб обусловлена, помимо всего прочего, простотой их монтажа. Соединение выполняется двумя основными методами:
- разъёмным;
- неразъёмным.
Для реализации первого используются соединительные детали. Второй же предполагает использование аппарата для сварки ПНД труб. Как показывает практика, именно этот способ даёт лучшие результаты. Полученные в ходе сварки швы являются абсолютно герметичными и самыми прочными.
Эта технология в свою очередь бывает двух видов. Рассмотрим их несколько подробнее.
Электромуфтовой метод. Здесь используется специальная полиэтиленовая муфта со встроенными электрическими спиралями. Их концы выводятся и подключаются к специальному аппарату для электромуфтовой сварки ПНД труб. Он создаёт напряжение и по спиралям начинает протекать электроток. В результате деталь нагревается до необходимой температуры, а её поверхность плавится и увеличивается. Расплавленный полиэтилен, будучи ограниченным в пространстве внутренним диаметром электромуфты, подвергается воздействию требуемого для сварки давления. Далее аппарат можно отключить.
При электромуфтовой сварке трубы часто фиксируются ремнями, чтобы не произошло смещения во время нагрева
Прежде, чем начать непосредственно электромуфтовую сварку, торцы изделий необходимо тщательно очистить и обезжирить. Такую технологию принято использовать при ремонте отводов и создании врезок в уже существующую систему. Её особенностью является обеспечение неподвижности соединяемых деталей во время электромуфтовой сварки и до момента их полного остывания.
Стыковая сварка. Данный способ реализуется с применением специального аппарата для сварки ПНД труб. Сам процесс состоит из нескольких этапов:
- очистка торцов изделий от загрязнений с последующим их обезжириванием;
- нагрев кромок до вязкого состояния с помощью специального ТЭНа;
- соединение под давлением.
Дав швам остыть, можно вводить трубопровод в эксплуатацию. Критичными для стыковой сварки являются следующие параметры:
- время нагревания;
- температура;
- высота оплавления торцов;
- уровень давления на соединяемые поверхности.
При сварке «встык» трубы жестко фиксируются специальным аппаратом, который после разогрева торцов сильно прижимает их друг к другу
Инструкции по монтажу полиэтиленовых труб
Для соединения полиэтиленовых труб с элементами водопровода могут использоваться такие соединения:
- неразъемные;
- разъёмные.
Неразъёмные соединения получаются путем припаивания труб друг к другу или к специальным сварным фитингам. Этот способ дешев, но получаемые при этом конструкции часто получаются громоздкими. Использование неразъемных соединений оправдано при монтаже подземных стационарных водопроводов.
Для сборки временных систем из полиэтиленовых труб, а также при отсутствии сварочного оборудования можно использовать резьбовые компрессионные фитинги, монтаж которых будет рассмотрен далее.
Присоединение трубы к компрессионному фитингу
Стоят компрессионные фитинги дороже сварных моделей, но являются разборными и простыми в эксплуатации. Рекомендации по их монтажу рассмотрены в нижеприведенной пошаговой инструкции.
Шаг первый – внешний осмотр и обрезка
Сборка системы из полиэтиленовой трубы и пластикового компрессионного фитинга начинается с их ревизии на предмет наличия трещин и глубоких царапин. Дефектный участок трубы лучше сразу обрезать.
Резать полиэтиленовую трубу можно и ножом и специальным труборезом. В итоге должен получиться идеально перпендикулярный срез без зацепов и волн. Для удаления неровностей краев можно приобрести ручной торцеватель.

Видов труборезов много, но все они имеют широкое основание, которое обеспечивает строго перпендикулярное положение трубы относительно режущего элемента
Шаг второй – одевание элементов фитинга на трубу
Сначала на шланг одевается зажимная гайка, потом цанга, затем зажимное кольцо, а в конце натягивается резиновая прокладка.
Комплектация фитинга может быть различной, поэтому важно запомнить последовательность его элементов при раскручивании, чтобы правильно одеть их при сборке соединения
Конец трубы до упора вставляется в корпус фитинга, а надетые на шланг элементы подсовываются к резьбе. После этого зажимная гайка плотно закручивается руками. При наличии цепного ключа можно поджать соединение им.
Спешить с закручиванием зажимной гайки не стоит – она может перекоситься. При тугом ходе лучше лишний раз раскрутить соединение и повторить процесс сборки.
После монтажа фитинга стоит проверить герметичность соединения. В случае протекания можно легко перекрутить гайку, поправив элементы конструкции.
Врезка седелки в трубу
При необходимости сделать ответвление от полиэтиленовой трубы не обязательно покупать тройник. Будет достаточно просверлить в ней отверстие и поставить седелку. Как это сделать, будет разобрано в пошаговой инструкции.
Шаг первый – подготовка
Первоначально нужно осмотреть соединяемые изделия на отсутствие царапин и трещин и протереть их поверхность влажной тряпкой.
Шаг второй – сборка зажима
Одеть на трубу обе части хомута, закрутить его гайки ключом. Целью процедуры является жёсткая фиксация седелки.

Существуют седелки, которые можно устанавливать под работающим водопроводом. Они имеют встроенный механизм, просверливающий отверстие без разгерметизации конструкции
Шаг третий – сверление
В центре отверстия седелки наметить точку, а по краям фитинга сделать маркером полоски для запоминания его положения. Раскрутить седелку и снять её части. Просверлить полиэтиленовую трубу в намеченном месте с помощью сверла требуемого диаметра.

Существуют сверла в оболочке, которые позволяют делать отверстия в трубах и углублениях без риска повредить окружающие стенки
Шаг четвертый – сборка седелки
Вычистить ПЭ трубу внутри от стружки и убрать возможные зацепы с краев просверленного отверстия. Приложить, согласно начерченным ранее меткам, части фитинга к трубе и сильно затянуть фиксирующие гайки.

Простые сиделки могут не комплектоваться зажимным механизмом для присоединения трубы. В таком случае резьбу присоединяемого фитинга или трубы рекомендуется обмотать фум-лентой
При вкручивании в сиделку трубы или фитинга можно намотать несколько слоев фум-ленты.
Часть седелки с выходным отверстием может иметь со стороны трубы канавку для уплотнительного резинового кольца. Поэтому, при наличии уплотнителя, необходимо подложить его между трубой и фитингом.
Если же вам на определенном участке трубопровода требуется согнуть трубу, то рекомендуем это сделать по инструкции, приведенной здесь.
Важно!
Не каждый стыковой сварочный аппарат может варить газовые трубы. Это зависит от нескольких факторов:
Во-первых, аппарат должен быть гидравлическим, так как от силы сжатия зависит прочность стыка и величина максимально допустимого давления транспортируемой жидкости. Ручные механические аппараты годятся для сварки только водопроводных труб, тем более, чем выше диаметр труб у механических аппаратов, тем меньшее показатель сжатия на стык и тем меньше максимальное давление потоков транспортируемой жидкости.
Во-вторых, сварочный аппарат должен иметь блок протоколирования всего сварочного процесса.
Способы соединения полиэтиленовых труб
При помощи разных способов получают разъемные и однородные соединения. Фланцевый применяется для монтажа ПНД большого диаметра с толстыми стенками, когда необходимо перейти к резьбовому соединению:
- с запорной арматурой;
- переходниками;
- клапанами,
- распределительными устройствами.
Другой способ получения разборного соединения – использование компрессионных фитингов. Обжимные резьбовые устройства используются при сборке водопроводных систем небольшого диаметра.
Высокотемпературные технологии основаны на методе диффузионного сцепления: пластик в месте соединения нагревается до температуры плавления. Сварка ПЭ труб широко применяется при монтаже водных сетей любого диаметра. Герметичное неразъемное соединение получают тремя способами:
- сваркой встык, когда торцы соединяют без использования дополнительных уплотнителей;
- в раструб, один конец делает чуть больше, получается кольцевое соединение двух поверхностей;
- с использованием электромуфт, они расплавляются в районе стыка, образуют диффузное соединение большой площади.
Стыковой метод
Сварка полиэтиленовых труб большого диаметра чаще делается стыковым методом. Концы располагают в специальных зажимных устройствах, выравнивающих трубы по направляющим. С помощью специальной пилы торцы выравниваются, плотно соединяются. Электронагреватель размягчает полиэтилен, когда он становится вязким, торцы сжимаются с определённым усилием, чтобы обеспечить герметичность.
Для сварки полиэтиленовых труб встык нужно специальное электрооборудование. Сварочный аппарат оснащен регулятором температуры нагрева пластика. Стыковой сваркой ПНД труб монтируют магистрали. Прочный шов не уменьшает гибкость водоводов.
Электромуфтовый способ
Высокотемпературное фитинговое соединение применяется там, где нет возможности соединить ПНД стыковым методом. Для электромуфтовой сварки труб ПНД нужен только переносной блок питания. Электромуфту подключают за клеммы, разогретый пластик плотно облегает стык
При муфтовом соединении важно не передержать провода на клеммах и оцентровать концы перед заправкой в нагревающийся фитинг, чтобы исключить перекос магистрали. Фитинги бывают с открытой и закрытой спиралью, различаются по диаметру и длине
Сварка враструб
Этот метод используется при монтаже ПНД небольшого диаметра, применим в домашних условиях. При раструбной сварке полиэтиленовых труб нужны фитинги, в которые будут вставлять концы. Соединение враструб удобно использовать, когда в системе много поворотов, тройниковых стыков. Монтаж осуществляется сварочным аппаратом – паяльником. Одновременно нагревается наружная поверхность трубы и внутренняя часть фитинга. Когда пластик достигает температуры пластичности, части соединяются с усилием, чтобы во время сварки сцепление происходило во всей нагретой поверхности
Важно соблюдать температурный режим, чтобы поверхность прогревалась только на определенную глубину
Электромуфтовое оборудование
 В случае термической сварки ПП труб электромуфтой обеспечивается удобство проведения сварных работ на ограниченных пространствах.
В случае термической сварки ПП труб электромуфтой обеспечивается удобство проведения сварных работ на ограниченных пространствах.
Способ позволяет получать качественное соединение пластиковых труб в любых стеснённых условиях. Применение этого оборудования оправдано при проведении ремонтно-восстановительных работ на разветвлённых сетях действующих трубопроводов.
Для сваривания труб из полиэтилена этим методом необходимо иметь представление о том, как устроен инструмент для сварки трубных заготовок.
Механизмы этого класса изготавливают в виде особой муфты со встроенными в неё электрическими спиралями, рассчитанной на обработку пластиковых труб произвольного диаметра.
Работают они по принципу нагрева вставляемых в муфту торцевых частей заготовок и сжатия их при достижении заданной температуры.
После подачи питающего напряжения на муфту её нагреватель обеспечивает повышение температуры материала в зоне стыка до заданного значения и способствует его расплавлению.
При этом располагающиеся под муфтой торцы полиэтиленовых заготовок также расширяются, передавая избыточное давление на сам стык. По мере остывания места сварки (после снятия питающего напряжения с прибора) сформировавшийся шов постепенно застывает и образует надёжное буртовое соединение.
Сварка полипропилена собственными руками: выбор оборудования
Форма инструмента
Паяльники для сварки полипропиленовых изделий разделяются по форме рабочего органа на стержневые и мечевидные (плоские). Исходя из собственного опыта, могу сказать, что стержневым паяльником удобнее выполнять работы в стесненных труднодоступных местах.
Мощность паяльника
Мощность инструмента приблизительно можно подобрать, исходя из простого расчета. Для этого нужно умножить диаметр трубы в мм, которую вы собираетесь паять, на 10. Например, для сварки изделия диаметром 50 мм достаточной является мощность, равная 500 Вт.
Качество и функционал
Качественные паяльники профессионального ряда имеют электронную регулировку, что позволяет достичь хорошей точности установки температуры нагрева. Звуковая сигнализация дает возможность контроля за процессом во всех трех режимах: нагрева, соединения, фиксации.
Насадки для паяльников
Насадки для паяльника имеют покрытие двух разновидностей: тефлоновое и металлизованное тефлоновое. Последнее имеет более высокие прочностные характеристики. Однако, если с тефлоновой насадкой обращаться бережно – аккуратно складывать инструмент в футляр, протирать трубы и фитинги перед сваркой спиртом или другим обезжиривателем – срок ее службы будет довольно длительным.
Производители оборудования для сварки пластиковых материалов
Сварка пластиковых труб своими руками, конечно, будет значительно облегчена при использовании качественного оборудования. Самым желательным, но и самым дорогим вариантом являются паяльники чешского производства. Турецкие и российские модели гораздо дешевле, по эксплуатационным характеристикам несколько ниже чешских, но для использования в быту они являются вполне приемлемым вариантом. Зачастую негативные отзывы получали модели, которые при тщательной проверке оказывались китайскими подделками. О китайских паяльниках можно сказать одно – самые дешевые, годятся исключительно для краткосрочного, редкого применения.
Дополнительный инструмент
 Проведение термической сварки пластиковых труб невозможно без дополнительного инструментального набора, в состав которого должны входить следующие наименования.
Проведение термической сварки пластиковых труб невозможно без дополнительного инструментального набора, в состав которого должны входить следующие наименования.
Во-первых, труборез или специальный механизм в виде гильотины, предназначенный для разрезки цельной покупной пластиковой трубы на отрезки требуемой длины.
Во-вторых, это так называемый «калибровщик», посредством которого восстанавливается форма стыковой части полиэтиленовых труб после их обрезки.
Далее следует фаскосниматель, применяемый при работе с торцевыми скосами трубных заготовок и обеспечивающий придание им требуемой формы.
И, наконец, к дополнительному инструменту следует отнести набор насадок различного размера (калибра), используемых для перераспределения температур в зоне сварки пластиковых заготовок.
В заключение необходимо напомнить о том, что при сварке полиэтиленовых труб невозможно обойтись без таких традиционных измерительных приспособлений, как рулетка и обычная метрическая линейка.
Помимо этого, для очистки п поверхностей следует запастись мягкой фланелью или ветошью, с помощью которых можно будет удалять пыль и грязь с подготавливаемых к сварке пластиковых заготовок.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.

Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.

Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Технология и поэтапный процесс сваривания
- Предварительно зачищают торцевые поверхности, снимают все заусеницы, выравнивают срез. После этого пластик хорошо обезжиривают.
- Торцы труб после стыковки фиксируют в центраторе, допустимый зазор – 3 мм.
- В месте шва устанавливают разогретое сварочное зеркало; его нагревают, выставляя температурный режим согласно технологии, значение находят по таблицам, прилагаемым к инструкции зеркала.
- Концы с силой прижимают к горячему зеркалу.
- Затем ослабляют зажим центратора, вынимают паяльник.
- Разогретые поверхности сжимают с усилием, производится оно руками, рычажным или гидроусилителем.
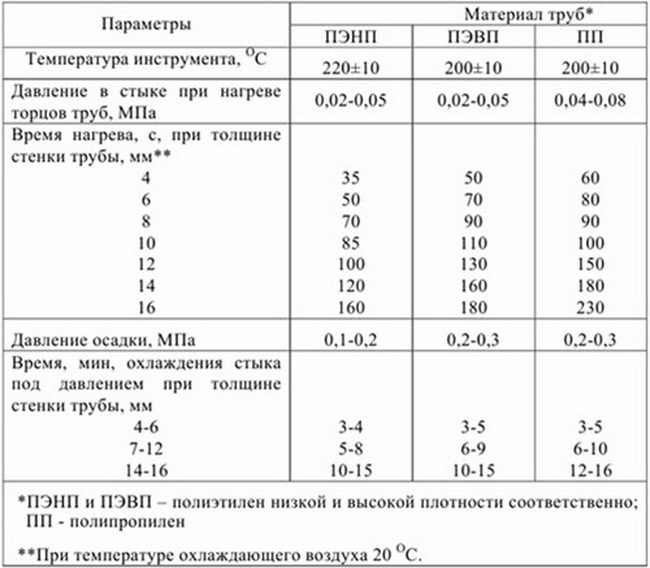 Таблица сваривания полиэтиленовых труб
Таблица сваривания полиэтиленовых труб
Сходства и отличия различных моделей аппарата для электромуфтовой сварки ПНД труб
Роднит все эти устройства небольшая масса и низкое энергопотребление. Современные модели такого оборудования предоставляют возможность работать даже с образцами минимальных размеров в автоматическом режиме. Объясняется это тем, что в конструкцию аппарата для электромуфтовой сварки входит микропроцессор, который выполняет регулировку параметров, протоколирует данные и позволяет выявлять все недочёты в работе.
А вот основные их отличия заключаются в следующем:
1. Тип и диаметр фитингов, с которыми способен работать аппарат. Вид муфты определяется размещением нагревательной спирали. Она бывает закрытой или открытой. Фитинг крупного диаметра может применяться совместно с обжимными пластинами. Последние предназначены для возврата деформированным при резке торцам первоначальной формы.
2. Набор опций контроля хода рабочего процесса. На поверхность электромуфты, как правило, наносится штрих-код, содержащий сведения о её характеристиках. С помощью штрих-сканера (данное устройство входит в комплект аппарата, предназначенного для электромуфтовой сварки ПНД труб) код считывается. После этого полученные данные автоматически или вручную вносятся во внешнюю память микропроцессора, который на их основе и задаёт режим работы.
Профессиональные машины для сварки управляются при помощи компьютера
На дисплее аппарата отображается информация о продолжительности процесса, температуре нагрева, напряжении, силе тока и проч. Все эти данные сохраняются в памяти такого современного оборудования. В большинство моделей входит система, сигнализирующая о старте либо о завершении процесса.
3. Количество производственных режимов. Применение подобных аппаратов обусловливает необходимость применения большого количества расходных материалов, что удорожает работы. Но это компенсируется следующими факторами:
- простота метода;
- возможность выполнения сварки в труднодоступных местах.
Именно поэтому модели такого типа применяются чаще всего при ремонте трубопроводов. Профессионалы выделяют ещё одно серьёзное преимущество данного метода. Кратко оно формулируется так: возможность сваривания ПНД труб не только разного диаметра, но и изготовленных из полимеров разных марок.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склеивания труб можно узнать из следующих видеороликов:
Видео #1. Как правильно паять трубы:
Видео #2. Сборка водопровода без пайки:
Работы по самостоятельной состыковке полипропиленовых труб даже у начинающего мастера не должны вызвать особых сложностей. Нужно лишь четко и добросовестно выполнять все технологические нормы. И тогда собственноручно собранный трубопровод будет радовать вас беспроблемной работой.
Пишите, пожалуйста, комментарии в расположенном ниже блоке. Задавайте вопросы по спорным моментам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты с собственным мнением, размещайте фотоснимки по теме статьи.
Список источников
- sovet-ingenera.com
- kachestvolife.club
- montagtrub.ru
- InfoTruby.ru
- elsvarkin.ru
- svarkaprosto.ru
- svaring.com
- TrubaMaster.ru














