Капиллярный метод
 Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Данный способ контроля использует свойство жидкости затягиваться в очень мелкие капилляры. Быстрота и степень проникновения внутрь материала связана с его смачиваемостью и диаметром капилляров. Больше смачивается сплав и тоньше капилляры – глубже проникает жидкость.
Капиллярный способ контроля качества шва позволяет иметь дело не только с любыми металлами, но и с керамикой, пластмассой, стеклом. Главное его применение связано с проявлением внешних изъянов, которые невозможно или трудно определить невооруженным глазом. Иногда, используя, к примеру, керосин, можно обнаружить сквозные дефекты.
Способ очень простой, работает со времен возникновения потребности проверки сварочных швов. Для него даже разработан специальный ГОСТ 18442-80.
В капиллярном методе контроля качества сварки используют пенетранты – вещества, имеющие малое поверхностное натяжение и сильный цветовой контраст.
Проникая в дефектные зоны, и подсвечивая их, пенетранты визуализируют изъяны сварки. Их делают на основе воды, керосина, масла для трансформаторов и прочих жидкостей.
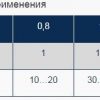
Наиболее чувствительные пенетранты могут проявить дефекты диаметром от 0,1 микрона. Капиллярный метод контроля качества сварки эффективен для дефектов до 0,5 мм шириной. При больших диаметрах пор или трещин он не работает.
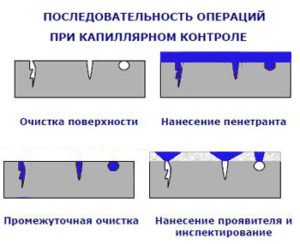
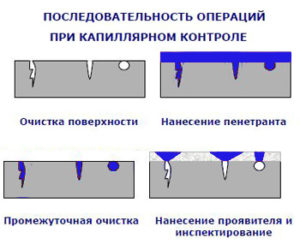
Способ с применением пенетрантов заключается в очистке поверхности, нанесении контрольной жидкости и проявлении изъянов. Очень эффективен способ контроля сварных соединений с помощью керосина.
Несмотря на разнообразные приборы контроля качества сварки, проверку этим способом используют до сих пор. С одной стороны наносят раствор мела, дают время для сушки, затем с другой стороны шов смазывается керосином. Бракованные места проявляются через несколько часов в виде темных пятен.
Обозначение на чертеже
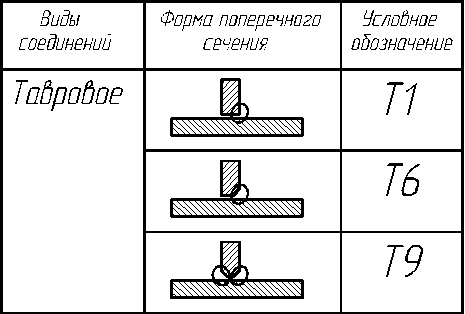
По стандартам для всех видов сварки на чертежах тавровое соединение обозначается буквой Т, далее идет классификационный номер шва, предполагающий тип его создания. Для наглядности все условные обозначения сведены в таблице.
| Обозначение углового шва | Вид углового шва | Скосы кромок |
| Толщина свариваемых деталей от 2 до 40 мм | ||
| Т1 | Односторонний простой. | — |
| Толщина свариваемых деталей от 15 до 100 мм | ||
| Т2 | Односторонний прерывистый. | — |
| Т3 | Двухсторонний. | — |
| Т4 | Двухсторонний с шахматным расположением. | — |
| Толщина свариваемых деталей от 30 до 120 мм | ||
| Т5 | Двухсторонний прерывистый. | — |
| Толщина свариваемых деталей от 3 до 60 мм | ||
| Т6 | Односторонний; | скошена со стороны шва. |
| Т7 | Двухсторонний; | скошена с одной стороны. |
| Толщина свариваемых деталей от 8 до 100 мм | ||
| Т8 | Двухсторонний; | криволинейно скошена с одной стороны на 2/3 толщины детали. |
| Т9 | Двухсторонний; | симметричные с 2 сторон. |
| Толщина свариваемых деталей от 12 до 100 мм | ||
| Т10 | Двухсторонний; | симметричные с 2 сторон. |
| Т11 | Двухсторонний; | симметричные с 2 сторон криволинейно скошенные. |
Криволинейные скосы с неровной поверхностью обеспечивают формирование сложного шовного валика таврового стыка. При шахматной укладке величина второго зазора больше, чем первого. При двухсторонней разделке кромок образуется прочное тавровое соединение, работающее на излом.
Виды тавровых швов, указанные в таблице, применяются при монтаже различных сварных конструкций. Существует система дополнительных знаков, обозначающих дополнительную обработку швов, размер катета, длину провариваемого участка. Эта информация указывается на выносных стрелках.
Процесс сварки трубы отопления
Прежде чем сваривать трубы отопления электросваркой их нужно прихватить между собой в нескольких местах, чтобы зафиксировать в нужном положении. Если диаметр не превышает 30 см достаточно четырех точек длиной по 5 см, расположенных крестообразно. Трубы большего размера прихватываются с интервалом 25 — 30 см по окружности. Прихватка выполняется теми же электродами, которыми будет свариваться стык.
На стык накладывается непрерывный шов, продвигая электрод вдоль стыка до полного соединения заготовок. Для глубокого прогрева металла его наклоняют под углом 30 — 60˚ назад, заставляя сварочную ванну двигаться за ним. Для поверхностного прогрева положение меняется на противоположное.
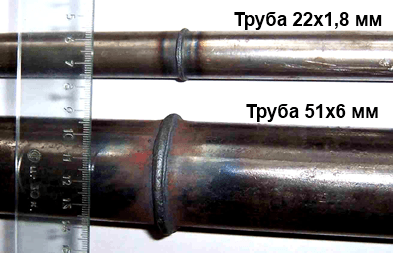
Если толщина стенок не превышает 6 мм, накладываются два шва, один поверх другого. Металл до 12 мм сваривается тремя слоями. При стыковке толстостенных труб отопления накладываются четыре и более шва. Перед наложением следующего слоя нужно дождаться остывания предыдущего и удалить с него шлак.
При сварке поворотного стыка, когда меняется направление трубопровода полезно пользоваться специальным вращателем. С его помощью заготовки закрепляются в нужном положении, обеспечивая свободный доступ к стыку со всех сторон. Если такого приспособления нет, на доступную часть окружности накладывают два шва. Затем трубу поворачивают вручную и поэтапно сваривают остальные участки. Сварку неповоротного стыка начинают снизу, продвигая электрод вверх.
Выбор оборудования и электродов
 Сварку металлических труб и конструкций из ПНД осуществляют разными приспособлениями. Нужно учесть мощность аппарата, диаметр изделий, которые будут соединяться, а также объем выполняемых работ. Электроды имеют неплавящуюся и плавящуюся сердцевину.
Сварку металлических труб и конструкций из ПНД осуществляют разными приспособлениями. Нужно учесть мощность аппарата, диаметр изделий, которые будут соединяться, а также объем выполняемых работ. Электроды имеют неплавящуюся и плавящуюся сердцевину.
От типа внешней оболочки зависит сфера применения изделия:
- Целлюлозная (С). Такие элементы требуются при соединении труб крупного сечения для газотранспортных или водопроводных магистралей.
- Рутилово-кислотная (RA). Электроды применяются для систем отопления и водопроводов из металла.
- Рутиловая (RR). При их использовании можно получить аккуратные сварочные швы. Применяется оно для угловых соединений, при наваривании дополнительных слоев.
- Рутилово-целюллозная (RС). Востребованы при исполнении вертикального шва.
- Основная (В). Такие приспособления универсальны, так как их можно применять при сварке труб при отрицательных температурах воздуха, а также для соединения тонкостенных труб.
От правильности подбора электродов зависит механическая прочность соединения и срок службы трубопровода.
Особенности разметки заготовок

Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры.
Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы.
При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический крен.
Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму.
Условное изображение сварных швов на чертежах согласно ГОСТ 2.312-72 “Условные изображения и обозначения швов сварных соединений”
В соответствии со стандартом ГОСТ 2.312-72 для условного изображения сварного шва независимо от способа сварки используется два типа линий: сплошная, если шов видимый или штриховая, если шов невидимый.
На линию шва указывает односторонняя стрелка.
Стрелка может выполняться с полкой для размещения условного обозначения шва и при необходимости вспомогательных знаков. Условное обозначение размещают над полкой, если стрелка указывает на лицевую сторону сварного шва (т.е. если он видимый), или под полкой, когда шов расположен с обратной стороны (т.е. если шов невидим). При этом, за лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку. За лицевую сторону двухстороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва. За лицевую сторону двухстороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона.
Вспомогательные знаки.
| Вспомогательный знак | Описание | Шов видимый | Шов невидимый |
|---|---|---|---|
| Шов выполнить при монтаже изделия (монтажный шов). | |||
| Шов по замкнутой линии. | |||
| Шов по незамкнутой линии. | |||
| Шов прерывистый с цепным расположением. | |||
| Шов прерывистый с шахматным расположением. | |||
| Снять выпуклость шва. | |||
| Наплывы и неровности шва обработать с плавным переходом к основному металлу. |
На приведенной ниже схеме показана структура условного обозначения стандартного сварного шва.
Буквенно–цифровое обозначение шва по соответствующему стандарту представляет собой комбинацию состоящую из буквы определяющей тип сварного соединение и цифры указывающей вид соединения и шва, а также форму разделки кромок. Например: С1, Т4, Н3.
Для обозначения сварных соединений используются следующие буквы:
- С – стыковое;
- У – угловое;
- Т – тавровое;
- Н – нахлесточное;
- О – особые типы, если форма шва не предусмотрена ГОСТом.
Условные обозначения швов для некоторых способов сварки представлены в таблице:
| Стандарт | Соединение | Условные обозначения швов |
|---|---|---|
| ГОСТ 5264-80. Швы сварных соединений, ручная дуговая сварка | Стыковое | С1 – С40 |
| Тавровое | Т1 – Т9 | |
| Нахлесточное | Н1 – Н2 | |
| Угловое | У1 – У10 | |
| ГОСТ 14771-76. Швы сварных соединений, сварка в защитных газах | Стыковое | С1 – С27 |
| Тавровое | Т1 – Т10 | |
| Нахлесточное | Н1 – Н4 | |
| Угловое | У1 – У10 |
Обозначения способа сварки (А, Г, УП и другие) указывается в стандарте, по которому выполняется указанный на чертеже процесс сварки.
Условные обозначения некоторых способов сварки представлены ниже, например:
- А – автоматическая сварка под флюсом без применения подкладок и подушек и подварочного шва;
- Аф – автоматическая сварка под флюсом на флюсовой подушке;
- ИН – сварка в инертных газах вольфрамовым электродом без присадочного металла;
- ИНп – сварка в инертных газах вольфрамовым электродом, но с присадочным металлом;
- ИП – сварка в инертных газах плавящимся электродом;
- УП – сварка в углекислом газе плавящимся электродом.
Полезные советы и возможные ошибки
Чтобы правильно варить трубы отопления не следует пренебрегать рекомендациями специалистов:
- сварку труднодоступных мест удобней проводить согнутым электродом, используя зеркальце для контроля;
- при смене электродов шов продолжается с накрытием в 1,5 см уже наложенного;
- качество сварного соединения улучшится, если верхний шов выполнять в обратную сторону от нижнего, заканчивая его в другом месте;
- прямая полярность при сварке постоянным током обеспечивает лучший прогрев металла, чем обратная.
Причиной появления дефектов часто становится невнимательность новичков и самоуверенность опытных сварщиков. Например, даже незначительное отклонение шва в сторону приводит к нарушению герметичности соединения. Изменение длины дуги во время сварки заканчивается образованием пустот и непроваров
Новички не замечают этих нюансов, а опытные считают, что на такие мелочи не стоит обращать внимание. По независящим от сварщика причинам дефекты образуются из-за некачественного оборудования и материала труб
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.
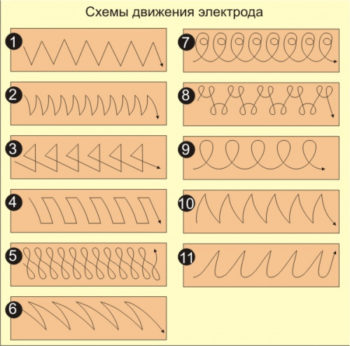 Примеры схем движения электрода.
Примеры схем движения электрода.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
Причины:
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
11.5. Измерение твердости
11.5.1. Измерение твердости проводится для
сварных соединений (стыковых, приварки штуцеров) трубопроводов, изготовленных
из хромокремнемарганцовистых, хромомолибденовых, хромомолибденованадиевых,
хромомолибденованадиевовольфрамовых сталей.
Назначение
методов дефектоскопии сварных соединений трубопроводов
|
Толщина стенки трубы, мм |
Класс стали |
Дефекты, выходящие на поверхность |
Внутренние дефекты |
|||
|
основные методы |
заменяющие |
основные методы |
заменяющие методы |
|||
|
от 6 до 50 |
от 2,5 до |
Перлитная |
ВО + МПД |
ВО + ЦД |
РГ |
ГГ |
|
Аустенитная |
ВО + ЦД |
– |
РГ |
ГГ |
||
|
от 65 до 200 |
от 12 до 49,5 |
Перлитная |
ВО + МПД |
ВО + ЦД |
УЗК |
РГ или ГГ |
|
Аустенитная |
ВО + ЦД |
– |
РГ |
ГГ |
||
|
от 250 до 500 |
от 40 до 80 |
Перлитная |
ВО + МПД |
ВО + ЦД |
УЗК |
ГГ |
|
Аустенитная |
ВО + ЦД |
– |
ГГ |
– |
Примечание: ВО – внешний осмотр, УЗК – ультразвуковой контроль, ЦД – цветная
дефектоскопия, РГ – рентгенографический контроль, МПД – магнитопорошковая дефектоскопия,
ГГ – гаммаграфический контроль.
Определяется
твердость основного металла, металла шва и зоны термического влияния на сварных
узлах и сборочных единицах, а также на макрошлифах из контрольных проб.
11.5.2.
Измерению твердости подвергаются:
) 15 % от числа
термообработанных в течение месяца данным нагревательным устройствам однотипных
сварных стыковых соединений труб, деталей трубопроводов и сварных соединений
штуцеров из хромокремнемарганцовистых сталей, но не менее двух;
) 100 % сварных стыковых
соединений труб, деталей трубопроводов и сварных соединений штуцеров из
хромомолибденовых, хромомолибденованадиевых и
хромомолибденованадиевовольфрамовых сталей.
11.5.3.
Измерение твердости сварных стыковых соединений трубопроводов необходимо
производить на двух участках по окружности и не менее, чем в пяти точках на
каждом участке: по центру шва, в зоне термического влияния на расстоянии 1 – 2
мм в обе стороны от границы сплавления и на основном металле на расстоянии 10 –
20 мм от границы сплавления.
Измерение
твердости допускается производить на одном участке для стыковых соединений
трубопроводов, выполненных автоматической сваркой и прошедших общую термическую
обработку, а также для стыковых соединений труб и деталей трубопроводов с
условным проходом Ду 100 мм и менее, независимо от способа сварки. На сборочных
единицах с наружным диаметром менее 50 мм замеры твердости сварных соединений
допускается не производить. В этом случае замеры твердости производятся на
контрольных сварных соединениях.
Измерение
твердости на сварных соединениях штуцеров производится в одном из доступных
мест. На штуцерах, размеры и конструкция которых не позволяет выполнить данную
операцию, контроль твердости не производится.
11.5.4.
Измерение твердости на контрольных сварных соединениях производится по ГОСТ
6996-66 в
поперечном сечении образца на макрошлифах, замеры твердости производить по
схеме в соответствии с черт. .
11.5.5. При
получении неудовлетворительных результатов должны производиться повторные
измерения твердости на том же сварном соединении на удвоенном количестве
участков.
11.5.6. При
неудовлетворительных результатах повторного испытания сварные соединения
подлежат повторной термической обработке.
11.5.7. При
выявлении несоответствия твердости установленным нормам хотя бы на одном из
сварных соединений, проверяемых в неполном объеме, испытания на твердость должны
быть проведены на всех сварных соединениях, термически обработанных за одну
садку в данном нагревательном устройстве.
Достоинства и недостатки процесса сварки ММА
Сварка ММА, без сомнения, наиболее распространенный процесс сварки, особенно, когда требуется выполнять короткие швы, обслуживание или ремонт, а также при выполнении монтажных работ. По сравнению с другими способами сварки (сварка в защитных газах плавящимся электродом – МИГ/МАГ, сварка ТИГ, сварка под флюсом) сварка ММА характеризуется следующими преимуществами:
– оборудование для ММА простое, недорогое и может быть переносным;не требуется
– дополнительной газовой или флюсовой защиты, так как и то и другое получается из покрытия;
– обеспечивается более надежная защита области сварки от воздействия ветра и сквозняков, по сравнению со сваркой МИГ/МАГ;
– этот способ сварки можно использовать в местах с ограниченным доступом;
– сварка ММА пригодна для сварки большинства черных и цветных металлов и сплавов (углеродистых, легированных и нержавеющих сталей, чугуна, химически разнородных металлов, а также меди, никеля, алюминия и их сплавов) практически любой толщины;
– сварка может выполняться в любом пространственном положении, что благоприятствует применению этого процесса сварки для соединений, которые не могут быть размещены в нижнем положении.
К недостаткам этого способа сварки можно отнести:
– перерывы в работе, связанные с заменой электрода. Как только остаточная длина электрода достигает длины примерно 50 мм, сварщик должен остановить процесс сварки и вставить в держатель вместо огарка новый электрод;
– необходимость удалять шлак после выполнения шва, а также в местах замков шва или перед следующим проходом;
– первые два фактора не позволяют повысить коэффициент использования рабочего времени выше 25%, что значительно ниже по сравнению с процессами сварки, использующими электродную проволоку (например, МИГ/МАГ или сварка порошковой проволокой FCAW);
– из-за наличия огарков и вследствие возможного разрушения покрытия имеет место большие потери электродов. В целом использует не более 65% электрода;
– этот способ не может быть применен для сварки металлов с низкой температурой плавления, таким как свинец, олово и цинк, а также их сплавам, так как не обеспечивает низкого тепловложения, требуемого в данном случае;
– этот способ не подходит для сварки таких химически активных металлов, как титан, цирконий и тантал, так не обеспечивается требуемой защиты металла шва и околошовной зоны от окисления кислородом;
– в связи с тем, что сварочный ток проходит постоянно по всей длине электрода это ограничивает максимально допустимый ток из-за опасности перегрева электрода и разрушения покрытия с последующим ухудшением стабильности процесса сварки и газовой защиты. В связи с этим, скорость наплавки при сварке ММА, как правило, ниже, чем при сварке МИГ/МАГ или FCAW.
Особенности сварки труб
Ручная дуговая варка трубопроводов значительно отличается от работы с плоскими деталями. Тоже самое касается и других видов, которые применяются для водо- или газопроводов (аргонная, газовая). Далее представлены самые основные аспекты сварки труб ручной дуговой сваркой:
- Режимы настройки аппарата:
- сварочный ток рассчитывается следующим образом: диаметр электрода нужно умножить на 35. Это и будет оптимальная сила. Например, при работе с проводником в 3 мм, сила тока будет (3х35) 105А. конечно, эта цифра условная, но в среднем так и получается. При сварке труб малого диаметра и толщины не более 4мм, больше 150Атне потребуется;
- чтобы удержать дугу, необходимо четко соблюдать расстояние между проводником и металлам. Его рассчитывают исходя из диаметра электрода +1. Например, при электроде в 4 мм, расстоянием для дуги будет 5мм.
- Сварка труб малого диаметра (до 10 см):
- изначально стыки собираются вручную и прихватываются точечным методом (достаточно двух точке, располагающихся друг напротив друга);
- при стыковке деталей толщиной 4 мм и более варят в два слоя – сначала корневым швом, а потом валиком;
- горизонтальный шов при сварке труб малого диаметра каждый валик укладывается в противоположном направлении. Например, первый – справа налево, второй – слева направо, третий – справа налево и так далее;
- детали, толщиной от 3 до 8 сантиметров нужно сваривать небольшими участками, для получения более качественного соединения.
- Поворотные стыки и сварка труб большого диаметра:
- скорость поворота изделия должна равняться скорости ведения проводника (она устанавливается, отталкиваясь от толщины изделия (более толстые свариваются немного дольше);
- самое выгодное положение сварочной ванны – 30 градусов от верхней точки;
- при сваривании на участках, где есть возможность повернуть изделие на 180 градусов, работа производится в три этапа. Первый — в два приема сваривают две верхние четверти диаметра трубы в направлении навстречу друг другу в один или два слоя. Второй – повернуть изделие и проварить оставшийся стык. Третий – опять поворачивают на 180 градусов и доваривают шов до конца.
- Неповоротные стыки варить намного сложнее, поэтому для сварки труб ручной дуговой сваркой существует определенная технология:
- вертикальные стыки варятся в два этапа. Периметр стыка условно делится вертикальной прямой линией на два участка. Они оба в итоге три положения: потолочное, горизонтальное и нижнее. Потолочным называется участок, занимающий примерно 20 градусов от самой нижней точки детали. Нижним – 20 градусов от верхней точки изделия. Между этими положениями находится горизонтальное положение. Работу необходимо начинать с потолочного положения и вести электрод в нижнему. Каждый участок обрабатывается короткими дугами, которые рассчитываются так: D(эл)/2.
- горизонтальные стыки скрепляются углом назад. По отношению к оси электрод должен располагаться 80 градусов. Работа производится на средней дуге и для сварки труб малого диаметра и большого.
Соблюдая эти правила при сварке водопроводных труб электросваркой получится ровный и красивый шов, а главное герметичный, прочный и долговечный.
В завершении важно отметить, что дуговая сварка труб широко используется для работы с разными типами проводов. Мы рассмотрели, как правильно варить, находящиеся в разных положениях детали
В этом и заключается особенность обработки данных элементов, так как они соединяются разными типами швов, в разных положениях.
Новичкам, которые уже набили руку к разным видам соединения, не сложно будет адаптироваться к сварке труб ручной дуговой сваркой. И не стоит забывать, что половина успеха зависит от качества зачистки труб под сварку.
Технология сварки трубопроводов отлично показана в следующем видео:
https://youtube.com/watch?v=fV1uAGTmCMA
Способы сварки труб
Для сварного соединения труб чаще применяют три способа:
Электродуговая бывает трех видов:
— ручная с использованием плавящихся электродов;
— с применением полуавтомата в среде углекислого газа, дуга создается тугоплавким электродом, для наплавочного слоя используют присадочную проволоку;
— под слоем флюса, его наносят на прокат с защитными покрытиями.
- Электрошлаковая, благодаря толстому слою шлака шов не окисляется.
- Газовая, нагрев обеспечивается сжиганием ацетилена, поступающего в рабочую зону из горелки.
Еще бывает контактная, ультразвуковая, термомеханическая сварка.
Газовая сварка
Метод применим в полевых условиях, когда магистрали прокладывают вдалеке от источников тока или когда нельзя сварить трубы электросваркой: прокат нельзя повернуть, прокрутить при образовании соединения. Наполненность швов при газовой выше, чем при электродуговой. Металл меньше подвергается температурному воздействию, риск возникновения внутренних напряжений в металле незначительный.
При сварке труб газом используют ацетилен или газогенератор, температура в рабочей зоне выше при сгорании баллонного ацетилена. Присадочная проволока марки UTP подается так, чтобы она ложилась на раскаленный металл. Для стыкового соединения 3-х мм стенок разделки кромок не требуется, у толстостенного проката кромки срезают под углом.
Оцинкованный монтируют с применением флюса HLS-B, концентрацию кислорода в газовой смеси увеличивают. После работы дополнительная противокоррозионная защита швов не проводится.
Метод ручной дуговой электросварки
Чтобы правильно варить трубу электросваркой, нужно учитывать технологию. Число проходок зависит от толщины проката, состав электродов и обмазки подбирают под вид марки проката. При сварке труб большого диаметра перед нанесением последующего слоя с металла сбивают окалину, проковывают соединение. Направленность наплавки меняют – четные швы делают противоположно нечетным. Многое зависит от первого соединения, он делается не спеша, при контроле валика проверяют металл на трещины. При обнаружении дефектов участок неровного шва вырубается, на его месте создается новый со смещением от 15 до 30 мм. Для финишного слоя выбирают электроды с толстой обмазкой.
Порядок сварки
 Подготовительные работы и сварка труб
Подготовительные работы и сварка труб
Перед началом сварочных работ необходимо провести все предусмотренные нормативами подготовительные мероприятия, включающиеся в себя:
- очистку поверхности заготовок от остатков грязи и жира, производимую с использованием стандартных процедур;
- выравнивание труб в месте стыка тем или иным способом (путем подкладывания под них небольших деревянных брусков соответствующей толщины, например);
- выбор необходимого режима сварки, а также подходящих для этих целей электродов.
Перед началом работ вам в первую очередь нужно будет включить сварочный агрегат с уже присоединенным к нему кабелем, оснащенным держателем электродов, а затем зафиксировать на заготовках земляные контакты.
 Прихватки
Прихватки
После этого по окружности соединяемых заготовок наносится несколько коротких сварных швов (прихваток), обеспечивающих окончательную фиксацию их взаимного расположения, после чего можно будет перейти к непосредственной сварке, осуществляемой по известным правилам (смотрите «Особенности дуговой сварки»).
В процессе работ всегда нужно помнить о том, что сваривать стыки труб следует в непрерывном режиме (без остановок) с одновременным контролем постоянства скорости перемещения электрода.
 Виды сварных швов
Виды сварных швов
Количество наносимых при сварке швов зависит от толщины стенок самих заготовок; при этом первый (основной) шов считается коренным. После его нанесения необходимо проверить качество получившегося соединения, а затем сбить образовавшийся на поверхности шлак с помощью металлического молоточка. Заметьте, что самый последний шов должен наноситься как можно ровнее.
 Снаряжение сварщика
Снаряжение сварщика
В заключение напомним, что при работе со сварочным оборудованием обязательно использование защитной маски и специального костюма из плотной ткани, надежно защищающих открытые части тела от случайного попадания на них капель расплавленного металла.
Пара слов о швах и их кромках
Пара слов о кромках. Если вы хотите, чтобы у вас получился проваренный и ровный шов высокого качества по всем параметрам, на металлических заготовках нужно сделать кромки.
Подробное описание разделки краев в зависимости от типа шва отлично прописаны в ГОСТе 5264-80, полностью посвященному РДС. Кромки бывают трех видов, которые различаются лишь по форме: V, R, X.
После сварки кромку нужно удалить. Это можно сделать просто – зубилом. Но в этом случае о качестве и эстетике шва придется забыть. Ровное и аккуратное удаление получится с помощью фрезерного или токарного станка.
Если применение станка невозможно из-за трудного доступа, кромки убираются кислородной резкой. Чистка кромок металлической щеткой от грязи, коррозии и окалины также относится к обязательным действиям.
Разновидности сварочных швов.
Сварочные швы также различаются по форме:
- стыковой тип;
- швы внахлест;
- угловые;
- тавровые швы.
Также сварные соединения подразделяются исходя из положения в пространстве:
- нижний тип – самый распространенный, при котором свариваемые заготовки находятся под электродом;
- горизонтальный тип: заготовку фиксируют под углом, а электрод и процесс сварки – в горизонтальном положении;
- вертикальный тип шва, которые формируется снизу наверх. Это непростой вид из-за стекания расплавленного металла вниз;
- потолочный тип, когда шов находится сверху по отношению к электроду;
При сложных положениях в пространстве используется пониженный ток, а сама сварка производится короткими движениями.
Сварка неповоротного горизонтального стыка
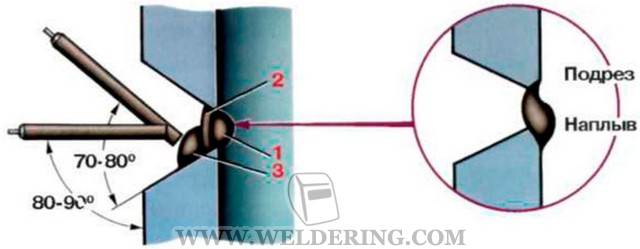
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» – минимальное.
При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении – средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода – такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).
Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик – горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.
Подготовка труб к сварке
Очистка стыков труб
Очистку свариваемых труб рекомендуется выполнять следующим образом. Следы от
масел, красок, лаков и других органических покрытий убирают при помощи бензина,
или специального растворителя. От грязи и ржавчины кромки можно очистить стальными
щётками или абразивными кругами.
Разделка кромок труб под сварку
При
подготовке стыков труб под сварку необходимо проверить следующие показатели:
перпендикулярность торца трубы к её продольной оси. Суммарный угол раскрытия
стыка должен составлять 60-70°. Величина притупления 2-2,5мм. Фаски с торцов
труб можно снимать механической обработкой, газовой резкой или другими способами,
которые позволяют получить нужную форму, размеры и качество поверхности обрабатываемых
кромок. Схема разделки кромок указана на рисункесправа:
Сборка труб под сварку
При сборке стыков труб необходимо совмещать их кромки так, чтобы поверхности
стыков обоих труб совпадали, и ось трубопровода не была смещена. Зазор между
кромками должен быть в пределах 2-3мм и он должен быть равномерным по всему
диаметру.
Сборку и центрирование возможно сделать вручную, но минусы этого процесса состоят
в том, что он достаточно трудоёмкий и не способен обеспечить высокую точность.
Для сборки труб на производстве пользуются центраторами. Для совмещения стыков
магистральных труб большого диаметра используют внутренние центраторы, которые
позволяют отцентрировать трубы по внутреннему диаметру.
Наружные центраторы позволяют центрировать трубы по наружному диаметру и их
конструкция проще, чем у внутренних центраторов. Но при большой разностенности
труб или при большой гибкости труб, с помощью наружного центратора сложнее обеспечить
хорошее
качество сварки.
После сборки труб диаметром до 300мм, стыки скрепляют прихватками, длиной 50-80мм
в 4-х местах. При сварке труб диаметром более 300мм прихватки располагают равномерно
по окружности, и рекомендуемое расстояние между прихватками составляет 250-400мм.
Прихватки, являются неотъемлемой частью сварного шва и они должны выполняться
теми же сварщиками, которые в дальнейшем, будут проваривать стык трубопровода
с использованием таких же электродов.
При сборке внутренними центраторами вместо прихватки лучше выполнять сплошную
заварку корня шва. Особенно, если температура окружающей среды низкая. Этот
приём позволяет уменьшить внутренние напряжения и снизить риск возникновения
закалочных трещин в металле сварного шва и околошовной зоне.
Список источников
- taina-svarki.ru
- weldering.com
- tutsvarka.ru
- svaring.com
- svarkaprosto.ru
- svarkaed.ru
- files.stroyinf.ru
- trubyinfo.ru
- trubarik.ru