Информация о файле
Афанасьев П.С. Станки и инструменты деревообрабатывающих предприятий.
Учебник. — М.: Лесная промышленность, 1968. — 496 с.: ил. — Для лесотехнических техникумов.
Рассмотрены основы теории резания древесины, дереворежущие инструменты, основные конструкции лесопильных рам, ленточнопильных, круглопильных, фрезерных, шипорезных, сверлильных, долбежных, токарных, шлифовальных и других станков общего применения, а также типичные представители станков и технологического оборудования для производства мебели, строительных деталей, фанеры, древесностружечных плит, ящично-тарных, бондарных и других изделий из древесины. Приведены данные по оборудованию, предназначенному для механизации и автоматизации производственных процессов. Значительное место отведено расчетам, монтажу, ремонту, модернизации и эксплуатации станков.
Предисловие.
Резание древесины
Резание как одна из разновидностей технологии древесины.
Древесина как обрабатываемый материал.
Взаимодействие между резцом и древесиной и основные расчетные формулы.
Прямые и обратные задачи для основных случаев продольно-торцового резания.
Основные случаи поперечного и продольно-поперечного резания.
Дереворежущие инструменты
Классификация дереворежущих инструментов.
Материалы для дереворежущих инструментов.
Пилы, их подготовка и установка.
Ножи, их подготовка и установка.
Фрезы и их подготовка.
Сверлильные, долбежные и другие инструменты.
Организация инструментального хозяйства.
Станки и оборудование общего применения
Общие понятия о деревообрабатывающих станках. Основные узлы станков.
Лесопильные рамы.
Ленточнопильные станки.
Круглопильные станки.
Фрезерующие станки.
Шипорезные станки.
Сверлильные, пазовальные и долбежные станки.
Токарные, круглопалочные и универсальные станки.
Шлифовальные станки.
Станки и оборудование для склеивания, фанерования и сборки.
Станки и оборудование для отделки.
Специализированные станки
Станки для производства мебели.
Станки для производства строительных деталей.
Оборудование для производства фанеры.
Оборудование для производства древесностружечных плит.
Станки и оборудование для производства ящично-тарных, бондарных и других изделий из древесины.
Вспомогательное оборудование
Окорочное, дробильное и дровокольное оборудование.
Околостаночное оборудование.
Пневмотранспортные устройства.
Автоматизация и механизация производственных процессов
Основные положения.
Нормализованные элементы станков и линий.
Автоматизированные станки и линии на базе нормализованных элементов.
Механизированные инструменты.
Монтаж, ремонт, модернизация и эксплуатация станков
Измерительные инструменты.
Способы проверки станков на точность.
Монтаж станков.
Ремонт станков.
Модернизация станков.
Техника безопасности.
Приложения
Литература
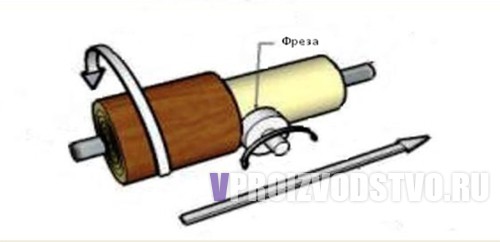
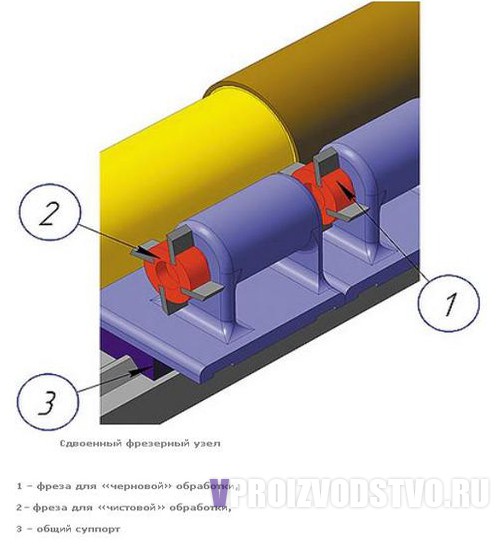
Формирование «чашек» — соединительных монтажных пазов
Элемент «чашка» выполняется при помощи фрезерного узла и прямолинейных направляющих, подающих инструмент. После формирования паза, фреза возвращается в исходное положение.
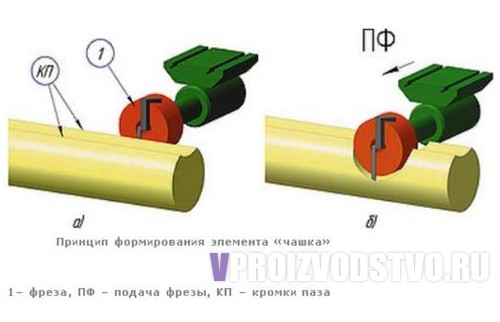
Такой конструктивный агрегат может быть частью технологического потока – опорной базой становятся кромки укладочного паза, на которые ориентируется ось «чашки». В наиболее распространенной компоновке фреза врезается в заготовку ниже центральной оси.
Но, как показывает практика, лучшие показатели точности демонстрируют станки позиционного типа, на которых чашкорезный аппарат установлен на суппорт с вертикальным расположением фрезы. В этом случае ось чашки может формироваться под различными углами к плоскости монтажного паза. Для такой работы чашкорезного агрегата необходимо, чтобы бревно поворачивалось вдоль оси и фиксировалось в новом положении.
Если оцилиндровочный станок не укомплектован чашкорезным модулем — оборудование для нарезки пазов можно купить и отдельно. Цена вопроса – от 100 000 руб.

Конструктивные особенности станков
 Пример комбинированного деревообрабатывающего станка
Пример комбинированного деревообрабатывающего станка
Этот тип оборудования имеет существенные конструктивные и эксплуатационные отличия от классических моделей станков. Прежде всего разница заключается в принципе их компоновки. Главным принципом является максимальное количество выполняемых операций при небольших габаритах станка.
Конструктивно станок состоит из станины, внутри которой размещен один или несколько электродвигателей. Они необходимы для передачи крутящего момента рабочим компонентам оборудования. Зачастую это осуществляется с помощью ременной передачи. Но определяющими отличиями является расположение деревообрабатывающих узлов.
Комбинированные деревообрабатывающие станки должны иметь следующие конструктивные особенности:
- несколько рабочих столов для выполнения операций — реза, шлифования или фрезерования. В некоторых моделях часть функций совмещена. Однако при этом возможность сделать несколько типов обработки одновременно отсутствует;
- относительно небольшие размеры. Они позволяют установить станок в ограниченном рабочем пространстве. Вместе с этим учитывается наличие места для подачи деревянных заготовок в зону обработки;
- быстрая переналадка станка. Она необходима для оперативной перенастройки оборудования для смены операций;
- высокий уровень защиты. При резе не должны быть задействованы механизмы фрезерования или фугования. Это касается всех функций оборудования. В противном случае повышается вероятность получения травмы во время работы.
Также следует учитывать, что большинство комбинированных деревообрабатывающих станков рассчитаны только для использования в домашних мастерских. Их силовые установки имеют относительно небольшую мощность и предназначены для подключения к бытовой электросети 220 В.
КОМБИНИРОВАННЫЙ СТАНОК С ФРЕЗЕРНЫМ И ПИЛЬНЫМ МОДУЛЕМ мод. SF-3
Комбинированный станок с фрезерным и пильным модулем производства Р. Болгарии предназначен для форматного раскроя и фрезерования деталей из ДСП, ДВП, фанеры, ламинированных плоскостей и древесины.
Подвижная роликовая каретка 1500мм, а опционально 2000мм и 2300мм, позволяет обрабатывать изделия с высокой точностью, а наличие подрезного агрегата (опция) обеспечивает раскрой материалов без появления сколов.
Пильный узел имеет наклон 90º-45º с фиксацией в заданном положении, что расширяет возможности станка.
Фрезерный узел может быть оснащён шипорезным столом с кожухом для инструмента 320мм и прижимом MORI для тонких деталей (опция).
Отличительные особенности:
– привода основной и подрезной пилы от отдельных электродвигателей;
– линейка для параллельного пропила 700мм.
-телескопическая линейка с двумя упорами мах.2600мм.
ОПЦИИ:
. Подрезной модуль.
Интегральные линейки
Прижимное устройство MORI
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Циркулярный модуль: |
Каретка 1500х285мм |
|
|
D пильного диска:- maxmin |
мм |
315/250 |
|
D посадочный вала Пильный диск |
мм |
30 |
|
D подрезной диск ОПЦИЯ |
мм |
120 |
|
D посадочный вала Подрезной диск ОПЦИЯ |
20 |
|
|
Обороты пильного вала |
об/мин |
4 000 |
|
Обороты подрезного вала (опция) |
8000 |
|
|
Макc. ширина пропила (опционально) |
мм |
850(1150) |
|
Макс. длина пропила |
мм |
1200 |
|
Наклон пильного диска |
(º) |
90º-45º |
|
Макс. высота пропила при 90º: |
||
|
– пильный диск D315 / D250 |
мм |
102/72 |
|
Макс. высота пропила при 45º: |
||
|
– пильный диск D315/D250 |
мм |
70/49 |
|
Длина линейки для поперечного резания |
мм |
1400 |
|
Параллельная линейка |
мм |
700х155 |
|
Мощностьосновного двигателя (опционально) |
кВт |
2,2(3,0) |
|
Мощность подрезного двигателя ОПЦИЯ |
кВт |
0,75 |
|
Фрезерный модуль |
||
|
D отв. в столе |
мм |
190 |
|
D шпинделя(опционально) |
мм |
30(32;35) |
|
Используемая высота |
мм |
125 |
|
Вертикальный ход шпинделя |
мм |
160 |
|
Обороты шпинделя |
об/мин. |
1500/3500/ 6000/8000 |
|
D инструмента: max– профилирование |
мм |
180 |
|
Опускание инструмента под рабочий стол |
мм |
75 |
|
Длина упорных линеек на кожухе – 2шт. |
мм |
2х350 |
|
Расстояние от шпинделя до края каретки |
мм |
485 |
|
D max– при шипорезании: ОПЦИЯ |
мм |
320 |
|
Мощность двигателя (опция) |
кВт |
2,2(3,0) (4,0) |
|
Общие тех. характеристики: |
||
|
Размер каретки |
мм |
1500х285 |
|
Размеры рабочего стола |
мм |
450х1250 |
|
D патрубков/кол-во |
мм/шт. |
120/3 40/1 |
|
Напряжение |
В |
380 |
|
Вес: в зависимости от комплектации |
кг |
520 |
|
Дополнительные опции Фрезерный узел: |
||
|
Интегральные линейки 2 штуки |
мм |
350/500 |
|
Шипорезный стол с кожухом D |
мм |
320 |
|
Прижим для тонких деталей MORI |
||
|
Дополнительные опции Пильный узел: |
||
|
Подрезной агрегат |
кВт |
0,75 |
|
Каретка |
мм |
2000/2300 |
|
Консольный стальной стол |
мм |
500х320 |
|
Линейка поворотная |
мм |
900/1220 1400/2600 для стола 2300мм |
|
Стол с телескопической опорой, поворотной линейкой, прижимом и упором |
||
|
Двигатель 1-но фазный 220В |
кВт |
2,2 |
Пилильные станки

Пилорама.
Эта группа объединяет устройства, предназначенные для распиловки бревен и заготовок, придания формы плоским элементам и выполнения других работ, связанных с разделением материала в одной плоскости по заданной траектории. Самыми распространенными представителями пилильных станков являются:
- Пилорамы — станки, осуществляющие продольную и поперечную распиловку линейными пилами, совершающими возвратно-поступательные движения относительно заготовки. Раньше массово использовались в лесозаготавливающей промышленности, но сегодня уступают эти позиции круглопильным и ленточным станками из-за своей громоздкости, неэкономичности и сложности в обслуживании.
- Круглопильные — ручные и автоматические станки, осуществляющие продольную и поперечную распиловку круглыми пилами в вертикальной и наклонной плоскостях по прямой траектории. Используются преимущественно для формовки первичных пиломатериалов. Классифицируются по мощности, производительности, числу пил, их диаметру и высоте (максимальной толщине распила).
- Ленточные — ручные и автоматические станки, рабочим органом которых является вращающаяся режущая лента, движущаяся по траектории, имитирующей бесконечное линейное движение. Применяются как для первичной заготовки материала, так и для дальнейшей его распиловки. Проще и дешевле в обслуживании, чем круглопильные аналоги, однако менее точны и производительны.
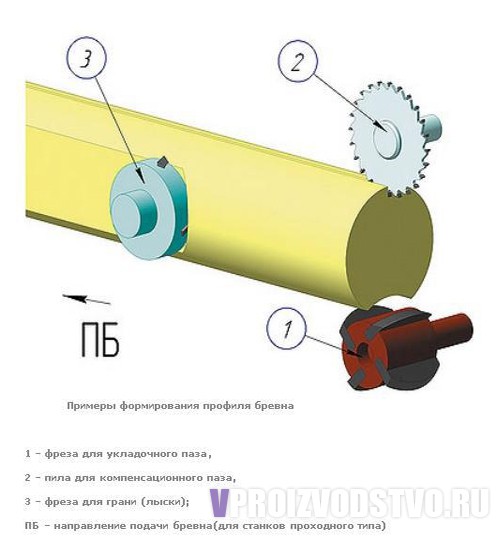
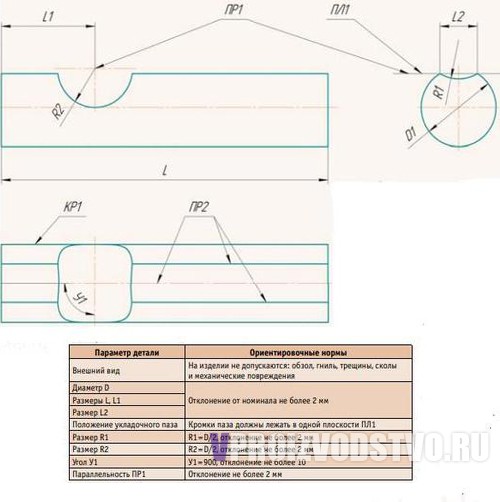
Оборудование для формирования профиля
Изготовление граней и пазов оцилиндрованного бревна осуществляется с помощью пил или специализированных фрез.
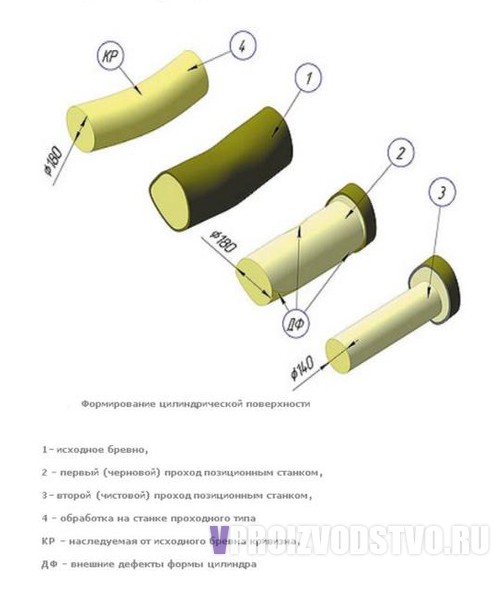
В зависимости от типа станка и его комплектации, эти операции выполняются либо одновременно, вместе формированием цилиндрической формы бревна, либо за дополнительный проход. Разумеется, первый вариант предпочтительней, с точки зрения быстроты обработки и производительности в целом.
В зависимости от типа режущего инструмента процесс оцилиндровки выполняется:
1) Точением
Основное движение – вращение заготовки или инструмента, при котором стружка образуется непрерывно.
В качестве режущего модуля могут выступать:
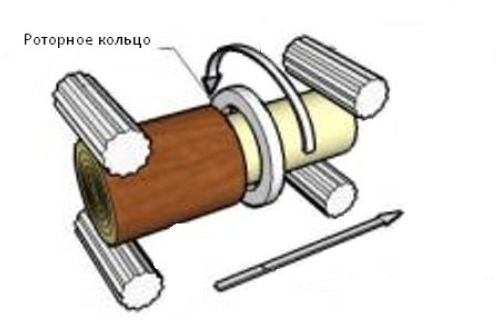
- ротор (охватывающая головка с набором круглых резцов для черновой и чистовой строжки) – оптимальная комплектация для станков, не вызывающая трудностей в перенастройке;
- проходные резцы (угловые, косопоставленные ножи) – эффективная, но устаревшая технология, применение которой требует участия квалифицированного специалиста.
2) Фрезерованием
Основное движение – вращение инструмента:
- двух продольных фрез;
- торцевых фрез с продольной подачей;
- торцевых конических фрез с продольной подачей.
Самый распространенный вариант на сегодняшний день – торцевоконические фрезы. Но для проходных станков наиболее перспективными считаются профильные.
На позиционном станке с подвижным фрезерным узлом профиль изготавливается уже после формирования цилиндра. Блокируется механизм вращения, на суппорт крепятся фрезы/пилы. При этом решающее значение имеет быстрота переустановки и правильная наладка оборудования, иначе образуется ощутимый простой.
На большинстве станков проходного типа фрезерные и пильные узлы имеются в базовой комплектации. Расположены они по ходу движения бревна, за режущим модулем. Прямолинейность кромок пазов, как и формирование самого цилиндра, напрямую зависит от степени кривизны исходного сырья.
Несмотря на то, что точение признается более точной технологией для получения идеального цилиндра, качество реза от вида станков особо не зависит – только от заточки инструмента, его правильной настройки и эксплуатации
Важно, чтобы сохранялись установочные базы заготовки между операциями – любая перенастройка приводит к потере точности изготовления различных конструктивных элементов. В этом плане лучшим признано оборудование позиционного типа с фиксированным положением бревна
На таких станках отклонения в размерах могут возникнуть только при сильном износе режущих инструментов или недостаточной жесткости конструкции станины.
Разновидность оборудования
Современные модели станков с ЧПУ для работы с деревом имеют множество модификаций и разновидностей. Их отличие заключается в комплектации и технических характеристиках.
Критериями при выборе оборудования служат габариты и форма обрабатываемых заготовок, а также их положение во время работы станка. Поэтому оборудование бывает с жесткой установкой заготовки и с возможностью горизонтально или вертикально закрепить обрабатываемую деталь.
 Фрезерный станок с жесткой установкой
Фрезерный станок с жесткой установкой
На этот момент, среди разновидностей оборудования такого типа следует выделить 2 основных вида станков с ЧПУ для деревообработки:
- Консольные станки – конструкция станков такого типа подразумевает, что фрезерная головка жестко закреплена и не имеет возможности перемещаться. Но, в компенсацию этого, перемещается рабочий стол. Он легко двигается как в продольном, так и в поперечном направлении. Однако, эта конструкция имеет существенный недостаток – это ограниченные габариты обрабатываемых заготовок.
- Бесконсольные станки – фрезерная головка закреплена на каретке, перемещающейся во всех направлениях. Движение осуществляется по продольным и поперечным направляющим. Кроме того, движение осуществляется и по вертикали, в зависимости от типа заготовки.
https://youtube.com/watch?v=xHytgDUEXWs
На что способны деревообрабатывающие станки с ЧПУ
Сверлильные станки
Древесина — мягкий материал, не требующий значительных усилий при сверлении. Поэтому большинство работ, связанных с созданием сквозных или глухих отверстий в деревянных заготовках выполняется при помощи ручного электроинструмента. Сверлильные станки применяют для сверления отверстий значительной глубины, при работе с твердыми породами дерева или в случаях, когда требуется особая точность. Помимо стандартной классификации по мощности и допустимым параметрам заготовки, они классифицируются по количеству шпинделей (одно- и многошпинделевые) и по конфигурации:
Станок для сверления отверстий.
- Вертикально-сверлильные станки — допустимо линейное движение вращающегося шпинделя исключительно в вертикальной плоскости.
- Горизонтально-сверлильные станки — допустимо линейное движение вращающегося шпинделя исключительно в горизонтальной плоскости.
- Горизонтально-сверлильные для глубокого сверления — имеют контроль биения и дополнительную осевую стабилизацию, что повышает точность сверления.
- Радиально-сверлильные — допускают изменение направления сверления на некоторый угол путем наклона шпинделя радиально в плоскости его оси.
Прогресс современного станкостроения существенно снизил потребность в сверлильных станках за счет развития токарных и фрезерных, способных сегодня, помимо основного своего назначения, выполнять ряд точных сверлильных работ.
Строгальные станки
Двухсторонний рейсмус.
Строгальные станки предназначены для снятия верхних слоев древесины путем перемещения заглубленного в ней режущего инструмента. Это позволяет регулировать толщину материала и формировать поверхность заготовки в соответствии с ее назначением. К основным видам строгальных станков относятся:
- Рейсмусовые односторонние — обрабатывают только верхнюю плоскость заготовки, предназначены для работы преимущественно с массивными крупногабаритными элементами. Отличаются простотой конструкции, поэтому больше распространены.
- Рейсмусовые двухсторонние — обрабатывают верхнюю и нижнюю плоскости заготовки одновременно.
- Рейсмусовые специальные — могут обрабатывать заготовку одновременно с трех или четырех сторон, следовательно, помимо регулировки толщины, участвуют в придании ей определенной формы.
- Фуговальные — осуществляют строгание в одной плоскости и снятие фасок под заданными углами.
О механизации и автоматизации
По этому критерию оцилиндровочные станки можно разделить на 3 класса:
- автоматизированные – весь комплекс операций (включая загрузку и подачу заготовок) выполняется машиной;
- полуавтоматизированные – процесс автоматизирован в пределах одного рабочего цикла. Далее вручную выполняется только загрузка/разгрузка станка, а все остальные операции выполняет машина;
- механизированные – загрузка/разгрузка, настройка, регулирование работы станка выполняются человеком.
На сегодняшний день в нашей стране используются преимущественно механизированные станки, которые оснащены модулями для загрузки/разгрузки, реза и подачи. Но базирование, настройка, контроль и регулирование производственного процесса совершается человеком. Используется и дополнительное оборудование – грузоподъемники и транспортировщики.
Так что же выбрать?
Учитывая то, что оборудование с разными технологическими схемами имеет практически одинаковый уровень затрат на содержание и обслуживание, основные параметры, по которым оценивают оцилиндровочный станок – производительность и качество обработки всех элементов конструкции.
По первому показателю проходной станок оставляет позади все разновидности оборудования позиционного типа. То есть, позволяет обеспечить наименьший срок окупаемости капитальных затрат и большую прибыль. Правда, это утверждение действенно только при наличии стабильного сбыта и поставки сырья. Но качество изделий оставляет желать лучшего: шероховатая поверхность из-за недочетов системы базирования и несоблюдение прямолинейности при использовании недостаточно ровного сырья.
Относительно же точности обработки – лучшие показатели имеет позиционное оборудование, хотя его пропускная способность на порядок ниже проходных станков.
Впрочем, для объективной оценки производитель любого технологического оборудования обычно предоставляет образец, изготовленный на данном станке. Результаты его осмотра могут рассказать о многом.
Промышленный станок для производства продукции высокого качества должен быть оснащен:
- массивной станиной;
- точными направляющими;
- удобной системой управления;
- мощным приводом (7-90 кВт);
- ограждениями безопасности в зоне реза.
Подытожим: станки проходного типа незаменимы на крупном производстве, где есть возможность сортировки сырья. Основное направление бизнеса – серийное производство готовых строительных комплектов для возведения деревянных домов.
Но для средних, малых предприятий ориентированных на работу по эксклюзивным проектам, с объемами выпуска до 15м3/смену, а также – при использовании сырья с высоким процентом кривизны, сучков и прочих дефектов оптимальный вариант – позиционный токарный станок.
Чтобы совершить правильный выбор, необходимо иметь четкое представление о сырьевой базе, параметрах производственного помещения и технологической схеме работы будущего производства. Так как станок должен поддерживать размерный диапазон необработанных бремен, быть совместимым с другим оборудованием, соответствовать планируемой скорости потока и помещаться на территории цеха.
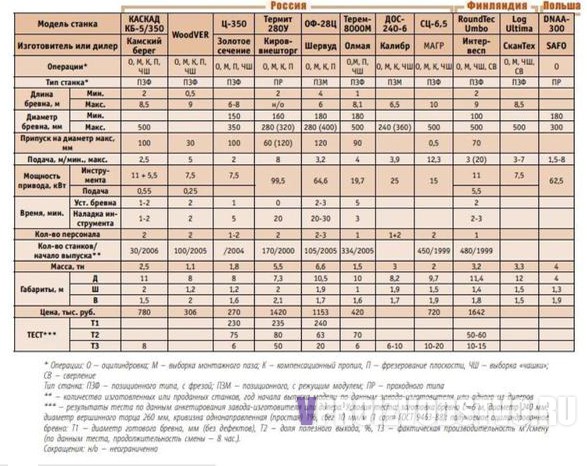
На сегодняшнем рынке деревообрабатывающего оборудования представлено около 30 компаний. Поэтому, зная параметры «своего» станка осталось определиться с производителем.
Полезные материалы по теме:
- Бизнес-план предприятия по производству оцилиндрованного бревна
- Предназначение и способы огнезащиты и биозащиты дерева на примере оцилиндрованного бревна
Плюсы и минусы различных технологий

Преимущества проходной технологии:
- возможна непрерывная подача бревна, что обеспечивает скорость обработки;
- высокая доля выхода готовой продукции (до 90%) достигается равномерным распределением припуска в поперечном сечении. Припуск необходим для формирования цилиндра бревна и круга в его торцах. При данной технологии этот показатель составляет не более 1-2 1-2мсм на диаметре;
- длина бревна практически не ограничена, но минимальный размер должен быть такой, чтобы в процессе обработки заготовка не оказалась в межвальцевом промежутке;
- хорошая производительность – за 8-мичасовую смену на таком станке изготавливают около 35-40м3 продукции (100-130 бревен);
- для удаления стружки применяется аспирация;
- универсальность – на данных станках можно производить не только оцилиндрованное бревно, а и обрезной пиломатериал, блок-хаус, декоративные доски из горбыля.
Основной недостаток: кривизна готовой детали практически идентична кривизне исходного бревна; компенсировать этот недостаток довольно сложно – либо обеспечить загрузку относительно ровного сырья, либо распиливать полуфабрикат на заготовки, длиной 1-2 м.
Главное преимущество позиционных станков – минимальная кривизна бревна на выходе, что позволяет работать с любыми заготовками.

Недостатки:
- объемная доля выхода зависит от исходной кривизны и сбега бревна. Например, при обработке бревен 1-го сорта (по ГОСТу 9463-88), показатель отходов может превышать 50%;
- длина заготовки ограничена габаритами станка;
- меньшая продуктивность, чем у проходного оборудования. Но проблема затрат времени на переналадку в оборудовании с вращением заготовки частично решена – достаточно переместить в поперечном направлении суппорт фрезерного узла. Но при работе на станках с фиксацией бревна трудоемкость настройки инструмента значительна, поскольку необходимо максимально точное выставление резцов режущего модуля при смене типоразмера сырья;
- потребность в квалифицированном персонале – неправильная перенастройка резцов может снизить точность обработки до нуля.
Основной недостаток – средние показатели производительности – можно устранить, установив на станок второй фрезерный узел, что позволит осуществлять чистовую и черновую обработку за время одного прохода.
Фрезерные станки
Фрезерование позволяет создавать у деревянных заготовок элементы сложной формы, предназначенные для формовки деталей, выполнения их соединений, а также несущие декоративную функцию. Работы выполняются при помощи вращающихся фрез. Движение заготовки обеспечивается, как правило, перемещением рабочего стола в трех плоскостях. Фрезерные станки делятся на три больших класса в зависимости от конфигурации:
Фрезер по дереву.
- Вертикально-фрезерные — имеют вертикально расположенный шпиндель, который, в некоторых моделях, также выполнен подвижным относительно горизонтально оси. В зависимости от особенностей конструкции выделяют консольные и бесконсольные вертикально-фрезерные станки.
- Горизонтально-фрезерные — шпиндель расположен над столом горизонтально и допускает, в отличие от вертикальной конструкции, двухточечное крепление фрезы.
- Универсально-фрезерные — повторяю, по сути, горизонтальную конфигурацию, однако имеют поворотное устройство стола, позволяющее изменять расположение заготовки относительно шпинделя без ее снятия.
В последнее время в производство массово внедряются фрезерные станки с копировальными устройствами и ЧПУ. В этой нише такая автоматизация особенно необходима из-за специфики и сложности технологического процесса фрезерования сложных поверхностей.
Токарные станки
Элементы, изготовленные на токарном станке, имеют вид тел вращения и формируются из прямых заготовок методом последовательного кругового снятия слоя материала. Конечный продукт обработки применяется в строительстве и производстве мебели в качестве крепежных, корпусных и декоративных элементов. Токарные деревообрабатывающие станки классифицируют по мощности и максимальным габаритам обрабатываемой заготовки, важным критерием является степень автоматизации производства. В зависимости от нее выделяют:
Пример заготовки.
- Токарные станки с ручным управлением — установка и регулировка подач, скоростей и других параметров
- осуществляется непосредственно токарем в каждом конкретном случае, технологический процесс требует его постоянного участия.
- Автоматизированные токарные станки — оснащены копировальным устройством для работы по шаблонам, могут иметь некоторые автономно рассчитываемые параметры, но обслуживаются человеком.
- Автоматические токарные станки — не требуют участия человека в производственном процессе, выполняют работу в соответствии с заложенным программным обеспечение, могут вносить гибкие изменения в ход работы в соответствии с логическими алгоритмами. Крайне дорогостоящее оборудование, использующееся на крупных производствах.
Используемый рабочий инструмент
Особое внимание необходимо уделить выбору фрез. Параметры инструмента для обработки влияют на качество и точность обрабатываемой детали
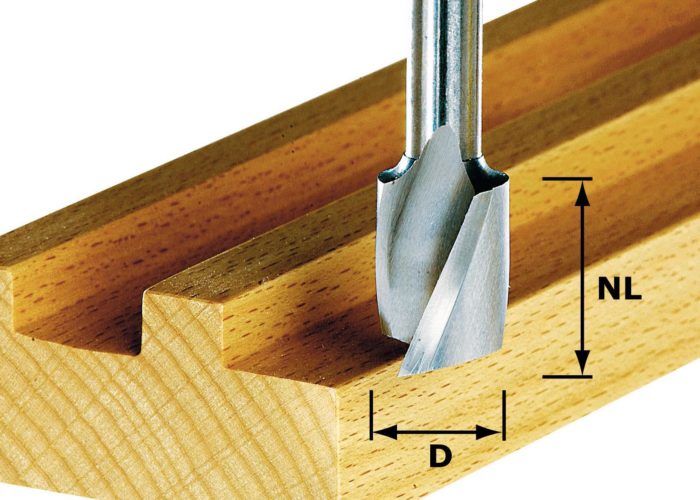
В основном на этом оборудовании применяются концевые фрезы.
Наибольшее распространение получил однозаходный инструмент, он дешевый. Используется часто для мягкого материала и для деталей, не требующих высокой точности обработки.
Специальные инструменты для обработки древесины:
- Двухзаходные – рабочая часть выполнена в виде сферы, применяются для получения гладкой поверхности и высокой точности.
- Спиральные – используются для конечной обработки детали. При работе этой фрезы образуется мелкая древесная пыль, а не стружка. Это обусловлено присутствием мелких зубьев на рабочей части.
- Фрезы в стиле «рыбий хвост» – позволяют выполнять фрезеровку с обеих сторон, за счет этого исключается появление трещин, сколов и заусеницы во время обработки.
- Граверный конус – фрезы такого типа применяются для ювелирных работ по дереву. Обеспечивают высокую точность исполнения узоров различной сложности.



А также в зависимости от параметров обработки и используемой заготовки иногда применяется индивидуально разработанный инструмент.
Станки с ЧПУ для деревообработки – это высокоточное, автоматизированное оборудование. Его возможности позволяют создавать не только простые детали из дерева, но и самые сложные, с тонкой, ювелирной обработкой.
Технические показатели оборудования
Следует внимательно отнестись к выбору оборудования такого типа. Чтобы предотвратить сбои в работе станка или некорректную сборку, а это является следствием неправильного подбора компонентов или последующей замене компонентов, необходимо тщательно изучить и ознакомиться с характеристиками комплектующих.
Основные технические характеристики, которые необходимо учесть при выборе станков с ЧПУ для обработки деревянных заготовок:
- габариты рабочего стола;
- положение заготовки во время обработки;
- скорость перемещения на холостом ходу;
- точность перемещения фрезерной головки;
- количество оборотов фрезы;
- тип блока управления;
- параметры вентиляции и удаления стружки;
- охлаждение шпинделя;
- присутствие поворотной головки.
Но для возможности изменения параметров обработки заготовок, мощность двигателя и частота оборотов фрезерной головки обязана корректироваться с помощью блока управления ЧПУ.
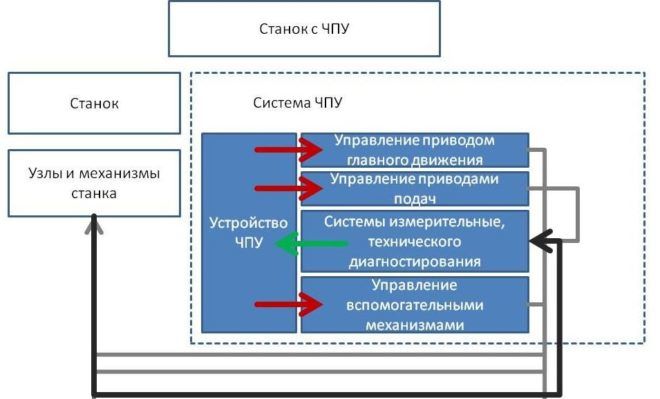 Система ЧПУ
Система ЧПУ
Список источников
- www.chipmaker.ru
- brassa.ru
- stanki-info.ru
- promzn.ru
- Vproizvodstvo.ru
- StanokGid.ru