
Виды покрытия
Любая деревянная (натуральная или прессованная) вагонка представляет собой длинные панели из древесины, которые на одной стороне есть пазы, а на другой выступы. Они при монтаже соединяются друг с другом, образовывая прочное и незаметное крепление, которое также называют скрытым замком. Вагонка может классифицировать в зависимости от материала, из которого она изготовлена и профиля. Также панели различаются по категориям: экстра, класс A, B, C.
 Фото — евровагонка
Фото — евровагонка
По материалам вагонка делится на:
- Натуральную. Она изготовлена из различных пород дерева. Выбранный вид древесины обрабатывается и нарезается на доски определенного профиля. Для того чтобы обшить внутренние комнаты или подсобные помещения (бани, сауны, предбанники и т. д.), используется ольха, липа, лиственница, дуб. Реже – сосна. Дело в том, что эта порода под термическим воздействием начинает выпускать смолы, а это не всегда удобно при эксплуатации;
- МДФ. Наружная и внутренняя вагонка из прессованных опилок является популярным отделочным материалом. Она прочная и легкая. Производится покрытие из натуральных древесинных опилок, которые соединяются посредством воздействия на них высоким давлением. Как и пластиковая, эта вагонка нормально переносит воздействие прямых солнечных лучей, но может начать разрушаться из-за пара и влаги.
Большое значение при выборе досок играет их профиль. Именно им определяются габаритные размеры (ширина, толщина) и область использования деревянной вагонки. Существуют такие профили:
-
Классические панели. Достаточно широкая вагонка, которая используется для обшивки потолка, стен и прочих поверхностей. Имеет относительно небольшую толщину, имитирует плоский деревянный брус;
- Евровагонка. Она часто фигурирует в интерьере частных домов и квартир. Главным отличием от классических панелей является более глубокий монтажный паз. Он позволяет устанавливать доски на различных проблемных участках, обеспечивая более плотное и жесткое крепление. Зачастую для изготовления такой вагонки используется только натуральный материал, поэтому она часто используется на кухне, в ванной комнаты и в других «влажных» помещениях;
-
Блок Хаус. Это очень своеобразный материал для отделки стен. За счет полукруглого профиля он позволяет создать стильный дизайн любой комнаты. Такая вагонка реализуется профилями различной длины, поэтому её можно крепить даже на небольших участках (лоджии, туалете, в бане);
- Американка. По толщине эти панели напоминают блок Хауса, за исключением того, что они плоские. Эта вагонка крепится на полы, стены, используются как потолочная. В некоторых случаях она даже заменяет привычный пластиковый сайдинг. Примечательной особенностью является то, что зачастую панели изготавливаются из липы, лиственницы и прочих листовых деревянных пород – это позволяет использовать их для облицовки саун, парилок и т. д.
 Фото — внутренняя отделка лоджии
Фото — внутренняя отделка лоджии
Перед тем, как обшить потолок, пол или стены в деревянном доме, подбирается деревянная вагонка определенной категории. Как сказано выше, всего их 4:
- Класс экстра. Это наилучший вариант для фасада и внутренних помещений здания. Её производство осуществляется из длинных прочных бревен, без сучков и зазубрин. Это позволяет сделать материал с высокими показателями прочности и красоты;
- Категория A. С помощью этого покрытия также проводятся различные работы внутри помещения: укладка панелей на стены и пол, отделка потолка. Отличием от экстра является допустимые на поверхности досок сучки и мелкие неровности;
- Далее следует B. Он имеет значительно худшие характеристики, чем A. Её установка производится, только если планируется дальнейшая покраска или покрытие панелей лаком. Допустимы не только сучки и зазубрины, но и следы механической обработки. Главным достоинством является дешевизна – этот сорт отлично подойдет для смен цвета стен, и его цена в два раза ниже, чем двух вышеперечисленных.
Наружная отделка балконов, постройка различных строительных приспособлений («лесов», «козлов» и т. д.) производится при помощи самой дешевой вагонки – B-класса. Её продажа осуществляется на каждом втором деревообрабатывающем предприятии, она считается неликвидной, поэтому отпускается по заниженной цене. На поверхности древесины допустимы зазубрины, выпадающие сучки, изменения цвета и даже признаки гниения.
 Фото — блок хаус на фасаде
Фото — блок хаус на фасаде
1 Оборудование для производства вагонки
Чтобы начать свой бизнес по изготовлению вагонки, необходимо приобрести соответствующее оборудование:
- ленточную пилораму (распиливает древесину);
- сушильную камеру (сушит распиленные доски);
- четырехсторонний станок (для изготовления самой вагонки).
Первые два оборудования нужны для подготовки материала к конечной операции по созданию самой вагонки.
1.1 Пилорама
Свой выбор лучше остановить на недорогой ленточной пилораме простого типа (например «Тайга» Т-2М).

Пилорама для раскроя древесины
Эта машина может распиливать различные породы дерева (даже плотные) длиной до 6,5 метров и диаметром — до 800 миллиметров. Мощность двигателя составляет 11 кВт и за смену может производить до восьми кубов материала.
1.2 Сушильная камера
Чаще всего камеры изготавливают по индивидуальному заказу клиента. Некоторые производители выпускают и устанавливают оборудование самостоятельно. Технология сушки и цена зависят от размеров камеры.
Изготовление станочного оборудования своими руками
Станок для изготовления вагонки состоит из трех основных частей:
- Электромотор;
- Распиловочный стол;
- Настольное оборудование.
Для изготовления разделочного стола используют прочное листовое железо толщиной не менее 7 мм. Стол имеет усиленную рамную конструкцию. Для повышения устойчивости и уменьшения вибрации рама стола прикрепляется к полу с помощью болтовых соединений.
Для изготовления станочного оборудования своими руками используют электромотор мощностью от 2 до 5 кВт. При выборе двигателя меньшей мощностью резко падает производительность работ в домашних условиях. Двигатель мощностью более 5 кВт не позволит выполнить высококачественную детальную проработку элементов профиля.
Перед тем, как сделать вагонку на станке, в середине листа проделывают отверстие. В отверстии располагают два вальцовочных валика. Верхняя точка каждого вала совпадает с поверхностью стола. Валы с помощью ременной передачи соединяют с валом двигателя.
Двигатель представляет собой электромотор небольшой мощности 2-5 кВт. В большинстве случаев для использования подходят двигатели от крупной бытовой техники.
Перед тем, как самому в домашних условиях сделать вагонку, регулируют прижимные ролики и металлические упоры. Прижимные ролики предназначены для облегчения движения доски по поверхности стола. Ролики выполняют из металла либо прочного пластика. Упоры предназначены для направления движения доски и предотвращения возможного ее сдвига при движении.
Настольное оборудование из алюминия оставляет темные полосы на поверхности готовых изделий. Для предотвращения появления следов используйте покрытие из оцинкованной стали либо органического стекла.
Для изготовления вагонки требуется многолетний опыт работы с токарным оборудованием. Все узлы механизмов выполняют из качественных деталей.
Применение некачественных деталей значительно сокращает срок службы производственного оборудован
Варианты стыковки планок
 Разберем детально, как правильно стыковать
Разберем детально, как правильно стыковать
Вариант №1
Соединение пластиковых и МДФ панелей:
Н-образным ПВХ профилем. Чаще всего стыковка по длине вагонки из пластика и МДФ выполняется при помощи Н-образных ПВХ профилей, как на фото снизу. В этом варианте планки просто заводятся с обеих сторон в профиль. Минус в том, что такой профиль видно, а в случае с МДФ он еще и отличается по фактуре.
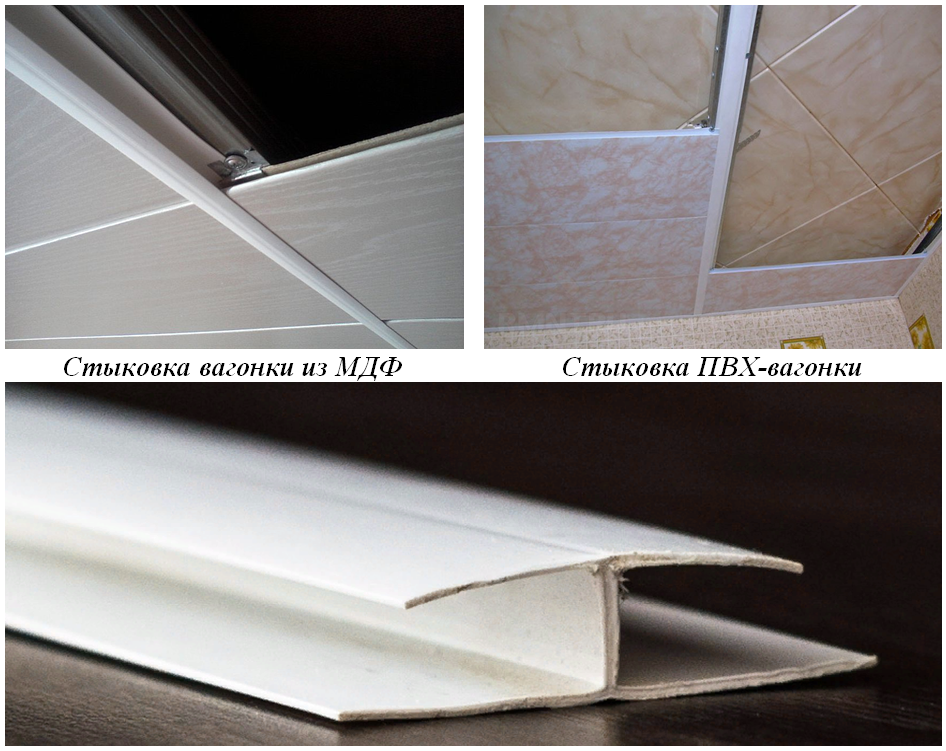 Н-образный профиль считается универсальным, но его видно
Н-образный профиль считается универсальным, но его видно
- Тонкие прямые и угловые планки. Производители МДФ панелей выпускают тонкие планки, которые наклеиваются на линию соединения, эти планки бывают прямые и угловые.
- Т-образные молдинги. Они вставляются в щель между панелями.
 Т-образные молдинги для сокрытия стыков между МДФ панелями очень удобны в работе
Т-образные молдинги для сокрытия стыков между МДФ панелями очень удобны в работе
Вариант №2
Декоративная накладка на стык считается самым простым способом соединения деревянной облицовки по длине. Вы просто подгоняете 2 ряда планок и прибиваете сверху деревянную рейку. Конфигурация и размеры рейки могут быть любыми, а главное, слишком точно подгонять планки не нужно, рейка закроет весь брак.
 Для декора стыка на вагонке Блокхаус обычно используют строганную доску со снятыми фасками
Для декора стыка на вагонке Блокхаус обычно используют строганную доску со снятыми фасками
Мастера пользуются деревянными Т-образными рейками, их еще называют грибками. Там рейка вставляется в зазор, который нужно четко подогнать по размеру грибка. Плюс данный стык должен приходиться на несущую планку обрешетки.
 Зазор между планками должен соответствовать толщине ножки грибка
Зазор между планками должен соответствовать толщине ножки грибка
Вариант №3
Монтаж в разбежку. Этот вариант своими руками монтировать сложнее всего.
Обустраивается в несколько этапов:
- Прятать стыки никто не собирается, их наоборот выделяют, поэтому они должны быть идеально ровными. Для этого торцы перед монтажом зачищаются и шлифуются под 90º.
- Чтобы при стыковке вообще не было щели, накладывают планки друг на друга и торцовочной пилой обрезают края сразу у обеих.
- Шлифмашинкой или электрорубанком снимается фаска по наружной части среза, скос должен быть таким же, как и боковые скосы на самой планке.
- Планки соединяются встык и разрез, уже не портит вид, а является частью интерьера.
 При монтаже в разбежку симметричные швы смотрятся лучше
При монтаже в разбежку симметричные швы смотрятся лучше
Оборудование и сырьё
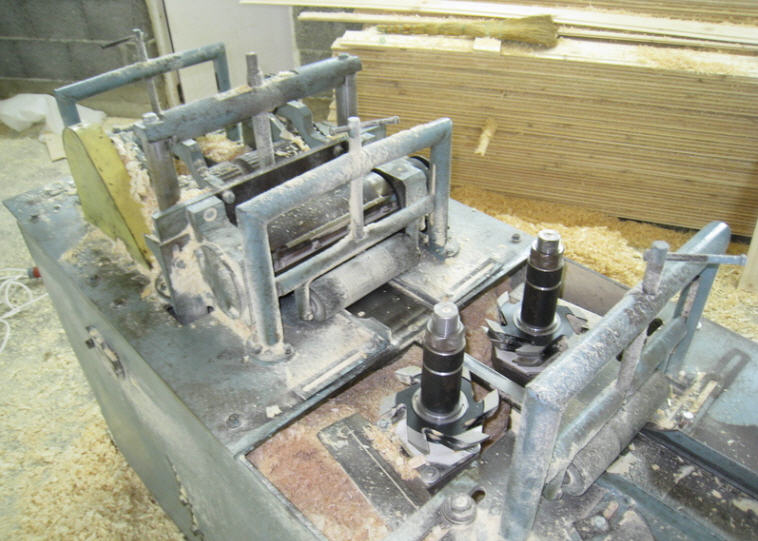
 Мы видим пример деревообрабатывающего станка для изготовления вагонки.
Мы видим пример деревообрабатывающего станка для изготовления вагонки.
Итак, с помещением мы определились, и самое время разобраться в том, какое оборудование нам понадобится. В первую очередь, это, конечно же, станки для производства вагонки, и тут встаёт вопрос, какому отдать предпочтение: кустарному или фабричному.
Конечно, цена фабричного профессионального станка будет значительно выше, но нельзя не учитывать и высокий коэффициент полезного действия и производительность. На изготовление одной панели вагонки на станке кустарного производства будет уходить не меньше 10 минут, в то время как у профессионального оборудования это процесс займёт не больше одной минуты.
Так же в пользу фабричных станков можно сказать и то, что при их покупке, набор дополнительных инструментов будет минимальным. Как правило, такое оборудование является многофункциональным, то есть способно выполнять одновременно несколько действий. В то время как кустарный станок лишь придаёт заготовке форму вагонки, а дополнительная зачистка и подготовка заготовок – это уже отдельная задача, выполнять которую придётся самостоятельно.
Цены
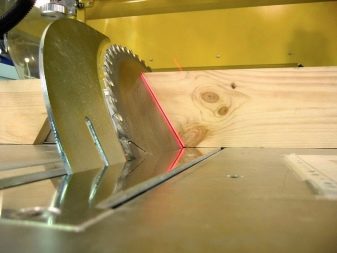
 Для изготовления вагонки нужны разные инструменты, например на фото, циркулярная пила.
Для изготовления вагонки нужны разные инструменты, например на фото, циркулярная пила.
Теперь несколько слов о расценках. Стоимость кустарного станка может начинаться от 20 тысяч рублей, но в дополнение к нему придётся приобрести следующий набор инструментов:
- Ручной фуганок. От 2000
- Рейсмус. От 7000
- Лобзик. От 2000
- Циркулярная пила стационарного типа. От 10000
- Ручная циркулярная пила. От 3000
Итого на общую сумму примерно 24000 рублей, то есть вместе со станком, на всё будет затрачено около 50 тысяч и это при самых скромных и оптимистичных расценках.
 Мы видим пример ещё одного небольшого станка для изготовления вагонки.
Мы видим пример ещё одного небольшого станка для изготовления вагонки.
Стоимость профессионального станка начинается от 150 000 рублей, и в дополнение вам не понадобится вообще никакое оборудование. Станок будет полностью самодостаточным. Достаточно просто подключить его и можно начинать работать.
Так же необходимо учитывать, что мы производим вагонку своими руками, то есть привлечение сотрудников нежелательно, и это ещё один фактор, говорящий в пользу покупки фабричного оборудования, справится с которым под силу и одному человеку. В то время как для работы на кустарном станке нужны как минимум двое: один человек на обслуживание самого станка, и один помощник для выполнения дополнительных функций по подготовке сырья и для окончательной обработки.
И в завершении этого раздела, рекомендуем вам посмотреть производство евровагонки видео, на котором показана инструкция по эксплуатации многофункционального деревообрабатывающего станка.
Отбираем сырьё
 От того какое сырьё для изготовления вагонки вы выберите, будет зависеть качество ваших изделий.
От того какое сырьё для изготовления вагонки вы выберите, будет зависеть качество ваших изделий.
Лес можно поделить на три основных категории: обрезной, необрезной и горбыль. От качества первичной обработки напрямую зависит стоимость сырья и время, которое будет затрачено на изготовление вагонки. То есть, чем ниже качество обработки леса, тем он дешевле, и тем дольше будет происходить цикл производства.
Тут каждый подсчитывает рентабельность самостоятельно. Например, если уже есть отработанный рынок сбыта готовой вагонки, то целесообразнее закупать обрезной лес, а основной доход получать за счёт больших объёмов производства.
То же самое и наоборот, если рынок ещё не отлажен, выгоднее экономить на сырье, и затрачивать больше времени на производство, которое не магнетизируется в качестве вложений в бизнес. То есть, вкладываете в развитие вы меньше, и расплачиваетесь за это собственным временем.
 На фотографии мы видим пример евровагонки.
На фотографии мы видим пример евровагонки.
Давать каких либо рекомендаций по этому поводу мы не будем, так как у каждого свой подход к ведению бизнеса, но можем дать несколько практических советов по выбору качественного сырья для производства.
Итак:
- Лес должен быть максимально сухим. Лучше всего приобретать его у поставщика, имеющего закрытые складские помещения.
- Доски должны лежать ровно, а не в разброс. Это исключит их искривление в результате долгого хранения на складе.
- Внимательно отбирайте каждую доску на предмет сучков. Иногда они даже привлекательно смотрятся, но есть сквозные сучки, которые при обработке просто выпадут и оставят после себя нелицеприятное отверстие.
- Отбирайте доски без трещин. Внешне это может быть еле заметный скол, но после обработки на станке такая доска может просто расколоться на части.
Особенности
Прежде чем приступать к описанию процесса изготовления, необходимо разобраться, что собой представляет этот товар.
Вагонка – это вид облицовочного материала, представляющий собой продукт переработки натурального дерева. Его используют для оформления как простых (прямолинейных) так и сложных конструкций. В зависимости от технических характеристик продукцию используют для наружной или внутренней отделки. Внешне это плоские панели, имеющие по краям специальные соединения.
В сфере производства вагонки используются различные сорта древесины, как лиственные, так и хвойные: ольха, кедр, ясень, сосна, бук и многое другое.
Деревянная отделка сочетает в себе отменные эксплуатационные и эстетические качества. За счет этих характеристик отделка получила широкое распространение. Вагонку используют для наружной и внутренней облицовки.
Преимущества вагонки:
- эстетичный внешний вид;
- богатый ассортимент продукции, отличающийся по окрасу, фактуре и эксплуатационным характеристикам;
- это экологически чистый продукт, безопасный для здоровья и окружающей среды;
- качественный материал обладает отменной практичностью и износостойкостью;
- отделочный материал из дерева – это классика, которая всегда актуальна и востребована;
- простой процесс монтажа;
- натуральная отделка создает в помещении комфортную атмосферу.
Недостатки:
- высокая цена;
- требует тщательный уход.
Это интересно: Особенности полиуретановых герметиков для наружных швов: рассмотрим со всех сторон
Этапы работ
Подробнее рассмотрим распространенный вариант производства облицовки на дому, используя циркулярку.
Работа начинается с подготовки расходного сырья и уборки рабочего пространства. Необходимо точно определиться с количеством пиломатериала. Для изготовления нужны строганые доски, ширина которых не превышает 10 сантиметров, а толщина составляет от 1,5 до 2 сантиметров. Использовать более крупные доски не рекомендуются из-за типа соединения вагонки между собой.
В процессе работы располагайте пиломатериал с одной стороны циркулярной пилы, а готовый продукт – с другой. Это поможет поддержать порядок и чистоту в помещении.
Все доски должны иметь одинаковую длину. Если это не так, материал обязательно следует подровнять. Также внимательно осмотрите доски и оцените состояние их поверхности. При наличии гнилых, черных сучков отправьте сырье в мусорку. Избавиться от таких дефектов в домашних условиях не выйдет.

Особое внимание уделите складированию заготовок. Следите не только за направлением древесных волокон, а также за расположением различных дефектов природного материала
Каждый специалист скажет, что это самые трудные в обработке элементы.
В работе размещайте материал как, чтобы расположение волокон и изъянов совпадало с ходом вращения режущего прибора. Если не соблюсти это правило, чистота поверхности материала будет неудовлетворительной.
Пришло время выставлять циркулярную пилу. При расхождении в ширине досок необходимо обязательно выровнять пиломатериал. Чтобы провести данную процедуру, разместите линейку пилы на необходимом расстоянии от зубьев и надежно зафиксируйте элемент.


Стандартная вагонка оснащена соединением в «четверть». Оформить такое сцепление можно, используя обычную циркулярную пилу. Необходимо настроить высоту стола и расстояние до линейки. Крепление второго элемента необходимо опустить и подвинуть к пиле. При работе внимательно следите за тем, чтобы плоскости располагались параллельно. Расстояние – 1 сантиметр. Линейка должна быть закреплена прочно и надежно.
Настройте положение стола так, чтобы зубцы циркулярной пилы размещались на высоте в сантиметр в максимальной точке. В итоге высота пилы и ее расстояние до линейки должны насчитывать 10 миллиметров. Проверьте правильность параметров, используя часть доски. Откорректируйте положение элементов, если в этом будет необходимость.

Далее нужно оформлять вышеуказанный тип соединения. Проводится первый проход – доска размещается плашмя, боковая плоскость прижимается к линейке максимально плотно. Если все сделано верно, то пропил характерного типа должен появиться по всей длине изделия.
Ни в коем случае не прижимайте пиломатериал вручную. Используйте для этого отдельный деревянный брусок, иначе это чревато травмой. Также запрещается облокачиваться на торец доски.
После разместите материал на ребро. Пропил оформляется со стороны линейки. Таким образом вы выпиливаете «четверть», необходимую для соединения панелей. Отрезанные части убирайте с рабочей поверхности сразу, чтобы не захламлять рабочее пространство.


Для финального оформления соединений разверните доску на 180° и проделайте вышеуказанную процедуру уже с другой стороны. «Четверти» на вагонке должны размещаться зеркально, то есть с одной стороны панели углубления находятся сверху, а с противоположной – снизу. При монтаже отделочного материала соединения крепятся внахлест, перекрывая стыки между собой.
Мастера рекомендуют обработать видимые боковые грани вагонки, используя ручной фрезер. Оборудование, необходимое вам – это стандартный фрезерный станок.

2 Станок для создания вагонки
Если для небольшого производства (с малыми объемами) необходимо оборудование, идеально подойдет четырехсторонний станок модели «Старт 160». Его основная функция – плоскостная и фасонная обработка пиломатериалов. Скорость подачи – 20 м/мин, ширина – 160 см.
2.1 Конструкция станка
Достичь фигурного профиля вагонки можно лишь с помощью специальных фрез. Для образования профиля вагонки можно использовать обычное фрезерное оборудование, но такой станок может обрабатывать лишь по одной грани за один проход. Поэтому шлифовку и обработку нужно будет проводить другими инструментами.

Трехсторонний фрезерный станок для производства вагонки
Этот вариант не подходит для большого производства, так как производительность будет небольшая.
Более удобно применять четырехсторонний станок для изготовления евровагонки. Он позволяет обрабатывать сырье одновременно с четырех сторон.
Технические особенности:
- Сложная конфигурация. Станки выполняют большое количество операций. Станину оснащают шпинделями (до восьми штук). Это нужно для изготовления стандартных размеров евровагонки и по индивидуальным заказам.
- Высокая скорость производства изделий. Это возможно благодаря мощным механизмам захвата и подачи заготовок из дерева.
- Основание под станок – стол высокой прочности. На столе располагается рабочий механизм станка, который имеет внушительный вес.
- Машина оснащена кожухами. Они защищают внутреннюю часть устройства от мусора и пыли.
- Минимальная погрешность в производстве. Точная подача деревянных брусьев.
2.2 Выбор станка для изготовления евровагонки
Для начала необходимо определиться с моделью машины и проверить качество оборудования.

Четырехсторонний станок по производству вагонки с малой степенью автоматизации
При покупке нужно учесть следующее:
- Производительность станка. Оптимальным вариантом для производства изделий является четырехсторонний станок со средней скоростью подачи заготовок.
- Масштабное производство предполагает использование оборудования с высокой скоростью подачи материала.
- Стоимость станка прямо пропорциональна стоимости фрез.
- Машина с высокой мощностью будет обеспечивать процесс изготовления с минимальной погрешностью.
- Основание станка должно быть прочным. Не допустимы вибрационные помехи во время производства.
2.3 Станок в домашних условиях своими руками
Для изготовления евровагонки необходимо устройство, которое будет обрабатывать заготовку с четырех сторон. Поэтому создание конструкции своими руками будет отличаться сложностью.
Основным параметром в характеристики станка является сечение готового материала.
Для начала нужно собрать каркас своими руками (стол и рама)
В домашних условиях важно качественно сварить все детали. Для изготовления станка используют листовое прочное железо, так как рабочая поверхность должна быть узкой, длинной и устойчивой
В центре листа нужно сделать отверстие. В процессе сборки туда устанавливаются валики. Электромотор контролирует их движения. Размер листа позволяет создавать вагонку с большим сечением и лучшими эксплуатационными свойствами.

Самодельный станок для изготовления вагонки
Самодельный аппарат должен быть как можно тяжелее. Чем больше вес, тем меньше вибрация. Вибрация устройства может сильно повлиять на качество вагонки.
Далее, необходимо сделать ножевой вал своими руками. Основную режущую деталь лучше приобрести фабричного выпуска. Сделать ее самостоятельно практически невозможно. Для крепления ножей и валов лучше применять прочные болтовые крепления и туго их затягивать.
Большая мощность не позволит добиться аккуратной обработки, меньшая – не разрежет древесину. В качестве бюджетного варианта можно взять старый двигатель из другого устройства. В последнюю очередь занимаются установкой прижимных роликов. С их помощью материал фиксируется на рабочем столе. Ролики можно приобрести в специализированном магазине или использовать старые.
Самостоятельно собрать станок возможно при наличии опыта работы с фабричным оборудованием. Новичку заниматься сборкой небезопасно. Во время эксплуатации режущего оборудования важен правильный уход и исправность инструментов. Нужно вовремя производить заточку и проверять наличие сколов.
GRIGGIO, станки итальянского производства
Количество шпинделей в агрегатах варьируется: 4-7, это зависит от модели.
Востребованность оборудования Гриджио нового поколения имеет убедительные основания:
- Высокое качество техники.
- Гарантийные обязательства производителя (доставка запчастей, техобслуживание).
- Стремление к ценовой доступности европейского бренда.
- Усовершенствованная технология.
Основные особенности: оснащенность высококачественным электрооборудованием из Франции, предварительная обработка заготовок во время пусконаладки, использование универсального шпинделя, выполняющего поворот 360 градусов.
Модель G 230/5U: основные технические характеристики:
Длина заготовки 480 мм, скорость оборотов шпинделей 6000, подающий стол длиной 2200 мм. Мощности всех двигателей 7,5 лс, универсального – 5,5 лс. Масса 1890 кг.
Агрегат G 230/5U: оборудован 5-ю шпинделями. Подходит для работы с вагонкой, доской для полового покрытия, шпатиком, для калибрования доски, ламелей, бруска. Производственные операции выполняет на большой скорости: 6 -12 м/мин. Устойчив, может эксплуатироваться на крупных производствах. Удобная фронтальная панель позволяет налаживать регулировку. Оборудование проходит предварительное тестирование на безопасность, надежность, качество.
Выбор станка для вагонки
Выбор оборудования для изготовления профилированной доски зависит от двух факторов:
- Производительность станка.
- Экономическая целесообразность.
Производительность станка
Профессиональное оборудование рассчитано для обработки сырья из необрезной доски. Станок, оборудованный 5-тью шпинделями (приводными осями с режущими головками), выполняет одновременно 4 операции по обработке древесины:
- удаление коры и подкорья с необрезной доски;
- строгание доски с обеих сторон (функция рейсмуса):
- фрезерование боковых сторон заготовки — формирование пазов и шипов;
- фрезерование тыльной стороны для устройства вентиляционных каналов.
Производительность профессиональных агрегатов достигает от 1800 п.м. до 3600 п.м. готовой продукции в течение рабочей смены. Такое оборудование устанавливают на крупных предприятиях.
Модели с 4-мя шпинделями обрабатывают калиброванный пиломатериал. Недорогое оборудование выполняет 2 операции – фрезерует только пазы и шипы. Производительность у них небольшая – 200 – 300 п.м. за рабочую смену.
Экономическая целесообразность
Приобретать дорогое оборудование (от 100 тыс.руб. до 500 тыс.руб.) стоит в расчёте на сбыт вагонки в больших объёмах. В условиях малого предприятия приобретают 2-х операционный станок (50 – 60 тыс.руб.). Для домашней мастерской целесообразно собрать своими руками фрезерное оборудование.
Последовательность монтажных работ
Важным преимуществом деревянной вагонки является возможность монтажа одним человеком, потому что материал легкий и удобный для работы. Чтобы получить нужный размер, используются ножовки по дереву.
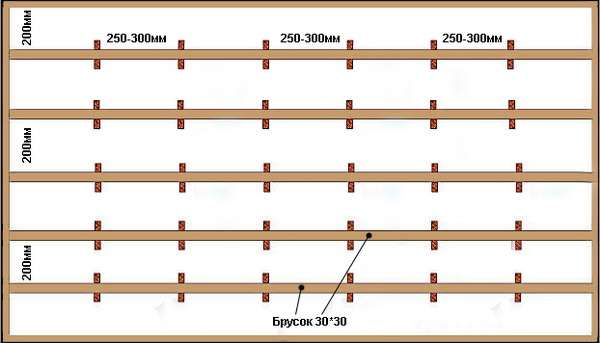
Предварительно готовится основание для отделки, и для этих целей следует избавиться от старой отделки и заделать крупные трещины. Далее следует подготовить бруски с сечением 50 на 50 и прикрепить их к основанию, начав от одного из углов помещения.
Интервал между деревянными брусками должен быть около 50 сантиметров.
От надежности фиксации брусков будет зависеть устойчивость всей конструкции, поэтому нужно пользоваться дюбелями и саморезами приличной длины.
Прибиваем доску по всей длине, соблюдая уровень по вертикали и по горизонтали, а затем начинаем крепить остальные деревянные планки, стараясь не заваливать их ни в одну из сторон. Монтаж должен производиться строго параллельно.
Как установить каркас для стен дома своими руками?
Для установки каркаса потребуется выполнение таких действий:
- Снять замеры с поверхностей, которые будут облицовываться деревянными полотнами.
- Рассчитать длину и количество элементов бруса, которые потребуются для обрешётки.
- Распилить бруски по проведённым расчётам.
- Желательно, чтобы стена сначала была выровнена — это убережёт от появления неровностей на поверхности облицовки. Если перепады несущественные, то в места, где брус к стене не прикасается, необходимо вставлять уплотнительные подкладки.
- Для вагонки рассчитывается шаг обрешётки. Для стандартного отечественного материала это значение примерно 0,5. Однако более широкая и прочная панель может крепиться на бруски, расположенные через 0,7 м друг от друга.
- Необходимо соблюдать перпендикулярность конструкции обрешётки к устанавливаемым ламелям.
- Лучше всего разметку выполнить посредством натянутой лески между соседними углами рабочей стены, причём расположение направляющей должно тщательно задаваться строительным уровнем.
- Первым закрепляется нижний или левый элемент, а фиксация брусков продолжается по периметру.
- Не чаще, чем через 0,4-0,5 м, вкручиваются шурупы для закрепления брусков на стене.
- Дрелью со специальным сверлом по дереву немного меньшего диаметра, чем будущие крепежи, в планке обрешётки делают сквозные отверстия, чтобы стена немного поцарапалась. Затем в режиме перфоратора со сверлом по металлу или бетону уже без приложенного бруска просверливаются отверстия под кожухи дюбелей.
- Пластиковые элементы вставляются в просверлённые гнёзда, которые закрываются бруском, чтобы отверстия совпадали. Затем во все просверлённые отверстия вставляются шурупы или блинные саморезы и вкручиваются.
Важно
Чаще всего выполняется обшивка вагонкой в вертикальном или горизонтальном направлении. Но в последнее время диагональная обшивка становится популярной за счёт оригинального вида помещения
Но монтировать под неё обрешётку, как и резать само полотно, сложнее.
домебанебалконе и лоджии
Как грамотно произвести монтаж обрешетки под вагонку для стен, смотрите в следующем видео:
Монтаж обрешётки – это ключевой этап, определяющий качество положенной облицовки в будущем. Если хоть какой-то элемент несущей конструкции выходит из строя, портится или оказывается низкого качества, то внешние декоративные качества отделки вагонкой будут утеряны. Поэтому разметка помещения, расчёт количества и длины всех элементов конструкции, включая деревянную вагонку, должны выполняться максимально точно, качественно.
Фугование доски
Доска становится ровной и гладкой после процедуры фугования. Это крайне важный этап и требует не меньшей внимательности и сосредоточенности. Для этого вновь необходимо перенастроить станок. Строгаются доски одна за другой, строго с одной стороны. Доски, которые свернулись в процессе строгания в спираль, сразу выбрасываются, потому как, они уже не подлежат дальнейшей эксплуатации. Для получения ровных и одинаковых досок по ширине, считайте сколько раз вам потребовалось провести по станку и повторяйте это же число с каждой новой доской, прилагая то же усилие.


В заключение обработки доски требуется сделать пазы. Получают их, используя фрезы или небольшого диаметра пильный круг, но необходимо установить его наискосок. Использовать его стоит, только если у вас нет в наличии фрез, так как метод довольно трудоемкий, требуется дополнительная настройка оборудования.
Первое, что требуется сделать – это настроить линейку, для этого поднимите и опускайте стол до тех пор, пока не установите необходимую глубину для паза. После этого выпиливаете пазы по обе стороны доски. Нет необходимости выпиливать пазы строго посередине доски, делая паз чуть ближе к поверхности – зрительно появляется ощущение более тонкой вагонки, чем она в действительности является.


Список источников
- beaver-news.ru
- viascio.ru
- stroy-podskazka.ru
- provagonky.ru
- mebelclubspb.ru
- dekoriko.ru
- okcomfort.com
- www.proprofnastil.ru
- 1povagonke.ru
- ostanke.ru
- adne.info
- dom-data.ru







![[повтор] технология изготовления столешницы из искусственного камня](https://7lestnic.com/wp-content/cache/thumb/d9/7c2b77a81f189d9_60x60.jpg)








