Классификация стальных покрытых электродов для ручной дуговой сварки
Классификация покрытых электродов, в зависимости от их назначения
Электроды для ручной дуговой сварки изготавливают в соответствии с требованиями
ГОСТ9466. В зависимости от области применения, согласно ГОСТ9467, стальные покрытые
электроды для дуговой сварки делятся на следующие группы:
У – для сварки углеродистых и низкоуглеродистых конструкционных сталей с временным
сопротивлением разрыву 600МПа. Для этой цели, согласно ГОСТ9476, используются
следующие марки электродов: Э38, Э42, Э42А, Э46, Э50, Э50А, Э55, Э60.
Л – электроды данной группы применяют для сварки легированных сталей, а также
для сварки конструкционных сталей с временным сопротивлением разрывы более 600МПа.
Это такие марки электродов, как Э70, Э85, Э100, Э125, Э150.
Т – данные электроды предназначены для сварки легированных теплостойких сталей.
В – электроды для сварки высоколегированных сталей с особыми свойствами (ГОСТ10052).Н
– электроды для наплавки поверхностных слоёв с особыми свойствами.
Классификация электродов, в зависимости от вида покрытия
А – электроды с кислым покрытием (например, АНО-2, СМ-5 и др.). Эти покрытия
состоят из оксидов железа, марганца, кремнезёма, ферромарганца. Эти электроды
обладают высокой токсичностью из-за содержания оксида марганца, но, при этом,
обладают высокой технологичностью.
Б – основное покрытие (электроды УОНИ-13/45, УП-1/45, ОЗС-2, ДСК-50 и др.).
В состав этих покрытий не входят оксиды железа и марганца. В состав покрытия
для электродов УОНИ-13/45 входят мрамор, плавиковый шпат, кварцевый песок, ферросилиций,
ферромарганец, ферротитан, замешанные на жидком стекле. При сварке электродами
с основным покрытием, получается сварной шов с высокой пластичностью. Данные
электроды используют для сварки ответственных сварных конструкций.
Р – электроды с рутиловым покрытием (АНО-3, АНО-4, ОЭС-3, ОЗС-4, ОЗС-6, МР-3,
МР-4 и др.). Основу покрытия данных электродов составляет рутил TiO2, давший
название этой группе электродов. Рутиловые электроды для ручной дуговой сварки
менее вредные для здоровья, чем другие. При сварке металла такими электродами
толщина шлака на сварном шве небольшая и жидкий шлак быстро твердеет. Это позволяет
использовать данные электроды для выполнения швов в любом положении.
Ц – группа электродов с целлюлозным покрытием (ВСЦ-1, ВСЦ-2, ОЗЦ-1 и др.).
Компонентами для таких покрытий являются целлюлоза, органическая смола, тальк,
ферросплавы и некоторые другие составляющие. Электроды с таким покрытием можно
использовать для выполнения сварки в любом положении. Преимущественно они используются
при сварке металлов малой
толщины. Недостатком их является пониженная пластичность сварного шва.
Классификация электродов по толщине покрытия
В зависимости от толщины покрытия (отношения диаметра электрода D к диаметру
электродного стержня d), электроды подразделяются на группы:
М – с тонким покрытием (соотношение D/d не более 1,2).
С – со средним покрытием (соотношение D/d в пределах от 1,2 до 1,45).
Д – с толстым покрытием (соотношение D/d в пределах от 1,45 до 1,8).
Г – электроды с особо толстым покрытием (соотношение D/d более 1,8).
Классификация электродов по качеству
Классификация по качеству включает в себя учёт таких показателей, как точность
изготовления, отсутствие дефектов в сварном шве, выполненном электродом, состояние
поверхности у покрытия, содержание серы и фосфора в металле сварного шва. В
зависимости от этих показателей, электроды делятся на группы 1,2,3. Чем больше
номер группы, тем лучше качество электрода и выше качество
сварки.
Классификация электродов по пространственному положению при
сварке
Различают 4 группы электродов, в зависимости от допускаемого пространственного
расположения свариваемых деталей:
1 – допускается сварка в любом положении;
2 – сварка в любом положении, кроме выполнения вертикальных швов сверху вниз;
3 – сварка в нижнем положении, а также выполнение горизонтальных швов и вертикальных
снизу вверх;
4 – сварка в нижнем положении и нижнем “в лодочку”.
Кроме вышеперечисленных способов классификации, ГОСТ9466 предусматривает классификацию
электродов в зависимости от полярности сварочного тока, напряжения холостого
хода, вида источника питания сварочной дуги. Исходя из этих показателей, электроды
делятся на десять групп и обозначаются цифрами от 0 до 9.
Выбор угла наклона
Вести электрод необходимо под различными углами. Выбор нужного положения зависит от вида материала, расположения деталей в пространстве и толщины металла. К основным способам ведения сердечника относятся три метода.
Углом вперед
Сердечник в этом случае ведут под углом от 30 ° до 60 °. В этом положении электрода расплавленная обмазка образует шлак.
Он движется после сварочной ванночки и надежно прикрывает ее от вторжения вредных газов. Некоторое количество шлака, попадающее впереди шва, вытесняется расплавленным металлом по сторонам стыка.
Если впереди ванны образуется большое количества шлака, то наклон надо уменьшить. В редких случаях, можно доводить наклон до прямого угла. Это необходимо делать при сильном образовании шлака.
В этом случае он не успевает застывать и заливает ванну, гася сварочную дугу. Поэтому требуется проводить зажигание дуги под прямым углом, постепенно меняя его, добиваться нормального образования шлака.
Этот способ применяется при необходимости небольшой глубины разогрева основного металла, для сварки потолочных стыков, сваривания вертикального шва на швеллере, сварки труб с неповоротным стыком и для выполнения корневого шва на толстом металле заготовок.
Перпендикулярно
Постоянно держать электрод перпендикулярно к поверхности довольно сложно, поэтому способ требует достаточных навыков электросварщика.
Применяется для сварки в недоступных местах, отсутствии возможности наклонить электрод под другим углом. В этом случае можно добиться небольшого проплава металла деталей.
Углом назад
Сварка производится наклоненным электродом, аналогичным как при сварке «углом вперед», только угол отсчитывается в другую сторону. В этом случае шлак в расплавленном виде вытесняется из сварочной ванночки и находится сразу за нею.
Для различных электродов необходимо подобрать определенный угол, который будет обеспечивать оптимальный режим выполнения работ. Расплавленный шлак должен успевать проходить сразу за электродом и закрывать расплавленный металл, обеспечивая его равномерное остывание.
Применяется для выполнения первого (корневого) шва толстых деталей в вертикальном или нижнем положении стыка. Этот способ обеспечит надежное неразъемное соединение угловых положений стыка, сварке швеллера, соединении труб. Для более опытного электросварщика возможна сварка с очень малой сварочной дугой.
Независимо от выбора способа наклона электрода при сварке, следует поддерживать баланс положения . Он не должен быстро растекаться впереди шва, но и не должен сильно от него отставать.
В любом случае, правильно выбирать угол и стабильно держать электрод при электродуговой сварке можно только с опытом работ.
Подходящие марки
Решая вопрос, какие электроды выбрать для сварки инвертором, можно глянуть на статистику, которая покажет самые популярные варианты. Среди них имеются:
УОНИ-13 55 – они больше подходят для сварщиков с опытом. Они служат для создания плотного шва, который обладает высокой прочностью. Они могут использоваться даже при низких температурах.
Электроды для сварки инвертором марки УОНИ-13 55
МР-3С – могут стать незаменимым решением в тех случаях, когда к шву выдвигаются высокие требования по качеству. Они подходят для работы постоянным током на обратной полярности и для переменного тока.

Электроды для сварки инвертором марки МР-3С
МР-3 – является универсальной маркой, так как стержень подходит для большинства требуемых операций. Их можно применять в любых условиях, даже если поверхность металла чем-то загрязнена, в том числе и имеет ржавчину. Они хорошо противодействуют влаге и защищают шов от попадания водорода.

Электроды для сварки инвертором марки МР-3
АНО – серия состоит из нескольких марок, но в целом является самой популярной в использовании. Их преимущество состоит в том, что электроды не нужно предварительно прокалывать. Дуга хорошо зажигается как в первый, так и в последующие разы. Качество шва получается достаточно высоким. Подходит для работы новичкам.

Электроды для сварки инвертором марки АНО
Особенности выбора электрода для инвертора в зависимости от режимов свариваемого металла
Задаваясь вопросом, как выбрать электроды для инверторной сварки, следует в первую очередь узнать, что именно придется сваривать. При подборе расходного материала для сталей, следует узнать их состав. Здесь очень важным моментом является уровень их легирования, какие дополнительные элементы входят туда и в каких количествах. Дело в том, что если происходит сварка нержавейки, то после самого процесса, когда сделан неправильный выбор, то сама нержавеющая сталь утрачивает свои антикоррозионные свойства и на месте шва со временем может появляться ржавчина. Чтобы этого не происходило, требуется выбирать электроды, которые будут компенсировать температурные утраты.

Электроды для сварки нержавейки инвертором
Подобные схемы действуют и со сталями с высоким содержанием углерода. Если же в металле наоборот, низкий уровень углерода, то требуется обеспечить дополнительную защиту, чтобы в шов не попал данный элемент, иначе все соединение станет достаточно хрупким. Для работы с чугуном следует использовать специальные расходные материалы, которые направлены именно на этот металл, иначе есть большой риск образования брака.
Каждый из металлов имеет свои особенности в режиме сваривания, из-за разницы в температуре плавления и свойств текучести. Если электроды подбираются из того же состава, то больших проблем с применением не должно быть, так как достаточно лишь выставить указанные параметры, которые подходят для нужного положения и начинать работу. Таким образом, рассматривая какие электроды лучше для инвертора, следует учитывать вышеперечисленные факторы
Основные режимы и нюансы применения
Выбрав, какие электроды лучше для инверторного сварочного аппарата, следует ознакомиться с режимами их применения. Здесь приведены параметр тока для всех положений у самых распространенных моделей:
МР-3С
| Величина диаметра, мм | Сила тока, А |
Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
АНО-21
| Величина диаметра, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 2 | 50…90 | 50…70 | 70…90 |
| 2,5 | 60…110 | 60…90 | 80…100 |
| 3 | 90…140 | 80…100 | 100…130 |
МР-3
| Диаметр электрода, мм | Горизонтальная сварка, А | Вертикальная сварка, А | Потолочная сварка, А |
| 3 | 100…140 | 80…100 | 80…110 |
| 4 | 160…220 | 140…180 | 140…180 |
| 5 | 180…260 | 160…200 | – |
УОНИ-13 55
| Величина диаметра, мм | Положение | ||
| Нижний шов | Вертикальный шов | Потолочный шов | |
| 2 | 40…60 | 40…65 | 40…70 |
| 2.5 | 70…85 | 60…75 | 60…80 |
| 3 | 80…95 | 70…90 | 70…90 |
| 4 | 130…150 | 130…140 | 130…140 |
| 5 | 180…210 | 160…180 | |
| 6 | 210…290 |
Недостатки тонких электродов
- Электроды для сварки инвертором тонкого металла не предназначены для работы с толстыми деталями, так как не смогут проварить на нужную толщину;
- Существуют сложности с работой, так как техника сваривания отличаются от обыкновенной;
- Из-за размера они быстро заканчиваются и приходится часто менять расходный материал;
- Недостаточный слой обмазки делает защиту сварочной ванны не столь надежной;
- Зачастую требуется использовать дополнительные расходные материалы;
- Далеко не все марки выпускаются в столь мелком варианте, поэтому, иногда возникают сложности с подборкой.
Технические характеристики
Технические характеристики электрода зависят от того, какие элементы входят в его состав, а также от физических свойств металла, из которого сделан стержень и что входит в состав обмазки.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 460 | 18 | – 20 |
|
Производительность наплавки, г/мин |
Относительный выход наплавленного металла, % |
Расход материала на 1 кг наплавленного шва, кг |
|
23,5 |
90 |
1,7 |
Размеры тонких электродов от различных фирм производителей
Самый тонкий электрод для сварки имеет диаметр 0,8 мм. Помимо этого в линейках встречаются материалы толщиной 1 мм; 1,2 мм; 1,6 мм; 2 мм.
Среди марок, которые выпускают такие размеры можно встретить:
- МР-3;
- МР-3С;
- УОНИ-13 45;
- УОНИ-13 55;
- Э-46;
- АНО 21.
Выбор
Электроды для сварки тонколистового металла подбираются по тем же принципам, что и стандартные
В первую очередь следует обратить внимание на состав, чтобы стержень наплавочного металла соответствовал основному. Это обеспечит лучшее соединение, так как на краях шва не будут образовывать слабые места, а вся структура будет более однородной
Также следует опираться на то, какие режимы поддерживает сварочный аппарат, чтобы они совпадали с теми, на которые рассчитан электрод.
Режимы и особенности применения
|
Толщина заготовки, мм |
0,8 |
1 |
1,5 |
2 |
|
Толщина электрода, мм |
1 |
1,6 |
2 |
2,5 |
|
Сила тока, A |
10…20 |
30…35 |
35…45 |
50…65 |
Главной особенностью применения является более высокая скорость сваривания. В отличие от сварки нержавейки, где этот фактор вызван более высокой текучестью, здесь сохраняется прежняя вязкость. Благодаря этому соединение в вертикальном и потолочном положении становится более легким. Это один из немногих случаев, когда электроды можно брать с более низким диаметром, чем основной металл, особенно если это касается потолочной сварки. Как видно из таблицы, даже небольшое отклонение в 5 А может привести к тому, что режим будет нарушен и возможно появление брака. Чем выше толщина, тем менее заметна эта разница, хотя здесь и есть зависимость от того, какой сорт металла используется.
Практические советы
Во время работы необходимо поддерживать неизменное расстояние между электродом и металлической поверхностью. Дуговой зазор должен соответствовать диаметру электрода. В случае, если расстояние будет слишком маленьким, шовное соединение будет с выпуклыми образованиями. Если оно будет слишком большим, возникает риск непровара.
При получении шва внахлест необходимо придавить грузом один лист на другой, чтобы между ними не было пустого места.
Следует помнить, что, чем короче шаг точечной сварки, тем меньше деформируется тонкий металл.
Если двигать электродом слишком быстро, в результате шов может получиться неровным. Чтобы избежать появления дефектного шва, необходимо представлять себе, что такое сварочная ванна: это жидкий металл, образующийся в ходе варочного процесса, в который попадает присадочный материал. Если образуется сварочная ванна, значит, процесс варки проходит успешно. Ванна находится под поверхностью металлического изделия. Если электродуга ровно и на большую глубину проникает внутрь изделия, сварочной ванной образуется ровный шов. При этом нужно следить, чтобы шов находился на уровне поверхности металла. Качественное соединение образуется при осуществлении круговых движений электродом. Ванна в этом случае распределяется по кругу.
Самым оптимальным углом наклона электрода является диапазон от 45 до 90 градусов.
Подключение электродов следует производить к положительной клемме. Это позволит избежать чрезмерной термической нагрузки на поверхность изделия, и получить ровный шов с неглубокой проплавкой.
Конструкции электродов
Для работы с электродуговой сваркой также используются электроды, но они кардинально отличаются от токопроводящих элементов для контактной сварки, и не подходят для данного вида работ. Поскольку в момент сварки детали сдавливаются контактными частями сварочного аппарата, то электроды для контактной сварки способны проводить электрический ток, выдерживать нагрузку на сжатие и отводить тепло.
Свариваемый металл определяет форму применяемого электрода. Данные элементы, имеющие плоскую рабочую поверхность, используют для сварки обычных сталей. Сферическая форма идеально подходит для соединения меди, алюминия, высокоуглеродистых и легированных сталей.
Сферическая форма наиболее устойчива к сгоранию. Благодаря своей форме они способны выполнить большее количество сварных швов до заточки. Кроме того, применение такой формы позволяет варить любой металл. В то же время, если сваривать алюминий или магний плоской поверхностью, то будут образовываться вмятины.
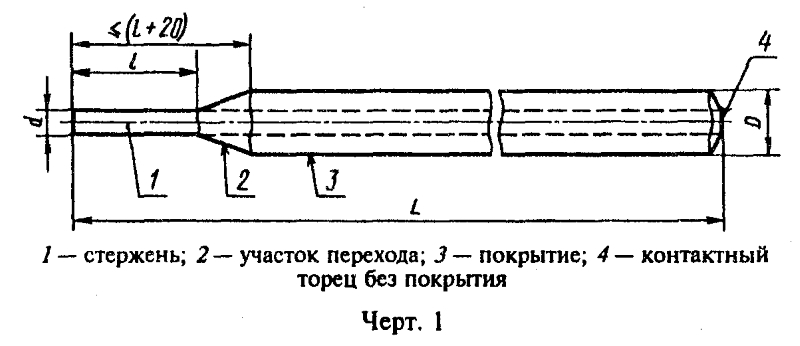
Схема электрода для сварки
Посадочное место электрода часто выполнено в форме конуса или с резьбой. Данная конструкция позволяет избежать потерь тока и эффективно выполнить сжатие деталей. Посадочный конус может быть коротким, однако их применяют при малых усилиях и низких токах. Если используется крепление с резьбой, то зачастую через накидную гайку. Резьбовое крепление особенно актуально в специальных многоточечных машинах, так как необходим одинаковый зазор между клешнями.
Для выполнения сварки в глубине детали, применяются электроды искривленной конфигурации. Существует разнообразие изогнутых форм, поэтому при постоянной работе в таких условиях, необходимо иметь подборку различных форм. Однако пользоваться ими неудобно, и они имеют более низкую стойкость, в сравнении с прямыми, поэтому к ним прибегают в последнюю очередь.
Поскольку давление на фигурный электрод приходится не по его оси, во время нагрева он подвержен изгибанию, и об этом нужно помнить при выборе его формы. Кроме того, в такие моменты, возможно смещение рабочей поверхности искривленного электрода, по отношении к ровному. Поэтому в таких ситуациях обычно применяется сферическая рабочая поверхность. Не осевая нагрузка сказывается также на посадочном месте электрододержателя. Поэтому при чрезмерной нагрузке, нужно использовать электроды с увеличенным диаметром конуса.
Выполняя сварку в глубине детали можно использовать прямой электрод, если наклонить его по вертикали. Однако угол наклона должен быть не больше 30о, так как при большем градусе наклона происходит деформация электрододержателя. В таких ситуациях применяют два изогнутых токопроводящих элемента.

Внешний вид электродов
Использование хомута в месте крепления фигурного электрода позволяет снизить нагрузку на конус и продлить срок службы посадочного места сварочного аппарата. При разработке фигурного электрода, необходимо вначале выполнить чертеж, затем изготовить из пластилина или дерева пробную модель, и только после этого приступать к его изготовлению.
В промышленной сварке применяется охлаждение контактной части. Зачастую такое охлаждение происходит через внутренний канал, но если электрод небольшого диаметра или происходит увеличенный нагрев, то охлаждающую жидкость подают снаружи. Однако наружное охлаждение допускается при условии, что свариваемые детали не поддаются коррозии.
Труднее всего охладить фигурный электрод из-за его конструкции. Для его охлаждения применяют тонкие медные трубки, которые располагаются по боковым частям. Однако даже при таких условиях он недостаточно хорошо охлаждается, поэтому не может варить в том же темпе, что и прямой электрод. В противном случае происходит его перегрев и срок эксплуатации сокращается.
Во время контактной сварки ось двух электродов должна быть 90о по отношению к поверхности детали. Поэтому когда свариваются крупногабаритные детали с уклоном, используются поворотные, самоустанавливающиеся держатели, а сварка выполняется сферической рабочей поверхностью.
Стальная сетка диаметром до 5 мм сваривается пластинчатым электродом. Равномерное распределение нагрузки достигается путем свободного вращения вокруг своей оси верхнего токопроводящего контакта.
Хотя сферическая форма рабочей поверхности является самой устойчивой из остальных форм, все же она, вследствие тепловых и силовых нагрузок, теряет свою первоначальную форму. Если рабочая поверхность контакта увеличивается на 20 % от первоначального размера, то он считается непригодным, и его нужно затачивать. Заточка электродов контактной сварки производится в согласии ГОСТом 14111.
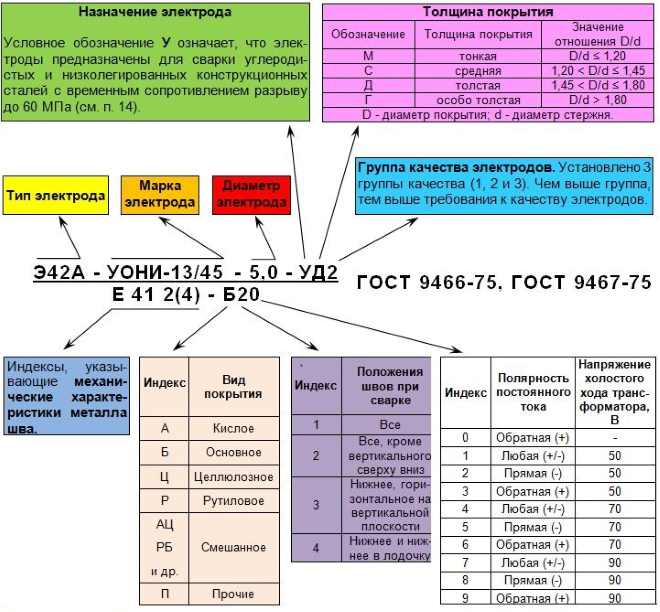
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.
-
Типы покрытых электродов для сварки.
Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд.
Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд. -
Марки электродов для сварки
Марки – параметр индивидуальный и зависит исключительно от производителя. -
Диаметр
Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм. -
Назначение
Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У;
Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л;
Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т;
Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В;
Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н. -
Толщина покрытия
Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г. -
Основные свойства шва
Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками. -
Вид электродного покрытия
А – кислотное покрытие.
Б – фтористо-кальциевое.
Ц – целлюлоза.
Р – рутиловое.
Ж – повышенное содержание железа.
Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава. -
Маркировка пространственных положений
1 – все,
2 – все, кроме вертикального, направленного вниз;
3 – нижнее, плюс вертикальное (движение снизу-вверх);
4 – исключительно нижнее. -
Род сварочного тока и подключение
– Индекс 0 электроды для постоянного тока и обратным подключением;
– индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений;
– указатели – 2,5,8 – ток любой, но подключение должно быть прямым;
– индексы – 3,6,9 для любых токов и обратного подключения.
Популярные марки
Если с назначением и классификацией основных типов расходников все понятно, то какими электродами лучше варить инвертором, учитывая, что сегодня в предложении сотни различных их марок и производителей? И как определить требуемые стержни по маркировкам?
УОНИ 13/55
Для сварки углеродистой и малолегированной стали отлично подходят электроды с маркировкой УОНИ 13/55. Их производят с основным покрытием, что означает применение на инверторе с постоянным током. Эта марка расходных материалов позволяет создавать прочные сварные швы, устойчивые к различным механическим нагрузкам.
Режимы инвертора с использованием электродов УОНИ следующий.
- Постоянный ток.
- Обратная полярность (кабель держателя ставят на плюс, а массу — на минус).
- Холостой ход минимум 65 В.
Однако есть и недостатки в такой марки. Во-первых, высокие требования к подготовке свариваемых поверхностей, а во-вторых — аппарат должен обладать высоким напряжением холостого режима (от 65 вольт).
МР-3
Это электроды с рутиловыми обмазками. Как было сказано выше, они подходят для инверторов как с переменным, так и постоянным током. Применяются при сваривании углеродистой и низколегированной стали. Преимуществом таких электродов является стабильность дуги даже при недостаточных настройках инвертора. Также, в отличие от предыдущей марки, эти расходники прекрасно варят металл неподготовленным. Ржавчина или влага не помешают создать качественный шов.
Режим инвертора при работе с МР-3 выставляют на обратную полярность.
ОЗА-1, ОЗАНА, ОЗАНА-2, ОЗР, ОЗР-2
Эти различные марки расходных сварочных материалов используются при сваривании алюминия или сплавов.
При работе с «крылатым» металлом полярность выставляют прямую (то есть кабель держателя ставят на минус, а массу на плюс).
В большинстве случаев алюминий варят аргонодуговым способом, но, при отсутствии такого оборудования, с электродами этих марок получится сделать качественное соединение.
ОК 63.34
Такая марка производиться специально для сваривания нержавеющих сталей. Другие типы электродов при сварке инверторного типа не подходят, так как не получиться хорошо положить шов должного качества.
Ими осуществляют как горизонтальные, так и вертикальные виды соединений.
Режим инвертора может быть любой полярности, с постоянным или переменным током.
АНО 21
Эти электроды выбирают для сваривания инвертором тонкостенных конструкций из углеродистой стали. Подходят для варки труб или профиля. Настройки могут быть любой полярности, с переменным или постоянным током.
Импортные расходники
Также в продаже могут встречаться зарубежные марки электродов, у которых свое маркирование.
Наиболее распространенными расходниками является продукция шведской компании ЭСАБ. Все обозначения на их электродах начинается с букв ОК. Какие из них можно выбрать для работы с инвертором в домашней мастерской?
- ОК 46.00 — это аналог электрода МР-3, им можно варить на переменном и постоянном токе различные марки углеродистой и низколегированной стали.
- ОК 48.00 — используют для сваривания важных и несущих конструкций на постоянном токе.
- ОК 61.30 и ОК 63.20 — применяются для сваривания различных типов нержавеющей стали.
- ОК 92.60 — марка электродов, которая используется для сварочных работ по чугуну. Также такие стержни можно использовать для соединения стали с чугунными деталями.
- ОК 96.20 — аналоги электродов ОЗА-1, ОЗАНА, ОЗАНА-2 для работы с алюминием.
Учитывая все факторы, приведенные в этом материале, можно выделить основные пункты, по которым выбирают электроды для инвертора. Изначально их подбирают исходя из материалов, которые будут варить, далее нужно определить требуемое покрытие для режима сварки и только потом определяют нужный диаметр.
Также не стоит покупать электроды сомнительного происхождения, лучше всего брать известных производителей, хоть они и обойдутся дороже по стоимости. Качественный расходник обеспечивает половину прочного соединения.
А какие электроды используете Вы при работе с инверторным аппаратом? Поделитесь своим опытом по выбору расходников в блоке обсуждения к этой статье, Ваш опыт и мнение не заменит ни один теоретический материал.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
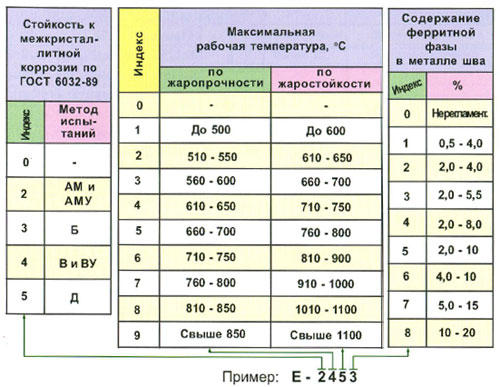
По группе индексов
Это одна из самых сложных маркировок, новички часто не понимают ее, потому что в нескольких числах заложено множество характеристик сразу. Обычно, группа индексов пишется на упаковке с электродами для сварки высоколегированной стали, так что это уже упрощает понимание. Давайте подробнее разберем, что значит каждая цифра в нашем примере.
Итак, цифра 5 — это стойкость шва к коррозии. Цифра 1 — это максимальная рабочая температура, при которой указана жаропрочность шва. Цифра 4 — это рабочая температура шва. Цифра (4), взятая в скобки, обозначает, сколько в шве ферритной фазы. Чем каждая цифра больше, тем соответственно больше значение. Ниже таблица с характеристиками металла шва для сварки высоколегированных сталей, изучив ее вы поймете, что значит каждая цифра.
Условное обозначение электродов для наплавки может состоять из двух частей, а не из 3-4 цифр, как мы говорили ранее. К индексу из 3-4 цифр добавляется индекс из трех цифра, написанных через дефис и разделенных дробью с первым индексом. Например, Е300/32-1. Цифра 32 обозначает твердость металла, который можно наплавить. Цифра 1 обозначает, что твердость у таких электродов обеспечивается без термического воздействия. Иногда можно встретить цифру 2, она означает, что твердость обеспечивается после термического воздействия.
Список источников
- svarkagid.ru
- stankiexpert.ru
- WikiMetall.ru
- svarkaed.ru
- svarkaipayka.ru
- taina-svarki.ru
- stroypomochnik.ru
- svaring.com
- goodel.ru















