Общая информация
Э46 – это не марка, а тип электродов, к которому относится сразу несколько марок. Расшифровать такую маркировку просто: «Э» обозначает «для ручной сварки», а 46 — это усилие на 1 кв. мм сечения сварного шва, измеряется в килограммах. Благодаря этой маркировке можно заранее узнать, насколько прочным будет готовый шов, диаметром 4 мм, например.
Среди отечественных электродов к типу э46 принято относить марку АНО-4, АНО-6, АНО-21, АНО-29М, АНО-32, АНО-36, ОЗС-3, ОЗС-4, ОЗС-4И, ОЗС-6, ОЗС-12, ОЗС-21, МР-3, МР-3С и СЭОК-46. Эти марки выпускают многие заводы. На наш взгляд, хорошие отзывы заслужили электроды Арсенал, ЛЭЗ, СпецЭлектрод. Эти марки есть в ассортименте перечисленных производителей.
Сфера применения электродов типа э46 очень большая. Ими можно варить низколегированные и углеродистые стали. Они подходят для сварки металлических конструкций общего назначения. А под эти характеристики попадает большинство сварочных работ на производстве. Далее мы подробнее расскажем, как и где применяются эти электроды.
Возможно, вы слышали, что помимо э46 есть еще электроды типа э46а. Отличия у них несущественные, но все-таки есть. Электроды э46а предназначены для менее требовательных по качеству швов. Они необязательно должны быть очень пластичными и вязкими.
Общая информация
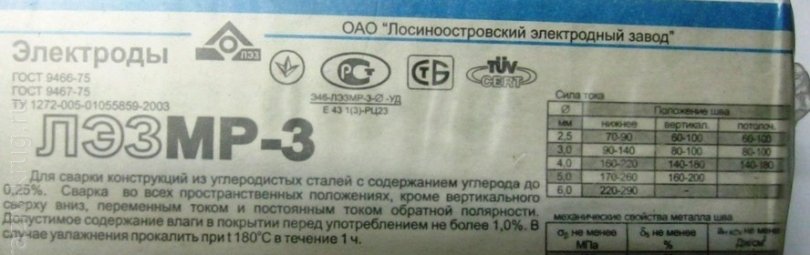
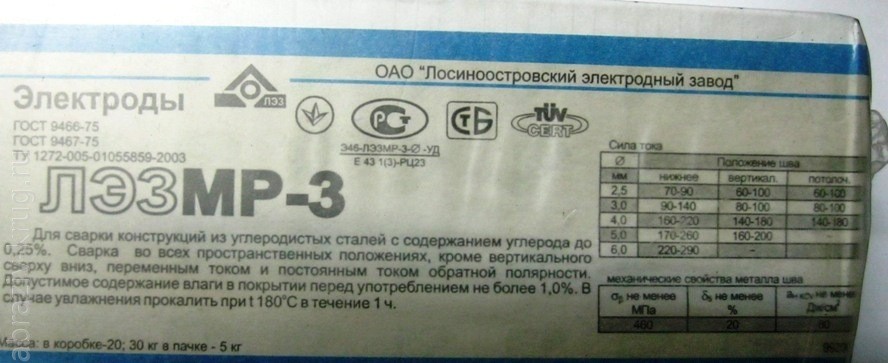
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар
Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения
Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Общая информация
Сварочные элементы марки МР-3 подходят для соединения заготовок из углеродистых и низкоуглеродистых сталей. Их можно сваривать при плотном контакте либо оставлять небольшой зазор. В последнем случае специалисты рекомендуют очень внимательно подойти к выбору режима сварки и использовать ток меньше номинального во избежание образования дефектов или трещин на металле.
Присадочные материалы, выпускаемые под этой маркой, выгодны тем, что в процессе их использования выделяется минимальное количество веществ, поэтому можно не сомневаться в их безопасности. Они незаменимы при сварке, проводимой в особо сложных условиях, поскольку наименее требовательны к чистоте поверхности, на которой могут присутствовать ржавые пятна или влага, но на качество сварки это сильно не влияет.
Сварочные работы проводятся с применением обычных трансформаторов, которые поддерживают минимальное напряжение на уровне 50 В. Сварочный материал МР-3 также можно использовать для монтажа деталей средней или большой толщины. Металл можно с легкостью проварить по всему углублению, гарантируя высокую прочность создаваемого соединения. Если исходить из технологических условий сварочных работ, при работе с этими электродами создавать большую дугу для получения температуры, достаточной для схватывания металла с электродом, не требуется.
 В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
В рамках подготовительного этапа электроды необходимо просушить и прокалить, что только положительно сказывается на их рабочих свойствах. Электроды этой марки можно использовать в сочетании с трансформаторами, поддерживающими работу при постоянном и переменном токе. Присадочным материалом можно работать в любых положениях из-за того, что они вне зависимости от рабочих условий могут обеспечить соединение высокого качества.
По окончании сварки необходимо выполнить завершающую операцию — удалить с металла шлак. Это делается очень легко, поэтому качество соединения остается стабильно высоким. Покрытие электрода напрямую влияет на присущие для него достоинства. Материал для сварки отличается особым химическим составом, благодаря которому можно поддерживать стабильное горение дуги при работе в любой плоскости. За счет стабильности дуги качество сварки получается неизменно высоким, вне зависимости от воздействия посторонних факторов.
Электроды с рутиловым покрытием
 Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
Рутиловое покрытие представляет собой диоксид титана в порошкообразной форме, используемый для повышения прочностных характеристик шва и стабилизации процесса горения. Хотя электроды, имеющие рутиловое покрытие, стоят заметно дороже, они обладают рядом достоинств, которые обеспечивают им неоспоримые преимущества на фоне прочих видов электродов. Рутиловые наиболее эффективны при соединении элементов, содержащих влагу и ржавчину, способствуют уменьшению брызг металла, сокращая тем самым его расход. Отличительной особенностью электродов является простота отделения шлака.
МР-3
Достаточно известной и востребованной разновидностью рутиловых электродов являются элементы МР-3. Их используют преимущественно для соединения ответственных конструкций, выполненных из углеродистых сталей с содержанием углерода не менее 0,25% и низколегированных сталей. Во время работы электродами МР-3 образуется непрерывная дуга, что гарантирует аккуратный, прочный и ровный шов. Эти электроды могут работать при любом токе.
Во время сварки электроды МР-3 можно держать в любом положении, кроме вертикального. Это обусловлено тем, что качественное соединение можно создать только при неправильной полярности. МР-3 позволяют выполнять сварочные работы даже по окислительной поверхности и с использованием удлиненной дуги.
Высокая востребованность сварочного материала этой марки обусловлена наличием у них массы положительных свойств, среди которых следует выделить способность обеспечить качественное соединение даже при наличии на поверхности следов ржавчины, влаги и загрязнений, а также высокую производительность сварочных работ.
Применение
Сварочные элементы марки МР-3 предназначены для проведения сварочных работ при токе постоянной или переменной величины, гарантирующим напряжение в режиме холостого хода не менее 50 В. В случае подачи от источника питания постоянного тока полярность должна быть обратной. В процессе сварки присадочный материал допускается держать в любой плоскости.
Технологические особенности
- Высокое качество соединения и производительность;
- Беспроблемное повторное зажигание;
- Легко отделить от сварочного шва шлаковую корку;
- Незначительное количество брызг металла;
- Простота процесса создания сварочного шва;
- Не возникает трудностей с зажиганием электрической дуги и поддержанием ее стабильного горения.
В условиях нормальной температуры металл сварочного шва, а также наплавленный металл приобретают следующие прочностные характеристики:
- Показатель механического сопротивления разрыву — не более 46 кгс/мм2 ;
- Относительное удлинение — 18%;
- Ударная вязкость — 8 кгс∙м/см2.
Для правильного расчета величины рабочего тока необходимо учитывать особенности использования электродов и их диаметр:
- при диаметре 6 мм только в нижнем расположении — 300−360 А;
- 5 мм для вертикального 160−200 А, для нижнего -180−260 А;
- 4 мм для вертикального 140−180 А, для нижнего 160−220 А, для потолочного 140−180 А;
- 3 мм для вертикального 90−110 А, для нижнего 100−140 А, для потолочного 100−120 А.
В зависимости от веса для наплавления на 1 кг металла расходуется порядка 1,7 кг МР-3.
https://youtube.com/watch?v=Jpdp2S2SGCY
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.

Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Хранение
Правильное хранение электродов напрямую влияет на качество швов и срок годности самих стержней.
Самое главное правило — храните электроды в сухом теплом помещении. Не надо оставлять пачку со стержнями на всю зиму в гараже! Многие так и поступают, а потом удивляются, почему швы получаются дефектными. Помещение, в котором вы храните электроды, не должно быть слишком влажным. Лучше заберите стержни к себе в квартиру, если есть такая возможность. Если у вас большое количество электродов, то лучше установите в комнате термометр и прибор, определяющий влажность воздуха.
Следите, чтобы не было сильных перепадов температуры и влажности. Влажность вообще способна убить любые электроды, покрытие которых легко впитывает любую избыточную влагу. Эта проблема частично решается прокалкой, но за влажностью все-таки нужно следить.
Электроды можно хранить либо в специальном пластиковом тубусе, либо в картонной коробке. Если храните в коробках, то ставьте их на некотором расстоянии от пола. Ни в коем случае не составляйте коробки храниться на земле.
Домашним мастерам рекомендуем сделать из труб пвх тубус, в котором и можно хранить электроды. Это дешевый и удобный выход из положения. В таком тубусе можно хранить стержни и на даче, и в гараже, и в квартире.

Технические характеристики
Электроды МР-3 относятся к типу Э46. Это означает, что данная марка применима при сварке углеродистых, конструкционных и низколегированных сталей. Диапазон свариваемых толщин от 3 до 20 миллиметров. Выпускаются в соответствии с ГОСТами №9466-75 и №9467-75. Минимальный предел текучести свариваемого металла не должен превышать 360 Мпа.
Электроды изготавливаются из стальной присадочной проволоки Св-08, диаметр 3-6 миллиметров. Имеют рутиловое покрытие, за счет этого дуга горит стабильно и легко возбуждается. Длина электродов может варьироваться от 30 до 45 сантиметров. Самые распространенные электроды МР-3 имеют диаметр 3 мм. В упаковке около 80 штук.

Сварочные электроды марки МР-3 нуждаются в правильном хранении. Температура воздуха не должна быть ниже +15 градусов по Цельсию. Также необходимо следить за уровнем влажности в помещении. Электроды хранят в специальном герметичном футляре или в картонной коробке
При хранении в коробке важно, чтобы в помещении было сухо и не было перепадов температур. Если условия хранения были нарушены, то их необходимо прокалить в электропечи
Температура прокалки — не более 180 градусов.
Сварочные электроды MP-3 отличаются несколькими достоинствами. Во-первых, дуга легко возбуждается и горит стабильно, отчего шов получается ровным и качественным даже у новичков. Да и само формирование шва не затруднительно. Во-вторых, расплавленный металл практически не разбрызгивается благодаря рутиловому покрытию. В-третьих, шлак легко удаляется после сварки, не нужно использовать особые инструменты и применять физическую силу. Также электроды хорошо зажигаются даже после их принудительного затухания. При этом скорость и качество сварки выше среднего.
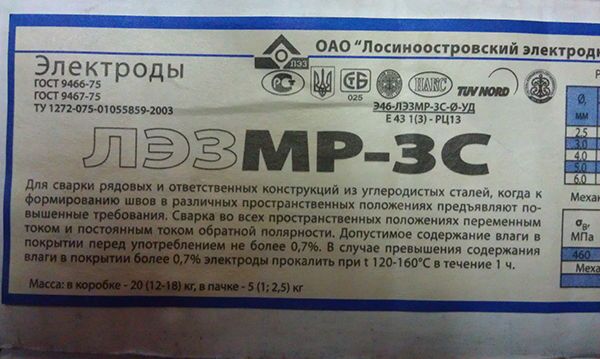
Технические характеристики электродов МР-3С
В продаже наибольшее количество электродов ЛЭЗ МР-3С Лосиноостровского электродного завода. Они выпускаются диаметром 3–6 мм по ГОСТ-9466, имеют покрытие синего цвета, относятся к группе Э-46. Стержень сделан из низкоуглеродистой стали типа СВ–08 с добавлением легирующих элементов:
- марганца;
- кремния;
- никеля;
- меди;
- хрома.
Покрытие рутиловое – диоксид титана со специальными добавками.
Характеристика шва:
- высокая вязкость;
- не образуются трещины;
- много шлака покрывает остывающий стык.
Скорость работы высокая. Электрод может касаться свариваемой стали и плавить короткой дугой на расстоянии.
Технологические характеристики электродов серии МР-3С:
- минимальная толщина свариваемого листа – 3 мм, максимальная – 20 мм;
- предназначены для среднеуглеродистых и низколегированных сталей;
- оптимальное содержание углерода в свариваемой стали – 0,25% (Ст-25, Ст-3);
- работают на переменном и постоянном токе;
- дуга легко зажигается постукиванием;
- дуга держится при малых напряжениях;
- расход на 1 кг шва – 1,7 кг проволоки;
- на минимальном токе обратной полярности сварка производится по зазорам.
Сопротивление шва на разрыв в пределах 490 МПа. Хорошо расплавляются кромки свариваемого металла. Работа возможна во всех положениях. Исключение составляет вертикаль сверху. Много шлака затекает перед плавильной ванной, ухудшает горение дуги и попадает в шов.
Прокаливание перед использованием – от 2 часов при температуре 150–180 °C. У сырых прутков разрушается и отпадает обмазка.
Преимущества и недостатки
Сварка электродами с рутиловым покрытием отличается высокой прочностью соединения. При работе на низких токах дуга легко разжигается, характеризуется высокой устойчивостью.
К положительным характеристикам относятся:
- легкое воспламенение дуги;
- ее высокое постоянство;
- шов получается ровный, без стыков;
- соединение прочное, с высокими техническими характеристиками;
- МР-3С одинаково хорошо прихватывать и варить;
- обмазка не выделяет вредных веществ;
- рутиловое покрытие надежно защищает шов от окисления и попадания в него шлака;
- шлак легко удаляется;
- разбрызгивание металла минимальное;
- высокая производительность проводимых работ;
- нет ярко выраженных переходных зон между металлом детали и шва.
Электродами легко варить без специального образования, имея только навыки работы с электродами.

К недостаткам относятся высокая стоимость и большой расход сварочного материала, невозможность варить вертикаль сверху вниз. Для работы необходимо иметь навыки и опыт, чтобы быстро накладывать прерывистые швы дугой.
Электрод должен находиться под острым углом к поверхности детали. При стандартном положении 90° образуется много шлака, который попадает в шов.
Особенности
Марки, перечисленные в разделе «Общая информация», могут выпускаться с различным типом покрытия. Зачастую используется рутиловое и целлюлозное. Давайте подробнее остановимся на каждом из них.
Начнем с рутилового покрытия. Оно встречается чаще всего. В составе такого покрытия в большинстве своем содержится рутил, поэтому покрытие получило свое название. Электроды с рутиловым покрытием очень удобны и просты в эксплуатации. Дуга горит стабильно, легко поджигается, а швы получаются красивыми и ровными даже у новичков.
Но, не обошлось и без недостатков. Такие электроды склонны к образованию повышенного количества водорода. Водород в швах становится причиной образования пор и снижает прочностные характеристики. Рутиловое покрытием есть у марок ОЗС-4, АНО-4, МР-3 и ОЗС-6.
Чтобы избежать большого количества водорода в швах рекомендуется перед сваркой прокалить электроды в печи.
Теперь о целлюлозном покрытии. Оно используется в меньшей степени, но мы не можем не рассказать о нем. Зачастую такой тип покрытия присущ электродам, предназначенным для сварки тонких листов металла. Конечно, их можно использовать и в других работах, но предпочтительна именно сварка тонких, мелких деталей.
Отличительная особенность — повышенное количество водорода. Даже больше, чем у рутилового. И здесь не получится избавиться от проблемы путем прокалки.
Самый яркий представитель электродов с целлюлозным покрытием — ОЗС-12. Допустима сварка сверху-вниз.
Также некоторые производители выпускают электроды со смешанным покрытием. Встречаются они редко и предназначены для определенного типа работ. Например, рутилово-целлюлозные электроды зачастую используют для сварки арматур, труб или деталей сложных форм.
Что собой представляют электроды мр 3с?

Представленные электроды отличаются от других конструкций тонким рутиловым покрытием. Они предназначены для сваривания углеродистой стали. Стоит отметить, что показатели предела прочности шва во время растяжения должны быть не больше 450 МПа.
Согласно технике безопасности и техническим требованиям сварочные работы не могут производиться в любом пространственном положении. Исключение составляет положение «вверх-вниз». Электроды мр 3с способны оказывать определяющее воздействие на итоговое качество сварного шва.
Эти элементы, благодаря своим техническим свойствам, предоставляют все возможности для получения шва, который согласно механическим показателям не будет отличаться от основного металла. Именно по этой причине, такие их используются для сварки ответственных конструкций.
Рутиловое покрытие для электродов типа МР-3 – это соединение минералов рутила или двуокиси титана. В это вещество добавляются алюмосиликаты или карбонаты. Представленные компоненты способны увеличить показатели вязкости направленного металла, а также препятствуют образованию новых трещин в сварном шве.
Главная особенность электродов марки МР-3 заключается в достаточно низкой чувствительности к качеству обработки кромок на поверхности, где выполняются свариваемые работы. Представленные кромки не будут реагировать на ржавчину или любые другие загрязнения. Рутиловое покрытие способно обеспечить высокие показатели производительности, а также оптимальные экологические и технологические показатели сварочного производственного процесса.
https://youtube.com/watch?v=Jpdp2S2SGCY
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
https://youtube.com/watch?v=xuiPOI-XyZc
Как появился сварочный электрод?

Большое количество научных исследователей и настоящих учёных трудились над разработкой настоящего сварочного электрода, а также усовершенствованием представленной конструкции. В конечном результате было принято решение использовать такие элементы, как натрий, кальций и калий. Эти вещества имеют максимально низкий потенциал и способны обеспечить лёгкое возгорание дуги, а также поддерживать её цикл горения.
В первой четверти двадцатого века учёные смогли разработать множество конструкций для ручной сварки, способы их производства и оптимальный состав для покрытия.
https://youtube.com/watch?v=xuiPOI-XyZc
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
|
Химический состав, % |
||||
|
Углерод |
Кремний |
Марганец |
Сера |
Фосфор |
|
0,1 |
0,17 |
0,58 |
0,025 |
0,035 |
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
| Температура испытаний, градусы Цельсия | Временное сопротивление разрыву, Н/мм2 | Относительное удлинение, % | Ударная вязкость, Дж/см2 | KCV>34 Дж/см2 при температуре, градусы Цельсия |
| + 20 | 480 | 25 | 130 | – 20 |
| Производительность наплавки, г/мин | Относительный выход наплавленного металла, % | Расход материала на 1 кг наплавленного шва, кг |
| 23,5 | 90 | 1,7 |
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
| Величина диаметра, мм | Сила тока, А |
Количество электродов для 1 кг наплавки, шт. |
| 2,0 | 30…80 | 94 |
| 2,5 | 50…90 | 53 |
| 3,0 | 70…120 | 38 |
| 4,0 | 110…160 | 19 |
| 5,0 | 150…200 | 12 |
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
- М – материал, который обладает тонким рутиловым покрытием;
- Р – соответствие высоким требованиям по созданию шва;
- 3 – марка электродов от данного производителя;
- С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Конструкция и материал изготовления
 Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Для производства МР-3 электродов может применяться проволока разного сечения. Технология изготовления требует нанесения на каждое изделие специального рутилового покрытия. Присадочный материал может отличаться между собой по длине, которая может составлять 300−450 мм, и наружному диаметру, его значение варьируется в диапазоне 2−6 мм.
Подобная конструкция позволяет использовать сварочный материал МР-3 для проведения сварочных работ по неподготовленным поверхностям, имеющим загрязнения и следы ржавчины. Во время хранения необходимо поддерживать оптимальный показатель влажности в помещении. Для рутилового покрытия он не должен превышать 1,5%, в противном случае перед использованием электроды необходимо прокалить не менее 60 минут при температуре +180 градусов.
Во время сварки необходимо ориентироваться на номинальные характеристики, которые должен иметь качественно выполненный сварочный шов. При соблюдении требований технологии рабочего процесса соединение должно иметь сопротивление разрыву 46 кгс/мм². Пределом коэффициента наплавки шва является значение 8,5 г/А*ч. Для определения необходимого количества электродов должна браться в расчет масса наплавки во время сварки. У электродов МР-3 этот параметр составляет 1,7 кг/час.
Для получения надежных сварных соединений необходимо не только обладать навыками в проведении сварочных работ, но и использовать подходящий расходный материал. Среди электродов, которые хорошо себя зарекомендовали, особо стоит выделить электроды марки МР-3. Они обладают массой полезных свойств, среди которых особо стоит отметить нетребовательность к качеству поверхностей свариваемых металлов.
 Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Этот присадочный материал можно использовать для соединения методом сварки деталей, содержащих на поверхности влагу, загрязнения и окислы. Причём конечный результат от этого никак не страдает.
Имеются у этих электродов и другие положительные свойства, о которых хорошо известно опытным сварщикам. Однако необходимо учитывать, что электроды марки МР-3 являются узкоспециализированным присадочным материалом, который подходит для сваривания только низколегированных и углеродистых сталей с содержанием углерода на уровне 0,25%. Поэтому необходимо знать особенности применения этих сварочных элементов для того, чтобы соблюсти все требования сварочного процесса. Особенно это касается величины рабочего тока, от которой в немалой степени зависит качество сварного шва.
https://youtube.com/watch?v=neMXjs3dtng
Применение
Электроды для сварки марки МР-3 применяются в паре со сварочным аппаратом. Возможна сварка как на постоянном, так и на переменном токе. Напряжение холостого хода должно быть не менее 50В. При сварке с постоянным током необходимо установить обратную полярность. Электроды МР-3 подходят для работы в любых пространственных положениях.
Выбор значения сварочного тока зависит от того, какой диаметр электрода вы будете использовать во время сварки. Для работы с электродами 3 мм можно установить от 90 до 110А, при условии, что вы варите в вертикальном положении. При сварке в нижнем положении установите силу тока от 100 до 140А, при потолочном — от 100 до 120А.

Если вы выбрали электроды 4 мм, то для сварки в вертикальном положении рекомендуем установить силу тока от 140 до 180А. Для нижнего положения — от 160 до 220А, а при сварке в потолочном положении подойдет сила тока от 140 до 180А.
Электроды диаметром 5 мм подходят только для работы в вертикальном или нижнем положении. Для первого сценария использования установите силу тока от 160 до 200А. А для второго — от 180 до 260А. А вот электроды диаметром 6 мм и больше можно использовать только для сварки в нижнем положении. Рекомендуемая сила тока — от 300 до 360А.
Также следите за расходом электродов во время сварки. В среднем, за час вы должны наплавить до 1,6 кг электродов при условии, что их диаметр не превышает 4 миллиметров.
Список источников
- tokar.guru
- svarkaipayka.ru
- svarkaed.ru
- svarka.guru
- WikiMetall.ru
- stanok.guru















