
Склеивание бруса
Склеивание бруса процесс наиболее ответственный
Здесь особо важно правильно выбрать клей. Т
е в зависимости от того, где (на улице, в помещении) в каких условиях (влажность, температура) будет использоваться будущее изделие, а также в зависимости от требований к внешнему виду клеевого соединения (цвет клея) необходимо выбирать соответствующий клей. Сейчас на рынке проблем с выбором клея практически нет.
Технология склеивания зависит от выбранного клея и обычно также указывается на упаковке. Как видно на фото, клей имеет жёлтый цвет (вопрос цвета для меня не был принципиальным), клей предназначен для использования при наружных работах, по дереву, рисунок годовых колец у бруса разнонаправленный. Дефекты и сколы по краям бруса будут удалены при чистовой обработке бруса. После склеивания для сжатия и фиксации склеиваемых деталей я использовал струбцины.


Сушка клеевого соединения должна выполняться в соответствии с рекомендациями производителя клея. Как правило, необходимо соблюсти следующие условия:
- Следует избегать прямого воздействия на изделие солнца и воды (я, к примеру, сушил под навесом)
- Соединяемые детали должны быть сильно прижаты по склеиваемой плоскости
- Время сушки должно быть выдержано в соответствии с рекомендациями производителя.

Упомяну еще одну нестандартную (необязательную) операцию. С учётом того, что клееный брус создавался для изготовления оконных блоков, а силовые воздействия при выполнении конопатных работ при монтаже оконных блоков — не маленькие. Решил дополнительно усилить конструкцию бруса установкой на шканты. Шканты использовал самодельные из дуба, диаметром 22 мм, с использованием в нижней части шканта отверстия под конусный клин (шкант встаёт в распор на клин — при забивании). Сначала засверлил отверстия. Шканты и конусный клин сажал на клей. Забивал шканты кувалдочкой.


Завершающие операции при изготовлении клееного бруса
Тщательно просушив изделия, окончательно обрабатываем клееный брус. В частности, строгаем брус. При строгании нужно выдержать одинаковые размеры для всех брусьев, размеры бруса в чистоте (в сечении) — 90 на 275 мм. Далее обрабатываем склеенный брус со всех сторон огнебиозащитой, два раза.
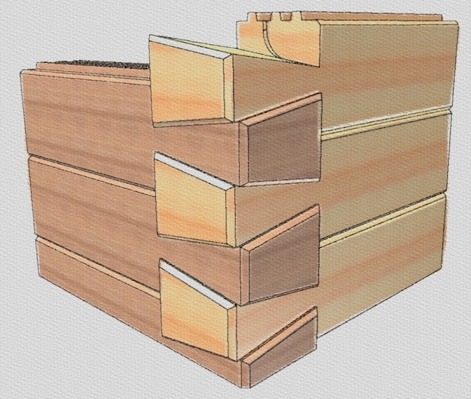
Готовый склеенный брус представлен на фото ниже (вид с торца и вид сбоку).


Зачем изготавливать своими руками?
При наличии нужного инструментария можно самостоятельно изготовить брус клееного типа. Это позволяет получить материал нестандартных габаритов, которые в продаже не встречаются.
Изготовление своими руками поможет отрегулировать слои бруса по прочности, податливости, длине, ширине, типу поверхности. Его можно использовать для отделочных работ, реставрации мебели и прочих мелких работ, где закупка больших партий клееного бруса нецелесообразна.
Обратите внимание
Для изготовления подойдут обычные доски или рейки из строительного супермаркета.
Для более тщательной и точной обработки применяются фрезерные станки и шлифовальные машины, но в домашних условиях можно обойтись ножовкой по дереву и рубанком. Особенно тщательно обрабатывают поверхности, подлежащие склейке – их шлифуют, убирают пыль и обезжиривают.
Склеивание проводят при помощи готового клея, который можно купить в торговых точках. Необходимо строго следовать инструкции по нанесению и просушке клея.
Для фиксации и сжатия склеенных деталей используют струбцины. После просушивания готовый брус окончательно обстругивают и шлифуют.
Производство клееных брусьев

Сейчас современные клееные пиломатериалы изготавливаются по всему миру серийно.
Полученное изделие обработано и полностью готово к использованию.
Сырье для изготовления
Производители предпочитают использовать хвойные породы деревьев по причине их доступности и низкой стоимости. В работу идут стволы сосны, ели и лиственницы, за рубежом применяется древесина кедра и пихты. Из-за высокой стоимости сырья брус из дуба и ясеня может изготавливаться только под заказ.
В производстве многослойного бруса часто комбинируют натуральные материалы. Для наружных слоев используются ель и сосна – структура их древесины более однородная. Для внутренних вставок применяются лиственница и кедр – они характеризуются высокой прочностью.
Больше всего ценится сырье из северной древесины – у нее высший класс прочности.
Виды клея
Для изготовления клееных брусьев используется несколько видов клея. Они отличаются классами водостойкости, эксплуатации и экологической безопасности.
- Меламиновый. Прозрачный клей, применяется в российском и европейском производстве для строительства большепролетных конструкций.
- Резорциновый. Темный состав с повышенной влагостойкостью, им склеивают наружные части бруса для эксплуатации в условиях повышенной влажности. Этот вид материала применяется изготовителями США в судостроении, возведении мостов и открытых конструкций.
- EPI-система. Прозрачный клеевой состав, применяется в малоэтажном строительстве Японии и России.
- Полиуретановый. Имеет прозрачную структуру, быстро затвердевает. Подходит для склеивания оконных и дверных брусьев.
Стандарты качества
Производство клееного бруса не требует подготовки лицензии. Но продукция должна соответствовать стандартам качества, подтвержденным соответствующими сертификатами.

Государственные стандарты на клееный брус:
- ГОСТ 20850-84 “Конструкции деревянные клееные. Общие технические условия”;
- ГОСТ 16588-91 “Пилопродукция и деревянные детали. Методы определения влажности”;
- ГОСТ 19414-90 “Древесина клееная массивная. Общие требования”;
- ГОСТ 25884-83 “Конструкции деревянные клееные. Метод определения прочности клеевых соединений при послойном скалывании”;
- ГОСТ 15613.4-78 “Древесина клееная массивная. Методы определения предела прочности зубчатых клеевых соединений при статическом изгибе”.
Технология изготовления
- Подготовка сырья. Невысушенную и необрезанную доску сортируют, распиливают на заготовки по заданным параметрам, очищают от коры и отправляют на просушивание в камеры. Финишная влажность доски не должна превышать 8-12%.
- Удаление дефектов и калибровка. Каждую доску обрабатывают на четырехсторонних станках. Это позволяет устранить остатки обзола, сучки, трещины и прочие дефекты.
- Шлифовка. Проводят чистовую обработку ламелей с обеспечением геометрической точности и плотности прилегания заготовок.
- Склеивание. Клеенаносящая машина подает клей на поверхность широкой стороны заготовки равномерным слоем. Затем ламели прессуют в цельный брус под давлением от 15 кг/м2 в течение 30 минут.
- Профилирование. На сторонах бруса производятся надпилы в виде шипов, гребней, пазов в соответствии с запланированной конфигурацией.
- Обработка защитными составами. Готовые изделия пропитывают смесями, которые препятствуют горению и гниению клееного бруса.
Готовая продукция проходит проверку на качество и упаковывается для отгрузки или хранения.
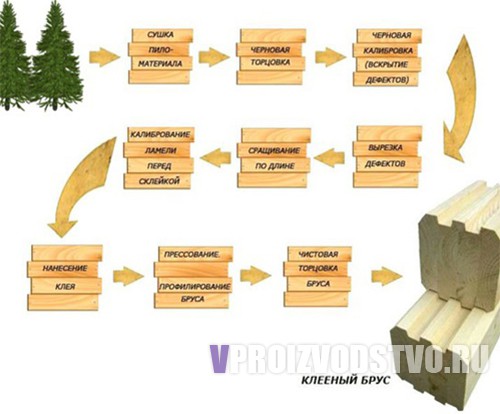
Технологический процесс производства клееного бруса
1. Подготовка сырья
Необрезная доска естественной влажности сортируется, распиливается на заготовки нужной длины и ширины, освобождается от коры, укладывается в штабеля и отправляется на сушку.

По технологии изготовления бруса, высушенная доска для его производства должна быть с влажностью не более 8-12% (±2%) в зависимости от вида клея и количества ламелей в одном изделии. В сушильных камерах подготовленный материал проводит от 7 до 12 дней под постоянным контролем процесса обезвоживания древесины.

2. Удаление дефектов
Высушенная доска отправляется в цех, где проходит черновую калибровку на четырехстороннем станке. Снятие верхнего слоя древесины необходимо для визуального открытия пороков, содержащихся в пиломатериале.

Для качественного бруса недопустимо наличие смоляных карманов, остатков обзола, трещин и других дефектов, которые могут повлиять на целостность конструкции. Поэтому у пропиленных материалов маркируется область для вырезки, и доски отправляются на торцовочный станок
Оператор торцовочного станка вырезает отмеченные куски с дефектами. Отбракованный материал утилизируется (обычно, используется как топливо для сушильных камер).
3. Сращивание ламелей по длине
В отсортированных досках, не содержащих дефектов, на шипорезном станке нарезают шиповую спайку.

На клеенаносящем станке (или вручную) на шипы наносят клеевую массу. Система проходного типа у сборочного пресса позволяет сращивать доски, различные по длине. Заготовка с клеем отправляется в узел автоподачи сборочного пресса. Конвейерная лента продвигает заготовки в сборочную зону пресса. На сборочном прессе ламели соединяются поочередно торцовыми частями.

Заготовка фиксируется прижимной планкой и прессуется в продольном направлении с усилием до 150 кг на 1 см2. Качество соединения обеспечивает мощность гидравлического пресса.

Склеенный фрагмент фиксируется, при достижении запрограммированной длины — отрезается торцовочной пилой, и готовая ламель выталкивается на приемный стол.
4. Шлифовка ламелей
Партии сращенных по длине ламелей снова отправляются на четырехсторонний станок, где производится уже чистовая строжка материала. На этом этапе обеспечивается геометрическая точность заготовок и качество прилегания поверхностей.

5. Склеивание ламелей в брус
После четырехстороннего станка заготовки отправляются в клеенаносящую машину, которая обеспечивает равномерность нанесение и непрерывную подачу клея на одну из широких сторон ламели.

После чего древесина собирается в «пакет» (заготовки для бруса требуемого сечения) и поступает на вертикальный пресс, где выдерживаются под давлением от 15 кг/м2 не менее 30 минут – время, необходимое для кристаллизации клея.

6. Профилирование бруса
После пресса, брус отправляется на «отлеживание». На протяжении 72 ч клей окончательно отвердевает и заготовка поступает на дальнейшую обработку: строгается, профилируется в зависимости от вида бруса, покрывается защитными составами, предохраняющими древесину от деформации и биологического воздействия.

7. Изготовление деталей и вырезка пазов
В зависимости от типа будущей конструкции, из профилированных заготовок вырезаются детали соединения. На чашкозарезном станке изготавливаются соединительные узлы, угловые соединения, просверливаются технологические отверстия.

8. Завершающие процессы
Готовый брус заново покрывается защитным составом, проходит ОТК и упаковывается для отгрузки или отправляется на склад хранения.

Схематически, технологический процесс производства клееного бруса можно представить так.
Коротко о требованиях к производственному помещению

- площадь – не менее 1000 м2, на которой помимо производственных цехов предусмотрено помещение для сушилок, хранение сырья, готовой продукции;- круглогодичная температура не ниже 18 С°;
- трехфазная сеть;
- наличие подъездных путей;
- отапливаемость, контроль над уровнем влажности во всех цехах (не выше 65%);
- продуманная система уборки и утилизации древесных отходов (используются как топливо для хозяйственных нужд либо вывозятся на предприятия, изготавливающие ДСП и ДВП);
- оборудованная вентиляция по СНиП 41-01-2003;
- облицовка пола и стен внутри цеха несгораемыми материалами (в идеале – плитка, бетон, кирпич), которые не дают искр и обеспечивают легкую очистку от загрязнений;
- обеспечение пожарной безопасности, согласно СНиП 21-01-97.
История возникновения материала
Древесина широко используется в строительстве домов вот уже несколько тысячелетий. Однако, основной проблемой, с которой столкнулись строители, является период усадки дерева из-за повышенной влажности или неправильных геометрических форм сырья. Известно, что древесина имеет предрасположенность к растрескиванию, прогибам, искореживанию и скручиванию, что может привести к необратимым последствиям.
В конце XX века многие крупные финские компании начали вкладывать значительные средства в разработку таких материалов, которые будут препятствовать природной деформации древесины.
Идеальным решением проблемы стало изобретение клееного бруса. По сути это был настоящий прорыв на мировом рынке строительных материалов. К сожалению, о человеке, впервые разработавшим этот незаменимый материал, ничего не известно.

Причины роста популярности
Существует несколько предположений по поводу того, что стало причиной широкого использования клееного бруса во всем мире. Некоторые считают, что виной тому стали массовые акции защитников природы, выступающих против вырубки лесов. А данная технология производства позволяла использовать древесину более бережно. Даже частично поврежденные бревна также могли быть использованы в строительстве, что существенно экономило исходное сырье.
Второй возможной причиной считается то, что из-за постоянного использования природных материалов во многих Скандинавских странах возник дефицит древесины. Кроме этого, в это время активно развивалась химическая промышленность, которая предлагала современные, качественные и надежные клеи. Благодаря специальной технологии из нескольких деревянных частей – ламелей, можно было изготовить новый, цельный брус.
Считается, что впервые этот строительный материал был представлен на рынке в Финляндии в 70-е годы. Мастера изготавливали клееный брус из кондовой сосны или «хонки», которая имела ряд преимуществ и положительных характеристик перед другими видами древесины.
От опытных образцов к массовому строительству
Благодаря производству клееного бруса (обычно размерами 150х150 и 200х200) популярное ранее каркасное строительство в Финляндии отошло на второй план. По сравнению с натуральным пиломатериалом оно не могло обеспечивать естественную природную атмосферу в доме. Главным преимуществом клееного бруса является то, что к его отделке можно приступать сразу после монтажа, не ожидая усадки. Этот факт доказал строителям, что процесс возведения домов можно значительно ускорить.

Именно высокая скорость и легкость монтажа стали залогом приобретения широкой распространенности клееного бруса во всем мире. Этот материал позволяет создать в доме благоприятный микроклимат, почувствовать энергетику дерева и создать максимально комфортную обстановку.
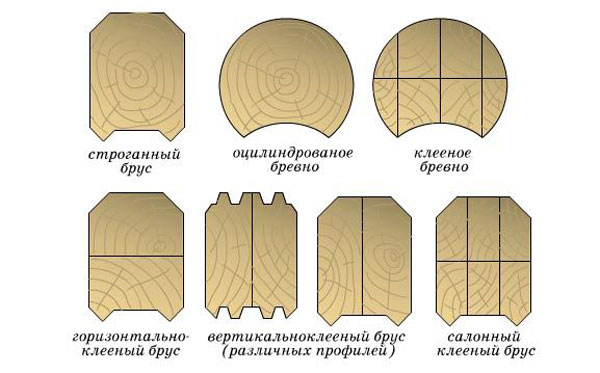
Отличие клееного бруса от длинномеров — профилированного бруса и оцилиндрованного бревна
Как заготавливают деревянный длинномер, известно всем — вырубка, доставка, распиловка в профиль и размер, иногда сушка и пропитка. Клееные конструкции собирают из отдельных досок, их называют «ламели». И первое, о чём стоит помнить — строжайшая выбраковка, которую проходит древесина на этом этапе производства.
Второй фактор — на ламели идёт древесина только радиального распила — пила проходит строго по оси бревна, то есть сечение каждого отдельного бруска или доски включает в себя годовые кольца, начиная с первого. Это значит, что внутри древесины нет естественного внутреннего напряжения, которое неизменно присутствует в длинномерах «естественной заготовки» (от рейки 20х40 мм и заканчивая бревном любой длины и толщины).
Тирольский замок для соединения в лапу «немецких» профилей бруса
Конфигурация элементов недавно появившегося на отечественном рынке «тирольского замка» для соединения клеёного бруса в углах практически та же, что и при рубке брёвен «в косую лапу». Вырезаются такие замки на специализированных станках. Их геометрия в сочетании с высокой точностью изготовления позволяет повысить как прочность соединений, так и ветро- и водонепроницаемость углов и обходиться без уплотнений.

Тирольский замок
Простой тирольский замок
В отличие от «прямой лапы», представляющей в сечении прямоугольник, «косая лапа» имеет в сечении форму трапеции. Её верхняя и нижняя плоскости изготовлены с уклоном, образуя «ласточкин хвост», что значительно упрочняет соединение. Простой тирольский замок может быть уплотнён лентой ПСУЛ, вкладываемой в прямоугольный паз на боковой поверхности лап (удорожание составит 0,5 %).
Усиленный тирольский замок
Для придания соединению брёвен, выполненному в «косую лапу», большей прочности на верхней плоскости лапы вырубался шип («присек»). В семействе «тирольских замков» существует и вариант усиленного соединения: на боковой поверхности лапы вырезается шип, а на вертикальной поверхности бруса, над лапой, — паз под шип следующего бруса (удорожание составит 8 %).
Усиленный тирольский замок
Усиленный замок с шипами и уплотнением
По желанию заказчика тирольский замок можно не только усилить, но и дополнительно уплотнить. Для этого на боковых поверхностях сопрягаемых лап венцов со стороны внутреннего угла фрезеруется вертикальный паз круглого сечения, в него вкладывается уплотнительный жгут из пенополиэтилена. Энергопотребление дома при этом снижается на 10 % (удорожание составит 9 %).
Отсутствие необходимых нормативных документов и необязательность исполнения существующих создали в частном секторе условия для расцвета бригад шабашников, которые не просто не помогают возродить деревянное домостроение, а дискредитируют новые технологии. Именно поэтому пословица «Если бы не клин, да не мох — плотник бы сдох» жива и поныне, а хозяевам приходится конопатить щели в неправильно собранных домах из клеёного бруса. Что касается приведённых в статье вариантов сборки, то на фото показаны способы соединения углов, обеспечивающие их непродуваемость, а также абсолютно недопустимые варианты соединений.
Что бы еще почитать?
Метки: дом из клееного бруса, дома из клееного бруса, клеёный брус, ленточные межвенцовые уплотнители, межвенцовый уплотнитель, профиль клееного бруса, соединение клееного бруса, уплотнение соединений, уплотнение соединений клееного бруса
Популярные статьи
Монтаж распределительного электрощитка
Просмотров: 62 699
Как сделать когтеточку и домик для кошек
Просмотров: 56 990
Утепление лоджии своими руками. Подробное руководство
Просмотров: 55 705
Строим межкомнатные перегородки своими руками
Просмотров: 43 371
Установка розеток и выключателей
Просмотров: 41 685
Приспособления и возможности ручного фрезера
Просмотров: 38 333
Как правильно сделать стяжку пола
Просмотров: 32 792
Виды кабелей, проводов и шнуров
Просмотров: 32 589
Как сделать душ со сливом в полу
Просмотров: 31 105
Приставки, насадки и приспособления для дрели
Просмотров: 30 076
Строительство беседок. Формы, виды, назначение и правила строительства
Просмотров: 29 591
Правила устройства лестниц в доме
Просмотров: 29 517
Как сделать клумбу, цветник или цветочницу на дачном участке
Просмотров: 28 776
Монтаж скрытой электропроводки
Просмотров: 28 453
Разновидности плит и листов для обшивки стен, пола и потолка
Просмотров: 26 849
10 мифов о каркасных домах
Просмотров: 26 028
Монтаж освещения в квартире и частном доме
Просмотров: 25 776
Правила строительства ступенек крыльца
Просмотров: 25 324
Понятие о клееном бруске
Перед тем как сказать про то, что такое брусовый клееный дом, необходимо узнать побольше про это пиломатериале. Клееным бруском называют крепкий, чистый в экологическом плане и надежный материал для стен, который предоставляет возможность очень легко возводить дома.
Он делается на высокотехнологичном оборудовании очень точно и чистотой обработки. Внешняя стена брусовые дома и бруса клееного по теплопроводимости равняется кирпичной, толщиной в 5 раза больше, что дает возможность существенно сэкономить деньги.
Но только этим не довольствуются превосходства клееных брусовых домов. Они могут собираться словно конструктор людьми, даже отдаленно знающими плотницкое дело.
 Брусок, склеенный из ламелей
Брусок, склеенный из ламелей
Также, она не просит добавочной облицовки. Пиломатериал уже считается хорошим декоративным фасадным украшением и дизайна дома из склеенного бруска.
Производство
Линия производства клееного профбруса сейчас считается одной из очень высокотехнологичных в области обработки дерева.
Производство можно разбить на пару этапов:
- Подготовка, где заранее заготовленная древесина проходит первичную отделку.
- Сушка в камерах для сушки для понижения влажности.
- Применение рейсмусовых и строгальных деревообрабатывающих станков.
- Склейка ламелей с использованием пресса.
- шесть месяцев чашек и профилирование заготовок.
Подготовка и первичная отделка пиломатериала
Древо на этом этапе сортируется в цеху, пилится на нужный размер и сушится в специализированной камере.
Понижение влажности древесины
Брус клееный делают из намерено отобранных заготовок. Доску обрезную сушат в режимах, которые обеспечивают одинаковое высыхание пиломатериала по всей длине, что гарантирует длительный эксплуатационный срок дома из бруса клееного. Нужные условия и режим температур (до 95°С) регулируются при помощи компьютера.
 Пакет из бруса клееного
Пакет из бруса клееного
Летом срок сушки – 6 дней, во время зимы – до 14 дней.
Нужно достигнуть 8-12% влажности, в то время как в других пиломатериалах она бывает и до 30%, к примеру, в оцилиндрованном бревне.
Применение специализированных деревообрабатывающих станков
Распиленные на дощечки и правильно высушенные стволы деревьев доставляются на последующую переработку. Тут их калибруют на рейсмусовых, а потом раскраивают по ширине на многопильных станках. Это предоставляет возможность обнаружить потаенные в древесине недостатки и удалить их на торцовочных станках.
 Распиловка бруска на станке Склейка ламелей
Распиловка бруска на станке Склейка ламелей
На другом шаге упорядоченные, отстроганные, высушенные и собранные по компонентам ламели клеят в готовое изделие при помощи гидравлических прессов. При всем этом ширина бруска достигает до 180 мм.
Если раньше применялись составы клея, содержащие вредные формальдегиды, сейчас компании перешли на прочие материалы. Эти устойчивые к воде и очень прочные клеи чистые в экологическом плане и предоставляют возможность древесине “дышать”.
Для крепости изделия ламели кладут в разнонаправленном положении волокон. Изделие потом не изменяет собственные геометрические размеры очень долго, а брусовые дома клеенного бруска могут стоять продолжительный период без ремонта.
Зарезание чашек и профилирование
Готовенький брусок как только клей отвердеет, обрабатывают на строгальных и фрезеровочных станках. При помощи особенного оборудования ему придают профиль, потом торцуется в размер и режется на детали. Заключительный момент – зарезание чашек на специализированных станках, потом венцовых чашек, и еще сверлят отверстия под нагели.
 Производство “чашек” на деревообрабатывающем станке
Производство “чашек” на деревообрабатывающем станке
Сушильно-котельный комплекс
В сушильном комлпексе 24 камеры (4 блока по 6 камер) фирмы Muehlboeck Vanicek. В каждую камеру загружается до 130 м3 пиломатериалов. Всем управляет умное програмное обеспечение, в котором содержится больше 200 программ сушки для разных пород дерева: от привычной сосны, до экзотических пород древесины.

В больших объёмах здесь сушат и лиственницу, известную не только своей прочностью и долговечностью, но и сложностью обработки, капризностью. Если проявить неаккуратность в технологии сушки лиственницы, то могут появиться трещины на торцах, коробление и проч. Кроме того, лиственница и сохнет дольше чем сосна.

Кстати сказать, топливом для собственной котельной, которая отвечает за тепло для сушильных камер является неизмельченная кора из лесопильного цеха.
Коры столько, что её вполне достаточно для получения тепловой энергии всему предприятию. Таким образом, опилки и щепа являются самым настоящим товаром и вполне себе реализуются на внутреннем рынке в качестве топлива.


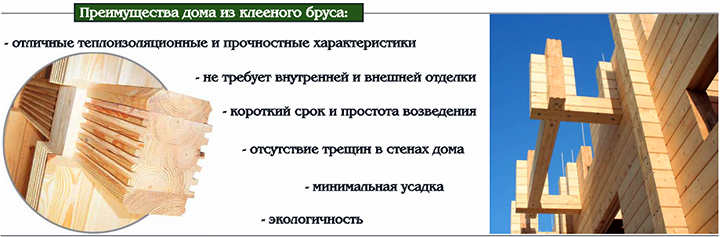
Преимущества и недостатки клееного бруса
Клееный брус может похвастаться наличием целого ряда достоинства и всего лишь несколькими недостатками.
Главная особенность клееного бруса состоит в том, что для формирования лицевой стороны бруса используется древесина не только более прочной породы, но и самая твердая часть дерева – его ядро. Ядровая древесина менее подвержена короблению и растрескиванию, нежели сердцевина, которая, как самая мягкая часть древесины, удалена от края и помещена между лицевыми ламелями. Это, так называемый, финский стандарт. В практике отечественного производства не все производители выдерживают такое требование, поэтому не всегда свойства клееного бруса соответствуют заявленным.
Рассмотрим все за и против.
Плюсы клееного бруса:
эстетика. Клееный брус соединяет в себе красоту древесины и высокое качество обработки ламелей;
натуральность. Многие утверждают, что наличие клея не позволяет отнести клееный брус к экологически чистым материалам. Однако клей подлежит обязательной сертификации, а для строительства используются только клеевые составы, удовлетворяющие требованиям по безопасности;
устойчивость к трещинам. Клееный брус имеет минимальное число трещин, благодаря двум факторам. Во-первых, тонкие ламели проще высушить по всему объему. Во-вторых, за счет клея они более прочные. А вероятность сквозного растрескивания вообще отсутствует;
стабильность геометрических размеров. Клееный брус не ведет вне зависимости от условий эксплуатации;
высокая несущая способность при малом весе;
отсутствие ограничений в реализации проекта. Клееный брус позволяет создавать сложные формы, гнутые формы, строить длинные стены без перестенков и сращивания бруса;
возможность совмещать в одном проекте стены разной толщины;
минимальная усадка, которая составляет 0,4-1,5% за весь период эксплуатации здания;
простота монтажа, сборка дома из клееного бруса может выполняться в любую погоду, в любое время года;
возможность сразу же заселится в построенный дом или приступить к его отделке;
- повышенные показатели теплоизоляции;
- устойчивость к биологической активности;
- прогнозируемые показатели прочности.
Минусы клееного бруса
высокая стоимость клееного бруса по сравнению с профилированным брусом камерной сушки, а также другими материалами из дерева;
вероятность расслоения ламелей при нарушении технологии производства или склеивания, что влечет за собой снижение свойств бруса;
риск купить контрафакт;
необходимость регулярного ухода. Но такое требование выдвигают все дома, построенные из дерева.
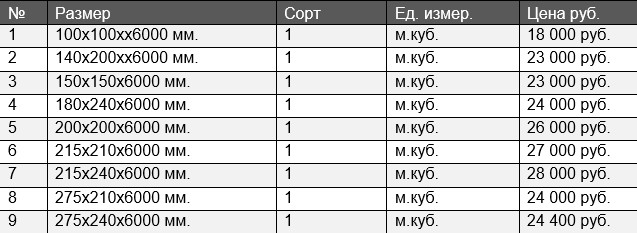
Цена клееного бруса зависит от нескольких факторов:
- сечение;
- порода древесин;
- стоимость транспортировки.
Примерные цены на клееный брус из сосны за м.куб. приведены в таблице
Список источников
- rmnt.mirtesen.ru
- remstd.ru
- oknasmart.ru
- Vproizvodstvo.ru
- Nedvio.com
- DomaVlad.ru
- www.rus-i-p.ru
- www.diy.ru
- moydomik.net




















