Соединение методом «в торец»
Данный тип соединения применяют сегодня очень часто, что обусловлено легкостью технологии. В процессе стыковки деталей по методу «в торец» концы элементов подгоняют друг к другу с максимальной плотностью, скрепляют их крепежом (по большей части используют шурупы либо обыкновенные гвозди).
Особенности метода:
- Элементы креплений должны обладать достаточной длиной. Такой, которая бы позволила полностью проходить сквозь толщину древесины одной детали и входить во вторую хотя бы на одну треть ее размера.
- Толщина гвоздя должна быть подобрана грамотно. Иначе дерево просто пойдет трещинами. Когда технологией предусмотрено крепление гвоздями большой толщины, тогда изначально перед прикреплением двух частей сверлят отверстия на поверхности дерева при помощи дрели. Для более эффективной фиксации элементов из дерева между собой диаметр отверстия делают несколько уже, нежели диаметр крепежа.
- Дополнительно рекомендуют элементы склеивать. По мере возможности перед заколачиванием гвоздей стараются склеить поверхности дерева. Состав лучше выбирать безвредный и не содержащий токсинов.
- Элементы крепежа не располагают в одну линейку. Для лучшего качества соединения элементов гвозди заколачивают с некоторым смещением.
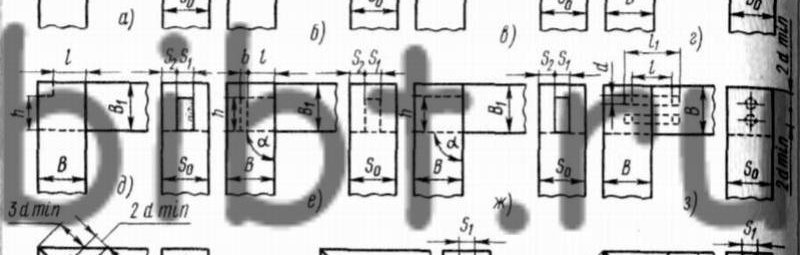
Размеры шипов и других элементов угловых концевых соединений брусков.
При производстве столярных изделий основным видом соединений
является шиповое, состоящее из двух элементов: шипа и гнезда, или
проушины. В зависимости от толщины изделий, нужной прочности бруски
соединяют на один, два и более шипов. Увеличение числа шипов повышает
площадь склеивания.
В соответствии с ГОСТ
9330-76 шиповые соединения брусков бывают угловые концевые,
угловые серединные и угловые ящичные.
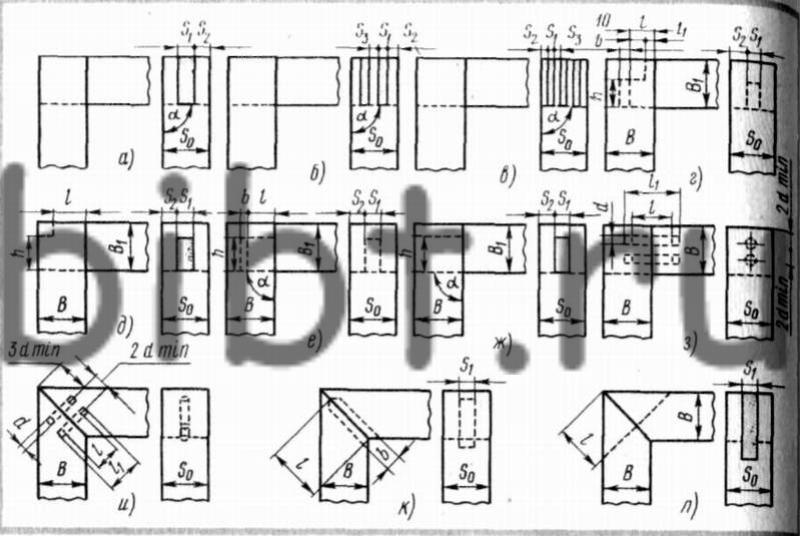
Рис. 51. Угловые
концевые соединения брусков:
а – на шип открытый
сквозной одинарный УК-1,б – на шип открытый сквозной двойной
УК-2, в – на шип открытый сквозной тройной УК-3, г – на
шип с полупотемком несквозной УК-4, д – на шип с полупотемком
сквозной УК-5, е – на шип с потемком несквозной УК-6, ж –
на шип с потемком сквозной УК-7, з – на шипы круглые вставные
(шканты) несквозные и сквозные УК-8, и – на «ус» со
вставным несквозным круглым шипом УК-9, к – на «ус»
со вставным несквозным плоским шипом УК-10, л – на «ус»
со вставным сквозным плоским шипом УК-11
Угловые концевые
соединения брусков выполняют на шипы: открытый сквозной одинарный
УК-1 (рис. 51, а), открытый сквозной двойной УК-2 (рис. 51,б),
открытый сквозной тройной УК-3 (рис. 51, в), несквозной с
полупотемком УК-4 (рис. 51, г), сквозной с полупотемком УК-5 (рис.
51, д), несквозной с потемком УК-6 (рис. 51, е), сквозной с потемком
УК-7 (рис. 51, ж), несквозные и сквозные на круглые вставные шипы
УК-8 (рис. 51, з), на «ус» со вставным и несквозным
круглым шипом УК-9 (рис. 51, и), на «ус» со вставным
несквозным плоским шипом УК-10 (рис. 51, к), на «ус»
со вставным сквозным плоским шипом УК-11 (рис. 51, л). Размеры шипов
и других элементов угловых концевых шиповых соединений приведены в
табл. 8, а виды угловых серединных и угловых ящичных соединений –
на рис. 52 и 53.
Рис. 52. Угловые
серединные соединения брусков:
а- на шип одинарный
несквозной УС-1, б – на шип одинарный несквозной в паз УС-2, в
– на шип одинарный сквозной УС-3, г – на шип двойной
сквозной УС-4, д – в паз и гребень несквозной УС-5, е – в
паз несквозной УС-6, ж – на шипы круглые вставные несквозные
УС-7, з – на шип «ласточкин хвост» несквозной УС-8
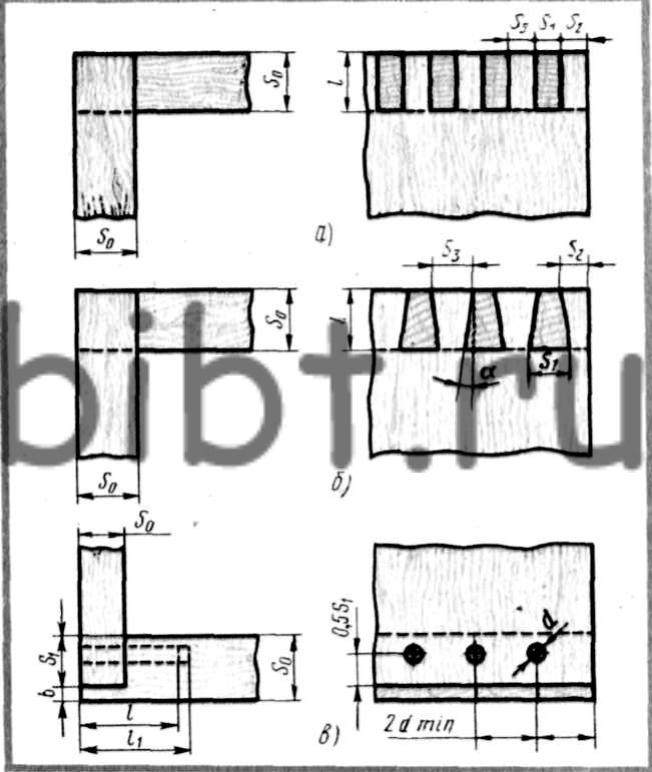
Рис. 53. Угловые ящичные
соединения:
а – на шип прямой
открытый УЯ-1, б – на шип открытый «ласточкин хвост»
УЯ-2, в – на открытый круглый вставной шип (шкант) УЯ-3
Таблица 8 Размеры шипов и
других элементов угловых концевых соединений брусков
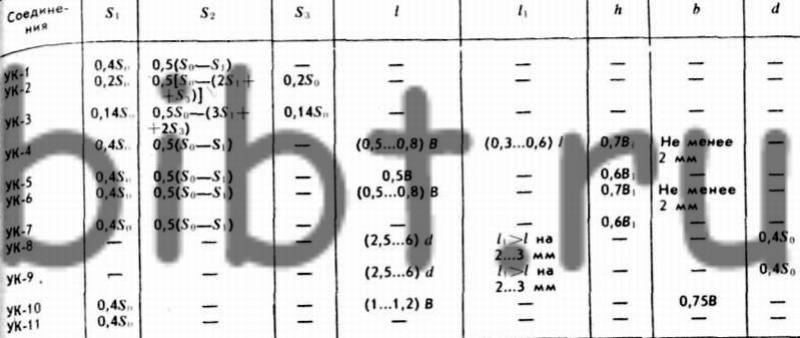
Размеры шипов и других
элементов угловых серединных соединений должны быть: в соединении
УС-3 S1=0,4S; S2=0,5(S-S1); b – не менее 2 мм; l1=(0,3…0,8)В;
l2=(0,2…0,3)В1. В соединениях УС-1, УС-2
допускается двойной шип, при этом S1=0,2S; R соответствует радиусу фрезы, Для соединения УС-4 S1=S3=0,2S;
S2=0,5[S-(2S1+S3)].
Для соединения УС-5 S1=(0,4…0,5)S;
I=(0,3…0,8)S; S2=0,5(S-S1);
b – не менее 2 мм.
Для соединения УС-6
I=(0,3…0,5)S; b – не менее 1 мм. Для
соединения УС-7 d=0,4; l=(2,5…6)d; l1>l на 2…3 мм.
Для соединения УС-8 l=(0,3…0,5)B1; S1=0,85S.
Полученный размер следует округлить до ближайшего размера фрезы (13,
14, 15, 16 и 17 мм), но не менее S.
Расчетные толщины шипов и
диаметры шкантов соединений типа УС округляют до ближайшего размера
фрезы (4, 6, 8, 10, 12, 14, 16, 20 и 25 мм), а угол α
устанавливают в зависимости от конструкции изделия. Размеры углового
ящичного соединения УЯ-1 (см. рис. 53, а) должны быть: S1=S3=6,
8, 10, 12, 14, 16 мм; l=S; S2 должно быть не
менее 0,3S.
В соединении УЯ-2
S1=0,85S, причем полученный таким образом
размер округляют до ближайшего размера фрезы (13, 14, 15, 16 и17 мм); S2 – не менее 0,75S;
S3=(0,85…3)S; l=S, α=10°.
В этом соединении допускается шип «ласточкин хвост» в
полупотай.
В соединении УЯ-3
d=0,4S; полученный размер шкантов округляют до ближайшего
размера фрезы (4, 6, 8, 10, 12, 16, 20 и 25 мм); I =(2,5…6)d; l1 более l на 1…2 мм; b=от 0 до dmin.
Для столярных изделий
угловые шиповые соединения делают: концевыми – на сквозных
прямых шипах; срединными вертикальными -на сквозных прямых
шипах или шкантах; срединными горизонтальными – на несквозных
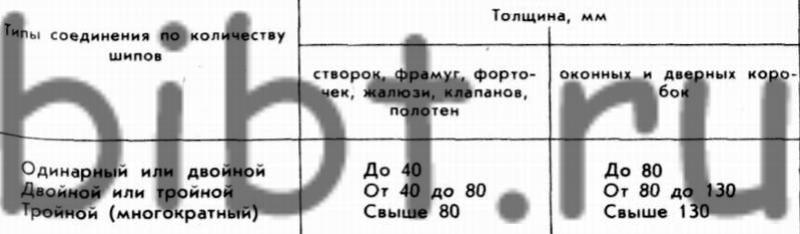
прямых шипах или шкантах. Типы шиповых соединений в зависимости от
толщины соединяемых деталей даны в табл. 9.
Таблица 9. Шиповые
соединения брусков
Соединение в полдерева
Использование данного метода предусматривает наличие у специалиста высокой квалификации.
В каждой части дерева делают выборку, которая соответствует ширине скрепляемых частей. Глубину равняют половине от их толщины. Угол выборки предусматривают любой, но такой, чтобы он совпадал на каждой заготовке.
Для крепления деталей подобным образом сначала применяют клей, а после — гвозди либо шурупы.
В случае надобности делают соединение частично: окончание одного элемента древесины срезают, а на другом осуществляют выборку. Каждый из шипов подрезают на 45 градусов.
Вот вы и рассмотрели основные способы соединения деревянных элементов. Выбирайте приемлемый — и за дело.
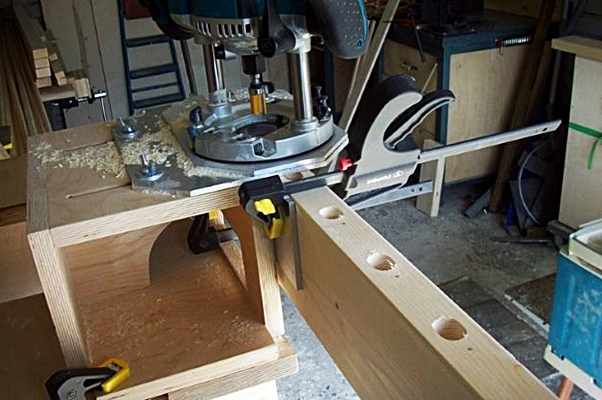
Как сделать шип-паз ручным фрезером
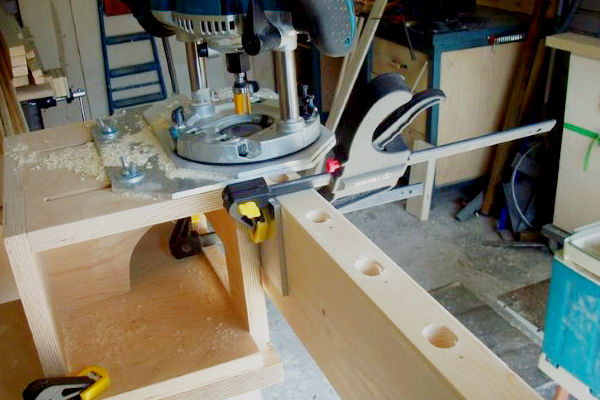
Чтобы изготовить данное шиповое соединение, нам понадобится непосредственно сам фрезер и рабочий стол. Для облегчения процесса можно сделать такое дополнительное приспособление, как кондуктор.
Порядок действий следующий:
-
- Устанавливаем на фанерный лист два реечных ограничителя, выпиливаем отверстия под размер паза для царги и проножки. Реечные ограничители должны быть закреплены по ширине фрезера. Они фиксируют его поперек рабочей плоскости. Для фиксирования продольного смещения два других ограничителя выставляются по торцам предполагаемого расположения места установки столярного станка.
- Для перемещения заготовки по длине монтируем к столешнице пару брусков, которые соответствуют размерам обрабатываемой детали.
- Размечаем ось и габариты пазов. Устанавливаем дополнительное приспособление так, чтобы на заготовке и кондукторе полностью совпала разметка.
- Необходимо выставить и закрепить упор.
- Закрепить кондуктор с помощью саморезов к брускам.
- Необходимо взять прямую фрезу и выставить глубину фрезеровки, учитывая толщину изготовленного кондуктора. После этого необходимо зафиксировать заготовку с помощью струбцины и выполнить обработку паза.
Приступаем к вырезке шипов.
- При небольших объемах производства лучше всего делать это на циркулярке.
- Сначала необходимо измерить глубину паза, которая будет соответствовать длине шипа.
- Полученную величину отмеряем на своей заготовке. Длина шипа будет определяться разностью величин – ширины заготовки и длины паза, высоты заготовки и ширины паза, разделенные пополам. Полученные остатки материала следует убрать для получения шипа.
- После этого следует выставить на станке размер, равный длине паза, учитывая при этом его ширину. Дисковая пила должна быть зафиксирована на уровне, равном ½ от разницы ширины заготовки и длины паза от линии столешницы. Сделать пару пропилов по длине шипа.
- Фиксируем пильный диск на высоте, равной ½ от разницы величин высот заготовки и ширины паза от линии столешницы. Производится два распила с торца заготовки.
- Начинаем распиловку. Для этого необходимо зафиксировать дисковую пилу на величину длины шипа, при этом расстояние от диска до упора должно соответствовать величине, равной ½ от разниц величин ширины заготовки и длины паза. Производим два пропила по ширине изделия с двух сторон.
- Корректируем расстояние от режущего диска до упора. Оно должно быть равным величине, составляющей ½ от разницы величин высот заготовки и ширины паза. Делаем две прорези. Закругляем столярным ножом края получившегося шипа и зачищаем наждачкой.
Шипорезка для фрезера
Шипорезные шаблоны бывают самых различных конфигураций. Они служат для облегчения работы по вырезке таких соединений, как «шип-паз», а также для ускорения работы. С их помощью вы сможете делать рамки, ящичные соединения, вырезку различных соединений для мебели. От того, какая форма у зубца шаблона, будет зависеть размер паза, а также ровность его кромок. Для изготовления шипорезки своими руками вам понадобятся направляющие, с помощью которых и будет производиться фрезерование шипов. Монтировать их следует на двух противоположных сторонах корпуса в шахматном порядке, расположить равноудаленно. При соблюдении этих условий они идеально подойдут друг к другу.
Фреза по дереву «ласточкин хвост»
Они чаще всего применяются в совокупности с фрезерными машинами и станками для изготовления пазов в изделиях из твердого и мягкого дерева. Изготавливаются из монолитных твердых сплавов.
Предназначены для работы в паре с цилиндрическими фрезами.
Как выбрать паз фрезером
Выполняя эту работу, вам необходимо знать, что техника ее будет напрямую зависеть от расположения и размеров паза. Если он открытый, то ваш инструмент крепится к столешнице, заготовка ведется вдоль фрезы. Точность будет зависеть от положения планки и высоты фрезы. Чтобы у вас не было огрехов в процессе выборки, всегда делайте пробный проход на отходах из древесины. Выборка должна производиться поэтапно, делать нужно при этом несколько проходов. После каждого прохода режущей части фрезера для недопущения ее перегрева необходимо убрать отходы с рабочей поверхности столешницы. Это можно производить с помощью вырезанного из фанеры шаблона, по которому следует пройтись фрезой с верхним подшипником.
Надеемся, что информация, полученная при чтении этой статьи, будет вам полезной и пригодится для использования в домашнем хозяйстве.
Выбор схемы сращивания в зависимости от нагрузки на готовое изделие
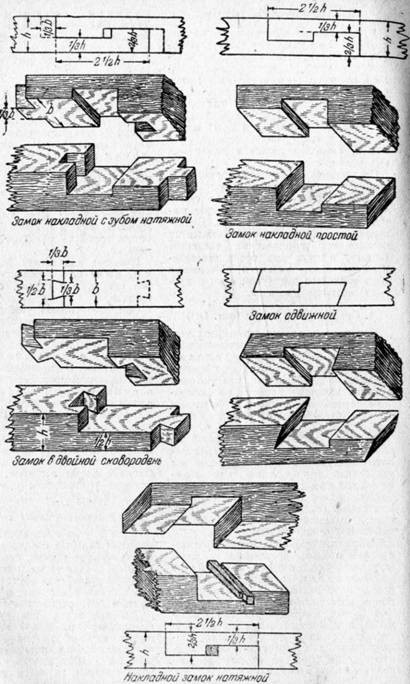 Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Если изделие будет подвергаться только сжиманию, то достаточно применить самый простой вид сращивания, соединяя детали внакладку (косыми или прямыми срезами). Чтобы повысить стойкость изделия при боковых нагрузках, применяется соединение типа накладного замка. При этом делается накладка с применением скошенных торцов или с торцевым шипом.
Для изделий, рассчитанных на растягивающие нагрузки, применяют соединения накладной замок (зубчатый или простой). Для его выполнения на соединяемых заготовках вырезают углубления и выступы. Схема зубчатого накладного замка позволяет достичь высокой прочности соединения, которая выдерживает сжимающие, растягивающие и боковые нагрузки.
Соединение «двойной сковородень» — прямая накладка с шипом, называемым ласточкин хвост. Показывает высокую прочность при разных нагрузках – боковых смещениях, растяжении и сжатии.
Схема соединения «сдвижной замок» в виде накладки со скошенным упором способна придать прочность изделию, подвергающемуся растяжению и поперечным нагрузкам.
Существует схема, при которой добиваются повышенной жесткости конструкции накладных замков, вбивая дополнительные клинья между выступами. Называют такие замки натяжными. Делают их либо разъемными, либо склеивают. Разъемные натяжные замки следует проолифить или покрасить, что поможет защитить замок от влаги.
Соединение гнездо-шип

Элементы шипового соединения.
Шиповые соединения хорошо известны каждому мастеру. В результате применения данного метода появляется гарантия того, что детали получат максимально жесткое и прочное сцепление. Для выполнения действий здесь требуются внимательность и наличие небольшого опыта. Потому-то начинающие умельцы к этому методу прибегают не столь часто.
Для скрепления дерева подобным образом один элемент оснащают шипом, другой — пазом. Отлично, когда скрепляемые части древесины имеют равную толщину. Если это не так, то рекомендуют выполнять паз (или гнездо) на утолщенной части. Для облегчения процесса по ввинчиванию шурупов производят сверление заранее. Учитывают, что проделанные отверстия должны обладать диаметром в 2/3 окружности шурупа. Глубину отверстий делают чуть меньшей (около 0,5 см), нежели длина шурупа.
Древесина на обеих составных частях должна иметь одинаковую степень влажности. Этот факт не стоит сбрасывать со счетов, поскольку при усушке дерева шип может стать меньше в размерах, что скажется негативно на прочности крепления.
Шип в гнездо
Более сложным соединением является способ шип в гнездо. Оно требует большего мастерства, но отличается гораздо более высокой надежностью и долговечностью. Сфера использования та же, что и в предыдущем случае, а именно – Т-образные стыки. Отличие данного метода заключается в том, что шип делается в торце вертикальной детали, в теле горизонтальной выпиливается гнездо.
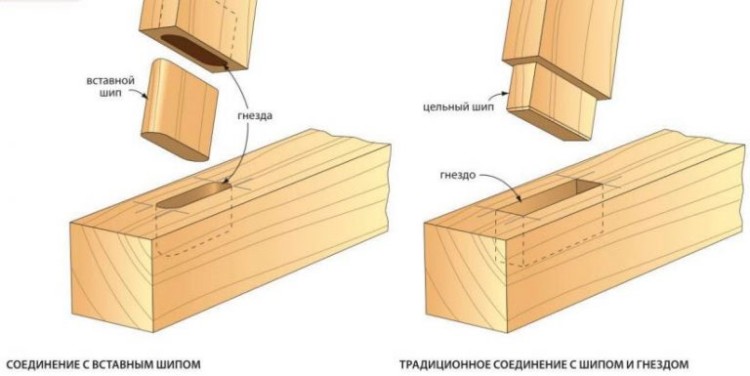
Это одно из самых распространенных мебельных соединений. Различают соединение со сквозным шипом и с глухим. Отличие состоит в том, что в первом случае вырезается сквозное гнездо, во втором прорезь делается на определенную глубину.
Соединение в наклад
Виды соединений.
Этот метод не так популярен, как рассмотренные ранее. Хотя все процедуры достаточно просты: детали накладывают и скрепляют, для чего подбирают гвозди, болты либо шурупы. Особенности данной методы заключены в подготовке большого числа крепежных деталей и соблюдении аккуратности и внимательности к технологии.
- Детали дерева располагают однолинейно либо немного смещают. Главное — не выполнять смещения на чересчур большой градус относительно друг друга.
- Составляющие крепят, задействовав минимум 4 гвоздя, которые ставят в 2 ряда (не меньше 2-х штук в 1 ряд).
- Крепление парой шурупов выполняют исключительно в диагональном направлении. Хотя рекомендуют не рисковать и добавить число крепежа.
- Для увеличения прочности крепления дерева выбирают крепеж с наибольшей длиной, которая позволит выходить сквозь обе детали. После чего концы загибают.
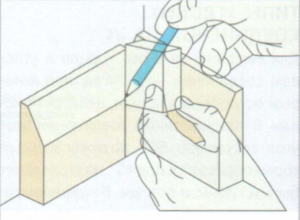
Разметка
Разметка во многом определяет качество соединения. Кроме рейсмуса и угольника, вам потребуется шило. При разметке оно оставит тонкую, но четкую бороздку.
Сначала делают разметку шипа, добавляя для напуска 2-3 мм.
Участки деталей, которые предстоит удалить, помечают легкой штриховкой.
Помните: даже небольшая ошибка, допущенная при разметке, может серьезно осложнить сборку деталей.
Разметку наносят рейсмусом и шилом. Они прочерчивают очень тонкую, но хорошо видимую линию.
Сначала рейсмусом наносят разметочные линии, обозначающие боковые стороны шияа, затем разметку переносят на торец.
Механическая обработка
Вы сэкономите много времени, если изготовите шипы с помощью специальной дисковой пилы, которую устанавливают под прямым углом к обрабатываемой детали. Паз получается за один оборот диска. При этом он намного точнее паза, изготовленного обычной пилой и долотом.
Равномерные интервалы
Для работы дисковой пилой вам понадобится разметочная линейка, с помощью которой вы сможете наметить расположение пазов и шипов на обеих деталях. В этом случае пазы и шипы более точно подойдут друг к другу.
Глубина пропила и ширина паза устанавливаются на самой дисковой пиле. Тем не менее рекомендуется проверить выбранные параметры на ненужной доске, прежде чем переходить к обработке деталей.
При механическом способе выполнения пазов и шипов детали всегда точно подходят друг к другу.
Выпиливание
Сначала закрепите деталь в вертикальном положении на верстаке и лишь затем начинайте выпиливать шипы. Пилу устанавливайте не на самой разметке, а вплотную к ней со стороны паза
Работайте внимательно и очень осторожно, следите, чтобы линия пропила не отклонялась и тем более не пересекалась с линией разметки. Если паз выйдет слишком узким, его можно немного расширить долотом или напильником
Напротив, если паз окажется шире, чем нужно (и соответственно тоньше, чем нужно, соседний шип), то соединение будет неплотным или вообще не получится. Последующие исправления очень трудоемки и не всегда результативны.
Обратите внимание на то, чтобы пропилы не завершались косо, что случается, если вести пилу не строго горизонтально. Поэтому для контроля сделайте разметку глубины пазов на обеих сторонах детали
Работать аккуратно
Недостаточно глубокий паз всегда можно подправить. Хуже, если паз получился глубже, чем нужно. Тогда соединение будет некрасивым и шатким. Можно, конечно, чуть приподнять дно паза шпаклевкой, но желательно все-таки не допускать ошибок.
Деталь должна быть хорошо закреплена. Шипорезную пилу нужно держать и вести строго горизонтально.
Выпиливание шипа и паза
Наибольшей точности при выпиливании шипа и паза можно достичь, если деталь зажата: руки должны быть свободны, чтобы точно направлять пилу. Правильно ставьте пилу на линию разметки, учитывая при этом толщину самого пропила.
При выполнении шипа пилу устанавливают вплотную к линии разметки на той части, которую необходимо удалить. Пазы в торцах пропиливают вдоль меток с внутренней стороны.
Сначала вырезают шип в длину, затем деталь зажимают или прижимают рукой в горизонтальном положении и укорачивают.
Паз для Т-образного соединения выполняют стамеской. Предварительно можно просверлить несколько отверстий дрелью. Таким образом удалить из паза основное количество древесины. Это облегчит последующую работу стамеской.
Диаметр сверла должен быть немного меньше ширины паза, иначе сверло перекроет линию разметки, что приведет к зазорам, мешающим склеиванию деталей, и в итоге — к ослаблению соединения.
Делать в детали пропилы для образования шипа или паза следует, начиная всегда с узкой стороны.
При формировании замкнутого паза, когда пилу использовать невозможно, начинают с того, что древесину частично удаляют дрелью, чтобы облегчить последующую работу стамеской.
После того как продольные пропилы сделаны, деталь кладут горизонтально и завершают формирование шипа.
Соединения вполдерева
Соединения вполдерева относятся к рамным соединениям, которые используются для соединения деталей пластями или по кромке. Соединение выполняется выборкой одинакового количества материала с каждой детали, так что они соединяются заподлицо друг с другом.
Типы соединений вполдерева
Можно выделить шесть основных типов соединений вполдерева: поперечное, угловое, впотемок, угловое на ус, ласточкин хвост и сращивание.
- Поперечное соединение вполдерева. Позволяет соединять две перекрещивающиеся детали, не разрезая одну пополам. Выполняется так же, как и соединение врубкой с удалением половины материала с каждой детали. Ширина соответствует ширине пересекаемой детали. Материал снимается с низу одной детали и с верху второй.
- Угловое соединение вполдерева. Делается для концевого соединения двух деталей под углом 90°. Тавровое соединение вполдерева похоже на угловое, но на одной детали выбирается паз, а на второй фальц (накладка). Его можно сделать в потемок.
- Угловое соединение на ус вполдерева. Используется, когда на верхней лицевой стороне делается декоративная накладка. Скос лицевой стороны соединения соответствует повороту накладки.
- Соединение вполдерева ласточкиным хвостом. У этого соединения вырезается шип в форме «ласточкина хвоста» (с обеих или двух сторон). Соединение разъединяется, только если верхнюю деталь вынимать вверх из паза нижней. Уклон обычно составляет 1:6.
-
Сращивание вполдерева. Это соединение используется для соединения деталей торцами по одной прямой с помощью накладки. Длина выбранной части материала (накладки) равна ширине детали. Для достаточной прочности соединению требуется
усиление.
Выполнение углового соединения вполдерева
1. Выровняйте торцы обеих деталей. На верхней стороне одной из деталей проведите линию перпендикулярно кромкам, отступив от торца на ширину второй детали. Повторите на нижней стороне второй детали.
2. Установите рейсмус на половину толщины деталей и прочертите линию на торцах и кромках обеих деталей. Пометьте отход на верхней стороне одной и нижней стороне другой детали.
3. Зажмите деталь в тиски под углом 45° (пласти вертикально). Аккуратно пилите вдоль волокон вплотную к рейсмусной линии со стороны отхода, пока пила не выйдет на диагональ. Переверните деталь и продолжите аккуратно пилить, постепенно приподнимая ручку пилы, пока пила не выйдет на линии заплечика на обеих кромках.
4. Выньте деталь из тисков и положите на пласть. Плотно прижмите ее к цулаге и зажмите струбциной.
5. Пропилите заплечик до сделанного ранее пропила и удалите отход. Все неровности выборки выровняйте стамеской. Проверьте аккуратность выреза.
6. Повторите процесс на второй детали.
7. Проверьте пригонку деталей и при необходимости поровняйте стамеской. Соединение должно быть прямоугольным, заподлицо, без зазоров и люфтов.
8. Соединение можно укрепить гвоздями, шурупами, клеем.
Пропорции гнезда и шипа
Относительные пропорции гнездо и ответного шипа важны для обеспечения прочности соединения. Форма соединения во многом определяется сечением элемента с шипом.
В большинстве случаев деталь с шипом представляет собой перекладину прямоугольного сечения с широкой стороной, расположенной вертикально. Иногда широкая грань этого бруса находится в горизонтальной плоскости. В любом случае боковые грани (щеки) шипа выполняются в вертикальной плоскости, чтобы обеспечить больше плошали для склейки с боковыми поверхностями гнезда (см. картинку). Для горизонтально расположенных перекладин могут потребоваться два или более шипов, так как толщина шипа не может превышать его ширину.
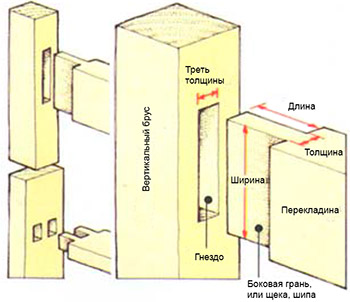
Толщина шипа обычно составляет треть от ширины древесины в том месте, где соединяются два элемента конструкции одинаковой толщины. Точный размер берется с ширины полотна долота, которым выбиралось гнездо. Тонкий шип имеет относительно малое сопротивление нагрузке «на срез», а толстый шип делает слишком тонкими стенки гнезда, которые могут расколоться под воздействием нагрузки «на скручивание».
Когда элемент с шипом соединяется с более широкой деталью с гнездом, шип может быть равен половине толщины. Ширина шипа обычно равна ширине самой перекладины. Если это слишком широко, как, например, в случае с перекладиной в большой панельной двери, шип разделяется на два и называется парным шипом. Длина шипа в основном определяется устройством соединения. Шип для сквозного гнезда будет соответствовать ширине элемента с гнездом. Для непроходного, или «глухого», шипового соединения длина шипа обычно составляет три четверти ширины (глубины) детали с гнездом.
Шипы
Шипы выполняются так, чтобы их боковые грани, или щеки, были направлены вдоль волокон ножки конструкции или вертикального бруса обвязки двери или оконной рамы.
Сращивание на ус и соединение с прирезкой
Сращивание на ус соединяет концы деталей, расположенных на одной прямой, а соединение с прирезкой используется, когда надо соединить две профильные детали под углом друг к другу.
Сращивание на ус
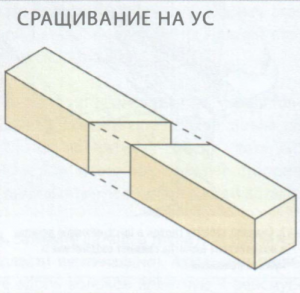
При сращивании на ус детали соединяются одинаковыми скосами на торцах таким образом, что одинаковая толщина деталей остается неизменной.
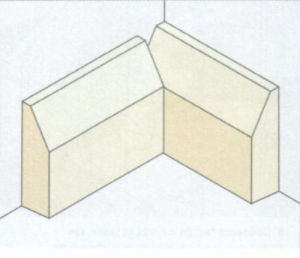
Соединение с прирезкой
Соединение с прирезкой (с подрезкой, с пригонкой) используется, когда надо соединить в углу две детали с профилем, например, два плинтуса или карниза. Если деталь сдвинется в процессе ее крепления, то зазор будет менее заметен, чем при угловом соединении на ус.
1. Закрепите на месте первый плинтус. Придвиньте к нему вплотную второй плинтус, расположенный вдоль стены.
Закрепите первый плинтус на месте и прижмите к нему второй плинтус, выровняв его вдоль стены.
2. Проведите по профильной поверхности закрепленного плинтуса маленьким деревянным бруском с прижатым к нему карандашом. Карандаш оставит на размечаемом плинтусе линию разметки.
Бруском с прижатым к нему карандашом, приставленным острием ко второму плинтусу, проведите по рельефу первого плинтуса, и карандаш разметит пинию отреза.
3. Обрежьте по линии разметки. Проверьте пригонку и при необходимости подправьте.
Сложные профили
Уложите первый плинтус на место и, поместив второй плинтус в стусло, сделайте на нем скос. Линия, образованная профильной стороной и скосом покажет требуемую форму. Обрежьте по этой линии лобзиком.
Двойной шип
Для соединения особенно широких деталей используют двойной шип, который, с одной стороны, обеспечивает соединению необходимую стабильность, с другой — меньше, чем шип в полную ширину, ослабляет боковую деталь. Для такого соединения вырезают сначала один шип на всю ширину детали. Затем делят его на три части и лучковой пилой удаляют среднюю часть. Только после этого в соседней детали намечают контуры пазов. Выполняют их, как обычно, — дрелью и стамеской.
Двойной шип придает устойчивость конструкции и делает соединение особенно надежным. В соседней детали вырезают два паза.
Удалить «лишнюю» древесину между шипами лобзиком или лучковой пилой. Вертикальные пропилы должны быть строго параллельны.
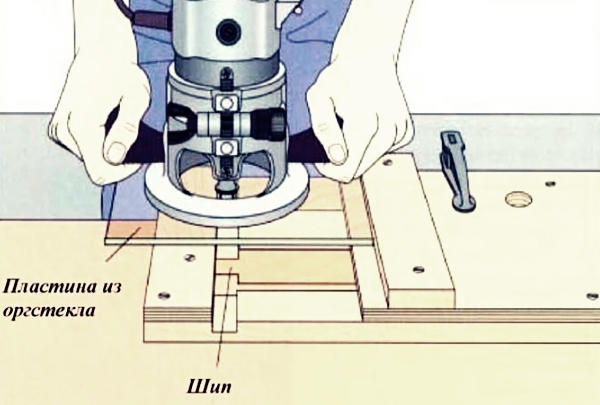
Изготовление приспособления для выборки шипа
Когда детали обрабатываются вручную, сам фрезер не имеет дополнительной пространственной фиксации. А ведь от этого зависит общий результат работы, точность самого соединения в дальнейшем.
Чтобы собрать простейшую конструкцию, способную справиться с задачей, нужно будет использовать:
- Несколько направляющих, которые остаются неподвижными. Они должны быть боковыми и верхними или нижними.
- Длина у выборки регулируется за счёт использования соответствующей подвижной планки.
Для изготовления применяется следующая последовательность действий:
- Берётся фанерный лист, с одного края которого монтируют боковые элементы в вертикальной плоскости. По центру материала необходимо создать соответствующие вырезы.
- Боковые стороны снабжаются направляющими. По ним подошва ручного фреза перемещается в дальнейшем.
- Боковые планки фиксируются на верхних направляющих. Тогда у хода рабочего фрезера, связанного с этими деталями, появляются ограничения.
- Фанерный лист, ставший основанием для установки, служит и поверхностью для установки подвижного элемента. Тогда величину вылета края для будущей заготовки проще контролировать при любых обстоятельствах. Фиксацию обеспечивают обычными винтами, другими видами фиксирующих приспособлений.
Существует несколько моментов при изготовлении, требующих отдельного учёта:
- Верхние направляющие имеют высоту, соответствующую сумме толщины для детали под обработкой и небольшого зазора, на котором устанавливают клин, участвующий в фиксации.
- Формирующийся шип обладает определённой длиной, которая учитывается при определении толщины вырезов у боковых элементов по вертикали.
Когда используются подобные приспособлении – работа проводится с участием ручных фрезеров любой современной модели.
Следующим образом изготавливаются приспособления, если требуется использовать соединения типа «ласточкин хвост».
- Внутри листа фанеры с несколькими слоями создаётся отверстие. Часть для резания у самой фрезы выступает из этой детали.
- Заранее готовится фанерный лист, на нижней части которого фиксируют сам ручной фрезер. Хомуты и саморезы отлично подойдут при выполнении работы, как и крепления других видов.
- Доска толщиной на 2,5 сантиметра крепится к фанерному листу, который в дальнейшем участвует при передвижении заготовленной детали. Функция направляющих перенимается конструкцией. Доски относятся к расходным материалам с одноразовым применением.
Список источников
- o-drevesine.ru
- 5domov.ru
- DrevoGid.com
- www.remontiruemlegko.ru
- VseOChpu.ru
- pro-instrument.com
- wood-petr.ru
- delta-grup.ru
- DekorMyHome.ru




















