Как регулировать калибровально шлифовальный станок
Чтобы шлифование было оптимальным и экономичным, необходимо,
удалять строго определенное количество материала на определенном
этапе шлифования. Для этого необходимо правильно выбрать тип ленты,
градацию зерна, установить корректные регулировки станка.
Ключевые моменты, которые
|
На основании ответов подбирайте правильно ленту и определяйте
настройки станка.
Правильная регулировка оборудования позволит вам добиться
максимального срока службы шлифовальных лент и значительно снизить
частоту остановок процесса для смены лент.
Для подбора оптимального сочетания материалов и настроек, очень
часто, необходимо провести многочисленные тесты, что называется
методом проб и ошибок.
Как подобрать градации зерна для шлифовальной ленты
При подборе градаций зерна необходимо подбирать шлифовальные
ленты отстоящие друг от друга на один шаг по зернистости.
Например, набор лент для станка с тремя шлифовальными станциями в
следующей последовательности Р80 – Р120 – Р180 будет нормально
работать, в то время как набор Р60 – Р120 – Р220 приведет к
проблемам с качеством поверхности МДФ и дерева после шлифования, а
также со сроком службы лент.
Таблица 1
Рекомендуемые градации зерна для различных шлифовальных операций
|
Зерно |
Применение |
|---|---|
|
Р24-Р50 |
Для удаления большого количества материала, калибровка |
| Р60-Р100 | Для удаления меньшего количества материала |
| Р120-Р180 | Для шлифовки поверхности, шлифовки дерева |
| Р220-Р1200 | Для удаления ворса |
Рекомендуемые глубины шлифовки
При работе на калибровально шлифовальных станках (при
скорости шлифовальной ленты 18 м/сек, нагрузке 0,625 кг/см2 и
скорости подачи заготовки 5-7 м/мин) рекомендуемая максимальная
глубина шлифовки материала:
- Р40 – 1,2мм
- Р60 – 0,75мм
- Р80 – 0,64мм
- Р100 – 0,57мм
- Р120 – 0,50мм
- Р150 – 0,46мм
- Р180 – 0,43мм
- Р220 – 0,41мм
- Р240 – 0,39мм
- Р320 – 0,35мм
- Р400 – 0,33мм.
Например, на трёх ленточных калибровально шлифовальных станках
при шлифовке массива рекомендуется на первом контактном валу
установить шлифовальную шкурку Р40-60, на втором валу с прижимной
подошвой шлифовальную шкурку Р80-100, на третьем валу с прижимной
подошвой шлиф шкурку Р120-400.
4 Универсальная в работе эксцентриковая шлифовальная машина
По-своему уникальны установки, часто называемые орбитальными, в которых шлифовальная плита не только движется, но еще и вращается в процессе работы. Благодаря данной особенности их можно применять для осуществления разных мероприятий, включая высокоэффективное шлифование вогнутых и выпуклых деталей, сверхтонкое шлифование поверхностей.
На рынке представлены эксцентриковые агрегаты мощностью до 400 Вт (самые “слабенькие” модели характеризуются мощностью 155 Вт). Комфорт использования установки обеспечивает спецрукоятка (съемная либо интегрированная в механизм) и приспособление для притормаживания запуска шлифмашинки, предотвращающего рывки при ее включении.
Разная зернистость листов позволяет шлифовать практически все современные материалы. Для работ по очистке от коррозии металлических поверхностей и структурирования изделий из древесины орбитальная шлифовальная машина имеет шлифткани. Кроме того, данные механизмы располагают и полировальными особыми губками или колпаками из жесткой шерсти для высокоглянцевой обработки заготовок повышенной чувствительности.
Выбирайте нужную вам шлифмашинку и пользуйтесь ей для решения любых бытовых задач!
Получение эффекта грубо пропиленной поверхности на калибровочно шлифовальных станках
Обещанная новинка – применение калибровально шлифовального станка
для создания дополнительных декоративных эффектов.
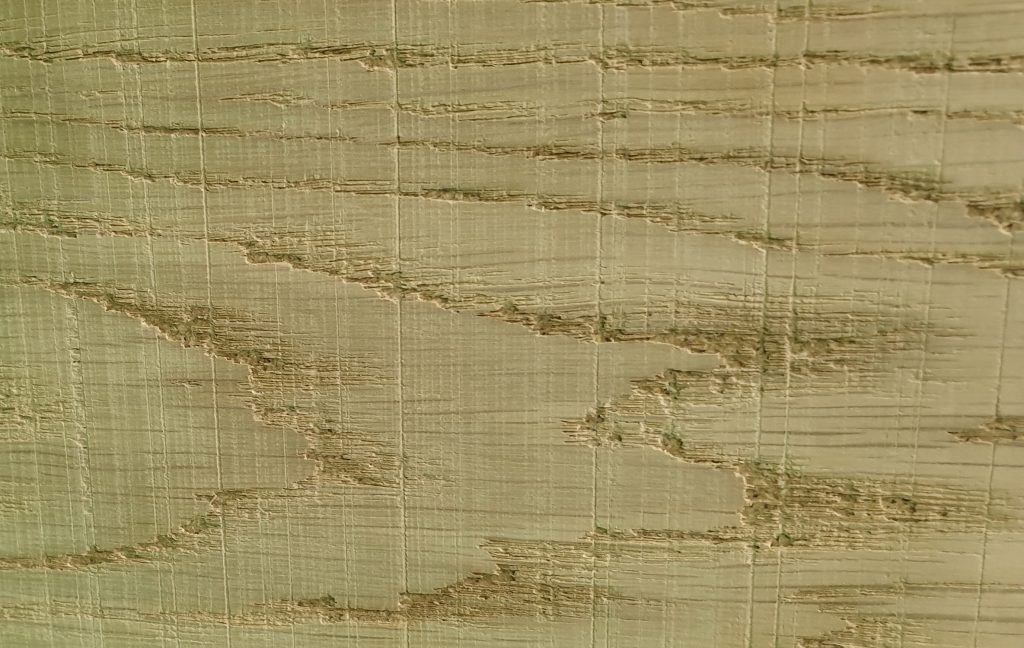
Один из интересных приемов декорирования поверхностей – это
текстурирование с получением поперечных рисок, имитирующих царапины,
оставляемые зубьями пил при раскрое бревен на пиломатериалы.
 |
|---|
 |
|---|
|
Рис. 6-7. Эффект рисок на шлифованных деталях |
На бездефектные поверхности риски могут наноситься намеренно для
того, чтобы подчеркнуть натуральность материала, сделать дизайн
более брутальным, повысить анти скользящие свойства напольных
покрытий.
Чаще всего эффект грубого пиления имитируется на доске пола,
однако в последнее время данный прием становится все более
популярным в мебели рустикального стиля, стеновых панелях.
 |
|---|
| Рис. 8. Эффект грубого пиления на доске пола |
Узел поперечного шлифования
Нанесение царапин с заданным шагом и глубиной возможно на
шлифовальном станке, оснащенным узлом поперечного шлифования. В
качестве абразива при этом используют узкие шлифовальные ленты
грубой зернистости. Агрессивность воздействия также обеспечивается
за счет узкой вставки утюжка.
 |
|---|
|
Рис. 9. Узел поперечного шлифования станка VIET, используемый для получения эффекта грубого пиления |
Поперечный узел устанавливается в станке в качестве первого или
после калибровочного узла с контактным или фрезерным валом. После
нанесения рисок шероховатость может быть несколько сглажена на
следующим за поперечным продольным узле с контактным утюжком.
 |
|---|
|
Рис. 10. Станок Opera 5 производства компании VIET с поперечной лентой для нанесения рисок |
Читайте далее:
|
1 Область применения
Ленточная шлифовальная машинка применяется в основном для существенной корректировки больших плоских поверхностей. Благодаря своим высоким рабочим характеристикам, с ее помощью можно снимать толстые слои материала, который поддается воздействию абразива.
Для обработки мелких деталей, из базового инструмента, легко можно сделать ленточный шлифовальный станок. Для этого существуют специальные подставки, которые позволяют жестко закрепить инструмент и обрабатывать поверхность мелкой детали, удерживая ее в руках.

Шлифовка дерева с помощью ленточной шлифовальной машины
По сути, ленточные шлифовальные машинки — это многоцелевой инструмент. С его помощью можно произвести точное подрезание по линии разметки, отшлифовать грубую поверхность, убрать неровности на плоскости обрабатываемого материала, а также придать определенную форму или закруглить края.
Изготовляя что-либо своими руками, мощность и быстродействие инструмента особенно проявляют себя, когда необходимо удалить приличный слой материала при работе по дереву. Поступательное (линейное) движение шлифовальной ленты, даже с крупным зерном, позволяет получить ровную, чистую поверхность.
1.1 Выбор модели
Ленточные шлифовальные машинки в продаже представлены достаточно широко, поэтому выбрать лучшую модель не так просто. Прежде всего, необходимо четко определиться — для каких именно работ она необходима.
Многочисленные отзывы говорят о том, что нет необходимости тратиться на мощную профессиональную технику, если вся работа, проводимая своими руками для собственных нужд, будет сводиться к нерегулярному использованию инструмента.
Шлифовальные ленточные машинки условно можно разделить на три типа по длине и ширине ленты:
- маленькие — активная поверхность ленты 76 на 457 мм;
- средние — 76 на 533 мм;
- большие — 76 на 610 мм.
Эти различия касаются только универсальных моделей.
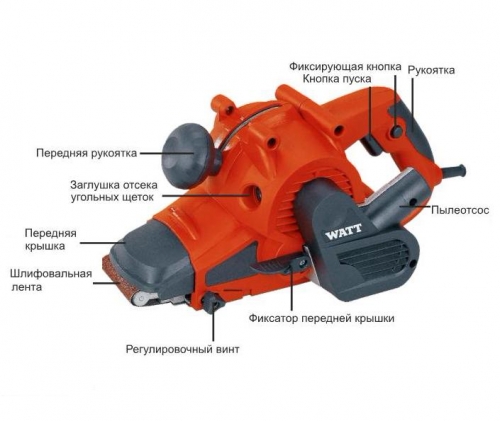
Устройство ленточной шлифовальной машины «Watt» WBS-850
Но есть еще специализированные варианты, у которых ширина и общая длина ленты может быть значительно меньше или больше.
1.2 Выбор по ленте
Скорее всего, выбрать правильный инструмент удастся, ознакомившись с основными параметрами не самой машинки, а ленты к ней. Таким образом, зная условное разделение, можно определиться, какой вариант следует купить:
- бытовой — ширина ленты 63 мм;
- универсальный — 76 мм;
- профессиональный — 100 мм.
Стоит отметить, что ленточный шлифовальный станок в котором используется лента шириной 100 мм, самый габаритный и тяжелый. Поэтому он используется только для работ с большими поверхностями, как правило, на мебельном производстве.
В то время как ленточная шлифовальная машинка с шириной ленты 63 мм, позволяет работать своими руками без всякого напряжения и больших физических усилий (ею можно управлять и одной рукой).
Изучив отзывы опытных пользователей можно узнать, что наиболее применяемой лентой по зернистости являются 80 и 120 зерен на дюйм, и несколько реже применяется лента с зернистостью 50 зерен на дюйм.
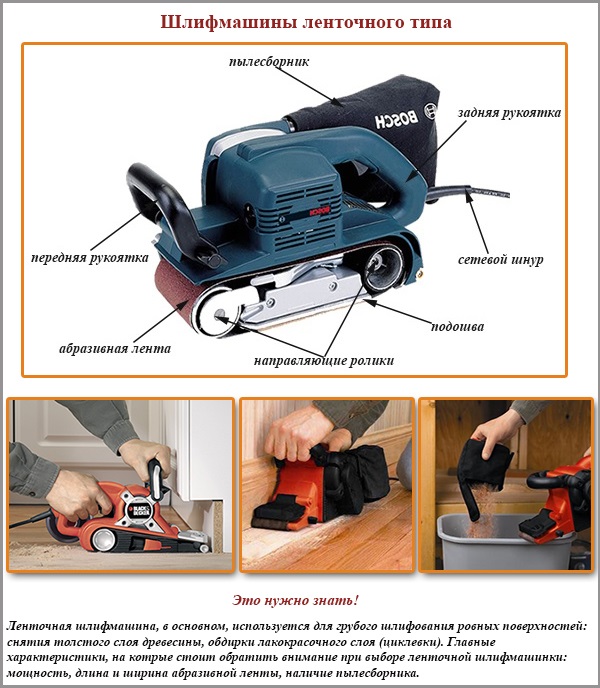
Устройство ленточной шлифовальной машины “Bosch
Абразивом (зерном) в ленте установленной на шлифовальный станок является оксид алюминия. Ленты с ним окрашены в цвет хаки (одноразовое применение) и темно коричневый цвет (длительное применение).
В лентах, зернистость которых менее 80, используются еще и циркониевые зерна, которые позволяют проводить работу более агрессивно. Такие ленты окрашены в ярко синий или фиолетовый цвет.
1.3 Настройка
Итак — отзывы изучены, модели рассмотрены, и шлифовальный станок по дереву приобретен. Но прежде чем вплотную заняться воплощением в жизнь идей по работе своими руками, в которых уверенно удерживается такой великолепный инструмент, его необходимо привести в рабочее состояние, то есть — настроить:
- проверить — правильно ли установлена шлифовальная лента. Многие из них имеют направленность, и правильное направление вращения указывается стрелкой на обратной (нерабочей) стороне;
- откорректировать движение ленты строго по центру роликов. Для этого используется направляющий ролик, который может передвигаться по своей оси;
- если станок имеет несколько скоростей, следует опробовать каждую из них и определить какая наиболее всего подходит под выполнение конкретного вида работ.
Инструкции для калибровочно шлифовального станка с действующего производства:
Использование шлифовальных лент
Перед использованием шлифовальных лент необходимо
- за 24 часа до использования шлифовальной ленты
вскрыть коробку с лентами в месте с надписью “Открывать
здесь” - извлечь ленты из коробки и влагозащитного мешка (для
акклиматизации материала к окружающей среде). Следует
избегать попадания прямого солнечного света на
шлифовальные ленты - следует вывесить ленты на консольной опоре диаметром
не менее 50 мм при температуре окружающей среды 18-22 С
и относительной влажности 45-60%. Использование слишком
тонкой опоры приведёт к излому ленты или другому её
повреждению - перед непосредственным использованием ленты
произвести визуальный осмотр ленты на наличие
повреждений и иных дефектов - в случае повреждения края ленты на глубину 10 мм
необходимо вырезать острым ножом поврежденную часть по
длинной дуге, что позволит избежать дальнейшего разрыва
после установки на станок - в станок шлифовальную ленту заправлять стрелкой в
сторону движения - после установки лент на оборудование рекомендуется
запустить станок в режиме холостого хода на 5-10 минут.
Подобную операцию необходимо повторить и после
вынужденной остановки станка. Это необходимо, чтобы
лента равномерно прогрелась - при работе соблюдать соответствующие режимы
шлифования - оставшиеся ленты хранить в подвешенном состоянии,
запрещается оставлять ленты на бетонном полу, так как
край ленты впитывает влагу, что приводит к изменению
геометрии ленты.
Важно!
При несоблюдении одного или нескольких из перечисленных
пунктов рекламации на шлифовальные ленты не принимаются.
 |
|---|
|
Рис. 4. Хранение широких шлифовальных лент на производстве |
Технологический процесс шлифования
Абразивная лента
-
Sia 1749
serial F TopTec
Р80, Р12О, Р15О, Р220 - абразив – карбид кремния
- связующий слой – синтетическая смола
- подложка – f бумага
- покрытие – закрытое.
Описание технологического процесса шлифования
Исходя из сильных колебаний толщины материала (до 0.8мм) и
максимальной интенсивности съема, был выбран вариант
шлифования за два прохода, используя два комплекта лент.
1 проход:
контактный вал – зернистость Р80, контактный утюжок –
зернистость Р120 Получаемая толщина материала на выходе:
МДФ16— 15,8, МДФ19— 18.7 мм.
Далее материал обрабатывается на обрабатывающих центрах.
2 проход:
Контактный вал – зернистость Р150, контактный утюжок – зернистость Р220.
Получаемая толщина материала на выходе МДФ16 – 15.7,
МДФ19 – 18.6, МДФ30 — 23,8 мм.
 |
|---|
|
Рис. 5. Интерфейс управления калибровально шлифовального станка Costa Levigatrici 1350 |
Максимальная интенсивность съема
Таблица 3
Калибрование с помощью контактного вала
| Градация | Снимаемый слой в мм | |
|---|---|---|
| Р36 | Стал./ тв. рез. ролик | |
| Р40 | Стал./ тв. рез. ролик | |
| Р60 | Стал./ тв. рез. ролик | |
| Р80 | Резиновый ролик | |
| Р100 | Резиновый ролик | |
| Р120 | Мягкий резиновый ролик | |
| Р150 | Мягкий резиновый ролик | |
| Р180 | – | |
| Р200 | – |
Таблица 4
Информация о файле
Рассмотрены основные типы шлифовальных станков, кинематические схемы, типовые детали и узлы. Во втором издании рассмотрены новейшие станки с ЧПУ
Значительное внимание уделено расширению технологических возможностей станков, вопросам автоматизации и средствам механизации
Для рабочих-станочников и мастеров машиностроительных заводов.
Основы технологии обработки заготовок шлифованием:
– технологический процесс шлифования;
– закономерность построения механизмов главного движения и подач;
– классификация шлифовальных станков;
– основные типы и компоновка шлифовальных станков;
– кинематические связи в шлифовальных станков;
– эргономика шлифовальных станков.
Типовые механизмы и узлы шлифовальных станков:
– механические передачи;
– валы, шпиндели и их опоры;
– гидравлические передачи;
– механизмы малых передач;
– пути повышения точности и надежности шлифовальных станков.
Круглошлифовальные станки:
– методы круглого шлифования;
– круглошлифовальный центровой полуавтомат 3М151;
– приспособления круглошлифовальных станков;
– наладка круглошлифовальных станков.
Бесцентрово-шлифовальные станки:
– общие сведения;
– круглошлифовальный бесцентровый полуавтомат 3Е184В;
– бесцентрово-шлифовальные станки с широкими кругами;
– загрузочные устройства;
– наладка бесцентрово-шлифовальных станков.
Внутришлифовальные станки:
– особенности внутреннего шлифования;
– универсальные внутришлифовальные станки 3К227В и 3М227В;
– шлифовальные станки с планетарным движением шпинделя;
– особенности наладки внутришлифовальных станков.
Плоскошлифовальные станки:
– схемы шлифования плоских поверхностей;
– классификация плоскошлифовальных станков;
– плоскошлифовальный станок 3Е711В;
– плоскошлифовальный станок 3Е756;
– двусторонние торцошлифовальные автоматы;
– приспособления для установки и закрепления заготовок;
– наладка плоскошлифовальных станков.
Станки для финишных операций:
– хонинговальные станки;
– доводочные станки;
– суперфинишные станки;
– станки для ленточного шлифования.
Станки для скоростного и силового шлифования:
– особенности скоростного и силового шлифования;
– требования к станкам для скоростного и силового шлифования;
– станки для скоростного и силового шлифования.
Автоматизация шлифовального оборудования
– основные понятия;
– автоматические загрузочные устройства;
– Технические средства управления;
– автоматизация измерений размеров заготовок на шлифовальных станках;
– промышленные роботы;
– механизация подъемно-транспортных работ;
– автоматические линии;
– гибкие производственные системы.
Основные понятия о числовом программном управлении (ЧПУ):
– общие сведения;
– системы программного управления станками;
– кодирование управляющих программ;
– считывающие устройства;
– приводы исполнительных органов;
– шлифовальные станки с ЧПУ.
Эксплуатация шлифовальных станков:
– общие сведения;
– установка шлифовальных станков;
– проверка станка на точность;
– техническое обслуживание и ремонт;
– СОЖ;
– правка шлифовальных кругов.
Организация рабочего места и техника безопасности:
– организация рабочего места и его обслуживание;
– техника безопасности;
– эксплуатация шлифовальных станков.
Первое издание этой книги можно скачать здесь:Лоскутов В.В. Шлифовальные станки. Библиотека станочника. М., “Машиностроение”, 1976 (djvu)
2 Угловая шлифовальная машина Вosch и аппараты других производителей
Подобные механизмы в просторечье именуют “болгарками”. Название намертво “пристало” к ним благодаря тому, что в советские времена такие установки производились в союзной Болгарии. Отечественного аналога этому электрическому инструменту на тот момент просто-напросто не существовало. Болгарки легко очищают очень твердые каменные и стальные детали, зачищают их поверхность, качественно шлифуют ее за счет абразивного диска конкретного типа (для обработки стали требуется абразив с одними характеристиками, для камня – с совершенно иными).
Угловой электроинструмент для шлифования может выпускаться:
- с одной ручкой;
- с двумя ручками.

При этом дополнительно предусмотрена возможность монтажа и добавочной ручки, которая делает работу с агрегатом более удобной. Также на машинку допускается установка прочих приспособлений, облегчающих труд человека:
- отрезные столы (позволяют максимально эффективно работать с малыми по размерам изделиями);
- механизм балансировки абразивного диска (исключает его ранний неравномерный износ);
- направляющие салазки (крайне необходимы, если речь идет об обработке каменных поверхностей);
- механизм защиты установки от переключения;
- комплекс контроля числа оборотов.

Болгарки в настоящее время производятся многими известными брендами – Sparky, Bosch, Atlas Copco, Metabo, Dewalt и др. Ими же зачастую изготавливается и прямая шлифовальная машина (различные модели), которая отличается от ленточной лишь вариантом размещения шпинделя аппарата. В машинках прямого действия он монтируется вдоль оси (продольной) корпуса установки. Других важных отличий угловые и прямые инструменты не имеют. Еще одним из востребованных видов традиционной болгарки является шлифовально-полировальная машина, предназначенная для полирования любых окрашенных и металлических поверхностей.
Отмечаем высокие точки на заготовке.
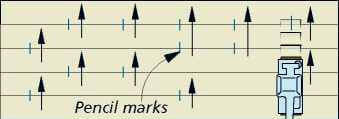
Первый шаг — перемещение линейки по всей длине поверхности деревянной панели. Просветы между линейкой и панелью укажут на низкие и высокие точки. Карандашом делаем метки в высоких местах через 10-15 сантиметров, как показано на рисунке выше слева.
Разметка высоких точек. Первый шаг определить неровности на филенке через каждые 10-15 сантиметров. Перемещайте металлическую линейку поперек ширины панели. Пробелы между линейкой и панелью укажут на неровности. Высокие точки, которые будут касаться линейки отмечайте карандашом. Проверку сделайте по всей длине панели.
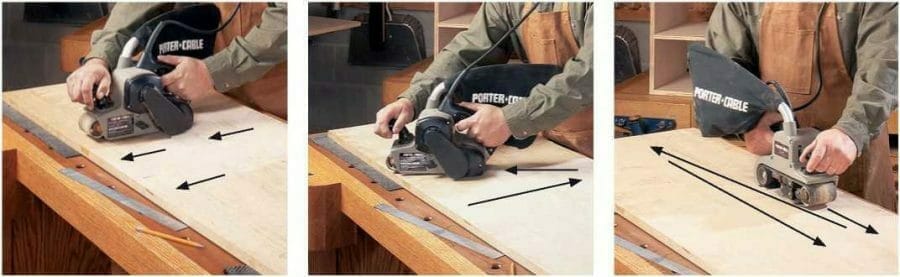
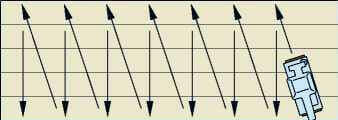
 2. Удалите неровности в высоких точках. Чтобы «сбить» верхние точки, держите шлифовальную машину так, чтобы она шлифовала поперек волокон. Перемещайте ее вперед и назад по отметкам карандаша. Старайтесь делать движение шлифовальной машины так, чтобы не повредить древесину в нижних точках.
2. Удалите неровности в высоких точках. Чтобы «сбить» верхние точки, держите шлифовальную машину так, чтобы она шлифовала поперек волокон. Перемещайте ее вперед и назад по отметкам карандаша. Старайтесь делать движение шлифовальной машины так, чтобы не повредить древесину в нижних точках.
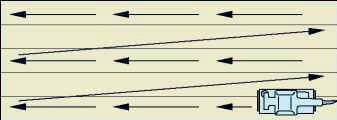
 3. Уровень по всей поверхности. Установите новую ленту и продолжайте шлифовать. На этот раз вы двигайтесь вперед, назад и слегка в бок по всей длине поверхности панели.
3. Уровень по всей поверхности. Установите новую ленту и продолжайте шлифовать. На этот раз вы двигайтесь вперед, назад и слегка в бок по всей длине поверхности панели.
 4. Чистовое шлифование. Чтобы закончить шлифование, вам нужно заменить шлифовальную ленту на ленту с более мелкой зернистостью. Это позволит удалить любые поперечные царапины и сгладить панель перед нанесением покрытия.
4. Чистовое шлифование. Чтобы закончить шлифование, вам нужно заменить шлифовальную ленту на ленту с более мелкой зернистостью. Это позволит удалить любые поперечные царапины и сгладить панель перед нанесением покрытия.
Related Posts via Categories
- Гибкий алмазный шлифовальный круг – обработает любую поверхность!
- Маркировка шлифовальных кругов – подробно о характеристиках!
- Bosch GWS 850 CE и другие модели данного бренда в подробном обзоре
- Makita 9069, 9911, 9404 и 9910 – сравниваем популярные шлифмашинки
- Hitachi G13SS – чем хороша?
- Makita BO3711 – простой в применении и эффективный шлифовальный инструмент
- Hitachi G13SR3 – эффективная и безопасная в использовании болгарка
- Makita GA5030 – высококачественная угловая шлифовальная установка
- Абразивные шлифовальные круги – их виды и особенности
- Шлифовальные круги – зачем они нужны и какими бывают?
Виды основ наждачной бумаги
Наждачная лента для шлифмашины – это самый востребованный абразив. В народе ее называют шкурка, так как раньше для шлифования использовали акульи шкуры. Она так же, как и лента, имеет свою основу. Стоит подробнее ознакомиться с самыми распространенными основами шкурки.
- Бумага. Это самый часто встречающийся и экономичный вид основы. Такую бумагу пропитывают полимерами для придания ей прочности и устойчивости к истиранию или разрыву. Но для интенсивного использования она не рекомендуется.
- Ткань. Это эластичная основа, легко принимающая форму изделия. Она более устойчивая, у нее большой срок эксплуатации, но абразив может крошиться при натяжении. Тканевая основа шкурки прочная и устойчивая к влаге. Ее применяют при интенсивной работе с различными типами древесины.
- Фибра. Она используется для обработки твердых материалов.
- Комбинированная. Это сочетание ткани и бумаги, на которую нанесен абразив. Данная основа сочетает в себе полезные свойства бумажного и тканевого полотна. Она устойчива к изгибам, истиранию и влаге. Такая основа имеет высокую стоимость.

Степени зернистости абразива
Зернистость бывает нескольких категорий. Группирование происходит по размеру зерен. Чем ниже цифра показателя зернистости, тем более грубой будет обработка материала.
Крупная зернистость
Особо крупное зерно P22–P36. Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Крупное зерно Р40–Р60. Ленты с крупным зерном (Р40–Р60) используются для первоначальной обработки материала (чаще всего дерева). Поскольку размер гранул довольно крупный, забивается лента не так быстро, что позволяет выполнить значительный объем работы. Размеры зерен находятся в пределах от 500 до 250 мкм.
Зерно P70–P120 для первичной шлифовки. Ленты для первичной шлифовки (P70–P120) подходят практически для всех работ по зачистке поверхности, к примеру, лакокрасочного покрытия или же в случаях, когда необходимо сгладить деталь. Размеры зерен находятся в пределах 250–100 мкм.
Зерно P150–P220 для окончательной шлифовки. Ленты для окончательной шлифовки (P150–P220) применяются для финальной зачистки поверхности от краски или придания гладкости, также для шлифовки под покраску. Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Мелкая зернистость
Зерно P240–P280 для окончательной шлифовки. Ленты для окончательной шлифовки (P240–P280) используются для финальной обработки дерева твёрдых пород, а также для его зачистки перед покрытием. Размеры зерен находятся в пределах 63–40 мкм.
Зерно P400–P600 для полировки финальных покрытий. Ленты для полировки финальных покрытий (P400–P600) предназначаются для сглаживания окрашенных поверхностей, создания необходимой гладкости, полировки между покрасками, шлифовки мокрым способом. Размеры зерен находятся в пределах 40–20 мкм.
Зерно P1000 для тонкой шлифовки. Ленты для тонкой шлифовки (P1000) используются для полировки металла, керамики, пластика и шлифовки мокрым способом. Размеры зерен находятся в пределах 20–14 мкм.
Список источников
- voleks.com
- www.chipmaker.ru
- woodjig.net
- stroy-podskazka.ru
- ostanke.ru
- kraski-laki-gruntovka.ru
- tutmet.ru















