Разновидности держателей
Магнитные держатели могут быть отключаемыми и постоянными. Эти приспособления дают возможность фиксировать элементы простым включением.
Они хороши тем, что фиксацию можно прекратить, просто повернув соответствующий выключатель. Это также облегчает чистку намагниченной поверхности от мелких кусочков железа и стружки.
Также угольники-магниты бывают универсальными и стандартными.
Магнитные струбцины
Эти конструкции позволяют стягивать элементы между собой, временно их фиксируя. Самая частая форма — в виде уложенного на бок символа «П». Одна из сторон выполняет функции постоянного фиксатора, а другая оснащена винтовым прижимом. Габариты заготовок, которые фиксируются струбцинами, ограничены лишь их характеристиками. Пользоваться очень просто — элементы располагаются внутри конструкции, после чего стягиваются резьбовым винтом.
Распорки из трубы
Если вам нужно сделать небольшие зазоры между обрабатываемыми поверхностями, то можно изготовить простейший вариант распорки из отрезка арматуры или трубы. Однако чтобы сэкономить время на этой процедуре, можно приобрести фабричное изделие.
Суть этого приспособления также базируется на винте. Вот только работает эта конструкция на разжимание, а не на сжатие.
Простой магнитный угольник своими руками
Так как данное приспособление довольно бесхитростное, то его можно легко сделать своими руками. Такой вариант подойдет для тех, кто любит самостоятельно изготавливать вещи, не нашел нужного изделия в продаже или для случаев когда необходимо получить крепеж для нестандартного шаблона.
Варианты исполнения могут быть различны, здесь мы рассмотрим два способа изготовления. Выбор зависит от ваших возможностей в изготовлении и наличия необходимых материалов и инструмента.
В первом случае нам понадобятся:
Металлический лист толщиной 2-3 мм
Очень важно использовать немагнитные материалы, чтобы не ослаблять магнитное поле;
Круглый магнит( такой можно найти в акустических динамиках);
Втулки;
Крепеж( винты и гайки).. Алгоритм изготовления:
Алгоритм изготовления:
1. На листе металла с помощью треугольника вычерчиваем контур будущего изделия. Старайтесь сделать углы максимально прямыми, от этого будет зависеть качество и точность готового инструмента.

2. С помощью болгарки вырезаем наши заготовки и делаем ровные края.

3. Подготавливаем пластиковые втулки( помним, что материал должен быть немагнитным) Можно взять куски полипропиленой трубы. Тщательно обрабатываем торцы, размеры втулок должны быть одинаковыми. Чтобы магнит не болтался, подбираем кусок пластика и надежно фиксируем его во внутреннем диаметре.
4.Размечаем места крепления двух пластин и производим сборку с помощью болтов и гаек.

5. Готовое изделие в работе

Как сделать своими руками?

Опытные мастера стараются свести все затраты, на приобретение вспомогательного и рабочего оборудования, к минимуму. Благодаря простоте конструкции для изготовления не нужно специальное оборудование или сложный инструмент.
Для сборки самодельного прибора следует подготовить следующий инвентарь:
- Магнит. Рабочая часть агрегата. Он должен обладать достаточной мощностью для надежного крепления к металлу. Для этой цели оптимально подойдут магниты из старых автомобильных динамиков, мощностью 10-15 Вт.
- Две шайбы. Их размер должен соответствовать диаметру магнита.
Порой бывает сложно подобрать шайбы под размер магнита. Гораздо проще изготовить шайбы самостоятельно из листового металла.
- Набор метизов для фиксации сварочного кабеля.
Алгоритм выполнения работ:
- Одна из шайб будет осуществлять контакт с рабочей плоскостью. В ней необходимо сделать отверстие, соответствующее размеру шляпки болта.
- Шляпку обрезают до толщины шайбы.
- После предварительной подготовки конструкцию соединяют сваркой. Изделие должно напоминать гриб, в котором резьбовая часть болта играет роль ножки.
- На гриб надевают магнит. С обратной стороны ставят вторую шайбу.
- На резьбу крепят сварочный наконечник, фиксирую всю конструкцию с помощью гаек.
Проверку работоспособности выполняют только в полевых условиях. Критерием качества будет правильное функционирование сварочного аппарата.
Масса для сварочного аппарата своими руками – отличный способ сэкономить, а также средство для проверки своих навыков по самодельному конструированию.
Грамотно собранное устройство прослужит ничуть не меньше заводского зажима.
Магнитопорошковый метод контроля
Небольшие частички намагничивающегося металла способны изменять пространственное положение под воздействием рассеяния поля. Суть магнитного метода контроля заключается в использовании ферромагнитного порошка:
- в сухом виде, он рассеивается по плоской поверхности, дает самый достоверный результат;
- в виде водной эмульсии – частички будут удерживаться под небольшим уклоном;
- маслянистой суспензии с низкой текучестью, обволакивающей контролируемый участок (для основы используют керосин, трансформаторное масло).
Под воздействием силовых линий опилки создают определенный рисунок, в области наивысшей сосредоточенности слой частичек плотный. Контроль проводится на гладких подготовленных поверхностях с выровненным шовным валиком. Допускается определенная шероховатость в пределах чувствительности применяемого дефектоскопа.
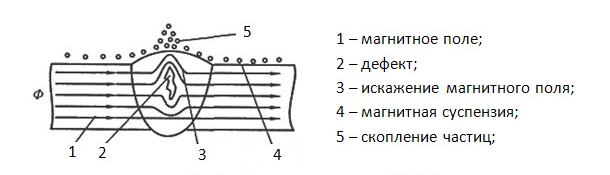 Схема магнитопорошкового метода контроля
Схема магнитопорошкового метода контроля
На точность контроля влияет несколько параметров:
- размер магнитящихся частичек;
- вида наносимого состава;
- способа намагничивания;
- расположение дефектов относительно силовых линий поля;
- качество подготовки зоны контроля;
- виды несплошностей.
Для сухого способа используют закись железа или измельченную железную окалину. Порошок наносят на металл, пользуясь распылителем или мелкофракционным сетчатым ситом. В момент наведения поля контролируемую область слегка обстукивают, делая частички подвижными. Один и тот же участок проверяют дважды для достоверности результатов.
При дуговой электросварке металлические детали намагничиваются сварочным током. Когда сохраняется сильное остаточное намагничивание, контроль магнитными порошками проводят без использования дефектоскопов.
Магнитопорошковым способом распознают различные дефекты шириной до 2 микрон на глубине до 2 мм:
- поверхностные трещины;
- расслоения;
- пустоты.
Контролировать можно не только сам шов, но и область термического влияния, где велика вероятность образования внутренних растрескиваний. Для работы нужно намагничивающее устройство, магнитный дефектоскоп.
Виды оборудования:
- мобильные, для работы в полевых условиях – МД-4К или МД-6, работающие на постоянных магнитах, не требующие электропитания;
- стационарные – ХМД-10П, МД-5, УМДЭ-2500, характеризующиеся высокой скоростью контроля сварных соединений;
- передвижные или переносные дефектоскопы, используемые на промышленных площадках, отдаленных объектах – МД-50П, ПМД-70.
В блок намагничивания могут входить соленоиды, электромагниты, работающие от переменного тока, подключаемые к стандартной электросети. После намагничивания детали размагничиваются устройством, вмонтированным в дефектоскоп.
Сейчас покупают
%
Рубанок Mujingfang, 80/13мм/дер
Материал колодки – палисандр. Длина колодки – 80мм, ширина – 20мм. Ширина ножа – 13мм, толщина – 2мм, твердость 64 HRc. Производство – MujingFang (Китай)
Подробнее
2 420p
Точилка Veritas Mk.II Standart Honing Guide (от 13мм до 72мм)
Точилка Veritas Sharpening System II. Позволяет затачивать лезвия с высокой точностью соблюдения угла за счет новой конструкции и шаблона выставки углов. Макс. толщина лезвий – 13мм, ширина от 13мм до 72мм, угол от 15° до 54°. Возможность заточки доп. микрофаски в 1°. Также используется для коротких суженных и др. японских ножей рубанков и стамесок. Оснащен роликом для предотвращения повреждений заточного камня. Материал корпуса – алюминий, ролика – латунь. Заточной камень, стамески и железко рубанков в комплект не входят.Производство – Veritas (Канада).
Подробнее
5 780p
Размер 50 х 150 х 0.8 мм. Материал – инструментальная сталь. Производство -Чехия
Подробнее
200p
Масло Камелия, 250г, 705281
Универсальное легкое органическое масло из семян дерева камелия (Сamellia sinensis). Упаковка – стеклянная бутылка. Объем – 250мл. Обладает слабым ароматом. Защита деревянных и металлических поверхностей от влаги, ультрафиолетового света и грязи. Может использоваться для массажа и подходит для изготовления лосьонов, кремов, мыла.
Подробнее
760p
Клей Titebond II Premium столярный влагостойкий
Клей Titebond II Premium – столярный влагостойкий по дереву для наружных работ, террасной мебели, наружных окон и дверей. Вязкость – 4.000 мПа*с. Расход – 180г/м2. Класс водостойкости – D3. Объем – 237мл, 473мл и 3.8л. Рабочее время – от 10 до 20 мин. Не абразивен. Производство – Franklin International (США)Для выбора емкости клея необходимого объема нажмите на название товара
Подробнее
от 260p
Подробнее
Подробнее
Уведомить
Клей Titebond III Ultimate повышенной влагостойкости
Клей Titebond III Ultimate – столярный повышенной влагостойкости по дереву для наружных и внутренних работ. Вязкость – 4.200 мПа*с. Расход – 190г/м2. Класс водостойкости – D4. Объем – 237мл, 473мл и 3.8л. Рабочее время – от 10 до 20 мин. Устойчив к действию тепла, растворителей и плесени. Разрешен для производства изделий, соприкасающихся с продуктами питания. Производство – Franklin International (США)Для выбора емкости клея необходимого объема нажмите на название товара
Подробнее
от 350p
Подробнее
Подробнее
Уведомить
Клей Titebond II Dark столярный темный
Клей Titebond II Dark Wood Glue – столярный влагостойкий для темных пород древесины, сборки мебели и соединений шип-паз. Вязкость – 4000 мПа*с. Расход – 180г/м2. Класс водостойкости – D3. Объем – 237мл, 473мл и 3.8л. Рабочее время – 10-15 мин. Не абразивен. Темный цвет. Производство – Franklin International (США)Для выбора емкости клея необходимого объема нажмите на название товара
Подробнее
от 350p
Подробнее
Подробнее
Уведомить
Рукоять для верстачных тисков
Рукоять для верстачных тисков. Диаметр штифта – 28мм, длина – 315мм. Рукоять выполнена из белого бука без отделки. Так же рукоять оснащена двумя резиновыми стопорными кольцами. Диаметр набалдашника – 50мм. Производство – York (Чехия)
Подробнее
400p
Масло льняное Borma Linseed Boiled Oil, 500мл
Масло льняное кипяченое (олифа) Borma Linseed Boiled Oil. Масло с добавками для быстрого схватывания. Объем – 500мл. Используется для придания новым или восстановленным деревянным поверхностям мягкого слегка патинированного финишного эффекта. Масло применяется для всех типов древесины и придает поверхности повышенную износостойкость. Может добавляться в другие материалы для изменения их свойств. Производство – Borma wachs (Италия)
Подробнее
790p
Масло тунговое Borma Tung Oil
Масло тунговое Borma Tung Oil. Не разбавленное, абсолютно натуральное масло не содержащее химических компонентов. Выпускается в банках обьемом 1л и 5л. Финишное покрытие придает слабый золотистый оттенок. Масло придает поверхности твердость, ударопрочность, эластичность, высокий уровень водостойкости, стойкость к загрязнению, спирту, ацетону, фруктовым кислотам; очень мала вероятность образования трещин на поверхности, покрытой тунговым маслом. Изделия, покрытые тунговым маслом, не темнеют со временем. Производство – Borma wachs (Италия)
Для выбора тары нужного объема нажмите на название товара
Подробнее
от 1370p
Подробнее
Подробнее
Уведомить
Достоинства и недостатки
Выше мы уже упомянули несколько достоинств магнитной клеммы. Но на них список не заканчивается. Магнитная клемма имеет простую конструкцию, поэтому она крайне долговечна и служит долгие годы. Проще говоря, это обычный магнит с отключаемым или постоянным магнитным полем. Нет ни пружин, ни других механических элементов, которые могут выйти из строя.
Магнитная клемма хорошо переносит перепады температур и напряжения. Она редко перегорает и позволяет работать с большинством типов металлов. Также, такой зажим на массу незаменим при сварке в труднодоступном месте. Даже если деталь будет изогнута, магнит все равно обеспечит надежное крепление за счет своей большой площади контакта.
Но, не обошлось и без недостатков. Так магнитная клемма не способна обеспечить надежное крепление на деталях небольшого размера. Например, на арматуре. Для сохранения активного магнитного поля приспособление нужно постоянно чистить. На его работу очень плохо влияет металлическая стружка.
Также для применения магнита необходима предварительная зачистка металла. Если прикрепить магнит на неочищенный металл, приспособление перестанет работать.
Не забывайте, что есть металлы, которые не магнитятся. Это большинство цветных металлов. С ними не получится использовать магнитную клемму.
Разновидности сварочных приспособлений
Зачем используются магнитные аксессуары в сварочных работах? Технология соединения деталей путем варки может потребовать от сварщика, например, размещения разных заготовок под углами от 30 до 90 градусов или же точной ориентации краев в одной плоскости. Особенно полезны такие магниты для сварки металлоконструкций из профильных труб. Добиться отменного качества можно только с использованием разного рода уголков и держателей.
Чаще всего в сварочной практике потребуются такие приспособления:
- Магнитные уголки (постоянные и отключаемые).
- Закрепляющие устройства (для фиксации в одном положении).
- Струбцины (используют для прижима деталей).
- Распорки (для создания зазоров).
Магнитные уголки
Главное преимущество такого приспособления в том, что они позволяют сократить время на подготовку деталей к свариванию. Магнитный уголок для сварки позволяет:
 Способы применения
Способы применения
- Снизить трудоемкость процесса. Не нужно долго возиться с закреплением деталей.
- Возможность фиксировать части изделия практически под любым углом.
- Компактность приспособлений упрощает работу с ними.
- Автоматизировать процесс сварки. Отключаемые магниты позволяют быстро соединить и отсоединить крепеж.
Самые элементарные изделия имеют простые сварные соединения, но чаще они имеют сложные конфигурации и формы швов. Да и точность при такой работе никто не отменяет. Поэтому часто используют магнитные приспособления с различным функционалом: фиксированными и регулируемыми углами или же постоянные и отключаемые магнитные системы.
Конструкция постоянных магнитных уголков проста. Это две пластины из металла с расположенным между ними магнитом. Самая распространенная форма в виде домика с двускатной крышей, срезанным коньком и круглое отверстие посередине. Также есть и другие, для варки во всех трех координатах пространства, или попроще – четырехгранные или многогранники, а также цилиндры.
Отключаемые магниты
Магнитный держатель для сварки может быть как постоянным, так и отключаемым. Они позволяют закрепить детали включением.
Их преимущество в том, что отключаемый магнит для сварки можно снять одним поворотом выключателя, после фиксации деталей точками сварки. Также это упрощает чистку магнита от стружки и мелких обрезков (в отличие от постоянного магнита).
Также все магнитные угольники могут быть стандартными или универсальными. Если стандартные имеют точно фиксированные углы, то универсальные позволят сварить две детали под углом, например, в 32 градуса.
Струбцины
Это приспособление предназначено для стягивания двух частей между собой и временной их фиксации.
Самая распространенная форма это в виде перевернутой на бок буквы «п». Одна сторона служит постоянным фиксатором, а с другой имеется винтовой прижим с резьбой.
Размер деталей, которые можно зафиксировать струбцинами, ограничивается их параметрами.
Такие прижимные устройства будут полезны не только при сварочных, но и в других видах слесарных работ.
Использование простое — детали размещаются в струбцине и затягиваются винтом.
Распорки
Для создания зазоров между свариваемыми частями изделия можно сделать элементарную распорку с куска трубы или арматуры. Но, чтобы сократить время подготовки, можно воспользоваться фабричной продукцией.
Принцип работы таких приспособлений, как и струбцин, основан на винтовой резьбе. Только функционирующих, наоборот, на разжимание.
Стоит ли покупать?
Ответ на этот вопрос может дать лишь мастер, выполняющий работы. Для начинающего сварщика, который только начал профессиональную карьеру данное приспособление способно существенно облегчить жизнь.
Если специалист работает преимущественно с цветными металлами, магнитный зажим, скорее всего, не пригодится.
У опытных работников имеется набор разнообразных фиксаторов на все случаи жизни, включая и данный прибор.
Стоимость устройства достаточно велика. При наличии знаний в области электротехники можно попытаться сделать его самому. Технология и процесс изготовления будет рассмотрен ниже.
Угольники
К одной из разновидностей магнитов для сварки относятся специальные угольники, полностью заменяющие громоздкие струбцины и обеспечивающие фиксацию деталей при под углами 45, 90, 135 градусов.

Известно множество исполнений и вариантов таких магнитов, выпускаемых разными производителями. Они отличаются не только своими рабочими размерами и углами крепления, но и силой сцепления.
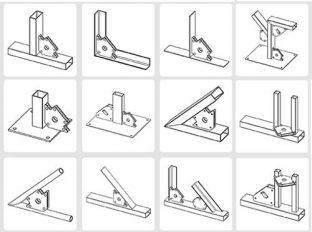
Магнитный фиксатор или уголок для сварки может иметь самую различную конфигурацию, обеспечивающую возможность выставления требуемого крепёжного угла. Таким магниты могут иметь следующие исполнения:
- обычные угольники, посредством которых удаётся выставлять фиксированные углы, определяемые профилем заготовок;
- крепёж типа струбцины с возможностью регулировки угла фиксации, обеспечивающей их универсальное применение в качестве элементов сварки на конструкциях любой степени сложности;
- современные образцы угольников с несколькими фиксированными углами, также относящиеся к многофункциональным инструментам и применяемые при организации сложных сварочных работ;
- угольники с различными усилиями зажима, рассчитанные как на массивные элементы свариваемых конструкций, так и на небольшие (компактные) детали.
Помимо всего перечисленного в крепежные образцы может встраиваться постоянный или отключаемый магнит, позволяющий снимать изделие без каких-либо заметных усилий.
Стоимость каждой из моделей магнита формируется с учётом ряда показателей, касающихся используемой конструкции (возможности выставления различных углов, их регулировки и мощности магнита). Она колеблется в диапазоне от 300-400 рублей за типовой образец (800-900 рублей за набор стандартных уголков) до 3000-5000 рублей за специальные модели профессионального назначения.
Каждый такой магнитный держатель для сварки имеет свои рабочие характеристики, определяющие стоимость его продаж. Однако для тех, кто не «зациклен» на фирменных изделиях и желает сэкономить на покупке, всегда возможен вариант самостоятельного их изготовления.
Как сделать радиально ориентированный кольцевой магнит?
Семейство радиально-кольцевых магнитов включает в себя спеченный редкоземельный магнит, спеченный ферритовый магнит, горячий прессованный / горячедеформированный магнит и связанный магнит. У разных видов магнитов есть свой режим для создания радиально-ориентированного кольцевого магнита.
Спеченный редкоземельный магнит:
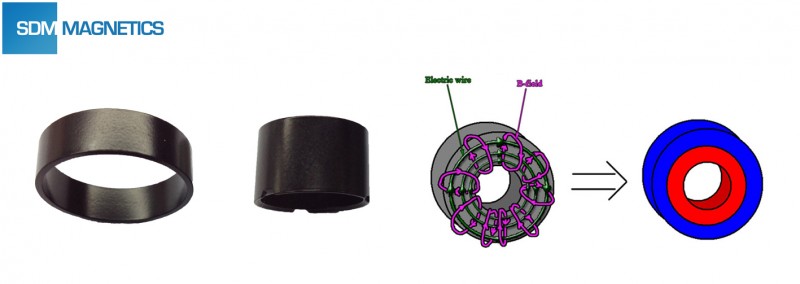
Радиально ориентированный кольцевой магнит обычно относится к спеченному магниту. Спеченные редкоземельные магниты можно разделить на NdFeB и SmCo. Система ориентации радиально ориентированного спеченного редкоземельного магнита более сложна, чем простая спеченная, для применения радиально-ориентированного магнитного поля в процессе формования. Кольцевые заготовки с радиально ориентированными могут быть намагничены в многополярный кольцевой магнит. Для спеченного редкоземельного магнита клиенты должны нести стоимость ориентировочной катушки и намагничивающего устройства, поэтому стоимость разработки такого рода магнитов очень дорога.

Изотропный магнит:
Изотропный магнит может быть намагничен в любом направлении, при этом соответствующее отношение L / D может быть намагничено в радиально-ориентированный кольцевой магнит из-за ограничений намагничивания.
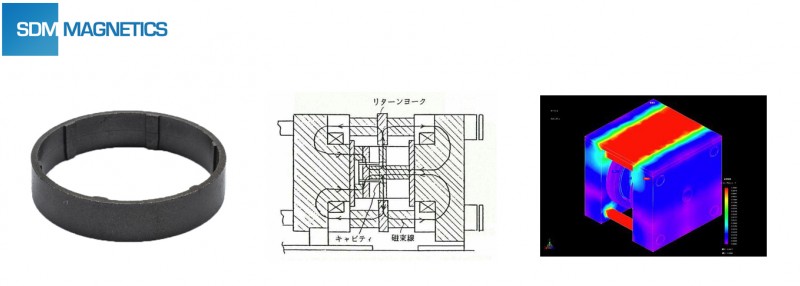
Анизотропный литой под давлением магнит:
Радиально ориентированный магнит является наиболее сложным типом среди всех анизотропных литьевых магнитов. Наиболее важным фактором является направление магнитной цепи в полости. Радиально ориентированные анизотропные литые формованные кольцевые магниты обычно изготавливаются по технологии электромагнитной ориентации. В отличие от простой ориентации постоянного магнита, магниты, создаваемые с помощью электромагнитной ориентации, будут размагничиваться до погружения, а затем повторно намагничиваются в многополярные в соответствии с требованиями заказчика.
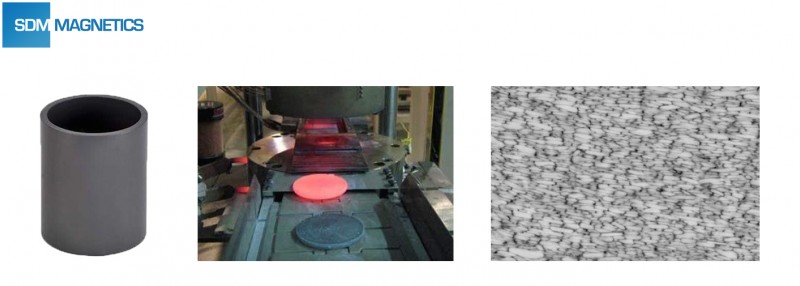
Магнит горячего прессования / горячего деформирования:
Магнитом с горячим прессованием является изотропный магнит полной плотности и анизотропный магнит полной плотности для горячего деформированного магнита. Технология горячего деформирования уже стала практическим методом изготовления радиально-ориентированного кольцевого магнита.
Магниты для сварки
Сварочные магниты относят к крепёжно-установочным приборам. Они способны и установить элемент в нужное место, и закрепить его там в необходимом положении. Сильные магниты, использующиеся в этих приборах, помогают в этом и послужили причиной названия.
Плюсы
Монтажный треугольник имеет ряд неоспоримых преимуществ, позволяющих использовать его в определённых ситуациях наилучшим способом:
- Легко соединить две детали. Причём легко как по времени, так и по усилиям.
- Фиксированные углы. Самыми распространённым углами являются 45, 90 и 135 градусов. Тем не менее на рынке существуют детали с любыми необходимыми углами.
- Меньшие временные затраты. Соединив 2 детали с помощью магнита можно сразу приступить к их сварке, не тратя лишнего времени.
- Небольшие размеры. Из-за простоты конструкции не имеют громоздких деталей и их просто использовать.
- Активатор магнита. Особо продвинутые приборы оснащены выключателем магнитного поля, что позволяет ещё легче их устанавливать или снимать.
- Легко чистить. Разборная конструкция способствует лёгкой очистке магнитов от загрязнения.
Минус
Как и везде, угловые магниты имеют не только плюсы, но и минусы. Основной проблемой является невозможность их применения для некоторых материалов. Например, дерево или металлы, обладающие антимагнитными свойствами.
Виды креплений
Если конструкция после сборки развалится после малейшей нагрузки — будет обидно, ведь потрачены время и материалы. После такого остаётся только приниматься за работу заново.
Второй вариант плохой подготовки — неправильная сварка. Предположим, что элемент приварился по-другому: поменял своё место при охлаждении металла или изменил форму. Исправить это значительно труднее.
Именно для избегания таких нехороших ситуаций создали специальные приспособления, которые значительно облегчают сварку и подготовку к ней — включаемый магнит для сварщика. Так как выполняемых работ много, то и крепления сгруппировали в несколько видов:
- Установочные. Можно считать базовыми приборами — они помогают правильно наметить и установить нужные элементы.
- Крепёжные приборы. Надёжно зафиксируют элементы в необходимом положении.
- Крепёжно-установочные. Одновременно помогают установить и закрепить детали в нужных положениях.
- Струбцины. Используются при скреплении деталей из металла.
- Зажимы. Всё просто — при деталях небольшого размера проще пользоваться ими, а не другими громоздкими приборами.
- Распорки. Помогают выровнять детали.
Суть и особенности магнитной дефектоскопии
У сварных деталей ферромагнитного состава существуют внутренние молекулярные токи – электроны вращаются вокруг своей оси. Они хаотично направлены, без поля, создаваемого магнитами, взаимно компенсируются. Когда к поверхности подносят магнит, внутренние поля подстраиваются под внешние. Методы магнитной дефектоскопии регистрируют возмущения магнитного потока, они возникают в местах препятствий – пустот, на инородных включениях.
Силовые линии будут огибать зону брака в сварном шве. Меняется плотность поля.
Понятно, что несплошности, по направлению совпадающие с потоком силовых линий, выявить дефектоскопом сложно, поэтому контроль делается в нескольких направлениях, чтобы дефекты располагались перпендикулярно или под наклоном. Чем больше внутреннее препятствие, тем сильнее возмущение поля. У дефектов проницаемость в сотни раз ниже.
Принцип методов магнитной дефектоскопии заключается в намагничивании готовых соединений, глубинные изъяны в шве вытесняют силовые импульсы, создается локальное полевое рассеяние. Это изменение улавливает чувствительный дефектоскоп. Намагничивание происходит:
- за счет пропускания постоянного тока плотностью от 15 до 20 А/мм через 3-6 витков (создается электромагнитное поле);
- постоянным магнитом.
Дефектоскопы различаются по способу намагничивания и регистрации рассеяния поля. Каждый вид дефектоскопии сварочных швов стоит рассмотреть подробно.
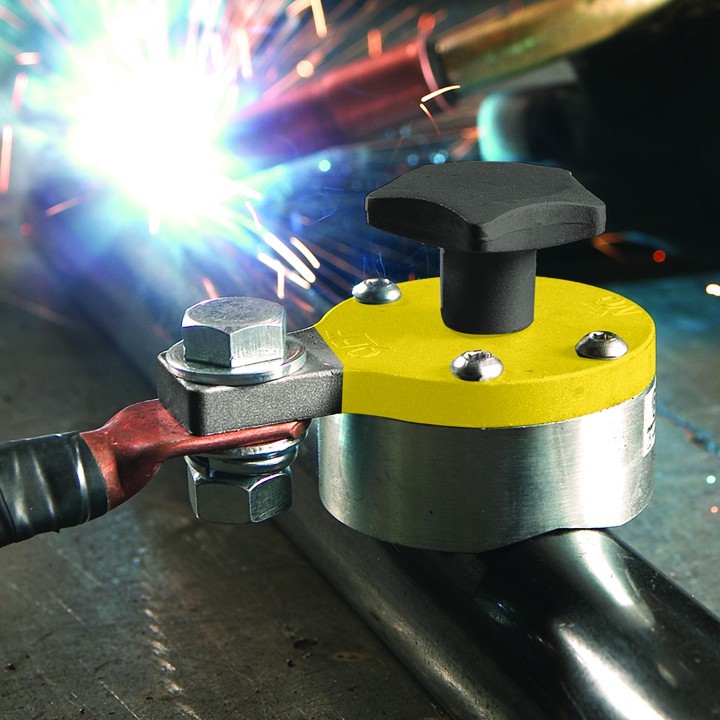
Преимущества магнитных держателей массы
Принцип действия держателя в виде магнита распространяется и на так называемую «массу», которая при сварке напрямую подключается к заготовке. Его применение во время электросварочных работ вполне обосновано, поскольку предоставляет сварщику ощутимые преимущества, выражающиеся в следующем:
- за счёт использования надёжного, компактного и быстро устанавливаемого контакта свобода действий оператора заметно повышается;
- магнитный угловой держатель массы крепится до начала сварки, так что его установка не нуждается в какой-либо сторонней помощи;
- возможность надёжного и устойчивого соединения практически с любыми обслуживаемыми поверхностями;
- простота устройства магнита, не содержащего каких-либо сложных встроенных элементов;
- способность выдерживать нагрузки и напряжения в большом диапазоне механических воздействий, что обеспечивает достаточную прочность крепления металлоконструкций;
- и, наконец, значительная по величине площадь контакта с заготовкой, гарантирующая надежное смыкание с ней при сварке.
 Однако у способа фиксации массы имеются свои недостатки. Основной из них – это то, что магнит неудобно устанавливать на небольшие по размеру металлические детали (на пруток или арматуру, например).
Однако у способа фиксации массы имеются свои недостатки. Основной из них – это то, что магнит неудобно устанавливать на небольшие по размеру металлические детали (на пруток или арматуру, например).
Ещё одним минусом этих бесспорно удобных приспособлений является невозможность использования их при сварке цветных металлов, ведь магнит к ним не прилипает.
Ко всему сказанному следует добавить, что во время сварки к магниту налипают мелкие металлические стружки и другие отходы, которые рекомендуется счищать металлической щёткой.
С учётом указанных неудобств использование такой массы в целом вполне оправдано, поскольку даёт конкретные и ощутимые результаты.
На какие виды подразделяются угольники для фиксации?
Деление на виды может происходить по различным основаниям. По источнику возникновения их можно разделить на заводские уголки и самодельные. Разумеется, для профессионального использования лучше приобретать уголки известных производителей. Для разовых применений в хозяйстве лучше использовать самодельный магнитный держатель, что гораздо дешевле.

Сделать магнитный угольник для сварки можно из стали, предварительно нарисовав чертежи. Пластины могут быть вылиты вручную или вырезаны с помощью лазерной резки. Между пластинами должна находится проставка, предотвращающая налипание металлических опилок и придающая изделию больше жесткости. Ее можно изготовить, например, из фанеры. Для сбора всех элементов воедино используются алюминиевые заклепки и клей. В итоге мы получаем магнит для сварки своими руками. Если все сделать правильно, он будет аналогичный заводским аналогам.

Также магниты подразделяются на виды в зависимости от конфигурации и принципу действия:
- Обычная конструкция держателя позволяет настроить фиксированную величину угла.
- Магнитная струбцина характеризуется возможностью настроить любую величину угла, что позволяет использовать ее при работе любой сложности.
- Фиксатор может иметь постоянный и отключаемый магнит для сварки. Последний вид после окончания сварки автоматически отключается. То есть, для его снятия не нужно прилагать никаких усилий.
- Большинство современных фиксаторов имеют несколько величин угла, что делает их применимыми для более широкой области сварочных работ.
- Уголки бывают различной мощности. Для фиксации громоздких, больших и тяжелых деталей нужно использовать более мощные магниты, а легкие элементы свариваются с применением магнитов небольшой мощности.

Таким образом, важность применения магнитных уголков для фиксации изделий очень высока. Они упрощают работу и позволяют выполнять ее более оперативно, без помощи напарника
Существует множество фирм-изготовителей магнитов в различном ценовом диапазоне. Важно, что несложная конструкция позволяет изготовить магнитный угольник своими руками, тем самым это минимизирует материальные и трудовые затраты в процессе проведения работы. Все вышеперечисленные факты говорят только о положительных качествах этого вспомогательного материала.
Магнитографический метод контроля
Фиксация рассеяния силовых линий создаваемого магнитного поля возможна по отпечаткам на чувствительной ленте с ферромагнитным напылением на триацетатной или лавсановой основе. Размагниченную ленту накладывают на анализируемый участок, поверхность предварительно очищают и обезжиривают. Прижатая резиновым уплотнителем пленка дефектоскопа фиксирует рассеяние поля, когда происходит намагничивание контролируемого соединения.
Магнитографический метод предусматривает плотное прилегание прибора к контролируемому участку шва, чтобы получился распознаваемый оттиск. Методика с низким порогом чувствительности, выявляет макродефекты на сварных соединениях толщиной 12–25 мм. Намагничивание происходит в соответствии с глубиной диффузного слоя, настраивается дефектоскоп по эталонным лентам, проверка проводится по тестовым образцам. Место локализации брака выявляется визуально, картинка выводится на экран-индикатор. Информация, записанная на ленту, расшифровывается считывающим устройством автоматически.
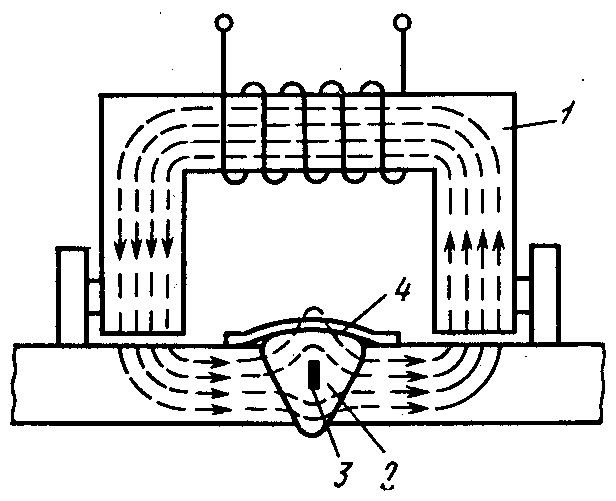 Схема магнитографического контроля: 1. Намагничивающее устройство; 2. Сварной шов; 3. Дефект в сварном шве; 4. Магнитная пленка.
Схема магнитографического контроля: 1. Намагничивающее устройство; 2. Сварной шов; 3. Дефект в сварном шве; 4. Магнитная пленка.
Магнитографический метод применяется в основном при риске возникновения несплошностей плоскостного вида, расположенных перпендикулярно линиям генерируемого поля. Продольные непровары, шлаковые включения обнаружить сложнее, для этого требуется опытный инспектор. Сферические пузыри, раковины определяются дефектоскопом намного реже.
Точность показаний зависит от типа ленты, плотности напыления ферромагнитных частиц, их подвижности. Магнитоленты рассчитаны на эксплуатацию в различном температурном диапазоне. Дефектоскопы оборудованы считывающими устройствами двух типов:
- импульсные (МД-9) выводят индикацию на экран электронно-лучевой трубки с разной амплитудой, частотой, по этим показателям судят о величине и залегании дефектных образований;
- телевизионные (МД-11) выводят на экран расплывчатое изображение дефекта, по ней проще определить рельеф несплошности.
Универсальными дефектоскопами считаются магнитные приборы контроля с двойной системой считывания показаний, это МДУ-2У, МГК-1, МД-10ИМ.
Список источников
- svarkagid.ru
- svarkaed.ru
- WikiMetall.ru
- tokar.guru
- svarkaprosto.ru
- svarka.guru
- svaring.com
- ru.magnet-sdm.com
- rubankov.ru
- chebo.biz