Оптическая система распознавания волокон
Для того, чтобы выполнить выравнивание и сварку волокон, аппарату необходимо получить их изображение. Ведь именно по изображению аппарат определяет типы волокон, выполняет их сведение, регулирует параметры дуги во время сварки и оценивает потери полученного сварного соединения.
На рисунке ниже показана упрощённая схема оптической системы распознавания волокон большинства современных аппаратов (её также называют “Оптический путь аппарата”). Разберитесь в том, как она функционирует, так как это понадобится для понимания различий между аппаратами, а также для любой практической работы по сварке волокон.
Основные элементы оптической системы распознавания волокон.
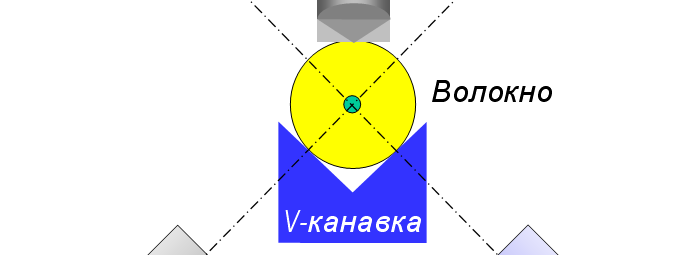
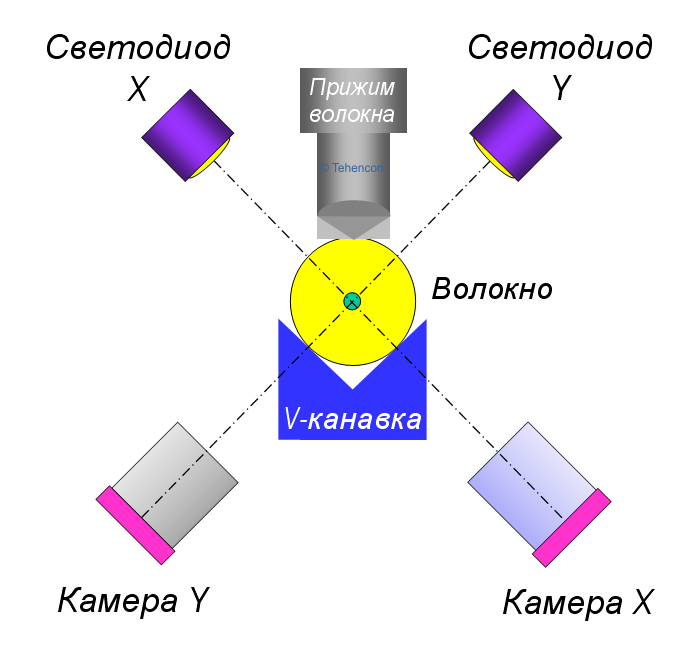
Два волокна (левое и правое) размещаются в V-образных канавках и фиксируются сверху двумя прижимами. Волокна просвечиваются двумя светодиодами, расположенными над волокнами под углом 90°. Свет, проходя сквозь волокна, формирует их изображение на двух камерах (X и Y), которые находятся ниже уровня волокон и ориентированы также под углом 90°. Анализируя оба изображения, аппарат получает всю информацию, необходимую ему для работы. На этой фотографии показано, как это выглядит в реальности на экране сварочного аппарата Fujikura 80S. В верхней части экрана располагается изображение левого и правого волокон, полученное X-камерой, а в нижней части экрана изображение тех же волокон в перпендикулярной проекции, полученное Y-камерой.
Результат работы оптической системы распознавания волокон.
Такой метод получения изображений волокон используется во всех аппаратах текущей линейки Fujikura (модели 80S, 62S, 22S, 12S и др.), а также во многих моделях других производителей. В старых моделях аппаратов использовался более сложный способ, при котором свет от светодиодов сначала направлялся на два зеркала и, отразившись от них, проходил сквозь волокна. Независимо от того, как просвечиваются волокна (напрямую светодиодами или через зеркала) на камерах всегда формируется два изображения, которые представляют собой две проекции волокон, расположенные под углом 90°. А теперь, когда мы разобрались как аппарат “видит” волокна, перейдём к рассмотрению трёх методов с помощью которых волокна сводятся.
Как сделать баластник для сварочного аппарата своими руками?
Создание собственноручно сделанного баластника является делом достаточно простым, если есть необходимые расходные материалы. Но результат может оказаться не столь точным в регулировке, как у покупных вариантов. При точном расчете можно получить достоверные данные, даже с учетом некоторых погрешностей, но это уже дополнительная работа. Вторым минусом этой идеи является низкий уровень безопасности. Балластники зачастую получаются открытыми и крепление на них не всегда надежное, что подвергает мастера опасности во время работы.
Чтобы создать балластник для начала нужно рассчитать сопротивление используемого материала, какое оно даст падение тока и можно ли будет его использовать с такими параметрами. Если предел будет превышен, то всегда можно уменьшить физические размеры устройства. Для этого дела понадобятся следующие материалы:
- Металлический прут или проволока, к примеру, из меди;
- Цилиндрическая форма;
- Зажимы;
- Материалы для создания передвижного контакта;
- Прибор для измерения сопротивления и силы тока.
Необходимо закрутить проволоку вокруг цилиндрической формы, чтобы она стала похожа на пружину. В отличие от пружины баластник не должен тянуться, так как ему необходимо сохранять форму. Один конец присоединяется к токоведущей части. К полученному сопротивлению присоединяется конец передвижного контакта, который может выступать провод от держака сварочного аппарата. Путем передвижения места контакта регулируется сварочный ток.
Схема подключения баластника сварочного аппарата является предельно простой. Он ставится на выходе трансформатора перед непосредственной подачей тока на держатель. Подключение осуществляется последовательно.
Сведение волокон с помощью активных (движущихся) V-образных канавок
У таких аппаратов также фиксированное фокусное расстояние, но зато V-образные канавки могут двигаться в двух плоскостях. Это значит, что аппараты более устойчивы к загрязнениям и неидеальности геометрических размеров самих волокон. В англоязычной документации такой метод выравния называется Active V-Groove.
Конструкция аппаратов сложнее, чем у предыдущей категории, а стоимость примерно в 1,5 раза выше. Для перемещения V-образных канавок используются два дополнительных мотора, что слегка увеличивает размер. Всего в системе сведения волокон таких аппаратов используется 4 мотора: два для движения волокон навстречу друг к другу и два для сведения волокон в плоскостях X и Y.Типичный представитель этой категории: модель Fujikura 22S. На этой фотографии показаны активные V-образные канавки этой модели (два элемента синего цвета в центре фотографии).

Движущиеся V-образные канавки сварочного аппарата Fujikura 22S.
Аппараты со сведением волокон с помощью активных (движущихся) V-образных канавок идеально подходят для любых оптоволоконных сетей масштаба города. Типичные потери на сварном соединении двух одномодовых волокон составляют всего 0,03 дБ. Эти аппараты занимают промежуточное положение между простыми моделями с фиксированными канавками и топовыми моделями с точным сведение по сердцевине.
Главное их отличие от топовых моделей, таких как Fujikura 80S и Fujikura 62S, это фиксированное фокусное расстояние камер. Камеры “смотрят” на центр волокна из-за чего изображение сердцевины одномодового волокна получается тонким и не таким детализированным как у старших моделей. Поэтому, точность сведения волокон и точность оценки потерь, которые получились на сварке, не такая высокая.
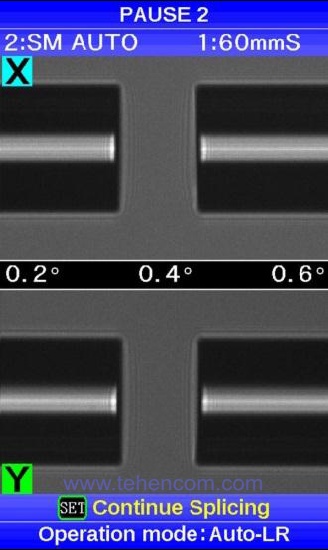
Наглядно увидеть разницу можно на фотографии ниже. В верхней части этой фотографии показано изображение пары одномодовых волокон, полученное с помощью старшей модели Fujikura 80S, а в нижней части фотографии показано изображение этой же пары одномодовых волокон, полученное с помощью модели с фиксированным фокусным расстоянием камер Fujikura 22S
Обратите внимание, что изображение волокон в верхней части фотографии более чёткое и детальное
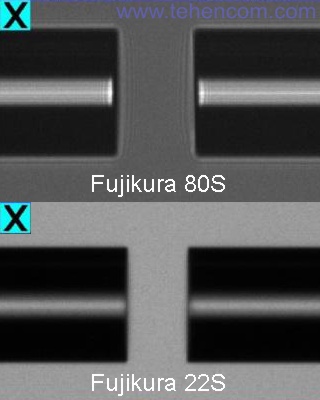
Сравнение детализации изображений аппарата с изменяемым фокусным расстоянием (Fujikura 80S) и фиксированным фокусным расстоянием (Fujikura 22S).
В целом, аппараты, которые сводят волокна с помощью активных (движущихся) V-образных канавок представляют собой отличный компромисс между стоимостью и характеристиками. Но если Вам необходимы максимальные характеристики, то выбирайте один из сварочных аппаратов с точным выравнивание по сердцевине и изменяемым фокусным расстоянием (технология PAS). Далее мы подробно про них расскажем.
Клеммы аппаратуры для сварки
К подбору нажимов, предназначенных для крепления провода к источнику питания, следует относиться с особым вниманием. Правильный выбор способен не только сделать работу сварщика более безопасной, но и обеспечить хорошее качество шва
Нужно учитывать как максимальное количество тока, так и массу кабеля, который соединен с зажимом
Необходимо обращать внимание и на то, насколько надежно клеммы соприкасаются с поверхностью обрабатываемой детали. Контакт зависит от коэффициента упругости пружин, которыми оснащены зажимы
Существуют три основных типа клемм, применяемых при заземлении:
- магнитная прищепка;
- фиксатор «крокодил», получивший свое название из-за схожести с челюстями рептилии;
- струбцина.

Наибольшее распространение нашли первые два вида. Магнит позволяет закрепиться на любой поверхности, например, на деталях необычной или закругленной формы — там, где существуют определенные сложности с фиксацией.
Использование зажима типа «крокодил» обеспечивает надежность крепления. Сам фиксатор отличается удобством в использовании. Срок его службы зависит от состояния пружины, которую не рекомендуется перегревать. Речь идет об одном из главных элементов клеммы: если выйдет он из строя, это негативным образом скажется на функционировании самого зажимного устройства.
Магнит или зажим
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие).
Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
В чем его преимущества перед стандартным зажимом-прищепкой?
- Это возможность закрепить контакт практически на любые поверхности без особых хлопот.
- Простая конструкция практически вечна в использовании, не сломается, так как нет никаких пружинок и механизмов.
- Такая масса отлично выдерживает перепады напряжения и нагрузку, вследствие чего не перегорает.
- Большая площадь контакта обеспечивает надежное замыкание.
Но есть и свои недостатки у такого вида крепления контактов. Главный недостаток — это то, что магнитная масса для сварки будет плохо устанавливаться на маленькие по площади детали, например, пруток или арматуру. Вторым отрицательным свойством будет невозможность закрепления на свариваемые части из цветных металлов: алюминия, меди и прочих. Также со временем магнит будет загрязняться металлической стружкой и его периодически нужно очищать.
Без учета двух последних факторов, это довольно удобное приспособление, которое можно даже изготовить своими руками без лишних затрат.
11.6 Сборка продольных стыков заготовок днищ под электрошлаковую сварку
11.6.1 На
сборку должны поступать заготовки днищ, вырезанные вместе с образцом-свидетелем
при условии, что он предусмотрен техническими требованиями на изготовление
сосуда. В случае подачи на сборку заготовки днища без образца-свидетеля,
последний должен быть установлен и приварен.
11.6.2 Сборку
продольного стыка заготовки днища выполнять согласно рисункам 11.4 и 11.5.
11.6.3 Величина
прогиба свариваемых кромок заготовок днищ на ширине (100±5) мм от кромки не
должна превышать 2 мм на длине (1000±5) мм, но не более 3 мм на всей длине
заготовки.
11.6.4 В
верхней части продольного стыка, в случае, когда его длина превышает (2000±5)
мм, зазор в стыке должен быть увеличен на 2 – 3 мм на каждый метр длины стыка
(рисунок 11.4).
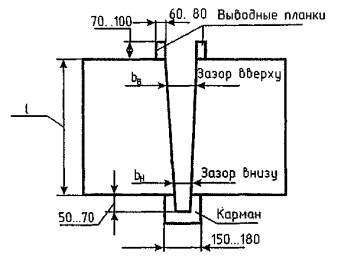
Рисунок 11.4 – Сборка продольного стыка
заготовки днища без образца-свидетеля под ЭШС
11.6.5 Размеры
кармана и выводных планок приведены на рисунке 11.3, других временных
технологических деталей – на рисунке 11.5. Толщина кармана и выездной планки
должна соответствовать толщине свариваемой детали, толщина скобы – не менее 50
мм.
Первую скобу
устанавливают на расстоянии (150 ±5) мм от верхней кромки стыка, последующие –
через каждые (1500 ±5) мм длины стыка.
11.6.6 Размеры
пластин для образца-свидетеля в зависимости от толщины металла приведены в
таблице .
В случае, когда заготовка днища вырезана совместно с образцом-свидетелем,
следует выполнить газовой резкой надрез у основания образца-свидетеля на
глубину 100 мм согласно рисунку 11.5.
11.6.7 Сварные
швы приварки временных технологических деталей и образца-свидетеля должны быть
зачищены заподлицо с основным металлом в местах хода ползунов.
Способы регулирования тока сварочной дуги
Рассмотрим один из способов регулирования тока сварочной дуги, основанный на применении дросселя во вторичной обмотке трансформатора. Регулируют ток дуги путем изменения воздушного зазора, предусмотренного в сердечнике, на котором выполнена намотка шины.
Рассмотрим три режима, в котором может находиться трансформатор.
Схема холостого хода и короткого замыкания трансформатора.
- Режим холостого хода. Переменное напряжение подано на вход трансформатора. Во вторичной обмотке индуцируется ЭДС, но ток в выходной цепи отсутствует.
- Режим нагрузки. В результате зажигания дуги она замыкает выходную цепь, состоящую из вторичной обмотки трансформатора и обмотки дросселя. Протекает ток, величина которого определяется индуктивным сопротивлением этих обмоток. Если бы не было дросселя, то ток был бы максимальным. Степень воздействия зависит от размеров воздушного зазора в стержне, на который намотана обмотка.
- Режим короткого замыкания. Это момент касания электродом свариваемых частей заготовки. В сердечнике трансформатора создается переменный магнитный поток, и во вторичной обмотке индуцируется ЭДС. Ток в цепи определяется величиной индуктивного сопротивления дросселя и вторичной обмотки трансформатора.
При увеличении зазора сопротивление возрастает. Это приводит к уменьшению магнитного потока и, соответственно, к уменьшению индуктивного сопротивления катушки дросселя и общего сопротивления цепочки. Ток дуги возрастает. Такой способ позволяет плавно регулировать ток.
Схема трансформатора в сборе.
Однако подвижная система имеет тот недостаток, что в результате вибрации металла при прохождении по катушке переменного тока она становится не очень надежной.
Можно, жертвуя плавностью регулировки, делать ее ступенчатой. Для этого необходимо сделать дроссель так, чтобы в магнитопроводе не было воздушного зазора. В процессе намотки через определенное количество витков необходимо делать отводы. В этом варианте ток можно регулировать ступенчато, через контакты, которые необходимо делать мощными в расчете на прохождение тока в сотни ампер.
Существует еще одна причина, по которой необходимо включение дросселя для создания условий нормальной ручной сварки.
Характеристику зависимости напряжения дуги от ее тока называют падающей. Неопытному сварщику придется поверить, что такая зависимость полезна при сварке, если трудно выдерживать неизменное расстояние между электродом и свариваемыми частями. Чтобы обеспечить такую характеристику, индуктивного сопротивления только вторичной обмотки трансформатора недостаточно. Непосредственная задача дросселя для сварочного аппарата — прибавить недостающее сопротивление.
Преимущества и недостатки
Если сравнивать магнитную клемму и стандартные зажимы можно выделить следующие достоинства:
- Надежность фиксации позволяет выполнять сварку без отвлечения на регулирование массы;
- Магнитное заземление без последствий переносит перепады напряжения и температуры.
- В конструкции нет подвижных деталей, которые могут сломаться. Поэтому при правильной эксплуатации срок службы не ограничен.
- Магнитная клемма удобна для работы в труднодоступных местах и на поверхностях изогнутой формы, на которых прищепку невозможно закрепить. Например, сварка трубопроводов большого диаметра. Даже у компактных моделей площадь соприкосновения с металлом достаточна для создания надежного электрического контакта.
К недостаткам относят:
- Необходимость очистки места крепления. На грязной поверхности магнитная клемма будет греться при сварке из-за плохого контакта с металлом.
- Ненадежную фиксацию на круглых деталях небольшого диаметра. Например, на арматурных прутках.
- Невозможность крепления на цветных металлах, которые инертны к магнитному полю.
Балластные реостаты для ручной и автоматической сварки
При работе реостат РБ-700-1 может быть использован для сушки электродов, флюсов и сварочной проволоки. С этой целью над крышкой реостата смонтирован ящик из уголков с сетчатым дном.
Портативный балластный реостат разработан коллективом новаторов центрального производственного ремонтного предприятия «Ленэнерго». Этот реостат предназначен для регулирования сварочного тока до 220 А. Балластный реостат (рис. 6) имеет основание 1, корпус 2, защитный кожух 3 и пластинчатый переключатель 5 с рукояткой 4. Внутри корпуса 2 закреплено сопротивление из нихромовой проволоки диаметром 5 мм, выполненное в виде гармошки незамкнутой кольцеобразной формы.
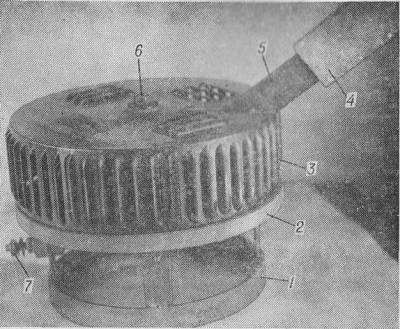 Рис. 6. Портативный балластный реостат.
Рис. 6. Портативный балластный реостат.
Балластный реостат включается в сварочную цепь последовательно: одним концом к выводу 7, а другим — к выводу на переключателе 5.
Регулирование сварочного тока осуществляется перестановкой пластинчатого переключателя в соответствующее звено гармошки по всему периметру сопротивления. Для этого достаточно отклонить рукоятку 4 вверх, повернуть ее на требуемый угол и ввести в контакт с сопротивлением.
Достоинствами описанного балластного реостата по сравнению с известными являются малая масса и габариты, более плавное регулирование сварочного тока, простота в изготовлении.
Ремонт балластных реостатов. Новаторы сварочной лаборатории «Союзпромбуммонтаж» при ремонте элементов сопротивления балластного реостата типа РБ-300-1 предложили вместо константановой проволоки применять проволоку из нержавеющей стали 1Х18Н9Т или из нихрома.
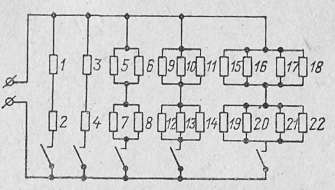 Рис. 7. Схема балластного реостата РБ-300-1.
Рис. 7. Схема балластного реостата РБ-300-1.
Для проверки возможности указанной замены элементы 1, 2, 9 и 12 балластного реостата (рис. 7) были навиты проволокой из стали 1Х18Н9Т диаметром 2 мм, остальные элементы — проволокой из той же стали диаметром 3 мм. Испытания показали, что величина токов в каждой ступени была близка к номинальной для данного реостата. При длительной работе реостата из-за нагрева величина тока падает на 15%, что вызвано сравнительно большой величиной температурного коэффициента сопротивления нержавеющей стали.
Длина применяемой проволоки определилась по формуле:
где l1 и /2 — длина нового и заменяемого проводов;
S1 и s2 -— сечение нового и заменяемого проводов;
ро1 и ро2 — удельное электрическое сопротивление нового и заменяемого проводов.
В результате внедрения данного предложения значительно упростился ремонт балластных реостатов.
Самостоятельное изготовление
Конечно, такой крепеж сварочной массы можно просто приобрести. Производители, которые изготавливают сварочное оборудование, выпускают и дополнительные приспособления в виде креплений. Но это лишние финансовые потери, такой контакт можно изготовить самостоятельно.
Изготовление магнитного контакта для сварочного кабеля своими руками довольно простое. Понадобится минимум инструментов, а детали могут быть под рукой.
Что для этого нужно:
- Во-первых, магнит. Это главная деталь всего устройства, которая обеспечит надежность крепления. Чаще всего можно увидеть самоделки, сделанные из магнита от автомобильных динамиков.
- Во-вторых, две шайбы по размеру магнита. Если использовать автомобильный динамик, то на одну из шайб можно наварить болт для дальнейшей сборки.
- В третьих, болт и гайка для зажима кабеля.
Сборку всей системы проводят таким образом:
- Шайбы можно изготовить из листового металла, по размеру магнита. Если это динамик, то он обычно имеет круглую форму. Соответственно и шайбы должны быть такими же.
- У нижней (та, что будет служить непосредственно контактом) сверлят отверстие по диаметру шляпки болта.
- Саму верхушку болта нужно сточить до толщины шайбы.
- Теперь эту конструкцию сваривают и зачищают. Должна получиться деталь в виде гриба с ножкой из резьбы.
- Магнит надевают на болт, а сверху — вторую шайбу.
- Теперь на шток с резьбой крепят конец кабеля массы и всю конструкцию стягивают гайкой.
Так с простейшего материала собирается элементарная масса для сварки на магните. Ее бесперебойная работа будет доказательством правильной сборки. Размеры такого контакта будут зависеть от габаритов магнита. Круглые массы заводского изготовления обычно имеют диаметр около 50-60 миллиметров.
Для опытного сварщика, знающего принцип работы массы на сварочном аппарате, изготовить требуемое крепление не составит труда. Самым примитивным контактом может стать закрепленный к кабелю кусок прутка, который закрепляют к заготовке парой точек сварки. Но, конечно, такое приспособление очень неудобно в использовании.
Также можно сделать самостоятельно и магнитный держатель для электродов. Что тоже уже зависит от личных предпочтений в удобстве работы.
Самодельная клемма на магните хороший вариант экономии средств. Хотя использовать такое крепление или нет — это уже смотрят на личные удобства в работе. Если сварка используется редко (как обычно в быту), то можно попросту обойтись стандартным зажимом.
Что Вы думаете по поводу удобства такого приспособления? Насколько целесообразно покупать или изготовить такую клемму массы? И стоит ли приобретать такое крепление заводского изготовления, если можно сделать его самостоятельно в своей мастерской? Возможно, у Вас иметься личный опыт по использованию, тогда просим поделиться им в блоке комментариев и принять участие в обсуждении.
Реостат балластный РБ 302 баластник рб 306 305 ЭСВА КАВИК СЕЛМА в Челябинске
В наличии , Опт / Розница Товар на сайте компании
- +7 показать номер Не смогли дозвониться?
- г. Челябинск , ш. Копейское, 50 Показать адрес
- пн-пт 8:00-17:00, без перерыва
Сохранить поставщика
предназначен для регулирования тока в многопостовых сварочных выпрямителях типа ВДМ-6303, ВДМ-6305(ХИТ ПРОДАЖ), ВДМ-1202С, ВДМ-1205(ХИТ ПРОДАЖ), а также для обеспечения требуемой крутизны внешней вольт-амперной характеристики в любых сварочных источниках Номинальный сварочный ток 315 А (60%) Сопротивление: наименьшее, не более наибольшее, не менее 0,095 ом 5 ом Пределы регулирования сварочного тока 6-315 А Шаг регулировки 6 А Продолжительность цикла 5 мин Габаритные размеры 625х370х500 мм Масса 16 кг
Написать отзыв У этой компании пока нет отзывов. Будьте первым!
Требования к кабелю для сварочника
Во-первых, если вы выбираете кабель для подключения зажима массы и держака электродов к сварочному аппарату, нужно учитывать следующие особенности работы:
- Сварочные аппараты любых типов выдают значительные токи – от 10-20 до 400-500А. При этом бытовые сварочные аппараты инверторного типа обычно рассчитаны на 200А с отклонением в 50А в каждую сторону, а промышленные сварочные трансформаторы выдают токи и по 400А.
- Сварщику в работе встречаются самые разнообразные задачи, как простые швы в удобных положениях, так и сварка изделий сложных форм или в труднодоступных местах.
- Помимо разнообразных задач, варить приходится как в очень жарких помещениях, так и зимой на морозе.
- Для транспортировки оборудования кабеля сворачивают.
Отсюда выходит, что кабель должен удовлетворять следующим требованиям:
- Силовой сварочный кабель должен быть гибким, чтобы обеспечить удобство в манипуляции электродом или горелкой для сварочного полуавтомата.
- Проводник должен иметь толстую изоляцию и быть устойчивым к агрессивным средам, ударам и разрывам.
- Для работы на холоде проводник должен быть морозостойким.
- Сварка металлов происходит пониженным напряжением, но высоким током, поэтому есть отдельное требование к сечению проводов для подсоединения электрододержателей и массы. Это значит, что провод должен быть толстым, чтобы минимизировать просадки напряжения и потери.
- Должен выдерживать многократные изгибания и сматывания/разматывания при транспортировке.
Основные требования
Заземление делают медным кабелем сечением минимум 6 мм или металлической арматурой сечением минимум 12 мм. Крепят медный кабель к корпусу через специальный болт на установке, помеченный надписью «Земля» (возможно и другое обозначение). Кроме основного электросварочного оборудования, в аппаратах для дуговой сварки необходимо заземлять и тот зажим вторичной обмотки, к какому подключается проводник, идущий к свариваемой детали.
Если кабель, подводящий ток, двужильный, то для заземления сварочного трансформатора нельзя применять провода «ноль» и «фаза».
Основные требования по обеспечению электробезопасности:
- все нетоковедущие элементы сварочных установок должны быть подключены к заземляющему контуру;
- сварочные аппараты, для подключения к заземляющему контуру, оснащаются специальным болтом с соответствующим обозначением, к которому прикреплен заземляющий провод;
- для каждой электрической установки должна быть предусмотрена отдельная точка заземления;
- запрещается сварочные аппараты заземлять последовательно;
- если нет никакой возможности заземлить оборудование, необходимо использовать устройство защитного отключения.
 Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для эффективной защиты от поражения током, по нормам электробезопасности, сопротивления заземляющего контура не должно превышать 5 Ом. Для того чтобы добиться заданных параметров необходимо обеспечить максимально большую площадь контакта заземлителя с землей, а так же хорошую токопроводимость.
Для соединения заземлителя с заземляющим проводником используется метод сварки или применяются хомуты. Независимо от метода соединения, стык необходимо защитить от возможной коррозии, для этого, чаще всего, применяется смола.
Проверяется наличие замыкания между элементами обмотки трансформатора, а также исправность систем защиты.
В электросварочных аппаратах, в которых создается дуга между электродом и проводящей электричество деталью, необходимо кроме элементов корпуса, заземлять вывод вторичной обмотки источника напряжения, соединяемый обратным кабелем с деталью.
Оборудование для сварки ультразвуком
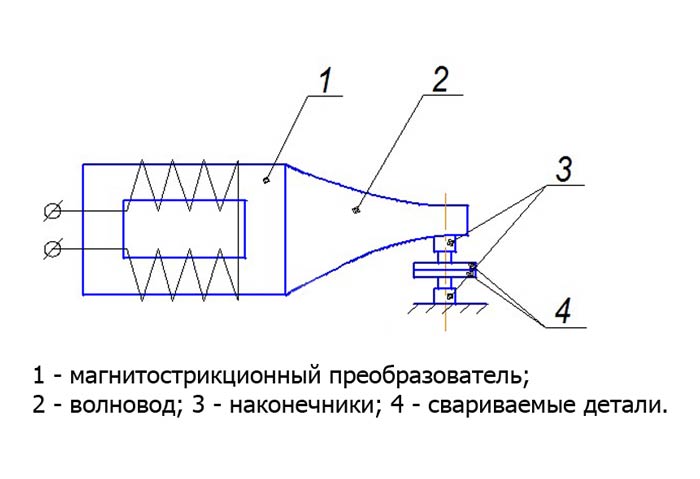
Комплект ультразвукового оборудования состоит из ультразвукового генератора, пресса, опоры, преобразователя, волновода и сварочного инструмента. При этом выделяют несколько основных узлов, играющих первостепенную роль. К ним относятся:
Ультразвуковой генератор
Генератор вырабатывает ультразвуковые колебания, а затем преобразовывает их в механические, при этом сохраняя ту же частоту. Также с помощью генератора можно регулировать скорость колебаний и определять способ передачи ультразвуковой энергии.
Преобразователь
Преобразователь (чаще всего пьезокерамический или магнитострикционный) в связке с генератором отвечает за преобразование электрической энергии в механическую и используется в аппаратах с двусторонним подводом энергии
При этом важно учесть, что такому оборудованию необходимо постоянное охлаждение, например, водное или воздушное
Трансформатор упругих колебаний
Трансформатор упругих колебаний согласовывает между собой работу преобразователя и волновода, по сути являясь связующих звеном. Также он способен повысить амплитуду колебаний с торца волновода.
Волновод
Волновод передает механическую энергию и создает давление в определенных местах. Роль волновода может выполнять акустический трансформатор.
Опора
Опора необходима для надежного фиксирования деталей. В некоторых случаях она напрямую используется для сварки в качестве дополнительного волновода.
Дополнительно оборудование может быть оснащено функцией автоматического или ручного контроля параметров работы. Мы рекомендуем использовать именно такое оборудование, поскольку оно позволяет выполнить работу по-настоящему качественно. Лишь в таком случае можно достигнуть максимальной прочности сварных швов.
Список источников
- samelectrik.ru
- WikiMetall.ru
- svarkaprosto.ru
- svarkaipayka.ru
- svarkaed.ru
- stroyvolga.ru
- moyakovka.ru
- files.stroyinf.ru
- EvoSnab.ru
- 220.guru
- www.tehencom.com