Подготовительный этап
Для того чтобы работа по получению резьбы не вызывала много трудностей, следует провести тщательную подготовку к подобной технологической операции. Все применяемые методы, связанные с нарезанием внутренней резьбы, предусматривают то, что заранее уже было получено отверстие требуемого диаметра. Получить стандартный размер резьбы можно при создании отверстия согласно таблице соответствия. К примеру, для резьбы М10 создается отверстие диаметром 8,5 мм.
Часто встречается ситуация, когда следует получить резьбу нестандартного размера. В этом случае проводится расчет требуемого диаметра отверстия по универсальной формуле. Вычисления проводятся следующим образом:
Изучается маркировка применяемого инструмента
Нужно уделить внимание типу нарезаемой резьбы, шагу и диаметру.
Определить требуемый диаметр отверстия при использовании метчика М5Х0,75 можно следующим образом: 5−0,75=5,25 мм.. Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации
 Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Проще всего провести работу в случае, когда нужно получить стандартную резьбу, так как вся необходимая информация может быть взята из различных таблиц нормативной документации.
Для получения качественного отверстия нужно правильно выбрать сверло. При сверлении рекомендуется использовать оборудование, которое препятствует возникновению биения при работе. Выбирая сверло, стоит помнить, что оно должно иметь качественную заточку. Специалисты рекомендуют подбирать угол заточки в зависимости от того, какой твердостью обладает обрабатываемый материал. С повышением показателя твердости увеличивается и рекомендуемый угол заточки, но он не должен превышать значение 140 градусов.
5993 Кинематическая схема резьбонарезного станка
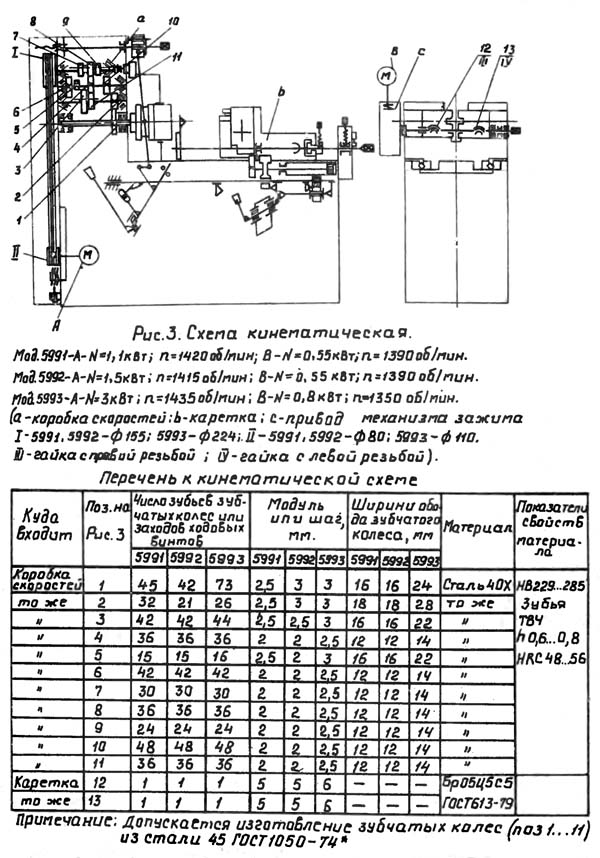
Кинематическая схема резьбонарезного станка 5993
Устройство и работа резьбонарезного станка
Расположение составных частей станка указано на рис. 1, органов управления и табличек с символами — на рис. 2. Кинематическая схема приведена на рис. 3.
Станина (рис. 4). Станина 1 станка, на которой смонтированы основные узлы полуавтомата, представляет собой жесткую отливку коробчатой формы с рядом отсеков и привертными стальными закаленными направляющими качения 3 и 4.
Слева на верхней плоскости установлена коробка скоростей, получающая вращение от привода главного движения, электродвигатель которого размещен в левом отсеке станины. На направляющих станины смонтирована каретка, несущая механизм зажима с приводом и механизмом настройки привода зажима.
В проеме станины между направляющими установлен гидроцилиндр подачи, шток которого соединен с кронштейном, жестко закрепленным на каретке. Сзади справа к станине прикреплен электрошкаф.
В средней части станины выполнена ниша с прямоугольным проемом, через который стружка и охлаждающая жидкость попадают в выдвижной ящик 2 сбора стружки. Охлаждающая жидкость через дырчатое дно ящика стекает в полость станины, служащую резервуаром. Насос 6, прикрепленный изнутри к правой стенке станины, подает охлаждающую жидкость в зону резания по шлангу через патрубок. Расход охлаждающей жидкости регулируется краном 5.
Привод главного движения (рис. 5). Электродвигатель 1 привода расположен на вертикальной подмоторной плите 3, которая с помощью винта 2 перемещается для натяжения клиноременной передачи 4. Подмоторная плита размещена на левом торце станины и в рабочем положении притягивается к станине. Клиноременная передача и подмоторная плита закрыты прикрепленным к коробке скоростей кожухом заднего ограждения.
Особенности технологии
Последовательность действий при прохождении внутренней резьбы при помощи метчика следующая:
- Разметить отверстие.
- Накернить его молотком и керном.
- Смазать деталь и сверло.
- Закрепить деталь в тисках или прижать ее к рабочему столу струбциной.
- Закрепить сверло в патроне станка, выставить самые малые обороты и начать сверление, после того, как головка сверла погрузится в металл, обороты можно добавлять.
- По окончании сверления убрать стружку и раззенковать отверстие.
- Смазать метчик №1 и деталь, выставить метчик строго по оси отверстия.
- Аккуратно начать первые витки нарезки резьбы метчиком. После каждого полного оборота делать пол-оборота в обратном направлении. Добавлять смазку каждые несколько оборотов.
- Если усилие на воротке резко возрастает, необходимо сдать назад, чтобы сбросить стружку.
- После прохождения №1, пройти отверстие №2 и №3 тем же способом.
Самая главная особенность при нарезании резьбы — это тщательность, аккуратность, отсутствие спешки и излишних прикладываемых усилий. Лучше потратить несколько секунд на лишние пол-оборота назад, чем часами возиться со сломанным и заклинившим метчиком, извлекать его с риском повредить деталь и потом заново оказаться перед тем же отверстием.
Рекомендации при нарезании резьбы машинным способом
- В заготовках, полученных литьем или ковкой, отверстия обязательно нужно предварительно рассверливать или зенкеровать, т.к. отсутствует возможность выполнить их под нарезание резьбы в пределах допуска.
- Нарежьте фаску со стороны подвода метчика под углом 60 и глубиной более 1 шага резьбы.
- Используйте специализированные резьбонарезные сверлильные патроны: реверсивные, плавающие, качающиеся, самоцентрирующиеся, предохранительные.
- Для исключения задиров, рваных витков и повышения стойкости инструмента используйте пасты и смазки.
СОЖ для улучшение режущих свойств и отвода тепла можно изготовить самостоятельно в домашних условия. Самым простым рецептом является вариант, разработанный Петровым Г.Д. В состав смазки входят:
- олеиновая кислота — 78%;
- стеариновая кислота — 17%;
- сера тонкого помола – 5%.
Олеиновую и стеариновую кислоты нагреваем до температуры 65 C и смешать. Когда раствор остынет до температуры 20 C необходимо смешать его с серой.
При обработке легких сплавов можно в качестве СОЖ можно использовать керосин или жирной 10% эмульсией.
Обратите внимание на нюансы при нарезании в глухих отверстиях на сверлильном станке:предварительно необходимо просверливать отверстия большей длины, чем будет длина самой резьбы, если это конструктивно возможно. Данное мероприятие способствует отводу стружки и формированию полного профиля;
используйте предохранительные патроны: когда инструмент упрется в дно он автоматически перестанет вращаться и не сломается;
если на вашем станке отсутствует реверс шпинделя, то используйте реверсивные патроны для выкручивания метчика.. Работа на магнитном сверлильном станке
Работа на магнитном сверлильном станке
Чтобы исключить брак при нарезании резьбы на сверлильном станке придерживайтесь следующих правил:
- подготавливайте диаметр по ГОСТ;
- правильно подбирайте инструмент требуемой конструкции и геометрии согласно обрабатываемого материала;
- помните, что метчики могут изготавливаться комплектами: черновые и чистовые, следовательно, обязательно использовать все для образования полного профиля;
- пользуйтесь заточенными метчиками;
- выставляйте инструмент строго по оси отверстий без перекосов;
- подавайте качественную смазочно-охлаждающую жидкость в место реза в зависимости от обрабатываемого материала;
- выбирайте оптимальные скорости резания;
- вовремя удаляйте стружку из канавок метчика.
Виды по конструкции
Метчики сильно различаются по своей конструкции:
- Бесканавочные имеют очень короткие канавки, используются для работы с вязкими материалами: сплавами легких металлов и некоторыми низкоуглеродистыми высоколегированными сталями.
- Винтовые — канавки расположены по восходящей спирали, такими нарезают резьбу в глухих отверстиях на высокопроизводительных станках.
- Ступенчатые. Рабочая часть разделена на две зоны, первая режет, а вторая выглаживает.
- Комбинированные — перед заходной частью находится сверло, за один проход делается отверстие и нарезается в нем резьба.
- Протяжки. Служат для нарезки резьбы в проходных отверстиях с помощью токарного станка.
- С внутренней полостью для подачи СОЖ.
- Колокольного типа. Применяются при нарезке большого диаметра (до полуметра), состоят из нескольких режущих систем, закрепленных в общей оправке.

Метчики-протяжки
Существуют и другие конструкции метчиков для редких и специальных применений.
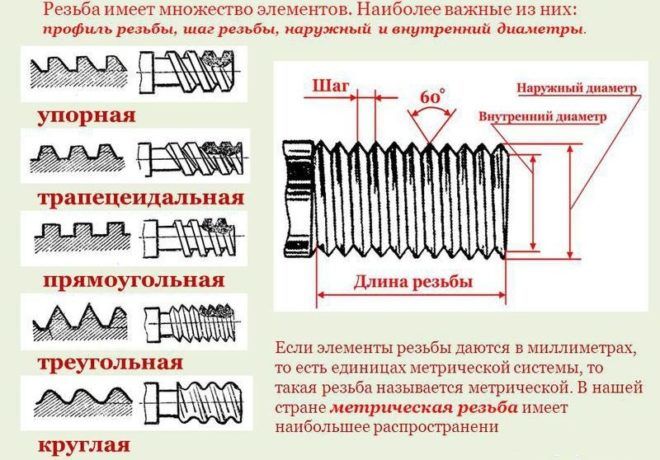
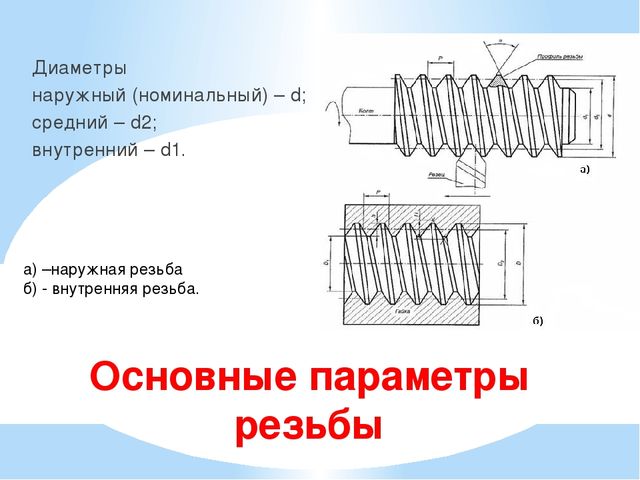
Профили резьбы
Формы заготовок, в зависимости от вида поверхности, бывают цилиндрическими и коническими. Резьбы бывают наружные (на поверхности) и внутренние (в отверстии болванки). Вид резьбового соединения зависит от профиля резьбы.
Существуют пять видов профиля:
- треугольный;
- прямоугольный;
- трапецеидальный;
- упорный;
- круглый.
Резьба может быть однозаходной и многозаходной:
- однозаходная — формируется единой резьбовой нитью;
- многозаходная — создается двумя или более нитками, размещенными на одинаковом расстоянии одна от другой.
Основные показатели обоих типов резьбы – шаг и ход. Резьбовой шаг — дистанция меж ближайшими витками и меряется по осевой линии обрабатываемой заготовки. Ходом одной резьбовой нитки называется промежуток посреди двух пиков одного витка на рабочей поверхности изделия. Ход равен произведению резьбового шага на число заходов.
Как нарезать наружную резьбу при помощи плашки
Для нарезки наружной резьбы вручную применяется специальный инструмент — плашкодержатель с плашками различного диаметра.

Плашкодержатель с плашками под различный диаметр
В труднодоступных местах, например возле стен, используется плашкодержатель с трещоткой.
Подбор плашки
Номинальный диаметр резьбы — диаметр в вершинах треугольников резьбы. Плашка срезает металл, образуя впадины и оставляя нетронутыми вершины, тем самым и стержень и плашка должны быть одинакового диаметра. Диметр резьбы, к примеру, — М3 — это «М» — метрическая резьба, а число — номинальный диаметр резьбы в мм. Соответственно, что бы нарезать резьбу на 3 мм стержне, берём плашку М3. Замеры стержня выполняются штангенциркулем.
Что бы плашка лучше врезалась в стержень с его торца срезают фаску.

Принцип нарезки резьбы плашкой
Для крепления заготовки понадобятся тиски. Заготовка прочно закрепляется в тисках и смазывается машинным маслом для более лёгкого хода плашки, уменьшения трения и износа инструмента.
При нарезке резьбы плашкой нужно избегать большого скопления стружки в стружкоотводящих отверстиях.

Плашку устанавливают на торец детали перпендикулярно. С небольшим нажимом начинают вращать плашкодержатель по часовой стрелке, если резьба правая, соответственно, если левая, то против часовой.
Нарезают резьбу следующим образом:
- Сначала делают 2-3 оборота.
- Потом пол оборота назад для удаления стружки.
- Подсмазываем после каждых 3-4 витков, можно при помощи шприца.
- И т.д.
Резьба проверяется гайкой или калибр-кольцом. Гайки для вашей резьбы можно прикупить здесь → https://rus-metiz.com/categories/gaiki (РусМетиз).

Калибр-кольцо
Сейчас покупают
Пила безобушковая Shogun Universal Cut Saw, 265мм, прямая деревянная рукоять
Пила Shogun Universal Cut Saw имеет сменное полотно с закаленным переменным зубом. Рукоять выполнена из дерева обернутого ротангом. Длина полотна – 265мм, ширина полотна – 60мм, толщина – 0.6мм, общая – 610мм.Толщина пропила 0.9мм Трапециевидный зуб (шаг 1.75мм), Благодаря переменному зубу отлично пилит вдоль волокон, поперек и по диагонали. Зубья направлены к рукояти, что позволяет легко запиливаться и получать ровный рез не требующий дополнительной обработки. Производство Miki Tool (Япония).
Подробнее
1 780p
Размер 50 х 150 х 0.8 мм. Материал – инструментальная сталь. Производство -Чехия
Подробнее
200p
Клей Titebond II Dark столярный темный
Клей Titebond II Dark Wood Glue – столярный влагостойкий для темных пород древесины, сборки мебели и соединений шип-паз. Вязкость – 4000 мПа*с. Расход – 180г/м2. Класс водостойкости – D3. Объем – 237мл, 473мл и 3.8л. Рабочее время – 10-15 мин. Не абразивен. Темный цвет. Производство – Franklin International (США)Для выбора емкости клея необходимого объема нажмите на название товара
Подробнее
от 350p
Подробнее
Подробнее
Уведомить
Рукоять для верстачных тисков
Рукоять для верстачных тисков. Диаметр штифта – 28мм, длина – 315мм. Рукоять выполнена из белого бука без отделки. Так же рукоять оснащена двумя резиновыми стопорными кольцами. Диаметр набалдашника – 50мм. Производство – York (Чехия)
Подробнее
400p
Угольник с широким основанием, 125*80мм
Угольник с подошвой имеет точность 0,08мм на длину 100мм. Подошва длиной 80мм имеет сечение – 13 х 18мм, перо длиной 125мм – 1,7 х 19мм. Материал – инструментальная сталь (не нержавеющая!). Рекомендуется протирать маслом камелии. Производство – Kristeel (Индия)
Подробнее
1 950p
Упор для токарных резцов Robert Sorby Tool Support
Упор для токарных резцов Robert Sorby Tool Support. Используется для удобства при работе с резцами для создания рельефов/текстуры, а также внутренней резьбы. Длина резца: 540мм . Ширина полотна – от 7.5мм до 15мм у рукояти. Длина рукояти – 300мм. Полотно выполнено из качественной стали. Рукоять удобной формы выполнена из ясеня и обжата латунным кольцом. Все резцы сбалансированы и проходят обязательные тесты внутри компании. Производство – Robert Sorby (Шеффилд, Великобритания)
Подробнее
3 780p
%
Фартук RUBANKOV, модель 5, тканевый, чёрный
Фартук Столярный Rubankov. Длина фартука – 830 мм, ширина – 730 мм. Нагрудный карман на 4 отделения под карандаши, ручки или маленькую линейку. Размеры нагрудного кармана – длина 150 мм, ширина 180 мм .Также имеется сквозной карман, размер – 395мм х 275мм. 2 Петли под молоток. Лямки и поясной ремень оборудованы застежками и пряжками. Цвет фартука – черный. На фартук нанесен логотип Rubankov. Материал – 100 % хлопок.
Подробнее
1 920p
Струбцины Piher Pal Quick
Быстрозажимные экстрасильные струбцины Piher Pal Quick . Стальной храповый механизм, закаленная шина и алюминиевые губки и позволяют развивать усилие до 2500Н !!! Ширина раскрытия – от 150мм до 300мм. Глубина зажима – от 80мм. Производство – Piher (Испания)Для выбора и заказа струбцины нужного размера нажмите на название товара
Подробнее
от 2470p
Подробнее
Подробнее
Уведомить
Бруски абразивные ПЕТРОГРАДЪ, водные, цилиндр D15*120мм
Абразивные водные камни (цилиндр). Зернистость: 240, 500, 1000. Размер ф15х120мм. Абразивное зерно – карбид кремния. Связка – керамика. Твёрдость I обеспечивает минимальный износ камня при работе. При заточке не перегревается сталь. Не требует использования масла. Перед использованием замочить в воде на 2-10 мин. Предназначен для заточки сталей и твердых сплавов. Производство – Россия
Для выбора и заказа абразивного камня нужной зернистости нажмите на название товара
Подробнее
от 490p
Подробнее
Подробнее
Уведомить
Кисть для клея Titebrush
Превосходный аппликатор для ПВА и полиуретанового клея
Щетинки из 100%-ного силикона – долговечная, пластиковая ручка
Равномерное и непрерывное нанесение клея, без грязи
Лопатка ручки идеальна для проработки таких деталей, как «ласточкин хвост», шип-паз и пальцевое соединение, а так же убирать излишки клея.
Исключительно легкая очистка!
Подробнее
160p
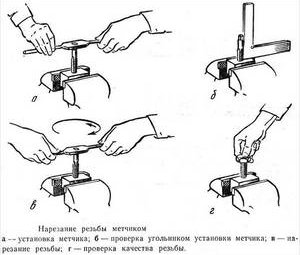
Нарезание резьбы метчиком — как нарезать резьбу вручную?
О том, как нарезать резьбу резьбонарезным устройством рассказывалось ранее. Резьбонарезное устройство от устройства метчика отличается сильно, но принцип нарезания резьб и тем и другим инструментом остаётся прежним.
Метчик, это слесарно-токарный инструмент, по своей форме чем-то напоминающий длинный стержень. Внутри этого самого стержня расположены режущие элементы, при помощи которых и происходит нарезание резьбы вручную.

Метчик можно использовать не только лишь для того, чтобы нарезать новую резьбу. При помощи этого инструмента можно также восстановить резьбу, сделав её как «новую».
По принципу работы, метчики бывают ручными и машинными. Машинные метчики закрепляются на токарный станок, а нарезание резьбы происходит в автоматическом режиме.
Как выбрать тип метчика?
Для нарезания резьбы вручную, сначала нужно правильно выбрать тип метчика. Выбор метчика для нарезания резьбы зависит, прежде всего, от:
- Шага резьбы;
- Профиля;
- Формы резьбового соединения;
- Допуска;
Кроме этого, на выбор конкретного метчика влияет и материал изготовления деталей, на которых будет нарезаться резьба. Основной же выбор метчика, в первую очередь зависит от диаметра нарезаемой резьбы.
Нарезание резьбы метчиком вручную
Нарезание резьбы метчиком происходит следующим образом. Деталь, на которой необходимо нарезать резьбу закрепляется в тиски или другое устройство. Главное чтобы деталь была надежно зафиксирована в устройстве, поскольку при нарезание резьбы метчиком нужно будет прикладывать большое усилие.

Затем в детали для нарезания резьбы метчиком высверливается отверстие в зависимости от типа резьбы — глухое или сквозное. По диаметру высверливаемое отверстие должно быть несколько меньше, чем диаметр режущих элементов метчика.
Обязательно на верхней кромке отверстия для нарезание резьбы метчиком нужно снять фаску. После этого, берется метчик и устанавливается в высверленное отверстие, которое должно располагаться в тисках фаской вверх.
Нарезание резьбы метчиком производится по часовой стрелки, всё время, вдавливая метчик в отверстие. Вдавливать метчик необходимо плавно, без лишних рывков, постепенно проворачивая его, таким образом, до получения чистой и ровной резьбы.

Сделав несколько поворотов метчиком по часовой стрелке, его возвращают в обратном направлении, тем самым, избавляясь от скопившейся металлической стружки.
Во время нарезания резьбы необходимо своевременно охлаждать метчик, в противном случае можно легко испортить инструмент. Если нарезается алюминиевая резьба, то метчик охлаждается керосином, если режется резьба на медной детали, то скипидаром, при нарезании же стальной резьбы, охлаждать метчик лучше всего эмульсией.
Нарезка резьбы на металлической трубе своими руками
При монтаже металлических труб для водопровода или отопления на них приходится нарезать резьбу. Резьбовое соединение труб достаточно надёжно и выдерживает значительное давление (если его правильно сделать), по-этому давайте посмотрим, как нарезать резьбу на мет. трубе своими руками.

Первым делом отрезаем с помощью болгарки или ножовки по металлу нужный отрезок, обязательно контролируя ровность реза, чтобы одна часть трубы не была больше другой — рез должен быть перпендикулярен стенкам трубы.
Труба должна быть очищена от ржавчины, старой краски и т.п., если что-то на ней имеется. Далее срезаем с трубы фаску (внутреннюю или наружную, в зависимости от того, какую резьбу вы нарезаете) для более лёгкого хода режущего инструмента. Фаску можно срезать болгаркой с диском по металлу (→ как работать болгаркой) или лепестковым диском или напильником.

Металлические трубы со срезанной фаской
Нарезка наружной резьбы на трубе плашкой (клуппом)
Всё так же как и со стрежнями, о которых писалось выше, но теперь больше диаметром, что скорее всего потребует некоторой практики и следует потренироваться либо быть крайне аккуратным первый раз. Так же для получения качественной резьбы и последующего хорошего соединения труб нужно работать сначала черновой плашкой, затем чистовой (такие комплекты продаются).
Выбор металла плашки так же важен. Для работы с твёрдыми сплавами следует использовать соответствующие плашки из определённых сплавов, уточняйте это при покупке.
Но, плашка — не столь хороший и мощный инструмент для нарезки резьбы на трубах своими руками, гораздо удобнее использовать клуппы.

Клупп представляет собой практически тот же плашкодержатель, только с направляющей для ровного хода и нарезки резьбы. Одевается клупп на трубу именно этой направляющей.
Одеваем и наживляем клупп на трубу, немного вкрутив его руками, далее нужно использовать либо специальный инструмент — трещётку, которой удобно крутить клупп, но для бытовых нужд подойдёт и большой разводной или газовый ключ.
Одна часть трубы должна быть, естественно, зафиксирована в тисках. Если труба нарезается по месту, то смотрите, чтобы её где-то не вырвало от усилия, применяемого к клуппу. Трубу можно зафиксировать с помощью второго газового ключа, но лучше это делать второму человеку, т.к. нарезать резьбу одной рукой проблематично.
Нарезка внутренней резьбы на трубе метчиком
Иногда приходится нарезать на мет. трубах и внутреннюю резьбу. Делается это так же с помощью метчика, только уже более большого диаметра.

Для нарезки хорошей резьбы следует использовать миниму 2 метчика — черновой и чистовой
Важно правильно подобрать метчик под диаметр трубы. Так, внутренний диметр трубы должен быть больше на длину витка метчика (если более точно, то на толщину реза), это указывается на самом метчике
Нарезка производится сначала одним метчиком, затем вторым. Главное — строго соблюдать перпендикулярность хода метчика и контролировать его. На этом всё, успехов в нарезке резьбы!
Типы и свойства резцов
Классификация
На практике применяются резцы для наружной и внутренней резьбы с державкой прямоугольного сечения. Реже встречаются дисковые, призматические, затачиваемые по передней поверхности. Рабочий профиль у всех соответствует размерам винтовой канавки. По направлению нарезаемой спирали выпускают левые и правые.
Различают цельные и сборные инструменты. Первые, преимущественно изготовлены из быстрорежущей стали, небольшого сечения или дисковые. Основная масса оснащается режущими пластинами, закреплёнными пайкой тугоплавким припоем или механическим способом, допускающим замену при износе.
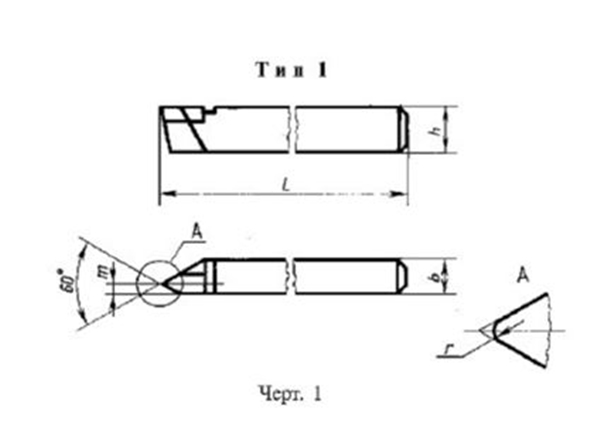
Резцы резьбовые: наружный (черт. 1), внутренний (черт. 2)
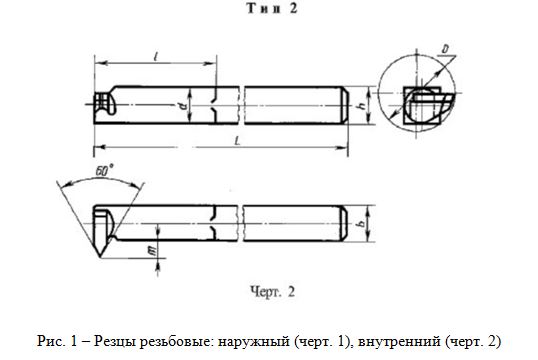
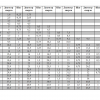
Таблица метчиков и сверл для внутренней резьбы
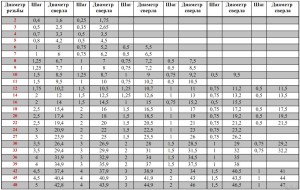
Дело в том, что проходное отверстие и диаметр резьбы должны соответствовать стандартам. Если диаметр отверстия будет слишком большим – глубина канавок получится слишком маленькой, а резьбовое соединение ненадежным.
При малейшей нагрузке резьба будет сорвана. Другая крайность – узкое отверстие под резьбу. В этом случае метчик будет играть роль сверла, а его конфигурация для этого не приспособлена. Очень высока вероятность поломки инструмента.
ВАЖНО! Если нет сверла, точно подходящего по диаметру – делайте отверстие немного меньше положенного, а не больше.
После чего обязательно произведите зенковку, и аккуратно нарезайте резьбу тройным комплектом метчиков.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.

Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
|
Номинальный диаметр резьбы, мм |
Шаг, P |
Диаметр стержня, мм |
|
|
номинальный |
минимальный |
||
|
5 |
0,8 |
4,92 |
4,82 |
|
6 |
1 |
5,89 |
5,79 |
|
8 |
1,25 |
7,87 |
7,76 |
|
10 |
1,5 |
9,85 |
9,73 |
|
12 |
1,75 |
11,83 |
11,7 |
|
14 |
2 |
13,8 |
13,67 |
|
16 |
2 |
15,8 |
15,67 |
|
18 |
2,5 |
17,8 |
17,62 |
|
20 |
2,5 |
19,8 |
19,62 |
|
22 |
2,5 |
21,8 |
21,62 |
|
24 |
3 |
23,79 |
23,57 |
|
27 |
3 |
26,79 |
26,57 |
|
30 |
3,5 |
29,79 |
29,52 |
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.

Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Подготовка к нарезанию внутренней резьбы
Чтобы резьба нарезалась без проблем, необходимо тщательно подготовить отверстие.
Сверло должно соответствовать материалу детали, быть правильно и хорошо заточено. Угол заточки должен быть не более 140°. Это позволяет избежать перегрева и невольной термообработки материала детали, приводящей к ухудшению качества резьбы.
Сверло должно быть тщательно закреплено, нужно исключить биение как сверла в патроне, так и самого патрона.
При высверливании глухих отверстий нужно тщательно контролировать глубину и обязательно дать припуск по глубине относительно заданной глубины нарезки — даже самый лучший метчик не нарежет резьбу до конца.
Потребуются следующие инструменты и принадлежности:
- Низкооборотный сверлильный станок. Использование ручных дрелей не рекомендуется.
- Подобранное по таблице сверло.
- Сверло большего диаметра (примерно в два раза) для зенковки.
- Набор метчиков с воротком.
- Тиски для закрепления детали.
- Керн и молоток.
- Минеральное масло для смазки метчика и отверстия во время работы.
- Протирочный материал.
Правила нарезания трубной резьбы в целом совпадают с вышеизложенными, лишь для нарезания больших диаметров используется специальная оснастка для более точной центровки
Список источников
- stankiexpert.ru
- obinstrumente.ru
- tehnouzel.ru
- promzn.ru
- chonemuzhik.ru
- stanki-katalog.ru
- tokar.guru
- VseOChpu.ru
- samastroyka.ru
- rubankov.ru