Виды резьбы
Как уже отмечалось, все виды стыков этого класса стандартизированы. Например, ГОСТ 24705-2004 определяет размеры метрического профиля, в частности, угол в основании, шаг и пр. Всего к метрическому виду относят порядка 15 отечественных и иностранных стандартов.
Существует так же и классификация стыков этого типа. Ее выполняют на основании ее геометрических размеров, расположению на изделии и количеству заходов, или исходя ее практического использования.
Ниже приведен перечень, в котором указаны типы конструкций разъемных соединений и их обозначения:
- метрическая (M);
- метрическая коническая (MK);
- цилиндрическая (MJ);
- трубная цилиндрическая (G);
- трубная коническая (R);
- круглая для санитарно-технической арматуры (Кр);
- трапецеидальная (Tr);
- упорная (S);
- упорная усиленная (S45°);
- эдисона круглая (E);
- метрическая (EG-M);
- дюймовая цилиндрическая (UTS: UNC, UNF, UNEF, 8UN, UNS);
- дюймовая (BSW);
- дюймовая коническая (NPT);
- нефтяной сортамент.

Трубная дюймовая резьба
Все эти конструктивные элементы используются во всех отраслях промышленности, начиная от авиационной и закачивая пищевой.
Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.

Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами” UNF (Unified Fine – резьба с мелким шагом) и UNC (Unified Coarse – резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60. Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм (“) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта. Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8” = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как “Ww” или “B.S.W.” для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
Буква “U” в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ – 1″ (6 – 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы шире, чем метрической.
Размерный ряд стандартов Ww (B.S.W) и UNC: 1/8″-40, 5/32″-32, 3/16″-24, 7/32″-24, 1/4″-20, 5/1б”-18, 3/8″-16, 7/16″-14, 1/2″-13, 9/16″-12, 5/8″-11, 3/4″- 10, 7/8″-9, 1″-8.
Размерный ряд стандартов B.S.F и UNF: 1/4″-28, 5/1б”-24, 3/8″-24, 7/16″-20, 1/2″-20, 9/16″-18, 5/8″-18, 3/4″-16, 7/8″-14, 1″-12.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Метрическая резьба
Метрическая выполняется на основании ГОСТ 8724-2002 – чаще всего применяется при изготовлении крепежных изделий. При соблюдении определенных условий этот вид допустимо использовать в качестве ходовой.
В основе этого вида лежит равносторонний треугольник (с углом в основании 60 градусов). Она может иметь один или несколько заходов. Многозаходную применяют в тех случаях, когда необходимо обеспечить повышенную прочность сочленения узлов.
Отечественные и зарубежные производители выпускают изделия имеющие диаметр от 0,25 до 600 мм и шаг от 0,25 до 6 мм. Изделия с малым шагом применяют тогда, когда необходимо обеспечить разъемную сборку изделий с тонкой стенкой. Кстати, в автомобильной промышленности этот вид применяют достаточно часто. Она может иметь левое и правое исполнение.
Метрическая резьба
Ее обозначают следующим образом – на первом месте указывают букву, в этом случае — это М. Затем, показывается ее номинальный размер и шаг, в отношении этого вида применяют обозначение только в мм. Кроме этого в обозначение параметров входит количество заходов, исполнение (левое или правое). Разумеется, должен быть указан допуск на изготовление. Маркировка М12*1 говорит о том, что она имеет номинальный диаметр 12 мм и шаг 1.
Точность предварительных отверстий под нарезание резьбы метчиком
| Класс точности, метчик | Точность, внутренняя резьба (гайка) | Назначение | ||||||
|---|---|---|---|---|---|---|---|---|
| ISO | DIN | ANSIBS | ||||||
| ISO 1 | 4 H | 3 B | 4 H | 5 H | | | | Соединение с натягом |
| ISO 2 | 6 H | 2 B | 4 G | 5 G | 6 H | | | Соединение с переходной посадкой |
| ISO 3 | 6 G | 1 B | | | 6 G | 7 H | 8 H | Соединение с зазором |
| - | 7 G | - | | | | 7 G | 8 G | Прослабленная резьбапод нанесение покрытия |
Допуски резьбы для метчиков и внутренней резьбы (для гайки)
Для получения резьбового соединения с переходной посадкой используются метчики с допуском ISO 2 (6H). Метчики с меньшим допуском (ISO 1) позволяют получить соединение без зазора по среднему диаметру резьбы. Метчики с большим допуском (ISO 3) дают большой зазор в резьбовом соединении. Они используются для получения резьбы на гайках, на которые в дальнейшем будет нанесено покрытие, или если необходимо обеспечить соединение со свободной посадкой. Помимо метчиков с допусками 6H (ISO2) и 6G (ISO3), а также 6G и 7G, выпускаются метчики с допусками 6HX и 6GX. Буква «X» означает, что данный класс точности не является стандартным и такой метчик предназначен для нарезания резьбы в высокопрочных или абразивных материалах, например, в чугуне. При обработке таких материалов отсутствует риск получения резьбы большего диаметра, поэтому для улучшения стойкости метчика можно использовать более высокий класс точности. Ширина поля допуска одинакова для 6H и 6HX. Метчики-раскатники обычно изготавливаются с допусками 6HX или 6GX.
Трубные резьбы соответствуют следующим стандартам:
- Резьба G по ISO 228-1. Один класс для внутренней резьбы (метчика)
- Резьбы Rc и Rp по ISO 7-1
- Резьбы NPT и NPSM по ANSI B1.20.1
- Резьбы NPTF и NPSF по ANSI B1.20.3
Расположение поля допуска
Ширина поля допуска метчика намного меньше, чем ширина поля допуска получаемой резьбы. Поле допуска метчика расположено таким образом, что он обрабатывает резьбу корректного размера. По мере использования метчик постепенно изнашивается и его диаметр становится меньше нижнего отклонения диаметра проходного калибра, что не позволяет ему корректно нарезать резьбу. Оптимальным расположением поля допуска метчика могла бы стать верхняя часть поля допуска внутренней резьбы, но тогда возник бы риск получения резьбы большего диаметра, выходящего за верхние границы непроходного калибра. Допуски «X», применяемые при обработке материалов с низкой вероятностью получения резьбы большего диаметра, приведены выше. В результате повышается стойкость инструмента, так как требуется больше времени для достижения предельно допустимой степени износа, при которой размер резьбы выходит за нижние пределы допуска.
Разновидности дюймовых резьб
Существует множество видов резьбовых соединений, размерностью которых являются дюймы, но среди них в России выделяют следующие основные виды:
- Трубная цилиндрическая
- Трубная коническая
Каждая категории обладает своими особенностями. Цилиндрическая трубная резьба регулируется ГОСТом 6357-81. Размеры резьбы стандартизированы и занесены в специальную таблицу. Данные дюймовые резьбы, в первую очередь, отличаются более мелким шагом, что означает меньшее количество витков на один дюйм.
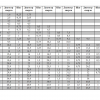
Таблица. Трубная цилиндрическая резьба. ГОСТ 6357-81.
| Обозначение резьбы | Число шагов z на длине 25,4 мм | Шаг P | Диаметр резьбы | Рабочая высота профиля H1 | Радиус закругления R | H | H/6 | |||
| 1-й ряд | 2-й ряд | наружный d = D | средний d2 = D2 | внут-ренний d1 = D1 | ||||||
| 1/16″1/8″ | – | 28 | 0,907 | 7,723 | 7,142 | 6,561 | 0,580777 | 0,124557 | 0,871165 | 0,145194 |
| 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″3/8″ | – | 19 | 1,337 | 13,157 | 12,301 | 11,445 | 0,856117 | 0,183603 | 1,284176 | 0,214029 |
| 16,662 | 15,806 | 14,950 | ||||||||
| 1/2″3/4″ | 5/8″7/8″ | 14 | 1,814 | 20,955 | 19,793 | 18,631 | 1,161553 | 0,249115 | 1,742331 | 0,290389 |
| 22,911 | 21,749 | 20,587 | ||||||||
| 26,441 | 25,279 | 24,117 | ||||||||
| 30,201 | 29,039 | 27,877 | ||||||||
| 1″1 1/4″1 1/2″2″ | 1 1/8″1 3/8″1 3/4″ | 11 | 2,309 | 33,249 | 31,770 | 30,291 | 1,478515 | 0,317093 | 2,217774 | 0,369629 |
| 37,897 | 36,418 | 34,939 | ||||||||
| 41,910 | 40,431 | 38,952 | ||||||||
| 44,323 | 42,844 | 41,365 | ||||||||
| 47,803 | 46,324 | 44,845 | ||||||||
| 53,746 | 52,267 | 50,788 | ||||||||
| 59,614 | 58,135 | 56,656 | ||||||||
| 2 1/2″3″3 1/2″ | 2 1/4″2 3/4″3 1/4″3 3/4″ | 65,710 | 64,231 | 62,752 | ||||||
| 75,184 | 73,705 | 72,226 | ||||||||
| 81,534 | 80,055 | 78,576 | ||||||||
| 87,884 | 86,405 | 84,926 | ||||||||
| 93,980 | 92,501 | 91,022 | ||||||||
| 100,330 | 98,851 | 97.372 | ||||||||
| 106,680 | 105,201 | 103,722 | ||||||||
| 4″5″6″ | 4 1/2″5 1/2″ | 113,030 | 111,551 | 110.072 | ||||||
| 125,730 | 124,251 | 122,772 | ||||||||
| 138,430 | 136,951 | 135,472 | ||||||||
| 151,130 | 149,651 | 148,172 | ||||||||
| 163,830 | 162,351 | 160,872 | ||||||||
| При выборе размеров резьб 1-й ряд следует предпочитать 2-му. |
Вторым ее отличием является более скругленный профиль. Он способствует более плотному контакту витков друг к другу, что уменьшает вероятность образования течи при транспортировке жидкости через данное резьбовое соединение.
Нарезку трубной цилиндрической резьбы производят на трубах, диаметр которых не превышает 6 единиц дюйма. При величине труб свыше данного размера требуется применение высокоточного оборудования, что повышает производственные издержки. В этом случае эффективнее как с технологической, так и с финансовой точки зрения произвести крепеж труб методом сварки.
Трубная коническая резьба представлена ГОСТом 6211-81. Таблица размеров, пределы отклонений и величина нагрузок описаны данным стандартом. По типу профиля витков коническая резьба схожа с дюймовой, но имеет 2 довольно важных отличия.
Трубная коническая резьба. ГОСТ 6211-81.
| Обозна-чение размера резьбы | Шаг P | Число шагов на длине25,4 мм | H | H1 | C | R | Диаметры резьбы в основной плоскости | Длина резьбы | |||
| d = D | d2 = D2 | d1 = D1 | l1 | l2 | |||||||
| 1/16″ | 0,907 | 28 | 0,870935 | 0,580777 | 0,145079 | 0,124511 | 7,723 | 7,142 | 6,561 | 6,5 | 4,0 |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||||||||
| 1/4″ | 1,337 | 19 | 1,283837 | 0,856117 | 0,213860 | 0,183541 | 13,157 | 12,301 | 11,445 | 9,7 | 6,0 |
| 3/8″ | 16,662 | 15,806 | 14,950 | 10,1 | 6,4 | ||||||
| 1/2″ | 1,814 | 14 | 1,741870 | 1,161553 | 0,290158 | 0,249022 | 20,955 | 19,793 | 18,631 | 13,2 | 8,2 |
| 3/4″ | 26,441 | 25,279 | 24,117 | 14,5 | 9,5 | ||||||
| 1″ | 2,309 | 11 | 2,217187 | 1,478515 | 0,369336 | 0,316975 | 33,249 | 31,770 | 30,291 | 16,8 | 10,4 |
| 1 1/4″ | 41,910 | 40,431 | 38,952 | 19,1 | 12,7 | ||||||
| 1 1/2″ | 47,803 | 46,324 | 44,845 | ||||||||
| 2″ | 59,614 | 58,135 | 56,656 | 23,4 | 15,9 | ||||||
| 2 1/2″ | 75,184 | 73,705 | 72,226 | 26,7 | 17,5 | ||||||
| 3″ | 87,884 | 86,405 | 84,926 | 29,8 | 20,6 | ||||||
| 3 1/2″ | 100,330 | 98,851 | 97,372 | 31,4 | 22,2 | ||||||
| 4″ | 113,030 | 111,551 | 110,072 | 35,8 | 25,4 | ||||||
| 5″ | 138,430 | 136,951 | 135,472 | 40,1 | 28,6 | ||||||
| 6″ | 163,830 | 162,351 | 160,872 |
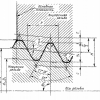
Прежде всего это то, что существует два типа углов профиля: 55 и 60 градусов. Второе различие – резьба нарезается по конусу, благодаря чему конические резьбы обладают таким качеством как самоуплотняемость (таблица со значениями конусности указана в справочной литературе). Поэтому крепежные соединения с помощью них не требуют использования дополнительных уплотняющих элементов: льняная нить, пряжа с суриком и прочее.
Достоинства и недостатки резьбовых соединений
Соединения, получаемые с ее помощью, пожалуй, самые распространенные среди разъемных. В отличие от прочих видов разъемных соединений они обладают следующими достоинствами:
- надежностью;
- простотой монтажа и демонтажа;
- низкой стоимостью, которая обусловлена унификацией и массовым изготовлением крепежных деталей. Для производства применяют как точение, так и накатку.
Это соответственно снижает прочностные параметры соединения. Довольно, часто, в узлах, где использована резьба, приходится применять дополнительные устройства для предотвращения самораскручивания. Разумеется, средства стопорения применяют исходя из назначения узла, например, колесо автомобиля.
Параметры
Дюймовая резьба представляет собой разъемное соединение треугольного профиля, угол вершин которых равен 55 градусам. Ее единица измерения – дюймы. Стоит отметить сразу, что в России использование дюймовой резьбы при проектировании новых изделий запрещено. Ее применение разрешается только в случае изготовления запасных частей оборудования, на которые уже ранее была изготовлена дюймовая резьба. Помимо этого, разрешается воспользоваться данной резьбой в качестве трубного соединения и при изготовлении уплотняющих гидравлических элементов.
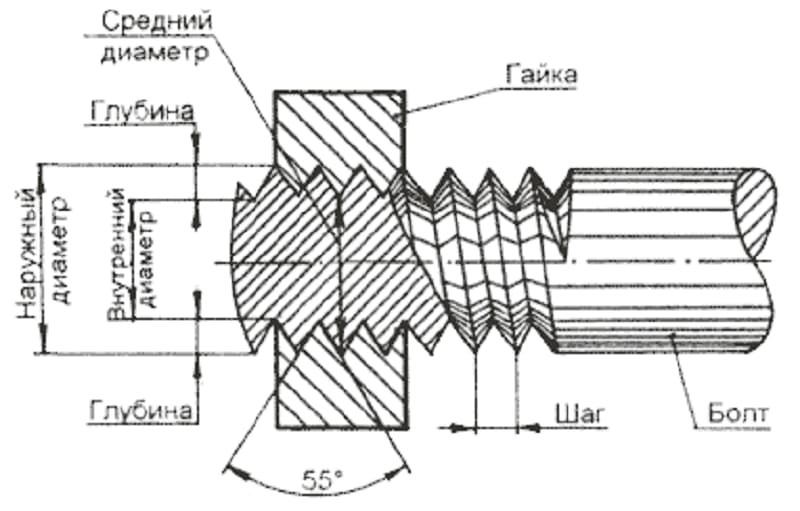
Дюймовая, как и любая другая, характеризуется следующими основными параметрами:
- Наружный диаметр – расстояние между вершинами витков, расположенных на противоположных сторонах резьбы. Чем больше величина этого параметра, тем большую осевую нагрузку может выдержать резьба. Обратной стороной медали является ухудшение герметичности, связанное с накоплением погрешностей при нарезке резьбы.
- Номинальный (средний) диаметр – окружность, вписанная в профиль резьбы, диаметр которой зависит от шага, и занимает промежуточное положение между внутренним и наружным диаметром. Данный параметр в обычных условиях тяжело измерить, и для его определения существует справочная таблица по резьбам.
- Внутренний диаметр – диаметр окружности, вписанной по впадинам профиля резьбы.
- Шаг – расстояние между соседними гребешками резьбового соединения. Данный параметр измеряется в количестве витков на дюйм. Величина шага характеризует значение и распределение напряжения между витками дюймовых резьб. Конструкторы в своей практике увеличивают шаг при воздействии на резьбу больших механических нагрузок. Если же к резьбе предъявляются требования по сохранению герметичности, то шаг уменьшается.
- Угол подъема витков – угол между боковыми сторонами профиля витков. Первоначально его значение для всех видов дюймовых резьб составлял 55 градусов. Но сейчас все больше и больше встречаются дюймовые резьбы с углом профиля 60 градусов.
Общая информация, маркировка
Трубная коническая резьба класса NPT существует в двух конфигурациях – наружная и внутренняя. Штуцер трубы с такой резьбой имеет форму суженного конуса, за счет такой структуры обеспечивается повышенная прочность соединения двух элементов трубопровода между собой.
Конический стандарт практически не используется в системах водоснабжения, так как в данном случае его запас надежности является излишним. Основная сфера применения NPT – машиностроение, станкостроение, нефтяная и газовая промышленность, также такое соединение широко используется в гидравлических системах.
Для соединения двух труб коническая резьба формируется на штуцерах каждой из них, при этом на одной нарезается внутренний, а на другой – внешний конус. Угол наклона конуса унифицирован и составляет 334’49”, что равно конусности (С)1:16.
Существует два типа размерности конической резьбы – дюймовая и метрическая, в зависимости от которых отличается номенклатурное обозначение NPT соединения на схемах и чертежах. Если одна из сторон трубы либо фитинга, на которой нарезан конус, метрическая, используется аббревиатура NPT-E, если же обе стороны соединяемых конусов дюймовые дополнительная аббревиатура не используется и указывается просто NPT.

Внешний вид конической NPT резьбы
Технические требования к размерам и конфигурации NPT резьбы приведены в следующих международных стандартах:
- ANSI/ASME B36.10M;
- BS 1600, 10255;
- DIN 2999.
Также существуют отечественные нормативные докумены на коническое соединение:
- ГОСТ №6111-52 “Резьба коническая дюймовая с углом профиля 60 градусов”;
- ГОСТ №6211-81 “Основные нормы взаимозаменяемости – резьба трубная коническая”.
На сегодняшний день в специализированных магазинах представлено широкое количество переходников и адаптеров, имеющих с одной стороны цилиндрическую, а с другой – коническую нарезку, что позволяет без проблем использовать трубы с штуцерами американского стандарта.
Изготовление резьбы
Для получения дюймовой нарезки применяют 2 основных способа:
- Накатка;
- Нарезка.
Накатанные изготавливают с помощью специальных резьбонакатных роликов, профиль которых повторяет контур резьбы. Заготовку устанавливают между роликами, и витки резьбы накатываются в соответствии требуемым размерам.
Резьба, изготовленная данным способом, отличается более высокими механическими характеристиками по причине более плавного распределения волн напряжения между витками. Также накатка обладает высокой производительностью, что позволило ей найти обширное применение в массовом производстве.
Минусом метода накатывания является сложность изготовления роликов. Точность их должна быть на высоком уровне. В противном случае гарантировать требуемые размеры резьбы весьма затруднительно. Второй момент – материал роликов. Он должен обладать повышенными механическими свойствами. Обычно для этого применяют высоколегированные штампованные стали. Все это делает способ накатки весьма затратным с финансовой точки зрения.
Нарезанные резьбы более просты в изготовлении, но по механическим свойствам, особенно по пределу выносливости, заметно уступают накатанным. Связано это с наличием более острых кромок профиля и, соответственно, более высокого значения коэффициента напряжения.
Изделие нарезают двумя способами:
- Вручную.
- Используя токарный станок.
При ручной резке используют метчик (для внутренней р.) и плашку (для наружной). Трубу зажимают. На ее конец одевается и навинчивается один из указанных типов подручного инструмента в зависимости от типа резьбы. Осуществляют резку. Для повышения чистоты и точности данный процесс повторяют.
На токарном станке алгоритм действий достаточно схожий. Только трубы зажимают не в тиски, а в патроне станка. Далее подводится резец, включается резьбовая подача и станок начинает процесс изготовления. Данный способ более эффективный по сравнению с ручной резкой, но требует от токаря определенной квалификации.
Рейтинг: /5 –
голосов
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой “М”, за которой следует значение наружного диаметра резьбы и, после символа “х”, обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой “М”, за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой “М”, но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами “MF” (от “Fine” – “Мелкий”). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента. В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Список источников
- trubypro.ru
- stankiexpert.ru
- www.aist-tools.ru
- www.sandvik.coromant.com
- prompriem.ru