Методы порошковой покраски
Различают четыре метода порошковой покраски: электростатическое распыление, с помощью потока воздуха (fluidized bed), электростатическое распыление с помощью воздушного потока (electrostatic fluidized bed) и нанесение с помощью факела (flame spray).
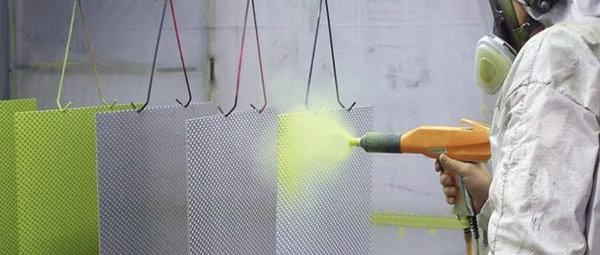
Электростатическое распыление – наиболее популярный на сегодняшний день метод порошковой покраски. Для всех прикладных методов, подготовка поверхности (то есть, очистка и конверсионное покрытие) должна создавать хорошую основу для нанесения покрытия. Поверхность должна быть подготовлена соответствующим образом. Лучшее качество нанесения краски достигается, если красить так называемой «сеткой Фарадея». Это когда изделие сначала красится вертикально по поверхности, затем горизонтально и выравнивается с небольшим отдалением пистолета в горизонтальном направлении. Рекомендуемое отдаление пистолета от окрашиваемой поверхности составляет 20-30см. Всё зависит от профиля, типа краски и настроек самого пистолета. Определение давления выхода краски, расстояние пламени пистолета от окрашиваемой поверхности и количества смешиваемой краски с воздухом может определить опытной и квалифицированный рабочий (обычно это достигается путём проб и ошибок).
Процесс покраски
Мастер убережет от неудачного результата и растраты красящего вещества. Значительную роль здесь играют навыки и опыт. Наемный работник знает нюансы покраски металлов и избежит ошибок. Процесс полимерного окрашивания металла включает в себя два основных этапа: покраску и полимеризацию.
Этап покраски
Поверхность подвешивают на специальные крюки, к которым подключают цепь постоянного тока «Масса». Минусовый кабель соединяет вывод электрического элемента и поверхность (в большинстве случаев – корпус окрашиваемого изделия). Положительный кабель проводят к источнику питания. Использование провода объясняется тем, что он позволяет «уменьшить» массу вещи.
В случае с большими изделиями, как вышка, о подвешивании речь не идет. Но и тут существуют рекомендации: природные факторы влияют на покрытие конструкций на открытом воздухе. Не нужно красить поверхности в жаркую солнечную погоду. Покрытие частично отслоится. Из-за эффекта «лоскутов» придется начинать работу снова. При этом предстоит трудоемкий процесс удаления слоя. Во время возможного выпадения росы сцепление между краской и металлом нарушится.
Только после соблюдения этих процедур начинается полимерная покраска металла. Спешка недопустима, иначе пленка распределится неравномерно. Средство должно быть нанесено за раз в один слой.
Дожидаться высыхания смеси не нужно, можно сразу переходить к полимеризации.
 Покраска металла
Покраска металла
Этап полимеризации
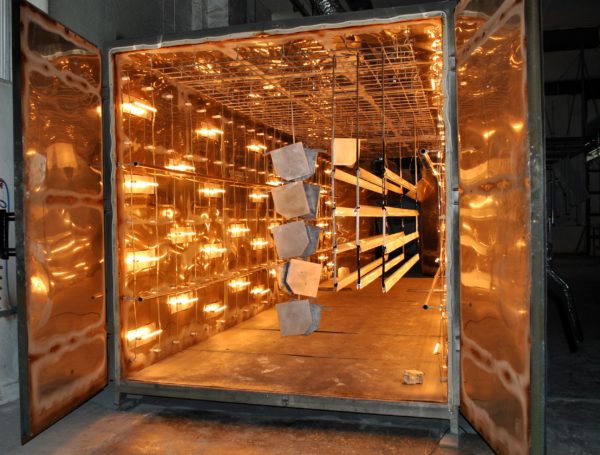
Полимеризация – поступательное нагревание металлоизделия (до 200 градусов) в течение часа в специальной печи.
На этом этапе важно регулировать температуру и время в зависимости от прогреваемой поверхности, поскольку происходит спекание покрытия
Обращать внимание следует как на конечную температуру в камере, так и на скорость ее возрастания. Тогда краска по металлу удастся, вещество равномерно заполнит всю его поверхность, включая труднодоступные места
 Бокс для полимеризации
Бокс для полимеризации
Первая полимеризация
Первый слой называется грунтом. Изделие отправляется на прогревание, как только его наносят.
После первой полимеризации печь должна сама остыть до 100 градусов, на это может понадобиться несколько часов. Нельзя заглядывать в камеру, пытаться воздействовать на температуру внутри нее: отделка может потрескаться.
Вторая полимеризация
Второй слой называется краской. Он наносится после остывания металлоизделия, затем поверхность снова подвергается полимеризации. Процедура ничем не отличается от первого нагревания. Точно так же изделие нельзя проверять в печи или пытаться остудить.
Существует и третий слой – лаковое покрытие. Оно является декоративным элементом и используется не всегда, в основном – для автомобилей. При его использовании точно также необходимо подвергнуть изделие процессу полимеризации и дать самостоятельно остыть.
Термопластичные краски
Данные ЛКМ в основе имеют термопластичные пленкообразователи. Поэтому обладают способностью образовывать покрытие без химических реакций – происходит сплавление частичек и процесс охлаждения расплавов. Во многих случаях пленки отличаются растворимыми свойствами.

К данной группе относят:
Краски с поливинилбутиралом для работ с объектами, которые размещены внутри помещений. Обладают защитными, бензостойкими, электроизоляционными и абразивостойкими качествами. Поверхности, покрытые данным материалом, прекрасно защищены от солевого воздействия и влияния жидкости в комнатных условиях.
Материал с поливинилхлоридной основой – формируемые покрытия выдерживают контакт с моющими препаратами, обладают атмосферостойкостью. Применяют их во внутренних работах и при обработке наружных объектов.


Составы с полиэлифинами (полипропилен или полиэтилен). За счет электроизоляционных и антикоррозийных качеств, а также благодаря физическим и механическим свойствам обеспечивают защиту поверхностей. Но реагируют на атмосферное воздействие, быстро подвергаются растрескиванию.

Техника безопасности
Техника безопасности при конструировании, внедрении и эксплуатации участков порошковой окраски
Возможным источником высокотемпературного и инфракрасного воздействия на участках порошковой окраски являются камеры (печи) формирования покрытия, в которых происходит нагрев напыленных деталей до определенной технологическим регламентом температуры и выдерживание в течение заданного времени. Наиболее распространенной является схема печей, использующих конвективный нагрев деталей горячим воздухом. Источником тепла служат газовые горелки или (на мелких производствах, практически всегда) – электрические ТЭНы.
Термореактивные составы
Производятся они на базе образователей пленки термореактивного характера. Формирование слоев происходит благодаря операциям сплавления частичек и химическим реакциям. Смеси неплавкие и нерастворимые. Используют их обычно в машиностроении.

К ним относят:
Краски эпоксидного типа – отличаются высокой механической прочностью, выдерживают действие растворителей. К достоинствам относится и прекрасный показатель адгезии. В то же время перегрев приводит к пожелтению, ультрафиолет провоцирует разрушение верхнего слоя.

Эпоксидно-полиэфирные составы – включают в состав два типа пленкообразователей, реакция между которыми идет в процессе отверждения. Желтеют смеси в меньшей степени, способны сохранять свойства при высокотемпературном режиме.
Полиэфирные порошковые краски – под воздействием внешних факторов поверхностные слои избегают разрушения, а поэтому подходят работ вне помещений.


Акрилатные краски – подойдут для обработки объектов, испытывающих внешние воздействия. Они стойкие относительно щелочей, отличаются термостойкостью. Составы формируют глянцевое покрытие, обеспечивают долговременность цветового эффекта.

Принцип окрашивания
Порошковая покраска металлоконструкций основывается на распылении взвеси, обладающей красящими свойствами. Само распыление является электростатическим. Эта взвесь прекрасно располагается на подготовленной поверхности. Нанесение полимерной краски получается равномерным, достигается превосходный результат – долговечное покрытие с высокой устойчивостью к внешним агрессорам (коррозии, ультрафиолету, механическим воздействиям и т.д.).
Помимо указанных достоинств порошковой окраски, у неё есть ещё одно преимущество – финансовое. Её цены не выше, чем цены стандартных методик покраски.
Поверхность под влиянием краски, нанесенной по этой технике, способная приобретать разнообразный вид. Если вы намерены добиться определённого облика поверхности, например, как у гранита, старинной бронзы или серебра, да ещё желаете получить поверхность со структурами, тогда вам необходима профильная порошковая краска, свойства которой лучше в сравнении с обычной.
Даже допускается порошковая окраска оцинкованного металла с использованием разных интересных эффектов. Самые популярные из них: хамелеон, перламутр, а также антик. Также часто варьируется и фактура покрытия.
Плюсы порошковой краски с экономической точки зрения
 Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
Рассмотрим, какие есть положительные моменты в покрытии поверхности порошковой краской в экономической области:
- Так как отходов практически нет, то экономически выгодно купить именно ее, ведь иначе вы будете переплачивать за неиспользованную подтекшую краску, если речь идет о масляной краске.
- На окрашиваемый материал идет практически вся порошковая краска, как уже было сказано, потерь практически нет.
- Если краски много, то ее можно использовать повторно. Речь идет о том покрытии, которое не осело на поверхности, когда распыляли краску. Это возможно благодаря ее удачному составу.
- При этом весь процесс полностью автоматизирован. Поэтому обучаться тому, как правильно красить не приходится долго. Рабочие обычно готовы к работе спустя несколько минут после инструктажа.
- Потерять при окраске можно всего лишь от одного до четырех процентов краски.
- При этом практически девяносто пять процентов краски, которая остается не у дел, можно собрать и отправить в повторное использование. Это означает, что порошковая краска имеет высокий показатель утилизации.
- Так как нет нужды в растворителе, то это может означать, что вы не будете дышать испаряющимся веществом, ожидая, когда он высохнет, что во многом также сокращает время и средства.
#2
Отправлено — 08:31
А как можно восстановить порошковое покрытие(если прибор уже собран и смонтирован)?можно ли чем-нибудь подкрасить?
Это интересно: Как сделать венецианскую штукатурку — особенности изготовления
Физика процесса окрашивания
Частицам красящего продукта при помощи стороннего электрического поля передается заряд, противоположный заряду поверхности, предназначенной для окраски. Заряженные частицы порошка вынуждены оседать на изделии, образуя пласт малой толщины. Специальная камера напыления ловит заряженные пылинки краски, обладающие значениями напряженности электрического поля, недостаточными для прилипания к заряженной плоскости предмета, и использует их повторно для покраски.

Существует возможность повторного напыления компонентов, которые не прилипли к обрабатываемой плоскости. Порошок расходуется полностью. Это обуславливает высокий показатель экономичности данной технологии.
Далее начинается запекание напыленной поверхности. Окрашенное изделие переносится внутрь специальной камеры. Внутри печи при высокой температуре идет процесс полимеризации покрытия.
Плюсы порошковой краски со стороны экологической области
Рассмотрим шесть основных пунктов, которые будут складываться в общую картину, связанную с защитой экологической среды:
- Во-первых, нет в составе вредных веществ, которые бы имели органическую природу.
- Во-вторых, сам процесс окраски несет чисто экологический момент.
- В-третьих, опасность возгорания вещества практически сведена к минимуму.
- В-четвертых, химические запахи практически не выделяются, что делает краску пригодной даже в детской комнате.
- В-пятых, то, как порошковая краска производится, ведет к тому, что санитарно-гигиенические условия работы с ней улучшаются.
- В-шестых, летучие вещества не имеют возможности превысить предельно допустимую норму, касающуюся процесса полимеризации.
Анодирование алюминия
При этом способе защитный слой на алюминий наносится при помощи гальванического метода. Сейчас известно много способов покраски алюминия в домашних условиях, но прочное покрытие можно получить только с использованием анодирования, а в остальных случаях покраска алюминиевых поверхностей даст только временный результат.
Анодированием называют процесс, направленный на улучшение внешнего вида металла и защиту его от окисления. После проведения всех процедур этого метода поверхность металла приобретает красивый серый оттенок, и изделие можно красить подходящей краской (например, анилиновым красителем).
- Для начала готовят два раствора высокой концентрации – из пищевой соды и из поваренной соли. Вещества растворяют в воде не менее полу часа, периодически помешивая, далее отстаивают растворы в течение 15 минут и процеживают.
- Для приготовления электролита оба раствора смешивают в стеклянной или фарфоровой емкости из пропорции 9 частей раствора с содой и 1 часть соляного раствора, при этом тщательно смешивая жидкости.
- Изделие из алюминия предварительно зачищают мелкой наждачной бумагой, обезжиривают специальным средством или раствором стирального порошка в горячей воде, а затем промывают под проточной водой. Для того, чтобы не оставить на подготовленной детали следы пальцев, брать ее надо за края или в перчатках.
- Тем временем электролит переливают в алюминиевую емкость и туда кладут алюминиевое изделие. В качестве источника тока можно использовать автомобильный аккумулятор или регулируемый выпрямитель тока с напряжением 12 вольт и величиной тока 2 Ампера. Минус подключают к алюминиевой емкости, а плюс – к самой детали. Плотность тока при этом должна составлять около 15 миллиампер на квадратный сантиметр.
- Сам процесс анодирования длится около полутора часов, при этом деталь должна приобрести серовато-голубой налет.
- После этого деталь можно оставить в текущем состоянии или же покрасить ее раствором анилинового красителя. Для приготовления раствора на литр воды, подогретой на 60-80 градусов, берут 1 мл уксусной кислоты и 15 грамм красителя. В раствор помещают деталь и оставляют на 10-15 мин. В зависимости от продолжительности воздействия меняется насыщенность цвета.
Характеристика и сферы применения порошкового окраса
Порошковая краска – жидкий состав на базе полимерных смол с отвердителями и модификаторами текучести. Для цвета добавлены пигменты. Температура обработки в камере 200–250 градусов. Технология порошковой покраски применяется для изделий, способных выдержать без деформации температуру, при которой происходит запекание покрытия.
Наибольшее распространение технология получила:
 Порошковая краска используется в промышленном производстве металлических изделий
Порошковая краска используется в промышленном производстве металлических изделий
- в промышленном производстве металлических изделий;
- в металлургии;
- в производстве строительных материалов.
Стекло, керамика, МДФ также окрашиваются по этому методу.
Порошковой краской покрывают широкий сегмент товаров и конструкций, в том числе:
- мебель, бытовую технику;
- медицинские инструменты, оборудование;
- спортивный инвентарь;
- листовой металл, алюминиевые профили.
Последовательность работ при покраске металла
Любая покраска металлических изделий в Москве требует последовательного выполнения всех технических шагов и соблюдения действующих санитарных норм. Только в этом случае можно достичь требуемого результата. Полученное в итоге окрашенное изделие будет отличаться высокими качественными характеристиками и долгосрочностью эксплуатации.
Этапы покраски металла
Качественные работы по антикоррозийной обработке предполагают разделение покраски металла на две ключевые стадии:

- Очистка металла даже от малейших частей пыли и металлических крошек. Это необходимо для равномерного распределения краски на поверхности металла и максимального соприкосновения молекул краски с частицами металла. Наши специалисты могут произвести такую очистку специальными способами обработки, что дополнительно защитит металл от коррозии. Также происходит обезжиривание металлических поверхностей для максимального сцепления краски с металлом. При необходимости наносится конверсионная защита и грунтовка;
- Покраска изделий из металла. Наши мастера подберут наиболее подходящий для ваших изделий способ покраски, который будет зависеть от конфигурации деталей и структуры материала изготовления.
Существуют специальные полимерные смеси, обеспечивающие помимо защиты металлоизделий от коррозии еще и электроизоляционные свойства. При необходимости можно дополнительно обработать металл одним из таких составов. После того, как окрашивание металла выполнено, произошло закрепление краски и просушка, обработанные металлические детали уже готовы к использованию по назначению.
Для более детального ознакомления с вариантами антикоррозийного покрытия металлоконструкций позвоните по одному из представленных номеров. Наши консультанты помогут определиться по какому методу покраска металла в Москве будет наиболее эффективна в вашем случае.
Сферы применения порошковой окраски
Сегодня эта методика очень популярна. Есть варианты для покрытия деревянных поверхностей, есть версии для металлических изделий.
Наиболее часто такое покрытие востребовано для деталей, эксплуатация которых будет проходить в довольно жёстких условиях. Поэтому именно термостойкая порошковая краска наносится на стены в производственных помещениях, в металлических гаражах, на автомобильные диски, спортивные велосипеды, некоторые механизмы, нуждающиеся в особой защите и прочности.
Порошковая окраска может стать основой для неплохого бизнеса или производства. Однако здесь потребуется наличие специального помещения и оборудования, а также определённого мастерства. Такое дело очень сложно устроить в простом гараже. Если всё же вы выполнили необходимые начальные условия, можете приобрести для работы ручное или автоматическое оборудование.
Автоматические отделы для покраски имеют необходимые манипуляторы. С ними процесс проходит максимально динамично и качественно. Также для оптимизации такого бизнеса вам пригодится интегрированная технология контроля работы оборудования. Кроме того, при использовании автоматики получается хороший параметр экономии красящего состава, до 20%, часть которого теряется при работе с ручной техникой. Разумеется, и траты на автоматику выходят значительнее.
Также необходимо иметь четкое представление не только о самой технологии порошкового окрашивания, но и о поверхностях, которые можно подвергать подобному воздействию.
Примеры допустимых поверхностей здесь уже были описаны. К исключениям относятся:
- внутренние и внешние поверхности мощных печей: слой может расплавиться;
- детали электрических механизмов: может произойти их электроизоляция, и прибор выйдет из строя.
Технические характеристики таких составов в разы лучше, если сравнивать с классикой ЛКМ. Да и большинство используемых конструкций и деталей из металла уже не первый год обрабатывают именно порошком.
Требуемые материалы и оборудование
Итак, дадим подробное описание технологии порошковой окраски металла. Для создания на нем прочного слоя напыления понадобятся:
- печь (камера) для полимеризации: ее можно изготовить самому или приобрести в специализированном магазине;
- пистолет-распылитель: так как стоит подобное устройство немало, его можно также собрать из преобразователя, часто используемого в зажигалках для газовых плит, блока питания и обычной пластиковой бутылки;
- естественно, сама краска.
Печи для сушки потребуется подключить к источнику напряжения, равному 25 кВт. В работе она будет выдавать 6 кВт, на разогреве чуть больше – 12 кВт. Для ее изготовления понадобится толстый листовой металл для корпуса, ТЭНы, вентилятор тангенциального типа, в котором воздушные массы будут перемещаться в одном направлении, а также любой негорючий теплоизолятор для обшивки.
Нагревательные элементы располагают параллельно друг другу на противоположных стенках печи. Основная часть вентилятора крепится вне камеры. Его наваривают таким образом, чтобы выход был узким, а вход достаточно широким. В сушильной печи также необходимо сделать отдельную камеру для напыления. Для обработки крупных деталей лучше предусмотреть тележки рельсового типа.
Виды порошковых красок
На сегодняшний момент производимая порошковая краска различается по следующим признакам:
- химический
- вид пленкообразователя
- назначение покрытия
Состав порошковых красок
 По химическому составу существует такие разновидности, как:
По химическому составу существует такие разновидности, как:
Краски на термопластичной основе
В термопластичных красках отсутствуют химические превращения при нанесении – частицы материала, взаимодействуя между собой, сплавливаются, и расплав охлаждается. Пленкообразователи обладают термопластичностью и растворимостью, причем состав остается подобным исходному материалу.
Краски на термореактивной основе
Технология термореактивных красок включает в себя химические превращения, придавая полученным покрытиям неплавкость и нерастворимость и значительно изменяя химическую составляющую. На сегодняшний день доля термореактивных красок почти 80% от всего объема.
Полимеры в порошковой краске
В зависимости от названий полимеров либо олигомеров выделяются краски с различным типом пленкообразователя. Это, например:
- эпоксидные
- полиэфирные
- поливинилхлоридные
- полиэтиленовые
В начале разработали краски с эпоксидом, и на сегодняшний момент их применяют так же активно, несмотря на наличие других видов. Они обладают отличной механической прочностью, хорошей адгезией и устойчивы к растворителю. Минус такого материала – желтизна при перегревании, она не ухудшает защитных характеристик, но портит внешний вид.
И что касается классификации последнего признака, то сюда входят краски для изготовления следующих покрытий:
- антифрикционные
- электроизоляционные
- атмосферостойкие
- химически-стойкие
Проводится выпуск порошковых красок любого оттенка и блеска. Они могут быть и высокоглянцевые и глубокоматовые. Существуют так же специальные краски, например:
- фасадные
- многоцветные
- противокоррозийные
- «металлик»
- молотковые
- с повышенным содержанием цинка
Преимущества материала
Существует множество достоинств ЛКМ порошкового типа, благодаря которым этот материал получил широкое распространение:
- простота в применении – отсутствует необходимость регулировать вязкость, а устройство для распыления очищается легко;
- быстрое затвердевание (до 30 мин.) с необходимостью сушить один слой только 1 раз;
- экономичность — цена порошковой краски невысока при малом уровне потерь материала в процессе работы;
- физико-механическая прочность покрытия, которое обладает электроизоляционными, антикоррозийными свойствами, устойчивостью к щелочному и кислотному воздействию и влиянию растворителей;
- экологическая безопасность – в работе нет необходимости применять растворители, характеризующиеся токсичностью и пожароопасностью;
- долговечность нанесенных слоев – срок службы до 50 лет при соблюдении правил окрашивания;
- разнообразие цветовой гаммы.

Несмотря на то, что благодаря добавкам цвета порошковой краски достаточно разнообразны, в процессе работы каждому колеру надо обеспечивать отдельную емкость.

К числу недостатков относят возможные затруднения при работах в условиях пониженных температур, при обработке изделий нестандартного типа или сборных элементов.

Характеристики и область применения
Вне зависимости от консистенции смеси, она обладает несколькими важными параметрами.
Свойства полимерной краски для металла:
- Сцепление с материалом на молекулярном уровне.
- Формоизменение при повреждении материала.
- Устойчивость к воде, защита металла от коррозии (можно красить даже лодки).
- Устойчивость к открытому огню (можно красить мангалы или печные котлы), перепадам температуры.
- Неизменность цвета (он не выгорает, не стирается) при соприкосновении с солнечными лучами.
- Переносимость химических растворителей (щелочи, кислот).
Полимерная окраска имеет бытовые преимущества: экономичность (при верном использовании средства), широкий выбор красящих веществ. Минусы тоже есть: сложность удаления и покрытия самостоятельно. Нужно дорогое оборудование. Для нанесения жидкого средства дополнительные дорогие приборы не нужны, зато требуются навыки окрашивания. Мастер решает проблему наличием опыта.
Сама краска доступна по неплохой цене, но оборудование требует больших вложений, а без него ни о какой экономичности речь не идет. Человек, взявшийся за отделку металлоизделия без определенных навыков, впустую потратит вещество.
Область применения средств бывает внешней и внутренней. Для наружного использования (например, для фасада дома или мебели) пригодны полиэфирные или полиуретановые средства. Для внутреннего использования (в основном – для бытовой техники) – эпоксидные, акриловые или полиэфирные средства в сухом виде. Полиэфиры часто используют для покраски кузова машины. Это интересно: выбор антикоррозийной краски.
 Широкий выбор цветов
Широкий выбор цветов
Подготовка поверхности
Перед покраской металл нужно подготовить. Для этого следует выполнить три шага:
- Обезжирить материал растворителем (например, бензином или ацетоном).
- Очистить сварные соединения от окалины, шлака.
- Очистить поверхность от ржавчины, остальных загрязнений. Покрыть металл фосфатами, которые увеличат его твердость, сопротивление изнашиваемости в условиях трения, защитят от коррозии. Если металл уже обрабатывался, нужно удалить следы старого покрытия, продукты коррозии.
Рекомендуется проветрить помещение, надеть удобную одежду, маску и перчатки во избежание попадания на кожу красящего вещества. Требуется подготовить необходимые инструменты – валик, краску, поддон, кисть. Окрасочное место нуждается в хорошем освещении. Не помешает изоляция от грязи.
 Очистка сварных швов от окалины
Очистка сварных швов от окалины
Разновидность порошковой окраски
Для нанесения покраски необходимо следующее оборудование:
 Двухпостовая камера напыления
Двухпостовая камера напыления
- Камера нанесения. Оборудована отсосами воздуха для сбора краски, возвращения её или утилизации.
- Пневматический пистолет-распылитель. Вместе с питателем образует инструмент для нанесения порошковой покраски.
- Питатель.
- Камера полимеризации. Создаёт достаточную для завершения процесса температуру.
Установка, состоящая из пистолета-распылителя и питателя, создаёт смесь красящего вещества с воздухом, образовывает факел, придаёт электрический заряд частицам краски. Форма факела зависит от установленного сопла пистолета. Заряженные частицы, оседая на обрабатываемой заготовке, удерживаются силой электрического притяжения.
Технологические стадии покраски
Данные стадии не находятся в категории секретности. Хотя некоторые мастера могут и утаивать некоторые технологические нюансы. Но в целом же, вот как красить проще:
- Технология нанесения на металл начинается с предварительной обработки. Ещё до самой покраски изделие должно быть основательно подготовлено. И чем качественней получится эта подготовка, тем лучше на нём расположится и будет выглядеть краска. Также на поверхности исключаются всякие загрязнения (к примеру, от битума или шпатлёвки) и ржавчина.
- Если деталь уже окрашена, то следует провести зачистку. А потом на имеющийся слой можно наносить новый. Правда, в таком случае краска, являющаяся вторым слоем, будет характеризоваться менее сильным сцеплением с поверхностью. При прямом контакте сцепление намного лучше. Если рабочая поверхность анодированная или покрыта хромом, на неё также можно наносить порошковую краску. Есть ещё одна дилемма, осложняющее взаимодействие такой краски с поверхностью – это очернение. Если вы обнаружили, что ранее деталь подвергалась процедуре очернения, тщательно очистите поверхность. Само чернение может вызывать образование пузырей, особенно при обработке теплом.
- Поверхность подготавливается окончательно. После предварительных обработок рабочая поверхность обезжиривается. Здесь применяется химический метод. Затем следует сушка. Так же готовят и оцинковку.
- В некоторых ситуациях до нанесения порошковой краски поверхность нужно покрыть хромом или фосфатом. Необходимость такой обработки определяется предполагаемыми эксплуатационными условиями детали. Например, она часто предшествует порошковой окраске автомобильных дисков.
- Поверхность маскируется. На данной стадии создаётся защита для тех компонентов поверхности, которые краска не должна затронуть. Деталь может покрываться частично, или же по задумке поверхность может разделяться на несколько цветовых исполнений. Например, такие меры необходимы, когда покрывается резьба или шлифованные элементы подшипника.
- Металл окрашивается порошковой краской. После обработок, чисток и маскировки деталь крепится на специальный транспортёр. Затем она направляется в отделение для порошковой окраски. В нём в работу вступается особый электростатичный инструмент. Под его воздействием распыляется порошок. И после проведения обработки порошковую краску фиксирует на поверхности только энергия отличия потенциалов металлической поверхности и нанесенного средства. Это означает, что краску с поверхности может согнать и лёгкий воздушный поток или незначительный контакт. Поэтому проводится и шестая покрасочная стадия работы.
- Металл покрывается полимерами. После нанесения краски требуется её надёжная фиксация. Поэтому деталь направляется в отделение полимеризации. Там нанесённый слой оплавляется. Получается плёнка. И она принимает твёрдую форму на детали. Вся площадь этого отделения обеспечивается высокой температурой. И при нагревании обозначенный слой плавится и мощно сцепляется с материалом, он оказывается в порах детали. Полимеризации подвергаются практически все автомобильные диски.
- Контрольная стадия. Здесь деталь достаётся из камеры полимеризации. Остывает. Нанесённая краска твердеет. Эксплуатировать деталь ещё нельзя. Она должна 24 часа находиться в покое. После этого интервала она уже будет характеризоваться превосходной прочностью.
Порошковая покраска «Ада-Колор»: яркая защита для металла
Приветствуем вас на сайте! ООО «Ада-Колор» – это современное оборудование ведущей швейцарской марки ITW Gema AG, сертифицированная краска европейских производителей, лучшие специалисты и огромный опыт работы.
Каким бы прочным не был металл, даже он нуждается в защите. Компания «Ада-Колор» предлагает порошковую покраску, как наиболее практичный вариант декорирования металлических изделий и надежной защиты их от коррозии. На протяжении 15 лет мы оказываем услуги по нанесению прочного полимерного покрытия на детали разного размера с плоской, гофрированной и объемной поверхностью.
Специалисты компании выполняют профессиональную экспертизу, осуществляют подготовку поверхности (пескоструйную очистку, шлифовку, обезжиривание), нанесение порошкового покрытия и бесплатную упаковку готовой продукции.
Список источников
- MyKrasim.ru
- lkmprom.ru
- stroimaterials.ru
- mebelclubspb.ru
- kraska.guru
- promzn.ru
- www.wikipro.ru
- whitestrip.ru
- xn--80atldhh.xn--p1ai
- metall-inzh.ru
- kraskaton.ru
- kraskaok.ru
- www.politon.ru























