Виды распила древесины
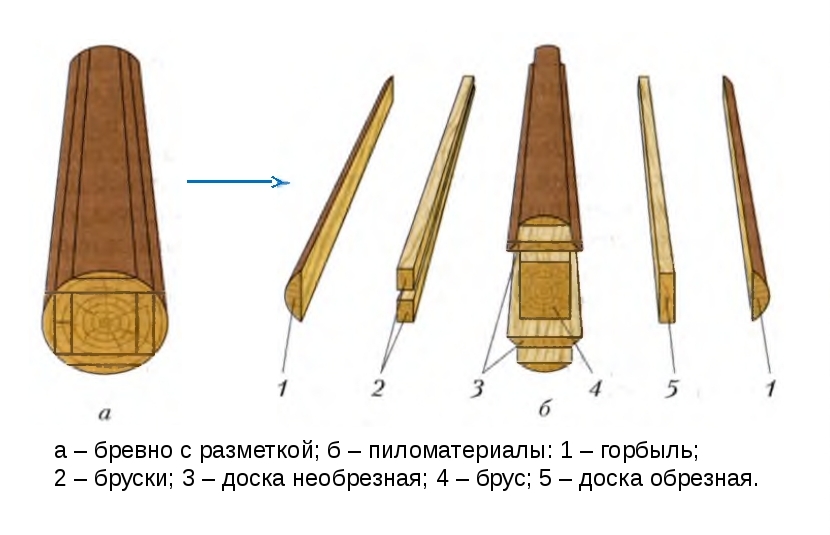
 Схема распила бревна
Схема распила бревна
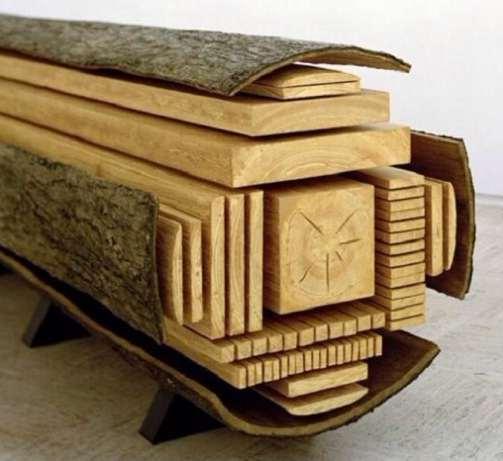
На первом этапе из бревна формируется лафет. Для этого по двум его сторонам делают срезы. В некоторых случаях обработку выполняют с четырех сторон. Предварительно составляется карта ленточного распила заготовки, на которой указывают размеры компонентов.
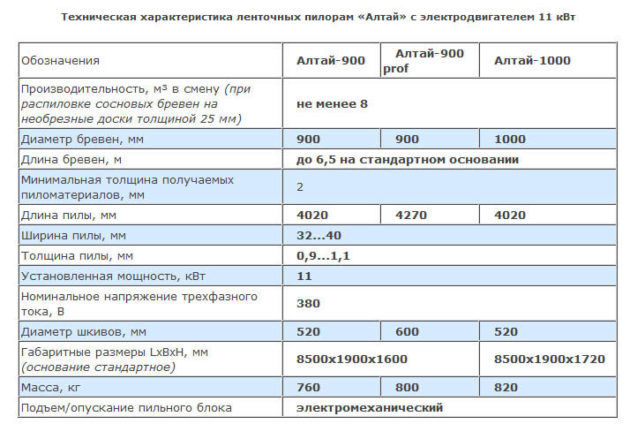
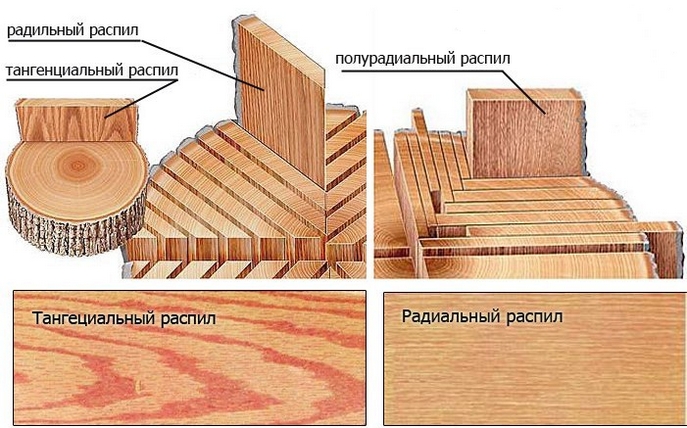
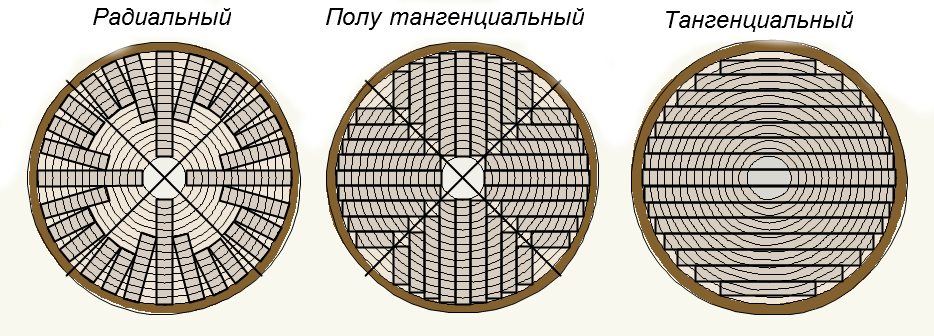
Определяющим параметром при выборе схемы является направление обработки бревна. В частности — движение режущей кромки относительно годовых колец. Согласно этому формируются пиломатериалы различного качества, обладающие уникальным внешним видом. От этого зависит не только их эстетические качества, но и цена.
Различают следующие типы распилов:
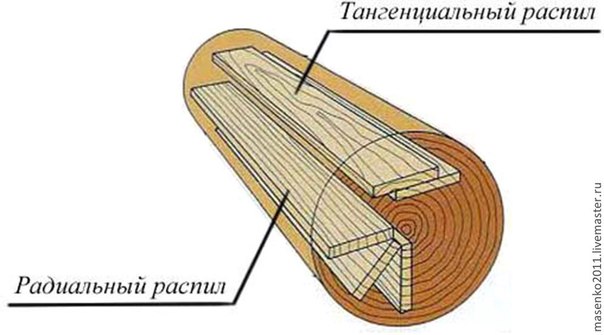
- тангенциальный. Разрез выполняется по касательной относительно годовых колец. В результате этого на поверхности формируются продолговатые узоры в виде арок, колец;
- радиальный. Для его выполнения необходима перпендикулярная обработка по годовым кольцам. Особенностью является равномерный рисунок;
- поперечный. Обработка происходит поперек волокон, рисунок среза представляет собой ровный срез годовых колец;
- рустикальный. Может делаться под любым углом, содержит определенное количество сучков, заболонь или других аналогичных им дефектов.
Нередко в деревообрабатывающей промышленности используются отходы ленточной распиловки бревна — горбыль. С одной стороны ровная плоскость, а другая остается необработанной.
Настройка пилорамы
Выбор охлаждающего раствора
Пилить на ленточной пилораме с использованием воды для смазки неправильно. Смазку лучше не использовать до «наката» опилок на пилу. Если это произошло, оптимальная обработка: 1/2 смазочного масла для шин бензопил, 1/2 солярки. Смесь наносится с двух сторон полотна пилы, но количество охлаждающего раствора – небольшое.
Такая смазка продлит эксплуатационный срок шкивов пилорамы и уменьшит количество досок со следами цветения.
Снятие натяжения
 Натяжение пилы на ленточной пилораме
Натяжение пилы на ленточной пилораме
Полотно в процессе распиловки греется, из-за чего растягивается в длину. После остывания начинается стремление к сжатию. В этот момент возникает перегрузка из-за избытка натяжения, могут появиться трещины.
Полотно запоминает форму шкивов, возникает деформация ремней шкивов, могущая привести к вибрации полотна. Заминается горбик на ремнях, обеспечивающий самостоятельное центрирование пилы. При остановке пиления натяжение с пилы необходимо снимать.
Разводка ленточной пилы
Оптимальной разводка считается, когда между полотном пилы и распиливаемой древесины смеси из 2/3 опилок и 1/3 воздуха. Если выбрасывается опилок 80%, пила правильно разведена.
При присутствии на пропиле множества рыхлых опилок, а на поверхности доски царапин, развод пилы больше чем нужно. Пила при этом функционирует рывками. При недостаточном разводе на поверхности досок в процессе пиления будут оставаться горячие опилки, плотно спрессованные, такая ситуация губительно сказывается на пиле. А после резания древесины на материале останутся волны.
Перед распилом бревна отсортировываются по диаметру:
 Лучшие разводки пил
Лучшие разводки пил
- Для большего диаметра увеличивается развод, но он выполняется только на 1/3 части зуба сверху.
- Для мягкого дерева следует увеличить развод, заточку надо делать после подготовки оборудования с обязательным соблюдением формы зуба.
Индикатор устройства развода работает в напряженном режиме и часто сбивается, поэтому необходима постоянная его проверка.
Угол заточки рекомендуется соблюдать 10–12 градусов, мягкие породы дерева – до 15 градусов, твердые и мерзлая древесина – 8–10 градусов.
Скорость пиления
При увеличении скорости пиления пропил получается более чистым, но сокращается эксплуатационный срок пилы. Если качество распила падает, необходимо снижение скорости подачи. Начальные 5 минут показатель работы оборудования не должен быть больше 1/2 от максимального значения.
Тангенциальный распил в обработке пиломатериалов
При использовании такого типа распила, плоскость среза фокусируется в области сердцевины бревна. Не в центре, а на некотором расстоянии от середины, по касательной к годовому кольцу. К достоинствам тангенциального типа относятся возможность извлечь насыщенный оттенок и фигурную текстуру из деревянной заготовки. Недостатками такого метода будут низкий коэффициент прочности, усадка и разбухание доски на протяжении эксплуатации. Но за счет этого такие доски будут более доступны в цене, по сравнению с другими.
Учитывая, что многие выбирают пиломатериалы, обработанные тангенциальной распиловкой, сугубо из-за эстетического внешнего вида, то стоит рассчитывать на недолгую службу такой облицовки при экстремальных условиях. На улице, под влиянием погодных условий, доски, распиленные таким методом, недолго смогут радовать своим внешним видом. Зато при монтаже в более благоприятных условиях, когда древесина будет защищена от повышенной влажности и прямых ультрафиолетовых лучей, она сможет продержаться довольно долго, не деформируясь и не выгорая.
(Измененная редакция, Изм. № 3).
2 12 Неравномерность толщины в пределах одной пилы не должна превышать, мм
|
для пил диаметром до 450 мм |
0,05 |
|
для пил диаметром св 450 до 800 мм |
0,08 |
|
для пил диаметром св 800 до 1000 мм |
0,10 |
|
для пил диаметром 1250 мм |
0,15 |
|
для пил диаметром 1500 мм |
0,20 |
|
для пил диаметром св 1500 мм |
0,25 |
|
(Измененная редакция, Изм. №1,3). |
|
|
2 13 Разность двух любых шагов зубьев пилы не должна превышать, мм |
|
|
для шагов зубьев до 10 мм |
0,4 |
|
для шагов зубьев св 10 до 20 мм |
0,6 |
|
для шагов зубьев св 20 до 40 мм |
1,0 |
|
для шагов зубьев св 40 до 60 мм |
1,5 |
|
для шагов зубьев св 60 мм |
2,0 |
|
2 14 Допуск радиального биения вершин зубьев пил относительно оси посадочного отверстия |
|
|
должен быть, мм |
|
|
для незаточенных пил |
|
|
для пил диаметром до 360 мм |
0,5 |
|
для пил диаметром св 360 до 630 мм |
0,8 |
|
для пил диаметром св 630 до 1000 мм |
1,2 |
|
для заточенных пил |
|
|
для пил диаметром до 360 мм |
0,3 |
|
для пил диаметром 1250 и 1500 мм |
0,8 |
|
2 15 Зубья пил должны обладать способностью к разводу или плющению (на сторону) на вели- |
|
|
чину, мм |
|
|
для пил толщиной до 1,4 мм |
0,6 |
|
для пил толщиной св 1,4 до 2,5 мм |
1,0 |
|
для пил толщиной св 2,5 до 3,6 мм |
1,3 |
|
для пил толщиной св 3,6 мм |
1,5 |
Назначение пил Пилана / Pilana для круглопильных станков:
- Продольная распиловка мягкой древесины.
- Продольная распиловка твёрдой древесины.
- Распиловка МДФ
- Распиловка ДСП
- Распиловка ЛДСП
- Ручная подача заготовки
- Механическая подача заготовки.
- Пилы Пилана для распиловка на круглопильных станках.
- Пилы Пилана для распиловки на форматнораскроечных станках.
5380-50 FZ
|
 |
| 5380-40 FZ |
 |
5381-26 WZ
|
 |
| 5381-16 WZ |
 |
| 5381-11 WZ |
 |
| 5383-35 LWZ |
 |
| 5383-55 LFZ |
 |
| 5381 WZ N |
 |
| Пила Пилана | D | d | B/b | Z | Цена Eur | |
| Пила Pilana | 300 | 30 | 4,0/2,8 | 18 | FZ | 36 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 24 | FZ | 33 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 24 | WZ | 33 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 36 | WZ | 37 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 48 | WZ | 45 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 64 | WZ | 48 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 72 | TFZ L | 61 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 72 | WZ | 50 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 96 | TFZ L HP | 63 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 96 | TFZ L HP+ | 72 |
| Пила Pilana | 300 | 30 | 3,2/2,2 | 96 | WZ L HP | 63 |
| Пила Pilana | 300 | 50 | 3,2/2,2 | 24 | FZ | 33 |
| Пила Pilana | 300 | 50 | 3,2/2,2 | 24 | WZ | 33 |
| Пила Pilana | 300 | 50 | 3,2/2,2 | 36 | WZ | 37 |
| Пила Pilana | 300 | 50 | 3,2/2,2 | 48 | WZ | 45 |
| Пила Pilana | 300 | 50 | 3,2/2,2 | 64 | WZ | 51 |
| Пила Pilana | 303 | 50 | 3,2/2,2 | 60 | DHZ N | 64 |
| Пила Pilana | 315 | 30 | 3,2/2,2 | 48 | WZ | 51 |
| Пила Pilana | 315 | 50 | 3,2/2,2 | 48 | WZ | 51 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 28 | FZ | 38 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 40 | WZ | 49 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 54 | WZ | 57 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 72 | WZ | 59 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 84 | WZ | 62 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 108 | TFZ L НР | 82 |
| Пила Pilana | 350 | 30 | 3,6/2,5 | 108 | WZ L HP | 79 |
| Пила Pilana | 350 | 50 | 4,0/2,8 | 20 | FZ | 38 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 28 | FZ | 38 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 40 | WZ | 46 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 54 | WZ | 57 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 72 | WZ | 59 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 84 | WZ | 62 |
| Пила Pilana | 350 | 50 | 3,6/2,5 | 108 | TFZ L HP | 82 |
| Пила Pilana | 355 | 30 | 3,5/2,5 | 100 | WZ | 67 |
| Пила Pilana | 380 | 60 | 4,4/3,2 | 72 | TFZ L | 121 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 48 | WZ | 56 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 64 | WZ | 63 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 84 | WZ | 70 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 96 | WZ | 73 |
| Пила Pilana | 400 | 50 | 4,4/3,2 | 24 | FZ | 51 |
| Пила Pilana | 400 | 50 | 3,6/2,5 | 32 | FZ | 45 |
| Пила Pilana | 400 | 50 | 3,6/2,5 | 48 | WZ | 55 |
| Пила Pilana | 400 | 50 | 3,6/2,5 | 64 | WZ | 63 |
| Пила Pilana | 400 | 50 | 3,6/2,5 | 84 | WZ | 70 |
| Пила Pilana | 400 | 50 | 3,6/2,5 | 96 | WZ | 73 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 120 | TFZ L | 118 |
| Пила Pilana | 400 | 30 | 3,6/2,5 | 120 | WZ | 82 |
| Пила Pilana | 450 | 30 | 4,0/2,8 | 108 | WZ | 124 |
| Пила Pilana | 450 | 30 | 4,0/2,8 | 72 | WZ | 78 |
| Пила Pilana | 450 | 50 | 4,4/3,2 | 28 | FZ | 62 |
| Пила Pilana | 450 | 50 | 4,0/2,8 | 36 | FZ | 59 |
| Пила Pilana | 450 | 50 | 4,0/2,8 | 56 | WZ | 72 |
| Пила Pilana | 450 | 50 | 4,0/2,8 | 72 | WZ | 78 |
Подготовка к работе
В процессе эксплуатации пилорама требует настройки, проверки всех ее важных узлов. Наиболее значимая часть устройства – ленточные пилы.
Перед началом работы необходимо:
 Перед началом работы следует убедиться в исправности пилорамы
Перед началом работы следует убедиться в исправности пилорамы
- Проверить, надежно ли закреплены детали и резьбовые соединения.
- Смазать трущиеся поверхности.
- Проверить надежность заземления.
- Включить электродвигатель на холостом ходу, проверить, как двигается лента.
- Проверить установку ленточной пилы, отрегулировав при необходимости.
- Чтобы уменьшить стрелу прогиба пильной ленты, передвинуть левый ролик на 5–10 см от боковых границ дерева.
- Приподнять ленточную пилу над бревном и проверить ее обратный ход.
- Проверить крепление защитных кожухов пилы, зубчатой передачи, клиноремонтной передачи.
Первый пропил
Худшая грань подлежит распилу первой, конусность бревна не учитывается. Учет подобной особенности означает наклон, поднятие бревна так, чтобы пила работала параллельно коре. Из этой части выйдут короткие доски и большое количество горбыля.
Так как конусность не учитывается, с лучшей грани бревна пиление будет идти параллельно коре без наклона и подъема, такой подход позволит получить максимум длинных досок хорошего качества.
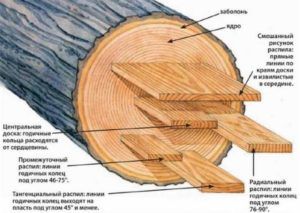 Рисунок доски разного распила
Рисунок доски разного распила
Начинать с распила наилучшей грани бревна, но конусность при этом учитывать. То есть установить бревно так, чтобы пилу направить параллельно коре.
Результат получится одинаковым, но во втором способе распиловщику легче выбрать наилучшую грань, так как она видима. В первом способе лучшая часть скрыта и возможны неточности при установке бревна. Если распиливаемая древесина высокого качества, оба способа работают одинаково. С сырьем более низкого качества лучше применять второй способ.
Виды распила древесины
Качество конечного продукта зависит от большого числа факторов – сорта древесины и качества исходного сырья, профессионализма работников, правильной сушки. Однако есть еще один немаловажный аспект – это метод распила лесоматериалов.
Различают такие методы распила:
- тангенциальный
- радиальный
- рустикальный
- продольный
- поперечный.
 Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
В ходе тангенциального распила плоскость разреза пролегает по касательной к годичным слоям материала на определенном расстоянии от сердцевины. Поскольку волокна древесины, чаще всего, расположены в различных направлениях, то на поверхности получается естественный узор в форме причудливых “арок”, “завитушек”, “колец”. Структура доски при таком варианте распила отличается неоднородностью, могут присутствовать древесные поры. По окончанию тангенциального распила доски отличаются повышенным коэффициентом усушки и разбухания. Также эта схема распиловки бревна дает возможность повысить коэффициент полезного выхода, что становится причиной снижения себестоимости конечного продукта.
Пиление заготовок из древесины радиальным методом осуществляется перпендикулярно годовым кольцам. Таким образом, получается однородная доска с наименьшими промежутками между годовыми слоями. При этом создается привлекательный рисунок, а также повышается прочность пиломатериала. Радиальные материалы характеризуются высокой сопротивляемостью деформации и износоустойчивость. Также такие доски имеют более низкие показатели усушки и разбухания в сравнении с пиломатериалами тангенциального распила. Поэтому готовые изделия, к примеру, паркетная доска, половая доска, блок-хаус, вагонка, практически не растрескиваются на лицевой части, а вот материалы тангенциальной распиловки подвержены таким явлениям. Клееный брус создают только из досок радиального и полурадиального распила, потому что механические и геометрические параметры находятся в прямой зависимости от сопротивления волокон. Данное сопротивление растет во время склеивания пластей с разнонаправленными годовыми кольцами под углом наклона не более 45°.
Из цельного бревна можно получить лишь 10-15% радиальных досок. Поэтому они имеют высокую стоимость. Самые лучшие показатели демонстрирует материал, имеющий угол между годичными слоями и плоскостью распила от 80 до 90 градусов.
Распиловка на пилораме с вращением бревна на 180°
 Карта распиловки с вращением на 180°
Карта распиловки с вращением на 180°
Для формирования максимального количества досок рекомендуется использовать технологию, при которой некоторые процессы ленточной обработки поворачиваются на 180°. Это позволяет добиться максимального количества пиломатериалов с различными типами распилов.
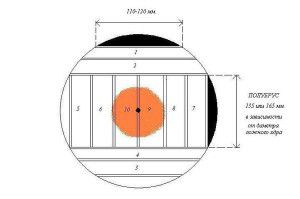
Принцип обработки заключается в выполнении первоначальных резов по краям бревна, находящиеся под углом 90° относительно друг друга. Они послужат основанием для дальнейшей ленточной резки. Работы осуществляются на оборудовании с вертикальным расположением режущих элементов. Диаметр ствола должен быть не менее 26 сантиметров.
Поэтапный порядок выполнения работ.
- Обработка стороны со срезанной кромлевой частью. В результате этого получаются две доски.
- Разворот заготовки на 90°. Рез выполняется с противоположной части. Количество изделий варьируется от 3 до 4.
- Повторный разворот на 90°. Происходит обработка основной части исходного материала. В зависимости от планируемых может получиться 7-8 заготовок.
Несмотря на все свои положительные качества, этот метод имеет один существенный недостаток — низкая скорость производства. Его рекомендуется применять на оборудовании, в котором предусмотрен блок автоматического изменения положения бревна относительно режущей части станка.
Продольная распиловка. Особенности
Продольный распил осуществляется вдоль роста волокон. В ходе такого пиления затрачивается намного больше энергии, станок нагревается намного быстрее, чем в случае поперечного распила. Тем не менее, такие затраты полностью компенсируются тем, что поверхность пиломатериалов при продольном распиле получается гладкая. А вот в случае поперечного распила поверхность бывает шероховатой и даже со сколами.
Фактически, продольный распил схож с расколом колодок топором, при котором лезвие-клин расщепляет волокна, соединенные лигнином, что облегчает дальнейшее расщепление. В ходе продольного распила лесоматериалов или ДСП режущая поверхность инструмента разрывает лигнин, после чего режущими движениями разрезает волокна.
Часто во время продольной распиловки выявляется внутреннее напряжение в пиломатериале, вызванное неравномерной усушкой волокон, которые сжимаются или наоборот растягиваются, зажимаются окружающими волокнами и находятся в таком положении, пока не начинается распиловка.
Во время реализации продольного распила возникает существенная проблема. Она заключается в том, что края распиленной доски могут сомкнуться. Но этой проблемы можно избежать. Не стоит осуществлять распил досок, которые имеют неравномерно распределенные годовые кольца, то есть внешний вид, которых говорит о неправильной сушке. Не подходят для продольной распиловки и пиломатериалы, которые имеют трещины.
Продольная распиловка древесины должна осуществляться с запасом на высвобождение внутреннего напряжения. Такой вариант дает возможность в будущем при помощи строгания или выпиливания, избавиться от изъянов. Не забывайте, что диски, применяемые для распила, должны быть острые и чистые, по возможности новые.
Типы распила
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила. У доски радиального распила процесс усушки и разбухания идет по ширине волокон — толщина доски, а у тангенциального распила по ширине доски т.к. волокна у «тангенса» расположены по ширине. Соответственно у доски пола, паркетной доски, имитации бруса, блок-хауса, вагонки радиального распила щелей практически нет по сравнению с аналогичными изделиями тангенциального распила. Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Радиальный распил древесины — способ распила бревна, при котором все волокна в доске идут вдоль направления годовых колец. При радиальном распиле пиломатериал обладает наилучшими физико-механическими качествами. Прочность и твердость древесины при радиальном распиле выше, чем при тангенциальном.
Выход доски радиального распила обычно невелик (не превышает 30%). На продольно-распиловочных станках UP-700 выход доски радиального распила достигает 60%. Такой высокий показатель достигается благодаря системе оптимизации распила. Выбирая среди критериев оптимизации максимальный выход доски радиального распила, условия радиальности и полурадиальности распила, технолог определяет процент выхода радиальной доски.
Радиальный распил можно произвести и на другом оборудовании. Но процентный выход доски радиального раскроя на другом оборудовании зависит от того, как оператор раскроил бревно. Обычно этот показатель значительно меньше 50 %. За счёт микропроцессорной системы управления и системы оптимизации на UP-700 можно получить максимально возможное количество доски радиального распила.
| Фактура распила: 1 — тангенциальный распил; 2 — радиальный распил; 3 — полурадиальный распил. |
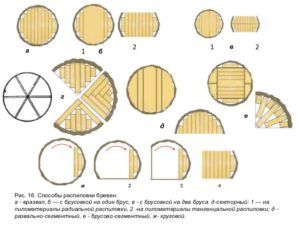
Способы распила
Для каждого конкретного случая выбирается способ распила.
Вразвал – самый экономичный, почти без отходов, высокий процент готового леса. На выходе получаются необрезные доски и два горбыля.
С брусовкой – вначале получают двухкантный брус, необрезные доски, два горбыля. Затем брус распиливается перпендикулярно спилу на обрезные доски, по краям получаются две необрезные доски и два горбыля.
 Способы распила древесины
Способы распила древесины
Секторный – вначале бревно распиливается на 4–8 секторов, а затем каждый из них на радиальные или тангенциальные материалы. Иногда в центре выпиливаются несколько необрезных досок.
Развально-сегментный – при таком распиле в центре ствола выпиливают две или несколько необрезных досок, а по бокам – из сегментов распиливаются обрезные односторонние доски.
Брусово-сегментный – похож на развально-сегментный, только в середине бревна выпиливается двухкантный брус, который затем распиливается на обрезные доски. Процент выхода пиломатериалов большой.
Круговой – после отпила одной или нескольких необрезных досок бревно поворачивается на 90 и отпиливаются следующие доски. Такой метод применяется, когда крупное бревно поражено в центре ядровой гнилью. С его помощью отделяется здоровая от низкокачественной древесины.
Агрегатный – с применением фрезерных инструментов и круглых пил одновременно с качественными пиломатериалами получают на выходе технологичную щепу (вместо горбылей и реек). Такая комплексная обработка леса позволяет рационально использовать сырьё и трудовые затраты. Получается безотходное производство готового пиломатериала.
Распиловка на пилораме с вращением бревна на 90°
 Виды распиловки
Виды распиловки
Для изготовления тангенциальных и радиальных досок рекомендуется применять другую методику. Она заключается в планомерной ленточной обработке бревна с одновременным анализом дефектов. Таким образом можно получить изделия требуемого качества.
После удаления сучьев заготовка помещается на подающую станину распиловочного станка. Затем необходимо выполнить следующие действия.
- Удаление первичного горбыля. Выполняется до тех пор, пока ширина основания не составит 110-115 мм.
- Съем необрезной доски толщиной около 28 мм.
- Если количество дефектов на поверхности превышает требуемый уровень — выполняется разворот материала на 90°. При достаточно высоком качестве доски выполняется отрезание следующей.
- Повторение операции.
Подобная методика применима для обрабатывающих установок, у которых одна режущая поверхность или есть функция временного демонтажа остальных.
Вышеописанная методика ленточной обработки может быть применена для создания любых конфигураций деревянных изделий. Зачастую область сердцевины используют для формирования бруса, а остальные части — для изготовления досок. Но могут быть исключения — все зависит от требуемой формы заготовок.
На качество работы влияет текущее состояние пилорамы, уровень заточки пил и скорость обработки. Эти факторы обязательно необходимо учитывать перед началом производственного процесса. В случае необходимости выполняется профилактика или ремонт оборудования.
 Таблица распиловки бревна
Таблица распиловки бревна
В видеоматериале показана методика распиловки бревен на самодельной ленточной пилораме:
Инструменты для распила бревна
Инструменты и способы распила зависят от общего объема бревен, таких показателей, как длина, толщина. Кроме этого нужно учитывать качество будущего пиломатериала. Распил бревна подразумевает работу с разными инструментами и специализированным оборудованием. Для того, чтобы получить небольшой объем пиломатериалов в домашних условиях подойдет ручной метод обработки бревен при помощи бензопилы или традиционных ручных пил-ножовок с зубьями для продольного типа распила.
Пилорама является, пожалуй, самым известным типом лесопильного оборудования. Это деревообрабатывающий станок, в котором присутствуют рамные пилы. На пилораме получают пиломатериалы продольного распила, к примеру, обрезную доску или брус. Пилорамы позволяют осуществлять обработку бревен диаметром от 15 до 80 см при длине до 7 м.
Распил бревен на доски при помощи круглопильных (циркулярных) станков осуществляется посредством пилы дискового типа. Такое оборудование бывает однопильным (однодисковым) и многопильным (многодисковым). Устройства, содержащие один диск, подходят для работы с маломерным и невысокого качества исходным сырьем. При помощи многодисковых станков можно раскраивать круглые заготовки большого диаметра.
 Наибольшей популярностью сегодня пользуются ленточные пилорамы. Они бывают двух типов: вертикальные и горизонтальные. Режущим инструментом в таком оборудовании является ленточное полотно, которое надевается на шкивы. Работа на ленточных станках гарантирует получение качественных продольных и смешанных пиломатериалов, например, доски и бруса. При этом образуется наименьшее количество отходов.
Наибольшей популярностью сегодня пользуются ленточные пилорамы. Они бывают двух типов: вертикальные и горизонтальные. Режущим инструментом в таком оборудовании является ленточное полотно, которое надевается на шкивы. Работа на ленточных станках гарантирует получение качественных продольных и смешанных пиломатериалов, например, доски и бруса. При этом образуется наименьшее количество отходов.
На крупных промышленных предприятиях используют линии по распиловке древесины. Они позволяют добиться очень высокого качества поверхности и точной геометрии конечных продуктов. Такие линии характеризуются самой высокой производительностью.
Кроме всего перечисленного оборудования используются и такие типы узкоспециализированного лесопильного оснащения, как окорочные, кромкообрезные, ленточно-делительные и прочие типы станков.
Распространенные ошибки и способы исправления
Мастерам известен ряд ситуаций, отрицательно влияющих на процесс обработки материала.
При входе в материал пила скачет вверх, но после этого работает нормально, в конце падает мощность. Причиной часто бывает большой угол заточки зубьев, его необходимо уменьшить на 5 градусов.
Входя в древесину, пила поднимается, потом мастера получают кривую доску. Причина – угол заточки превышает норму, а разводка недостаточна. Нужно увеличить угол заточки на 4–6 градусов, а развод немного увеличить.
После нырков, пила идет ровно, распиловщика называют несколько причин: затупление режущего полотна, малый угол заточки. Если форма зуба соответствует эталону, надо увеличить угол заточки.
Пила идет с постоянными нырками. Малый угол заточки при недостаточной разводке.
На поверхности досок большое количество опилок, увеличена разводка зубьев.
Опилки горячие и спрессованные – заниженный развод.
Пропил получается в виде волны. Если пила довольно острая, то недостаточна разводка. Слишком малая разводка иногда приводит к обрыву пильной ленты.
Полотно трескается у своей задней кромки. Задние упоры роликов, в них лежит бревно, находятся далеко от задней кромки. Необходимо установить расстояние менее 0,3 мм.
Накат опилок на полотно пилы. Малая разводка зубьев, нужно увеличить развод.
Накат опилок на внутреннюю поверхность зуба, на полотне их нет. Плохая заточка зубьев (большая скорость подачи, излишней съем металла). Дополнительные причины – угол заточки велик, пилу использовали после затупления полотна.
После заточки у впадины зуба полотно трескается. Нарушена геометрия зуб или небрежно заправляется камень для заточки.
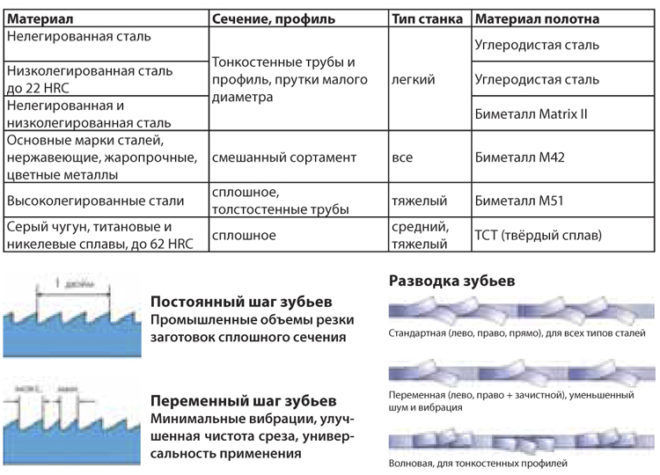 Выбор ленточной пилы
Выбор ленточной пилы
Карта распиловки
Карта распиловки представляет собой расчет оптимального количества готового пиломатериала из одного бревна. Ее можно рассчитать самостоятельно для каждого конкретно диаметра бревна, а можно воспользоваться компьютерной программой, значительно облегчающей расчет, и цена которой вполне доступна.
Выход материала после распила дерева
Либо источником может стать обычный справочник по лесопильному делу. В итоге получается таблица, которую берут за основу. Лесопильное приспособление всегда должно быть ориентировано на ее данные, для получения большего количества пиломатериалов любой породы дерева.
Процесс продольной распиловки
При помощи продольного распила можно получить доски, бруски и брусья. Доски – это пиломатериалы, имеющие толщину до 45 мм, если толщина более 45 мм – получаются бруски и брусья. Доски могут иметь ширину от 80 до 250 мм, а брусья – от 130 до 250 мм. По окончанию продольной распиловки бревна деловые пиломатериалы делят на бруски квадратного сечения, доски одной ширины по всей длине бревна толщиной от 30 мм, а также тес – тонкие доски, толщина которых не превышает 20 – 25 мм.
 Пластины изготавливают в ходе продольного распила бревен на две половины, а четвертины – на четыре части. Доски создают в результате распила по нескольким параллельным друг к другу плоскостям. Бруски – это результат продольного распила досок. Ширина бруска не должна быть больше его двойной толщины. Горбыль представляет собой срезанную боковую часть бревна.
Пластины изготавливают в ходе продольного распила бревен на две половины, а четвертины – на четыре части. Доски создают в результате распила по нескольким параллельным друг к другу плоскостям. Бруски – это результат продольного распила досок. Ширина бруска не должна быть больше его двойной толщины. Горбыль представляет собой срезанную боковую часть бревна.
Начальный этап распила называют первичным роспуском, его выполняют на головном станке. Бревно движется в обоих направлениях через головной станок с помощью подвижной тележки, которая способна осуществлять поворот заготовки для реализации его оптимальной схемы распиловки.
Сегодня очень часто на лесопильных предприятиях применяются лазеры и рентгеновские лучи в качестве устройств для получения изображения и линии реза. Применяют их для того, чтобы оптимизировать применение древесины.
Со склада бревна при помощи башенного или другого крана подаются в резервуар с водой, а из него – в лесопильный цех, где осуществляется продольная распиловка заготовок. По окончанию распила следует этап сортировки, после чего откалиброванный и пригодный пиломатериал режут по длине требуемых заготовок, кладут на тележки или в вагонетки и перевозят в сушильный цех или камеру для просушки.
В процессе продольной распиловки бревен на лесопильной раме образуются опилки кубовидной формы различного размера – от крупных частиц (7 мм) до пылевидных. Изделия из таких опилок отличаются повышенными водопоглощающими свойствами, а также впитываемостью связующих веществ, потому что характеристики этих свойств вдоль волокон выше, чем поперек.
Ручная работа: применение бензопилы
Для домашнего раскроя нескольких стволов нецелесообразно приобретать инструмент, стоимость которого в разы превышает цену готовых изделий. Если есть необходимый навык, то эффективнее и дешевле проделать всю необходимую работу обычной бензопилой, или цепным оборудованием, работающим от электричества. Конечно, такая работа требует гораздо больше физических затрат и времени, но зато цена вопроса существенно уменьшается.
Работа на садовом участке требует обрезки плодовых деревьев, а также появляется возможность дополнительно изготовить материал для хозяйственных построек, не прибегая к услугам специалистов, так что любой рачительный хозяин предпочтет купить бензопилу. Чаще всего для дома заготавливаются хвойные породы, с распилом которых прекрасно справляется этот инструмент. Благодаря ровным стволам проще наметить линии разреза, что увеличивает скорость работы. Профессионалы, кстати, чаще всего пользуются именно бензопилой, так как она мощнее электрической и воспользоваться ей можно в любом месте, независимо от наличия на месте вырубки или распила источников электропитания.
Варианты распиловки древесины
Для работы бензопилой на раскрое бревен понадобится такое приспособление, как насадка на пилу, а также направляющие распила и закрепители основы-ствола. Насадка в виде рамки крепится на инструмент так, чтобы оставалась возможность регулирования расстояния между цепью и самой рамкой. Делается это для возможности выхода готовых пиломатериалов, разных по толщине. На роль направляющей можно взять либо нужной длины профиль, либо ровную деревянную планку с достаточной жесткостью. На инструмент подбирается специальная цепь, предназначенная для разреза ствола вдоль. Ее отличие от остальных состоит в зубьях, заточенных под определенным углом.
Перед тем, как приступить к работе, необходимо не только подготовить весь необходимый инструмент. Вне зависимости от того, предназначается для обработки ствола деревообрабатывающий станок или ручное приспособление, первым делом нужно ознакомиться с картой распила. Это делается для того, чтобы минимизировать процент отходов, и увеличить выход полезной продукции.
Первое, о чем нужно побеспокоиться при продольном распиле – равномерная плотность готовых досок. Для этого грамотный распиловщик направляет инструмент с восточной стороны бревна на западную, или в обратном направлении. Это объясняется большей плотностью кругляка в его северной части, чем в южной.
Виды распиловки
Далее бензопилой снимается горбыль с двух сторон таким образом, чтобы получить двухкантный брус. Его, в свою очередь, распиливают в соответствии со схемой распила, выбранной в начале работ. Выход дает необрезную доску. Если в стволе присутствует некоторый процент пороков, то возможен круговой распил с поворотом ствола под прямым углом или на 180°.
Камерная сушка
Процесс сушки происходит в конвективных камерах. Эти камеры классифицируются по следующим признакам: принципу действия, устройству ограждения, виду теплоносителя, циркуляции агента сушки.
По принципу действия различают камеры периодического действия и непрерывного. Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры непрерывного действия применяются обычно на крупных предприятиях при массовой сушке товарных пиломатериалов до транспортной влажности, а также для сушки хвойных пиломатериалов, берёзы и осины, идущих на столярно-строительные изделия, тару, сельхоз- и вагоностроение.
По устройству ограждения камеры подразделяются на стационарные и сборные. Стационарные камеры строятся на месте их эксплуатации из строительных материалов, а сборные, как правило, металлические, изготавливаются заводским способом и собираются на месте их эксплуатации.
По теплоносителю камеры различаются на паровые, электрические, водяные, газовые. В первых трёх агентом служит влажный воздух или перегретый пар, а в последнем — смесь воздуха и топочных газов.
По циркуляции воздуха различают камеры с естественной и принудительной циркуляцией. Газовые и электрические бескалориферные камеры (аэродинамические) имеют только принудительную циркуляцию.
Естественная циркуляция создаётся за счёт разности плотности нагретого и охлаждённого воздуха: горячий, более лёгкий воздух стремится вверх, а охлаждённый, тяжёлый — вниз. Поскольку воздух в силу этого циркулирует вертикально по штабелю, пиломатериалы укладываются со шпациями. Камеры с естественной циркуляцией давно устарели, хотя продолжают эксплуатироваться на ряде предприятий. Продолжать эксплуатировать такие камеры нерационально, так как они малопроизводительны, качество сушки в них низкое из-за большой неравномерности распределения конечной влажности по штабелю.
Принудительная циркуляция воздуха или газа достигается при помощи вентиляторов. Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
По кратности циркуляции сушильного агента камеры могут быть с однократной и многократной циркуляцией. При однократной циркуляции сушильный агент после прохождения через штабель полностью выбрасывается в атмосферу; при многократной — воздух постоянно циркулирует по штабелю в течение всего процесса сушки и только часть его выбрасывается. В современных лесосушильных камерах используется только многократная циркуляция воздуха.
Современные лесосушильные камеры имеют прямое побуждение воздуха, создаваемое осевыми или центробежными вентиляторами.
В зависимости от направления движения сушильного агента различают камеры с вертикальным или горизонтальным кольцом циркуляции. Вентиляторные установки в камерах с вертикальным кольцом циркуляции расположены в верхней части над штабелями, а с горизонтальным — за штабелем.
Список источников
- promzn.ru
- domikarkas.ru
- lesinter.ru
- les.novosibdom.ru
- allgosts.ru
- crprom.ru
- wood-prom.ru
- StanokGid.ru














