Создание формы
В первую очередь следует определиться, какой именно нужен станок. Если вы хотите построить гараж или времянку, то достаточно станка с двумя или даже одной формой. Если же вы собираетесь организовать малый бизнес, то понадобиться станок более производительный, минимум на 3-4 матрицы.
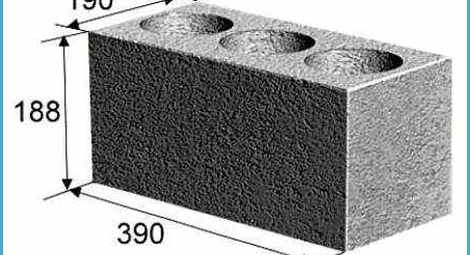
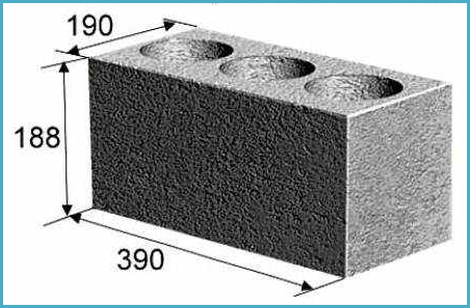 Размеры шлакоблока
Размеры шлакоблока
Самой важной частью станка является форма. Остальные детали и узлы – это дополнения, которые позволяют производить с этой формой различные манипуляции
К примеру — наполнять, поднимать, уплотнять раствор, передвигать и тд.
При производстве шлакоблоков на заводе применяют стандартные железные формы, а также профессиональное оборудование, которое осуществляет прессовку бетона в форму под тяжестью в несколько тонн. Формы для шлакоблока своими руками чаще всего делают из дерева. Существует много их видов и конструкции.
По сути, форма представляет собой емкость, куда заливают бетон, и где он находится вплоть до полного застывания. Следует заметить, что формы должны быть разборными, чтобы готовый шлакоблок можно было легко достать. В большинстве случаев их делают даже без дна, а под низ подкладывают пластину из материала, к которому бетон не пристает.
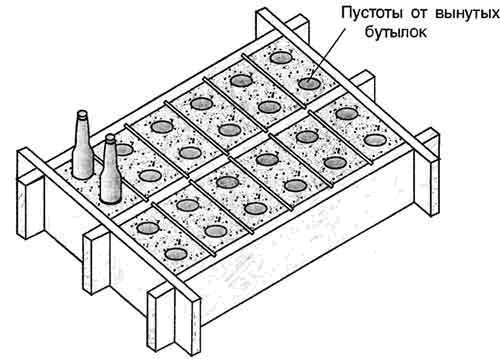
Самым простым способом сделать пустоты в блоке – это погрузить в мягкий бетон в нужном месте пластиковые бутылки с водой или стеклянные бутылки из под шампанского, что предпочтительней. Но, если вы хотите наладить небольшое производство шлакоблоков своими руками, то пустообразователи необходимо закрепить в форме.
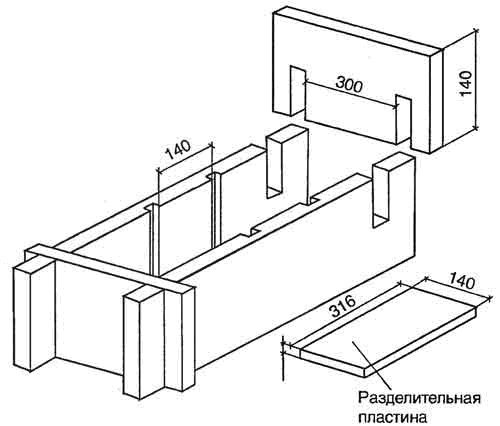 Эскиз деревянной формы
Эскиз деревянной формы
Из дерева
В первую очередь понадобятся строганые доски, ширина которых будет соответствовать высоте шлакоблока. Затем необходимо сделать крайние поперечины, которые будут соединяться с продольными досками «задвижными пазами».
Затем делаются пропилы с внутренней стороны продольных досок через расстояние равное длине шлакоблока. Поперечные пазы должны иметь глубину в 7 — 8 мм. Ширина пропила соответствует толщине разделительных пластин, которые могут быть выполнены из железа, гетинакса, текстолита.
 Эскиз формы заполненной раствором
Эскиз формы заполненной раствором
Пластины можно сделать и из другого листового материала, главное чтобы он был гладким. На чертеже выше понятно, как изготовить деревянные формы для шлакоблоков своими руками. Детали формы желательно вскрыть любой масляной краской. Это облегчит извлечение шлакоблоков из формы.
Обратите внимание, что на эскизе указаны меньшие размеры, чем требует стандартный шлакоблок. Перед созданием формы можно сделать чертежи шлакоблока своими руками
Эта процедура не будет лишней и не потребует много труда.
Вышеописанные формы используют без вибратора. Раствор в них следует заливать более мягкий, с большим содержанием воды. Однако, если приложить немного усилий, то можно создать более совершенный, вибрационный станок.
 Форма-носилки
Форма-носилки
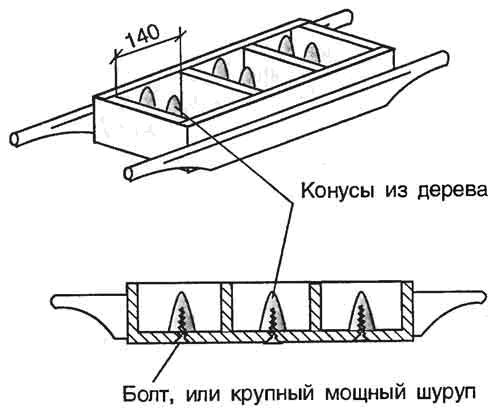
Формы для вибрационного стола выглядят несколько иначе. К боковинам необходимо приделать ручки, за которые два человека смогут поднимать их и ставить на вибростол. На дне каждой ячейки должны располагаться два конуса.
Форму с большим количеством ячеек делать не стоит, так как такие носилки будет очень сложно поднять. Подобные формы не разбираются, а шлакоблоки из них вытряхивают путем опрокидывания. Внутренние поверхности формы должны быть гладкими, чтобы изделия легко извлекались.
 На фото металлическая форма
На фото металлическая форма
Из металла
При создании станка для изготовления шлакоблоков своими руками понадобится стальной лист толщиной 3-5 мм. Из него следует вырезать элементы формы исходя из размера шлакоблока. Стандарт составляет — 190х190х390 мм, в соответствии с этими размерами делают и чертежи шлакоблоков своими руками. Высота формы должна быть на 5 мм выше блока, чтобы можно было насыпать бетонную смесь и сверху прижать ее пластиной
Так как шлакоблок должен быть пустотелым, важно правильно сделать пустотообразователи. Проще всего для этих целей использовать трубы
Обратите внимание, что им надо придать конусную форму. Благодаря этому изделие будет легко вытряхиваться
Заготовки можно заказать у токаря, чтобы он снял несколько мм с одной стороны трубы. Иногда делают прямоугольные пустообразователи. Их форма не имеет значения, главное, чтобы они были конусными. Имейте ввиду, что шлакоблок должен быть пустотелым не более, чем на 30%.
Внизу формы по периметру следует сделать деревянный или резиновый уплотнитель, что бы избежать деформации краев матрицы. Также можно по краям наварить металлические пластины шириной в 20 мм.
 Вибростол самой простой конструкции
Вибростол самой простой конструкции
Какой лучше использовать станок для блоков
Перед застройщиками, которые решили самостоятельно изготавливать шлакобетонные блоки для возведения стен, возникает вопрос выбора оборудования. Не всегда имеется возможность арендовать станок для производства строительных блоков, особенно в небольших населенных пунктах. Многие принимают решение изготовить оборудование своими силами. В зависимости от финансовых возможностей, можно остановиться на следующих вариантах:
- простейшей конструкции, позволяющей в домашних условиях изготавливать стеновые блоки при минимальных затратах;
- модернизированном варианте агрегата, укомплектованном устройством уплотнения и дополнительными механизмами.
Сложно дать однозначный ответ, какой станок для производства блоков предпочтительнее применять. Все зависит от количества блоков, которые необходимо изготовить и возможностей финансирования. Остановимся на особенностях каждого агрегата.
Станок для блоков упрощенной конструкции
Для изготовления шлакоблоков своими силами в уменьшенном количестве необязательно изготавливать механизированный агрегат, использовать вибратор, а также дополнительные механизмы. Процесс изготовления по упрощенной технологии может осуществляться в специальных формах.
 Станок для блоков упрощенной конструкции
Станок для блоков упрощенной конструкции
Порядок действий:
- Соберите формы и обмажьте их внутреннюю поверхность отработанным маслом.
- Залейте в разборные формы шлакоблочную смесь.
- Оставьте на 3–4 часа до застывания раствора.
- Разберите емкости и аккуратно извлеките блоки.
- Обеспечьте возможность высыхания в закрытом помещении.
При необходимости изготовления полой продукции, для формирования полостей целесообразно использовать обычные бутылки от напитков. Упрощенный станок для производства блоков, представляющий собой емкость необходимого размера из древесины или стали, можно изготовить при минимальном объеме затрат.
Модернизированный станок для производства строительных блоков
При увеличенной потребности в шлакоблоках для строительства большого здания можно изготовить более сложный станок для производства блоков, укомплектованный специальными устройствами:
- вибрационным механизмом. В качестве вибродвигателя применяется электрический мотор, на приводном валу которому расположен эксцентрик. Мощность привода зависит от размера формы, массы шлакобетонного раствора и составляет 0,5–1,5 кВт. Под воздействием вибрации происходит уплотнение шлакобетонного массива, равномерное распределение материала по всему пространству формы, а также удаление воздушных включений. В результате уплотнения повышается удельный вес и прочность шлакоблочной продукции;
- подъемным приспособлением. Оно предназначено для ускоренного извлечения готовой продукции из формовочных емкостей. Существует множество конструктивных решений, позволяющих ускорить и облегчить выемку блоков. В наиболее простом варианте достаточно приварить рукоятки произвольной формы к формовочной емкости, потянув за которые можно извлечь затвердевший блок. Используя готовые чертежи, можно самостоятельно собрать рычажный механизм из подручных материалов.
 Модернизированный станок для производства строительных блоков
Модернизированный станок для производства строительных блоков
Применяемая в этом агрегате форма должна соответствовать размерам шлакоблока, который планируется изготовить. В большинстве случаев изготавливаются изделия стандартных габаритов – 0,4х0,2х0,2 м. Формовочная емкость должна иметь увеличенную на 4м5 см высоту, чтобы заформованный блок после уплотнения имел требуемые размеры. Для имитации полостей к днищу емкости можно приварить обрезки труб необходимого диаметра.
Технология производства
Для отливки стандартных бетонных блоков из песчано-бетонной смеси чаще всего применяется самая примитивная технология, не требующая при этом значительных капиталовложений и сложного оборудования. Технология производства бетонных блоков основывается на принципе равномерного застывания бетонной смеси в естественных условиях при нормальной температуре воздуха.
Моделью, иллюстрирующей процесс приготовления и застывания бетонного раствора, будет описание процесса заливки формы фундамента или монолитной плиты:
- Подготовка формы;
- Приготовление бетонного раствора;
- Заливка раствора в форму;
- Уплотнение раствора;
- Усадка смеси;
- Снятие опалубки;
- Окончательное высыхание смеси и набор рабочей твердости бетона.

В принципе такая схема вполне подходит для заливки большого объема бетона, но для бетонного блока для возведения стен она подходит лишь частично. Дело в том, что для формирования правильного прямоугольника с четкими гранями сторон, и гладкой поверхностью наружных граней необходимо применение бетонного раствора с минимальным содержанием воды. Таким образом, получается рассыпчатый бетон, который при попадании в форму и последующем уплотнением при помощи вибрации и давления пресса сбивается в плотную массу, способную держать форму.
Использование бетона с большим содержанием воды наоборот влечет за собой не формирование жесткой формы, а выдавливание из массы влаги, которая не способна выдерживать приданную ей жесткость, она попросту плывет.
Технология изготовления предусматривает оптимизацию процесса производства за свет использования оборудования для производства бетонных блоков в виде вибростанка или виброплиты. В первом случае сформованный элемент остается сохнуть на площадке после снятия формы вибростанка, во втором случае силиконовая форма остается на элементе до окончания процесса высыхания.
При помощи вибропресса формируются:
- Блок стеновой цельный;
- Блок стеновой с пустотами усиленный;
- Блок стеновой пустотелый облегченный;
- Половинчатый блок или полублок;
При использовании вибростола и силиконовых форм изготавливаются:
- Облицовочный блок;
- Блок имитирующий камень;
- Декоративную плитку или элементы для оформления фасада, дорожек, заборов.
Однако сам технологический процесс не будет завершенным без последней стадии, в которой остатки влаги испаряются из бетона, и он постепенно начинает набирать свою прочность. Высыхание играет одну из важных ролей, ведь кроме испарения влаги одновременно происходит и второй не менее важный процесс — поэтапное затвердение цемента.
Для производства в нормальных условиях, высыхание происходит при нормальной температуре с минимальной суточной амплитудой колебания, а для экстремальных условий, например, для температуры ниже +5 градусов Цельсия нужно применять синтетические добавки и присадки для бетона в условиях низких температур.
Технология производства и состав шлакоблоков
Потребуется несколько компонентов:
- отходы продуктов горения твердого топлива (зола, шлаки) – 7 весовых частей;
- мелкий гравий или щебень, лом кирпича – 2 части;
- керамзитовый песок – 2 части;
- цемент М500 – 1,5 части;
- вода – 1 часть.
Если изготовление выполняется своими силами, допускается упростить рецепт, взяв всего 4 компонента: шлак или керамзит мелкой фракции (5 частей), сеяный песок (3 части), цемент (1 часть), вода – 0,5 части. Раствор для смеси должен быть жестким, без органических и глинистых примесей.
Производство блоков предусматривает несколько технологических операций.
- Ингредиенты перемешивают в сухом состоянии – бетономешалкой или вручную. Добавляют воду и еще раз перемешивают до получения однородной массы.
- Заполняют формы раствором. Стенки емкостей предварительно смазывают.
- С помощью вибропресса (станка) утрамбовывают компоненты. Если производство кустарное, для уплотнения смеси емкости помещают на вибростол, включив вибратор на срок до 10 мин.
- Для схватывания состава формы перемещают в прохладное помещение без доступа солнечных лучей.
Начиная производство изделий из шлакобетона, учитывают, что срок их созревания составляет не менее 28 суток после начала твердения.
Как готовится раствор на станок для изготовления шлакоблоков
Важно правильно приготовить раствор, чтобы изготовленный в домашних условиях шлакоблок, обладал требуемыми свойствами. Необходимые материалы:
- угольная зола или металлургический шлак;
- просеянный песок;
- мелкофракционная щебенка или отсев;
- цемент М400 или М500.
 Само название говорит за себя из чего делается данный блок, а изготавливается он из угольного шлака, который остается после топки котлов в угольной котельной
Само название говорит за себя из чего делается данный блок, а изготавливается он из угольного шлака, который остается после топки котлов в угольной котельной
Используйте следующие рецептуры:
- смешайте золу с цементом в соотношении 7:2, добавьте воду до пластичной консистенции;
- перемешайте золу и отсев в равных соотношениях, добавьте 10–12% цемента от суммарного объема, разбавьте водой.
Выполняя смешивание, руководствуйтесь проверенными на практике рецептурами.
Формы для блоков
В качестве шаблона для производства шлакоблоков используются деревянные или металлические формы. Стандартными считаются их размеры 390х190х190 мм. Однако можно задать и другие габариты, по своему усмотрению. Высота формы должна превышать высоту будущего блока примерно на 5 мм, так как в процессе вибропрессования изделие даст небольшую усадку. Если формы изготавливаются из листового металла, то все сварные швы необходимо располагать с наружной стороны, чтобы они не затрудняли выемку готовых изделий.
Пустоты в формах могут быть округлыми, прямоугольными или квадратными. Основное условие к их геометрии — они должны иметь небольшую конусность, обеспечивающую свободное снятие формы с готового блока.
Размеры форм приведены на рисунке. Реальные размеры форм, изготовленных своими руками, могут отличаться от рекомендуемых.
Приготовление правильного раствора
Инструкция предполагает следующую рецептуру приготовления бетона для блоков:
На семь частей наполнителя (для этой цели лучше всего подходит угольный шлак от домны) берется две части керамзита (крупного песка), две части гравия (5 – 10 мм), 1,5 части цемента (М500) и три части воды;
Количество воды является приблизительным
Важно, чтобы раствор не был жидким. Правильная консистенция раствора проверяется сжатием его в кулаке
Если он правильной консистенции, то он слипнется, но при этом, если его бросить на землю, он должен развалиться;
Качество шлакоблоков увеличивается добавлением пластификатора в смесь (5 г на один блок). Это придаст готовым блокам водонепроницаемость, морозостойкость и прочность.
Защита и блокировки в электросхеме правильно-отрезного станка ГД-162
В электросхеме станка предусмотрены следующие блокировки:
- блокировка, запрещающая включение станка в автоматическом режиме при открытых ограждениях (хотя бы одном) подающих роликов и правильной рамки, осуществляется конечными выключателями SQ1, SQ3, SQ6
- блокировка, запрещающая включение в автоматическом режиме при отсутствии заготовки, осуществляется микропереключателем SQ2 механизма контроля
На пульте управления расположена сигнальная арматура следующего назначения:
- HL1 молочного цвета – “Напряжение подано”, сигнализирует о наличии напряжения в цепях управления
- HL2 зеленого цвета – “Автомат”, сигнализирует о работе в автоматическом режиме
- HL3 зеленого цвета – “Наладка”, сигнализирует о работе в наладочном режиме
- HL4 зеленого цвета – “Подача”, сигнализирует о работе привода подачи
- HL4 зеленого цвета – “Вращение правильной рамки”, сигнализирует о работе привода правильной рамки
В схеме предусмотрены следующие защиты:
- защита всего электрооборудования станка от токов короткого замыкания обеспечивается автоматическим выключателем QF1
- защита электродвигателя М2 – автоматическим выключателем QF3
- защита электродвигателя М1 от перегрузки осуществляется тепловым реле КК1
- защита электродвигателя М2 – тепловым реле КК2
Схемой электрической принципиальной также предусмотрены следующие защиты от токов короткого замыкания:
- первичной цепи трансформатора TV1 обеспечивается автоматическим выключателем QF4
- цепи электромагнита YA1 – автоматическим выключателем QF5
- цепи освещения – автоматическим выключателем QF6
- цепи управления – автоматическим выключателем QF7
- цепи сигнализации – автоматическим выключателем QF6
Нулевая защита осуществляется магнитными пускателями КМ1 и КМ3
Шлакобетонные блоки – характеристики и назначение материала
Одна из причин повышенной популярности шлаконаполненных бетонных блоков – низкая стоимость материала. Она связана с применением в процессе производства отходов металлургических предприятий – шлаков.
Одновременно с традиционными компонентами, портландцементом и речным песком, применяются различные заполнители:
- бой кирпича;
- щебеночный отсев;
- гранитная крошка;
- различные шлаки и пепел;
- керамзитовые частицы.
 Использование шлакоблоков в строительстве позволяет снизить расходы на сооружение стен в несколько раз
Использование шлакоблоков в строительстве позволяет снизить расходы на сооружение стен в несколько раз
Технологический процесс изготовления осуществляется различными путями:
- промышленным методом на специализированных предприятиях с обработкой изделий в сушильных камерах;
- в бытовых условиях из доступного сырья, применяя самостоятельно собранный станок для изготовления блоков.
На самодельном оборудовании можно изготавливать различные виды шлакобетонных изделий:
- полнотелые, обладающие повышенным запасом прочности. Они используются достаточно редко, так как хуже сохраняют тепло;
- пустотные, отличающиеся высокими теплоизоляционными свойствами. Для обеспечения прочности объем полостей не должен превышать 1/3 от суммарного объема изделия.
Габариты изделий определяются размерами формы. При самостоятельном изготовлении продукции размер формовочного ящика может быть любым. Однако многие отдают предпочтение стандартным габаритам, составляющим 19х18,8х39 см.
Увеличенный объем шлакобетонного блока позволяет значительно сократить продолжительность различных видов строительных работ:
- возведения капитальных стен;
- строительства внутренних перегородок.
 Он отлично подойдет для сооружения построек хозяйственного назначения, сараев, складских сооружений
Он отлично подойдет для сооружения построек хозяйственного назначения, сараев, складских сооружений
Если необходимо самостоятельно изготовить шлакоблок, станок позволяет быстро решить поставленную задачу. Полученный материал обладает множеством достоинств:
- высокими теплоизоляционными характеристиками. Благодаря пониженной теплопроводности материал предотвращает потери тепла;
- увеличенными габаритами и небольшим весом. Это позволяет легко транспортировать изделия и быстро возводить из них стены;
- устойчивостью к развитию микроорганизмов. Это достигается за счет свойств шлака, входящего в структуру блока;
- низкой ценой. Шлакоблочный станок своими руками позволяет изготовить изделия, которые дешевле покупных блоков.
У материала имеются и слабые стороны:
- низкая долговечность. Период эксплуатации строений из шлакобетона составляет до трех десятилетий;
- уменьшенный запас прочности. Характеристики материала позволяют возводить строения высотой не более двух этажей;
- появление трещин под воздействием сдвигающих усилий. При усадке происходит растрескивание по шлакоблочному массиву.
Для обеспечения привлекательного внешнего вида строений шлакоблочная поверхность нуждается во внешней облицовке. Указанные недостатки не останавливают застройщиков, которые желают при небольших расходах построить хозяйственное строение или малогабаритное здание за ограниченное время.
 Использовать самодельные шлакоблоки можно через месяц после их изготовления
Использовать самодельные шлакоблоки можно через месяц после их изготовления
От ручного к электронному
В данном разделе мы рассмотрим несколько вариантов, которые категорически отличаются друг от друга, единственное, что их объединяет – производство шлакоблоков
Обратите внимание, у каждого из предложенных станков, есть свои плюсы и минусы, цена различается так же, как и производительность
Ручное оборудование
Первый станок и шлакоблок, который мы с вами рассмотрим, можно назвать – гаражным, так как чаще всего используется частными лицами для производства небольшого количества изделий. Ручной инструмент, который весит не больше 30 кг (в зависимости от комплектации), максимально способен производить 28-30 блоков в час.
 На фото тот самый ручной станок, который можно хранить на стеллаже с готовыми шлакоблоками
На фото тот самый ручной станок, который можно хранить на стеллаже с готовыми шлакоблоками
Как осуществляется рабочий процесс:
Первоначально замешивается раствор цемента в бетономешалке.
 Можно сэкономить на бетономешалке и замесить раствор в какой-нибудь металлической емкости
Можно сэкономить на бетономешалке и замесить раствор в какой-нибудь металлической емкости
- Затем раствор загружается в емкость станка.
- Своими руками, с помощью мастерка, необходимо выровнять поверхность полужидкой смеси.
- Включить вибратор на 30-50 секунд. Чтобы понять конкретное время, вам придется сделать несколько пробных изделий.
- Блок достается и выкладывается на поддон для сушки.
Ручной станок тем и хорош, что довольно компактный, можно перевозить в багажнике легкового автомобиля. Подходит для тех, кто не торопится и желает сделать строительный материал для себя, а не для оптовых продаж.
Существует 3 вида:
- Универсальный – можно производить как пустотелые, так и полнотелые шлакоблоки.
- Станок П – производство только с прямоугольными пустообразователями.
- Станок С – с круглыми пустообразователями.
Его основное преимущество – доступность и практичность. К недостаткам же относится неровность шлакоблоков, малая производительность и потребность в большой физической силе.
Ручной станок – облегченный
Данное оборудование называется «облегченным» не потому, что имеет меньшие размеры, чем первый вариант, а потому что не требует особых усилий для изготовления блока.
Его производительность чуть выше, чем у ранее описанного, но он отличается еще и повышенной ровностью при заливке раствора и подъеме формы. Напоминаем, на первом станке вам придется разравнивать смесь самостоятельно.
Конечно, облегченный вариант стоит намного дороже, но в любом случае, вы всегда сможете купить шлакоблочный станок б-у, сэкономив еще несколько тысяч рублей.
 Покупая поддержанный станок, обязательно проверьте его работоспособность при старом владельце
Покупая поддержанный станок, обязательно проверьте его работоспособность при старом владельце
Рабочий процесс:
- Как только раствор в бетономешалке будет готов, его необходимо залить в форму.
- Опускаете форму вниз, чтобы крышка закрыла емкость.
- Включаете вибратор на небольшое количество времени.
- Путем нажатия на рукоять, форма поднимается, крышка откидывается и в ваших руках готовый и ровный блок.
Ручной станок – увеличенный
Если вышеописанные варианты для вас кажутся «мелковатыми», вы решили заняться производством большого количества шлакоблоков, то данный вариант для вас. Данный станок способен за один раз формировать по 2-4 блока (зависит от конструкции), если над ним работает один человек, то он способен производить до 80-90 изделий.
 Подобное устройство облегает процесс выемки готовых изделий из форм – они опускаются на землю, либо специальный поддон, установленный под станком
Подобное устройство облегает процесс выемки готовых изделий из форм – они опускаются на землю, либо специальный поддон, установленный под станком
С другой стороны такое оборудование требует больше места:
- Высота достигает 1600 мм.
- Ширина от 830 до 980 мм.
- Длина 1200 мм.
- Вес конструкции около 130 кг без материала и до 180 кг с заполненными формами.
Все шлакоблоки получаются пустотными, со стандартными размерами.
Хотите узнать, сколько стоит шлакоблочный станок данного типа? Если на 3 формы, то от 20 000 рублей до 40 000 рублей, предельная стоимость оборудования в районе 60 000 рублей – имеет максимальную комплектацию.
 Работать с таким оборудованием одно удовольствие – никаких лишних телодвижений
Работать с таким оборудованием одно удовольствие – никаких лишних телодвижений
При этом усилий для получения изделий вам придется приложить столько же, сколько для изготовления одного шлакоблока, вот и считайте, выгодно это или нет.
Технология производства керамзитблоков

Производство керамзитовых блоков состоит из следующих этапов:
- Приготовление рабочей смеси.
- Формование изделий.
- Предварительное затвердевание.
- Просушка изделий и набор прочности.
- Транспортировка керамзитобетонных блоков на склад.
Подготовка раствора
Для приготовления 100 кг рабочей смеси принимают следующие пропорции, кг:
Керамзит – 54,5.
Песок – 27,2.
Цемент – 9,21.
Вода – 9,09.
Цемент марок М400 или М500 используют в сухом и чистом виде. Для получения глянцевой поверхности в смесь добавляют плиточный клей. Пластичность и укладываемость раствора повышают с помощью пластификаторов.
Химические добавки повышают морозостойкость и водонепроницаемость готовых изделий. Для увеличения пористости используют древесную омыленную смолу.
Бетонный раствор получают тщательным перемешиванием компонентов смеси. В бетономешалку или специальную емкость помещают взвешенное количество ингредиентов. Состав перемешивают в течение 2—3 минут.
Из готовой порции смеси получают 9—10 стандартных блоков размером 39?19?19 см.
Формовка изделий
Приготовленный состав укладывают в специальные стальные формы. После каждого использования формы ополаскивают чистой водой и протирают сухой ветошью.
Формы со смесью устанавливаются на вибрационный стенд. Под воздействием вибрации смесь в формах уплотняется. По мере осадки и уплотнения добавляют необходимое количество раствора. Излишки бетона своевременно удаляют.
После достаточного уплотнения готовые изделия в сушильную камеру.
Сушка и хранение

Высыхание проводят при температуре 50—60°C в течение 2 суток. По истечении указанного срока изделия сушат 25—26 дней на открытом складе в естественных условиях. Высушенный изделия отправляют на склад готовой продукции для последующей реализации.
Список источников
- openoblokah.ru
- stanki-katalog.ru
- pobetony.expert
- betonov.com
- KameDom.ru
- stroitel-lab.ru