Почему используют распределительную коробку
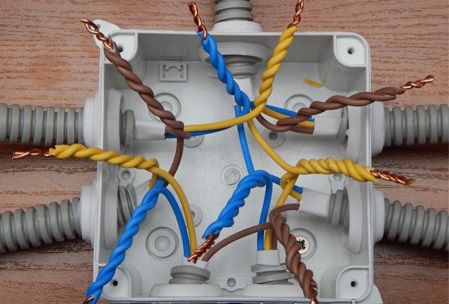
 Соединение проводки в распределительной коробке
Соединение проводки в распределительной коробке
Бывают случаи, когда при монтаже электропроводки пренебрегают установкой подобных распределителей, считая, что это просто пустая трата времени, так как коробку нужно сначала установить, потом сделать подводку к ней, что приведет к дополнительным трудностям. Проще ведь просто сделать скрутку, заизолировать и банально заштукатурить стену. Но вот тут нужно немного подумать наперед, так как в таком случае упускаются важные моменты:
- Нет свободного доступа к проводам. К примеру, если у вас в комнате не работает розетка или пропал свет, и после проверки выяснилось, что проблема заключается в отсутствии напряжения. Как произвести проверку? Полностью убирать отделку? Срывать обои, штукатурку чтобы добраться до скрутки? Это испортит ваш ремонт.
- Если вы захотите установить дополнительную розетку. Не всегда удобно подключать ее, прокладывая провода от ранее установленной розетки. Благодаря распределительной коробке вы спокойно можете сделать новые подключения.
- Нормативный документ ПУЭ говорит о том, что «места соединений и ответвлений должны быть доступны для осмотра и ремонта», поэтому пренебрегать установкой подобного распределителя нельзя.
- Отсутствие таких распределителей противоречит нормам пожарной безопасности.
Как видно, распределительный короб играет важную роль. Но ее установка – это только начало. Остается соединить в ней все провода. Как лучше это сделать? Давайте рассмотрим некоторые способы.
Метод скрутки

Самый распространённый и простой вариант – скрутка. Для неё вам потребуется всего два инструмента – нож, с помощью которого можно будет зачистить изоляцию на жилах, и пассатижи для обеспечения надёжного скручивания.
Принцип соединения
Этот метод часто называют «дедовским», электрики пользуются им уже не один десяток лет, несмотря на то, что так соединять провода не рекомендуется по ПУЭ. Его часто используют в качестве временного варианта, например, когда надо проверить, как работает схема соединения проводов в распределительной коробке. В последующем места скруток заменяются на более надёжные виды соединений.
Суть способа заключается в том, что несколько проводов скручиваются между собой
Важно чтобы все соединяемые жилы закручивались воедино одновременно, обвивать одну вокруг другой не допускается

Вся работа невероятно проста. Сначала ножом срезается изоляционный слой с жил проводов на одинаковую длину (10-30 мм). Затем пассатижами делается скрутка и изолируется сверху. Вариантов самого закручивания существует много, самые распространённые из них:
- Взаимное перекручивание.
- Бандажное соединение.
- Скрутка желобком.
Объясним чуть подробнее на самом простом примере. Каждый скручиваемый проводок приложите друг к другу так, чтобы выровнять их по снятому слою изоляции (в этом случае придётся срезать 40-50 мм). На конце соединяемых жил сделайте загиб в 1 см на 90 градусов. Держите одной рукой за изоляционный слой, второй рукой возьмитесь за загиб и начинайте производить вращательные движения по часовой стрелке. Некоторые задают вопрос, можно ли крутить против часовой стрелки? Можно, но задом наперёд как-то не очень принято, весь мир привык существовать по ходу часов. Если в конце уже тяжело крутить пальцами, делайте это при помощи пассатижей.

Можно таким способом соединить 5-6 проводов, но тогда крутить будет тяжело, надо сделать длиннее загиб (на 20 мм) и вращательные движения сразу производить пассатижами. Когда получается красивая ровная скрутка, загиб обрезается.
Важно помнить! Изоляционной лентой необходимо обматывать не только место самой скрутки, но и зайти на 2-3 см сверху изоляции проводов. Это предотвратит попадание влаги и обеспечит более надёжную изоляцию.. В качестве изоляционного слоя на месте скрутки также можно использовать термотрубку
Имейте в виду, что её нужно надеть заранее на один из соединяемых проводов. Когда скрутка будет готова, трубка надвигается на это место. Если подогреть её по краям, то за счёт воздействия температуры, термотрубка сожмётся и плотно обхватит провода
В качестве изоляционного слоя на месте скрутки также можно использовать термотрубку. Имейте в виду, что её нужно надеть заранее на один из соединяемых проводов. Когда скрутка будет готова, трубка надвигается на это место. Если подогреть её по краям, то за счёт воздействия температуры, термотрубка сожмётся и плотно обхватит провода.
Как правильно выполнять скрутки проводов подробно описано в этом видео:
Преимущества
Самое главное преимущество этого метода – простота работы.
Вторым достоинством скрутки является отсутствие каких-либо материальных затрат.
Если в этом есть необходимость, то одновременно несколько проводов можно скручивать таким методом, но их общее количество не должно быть больше шести.
Недостатки
Основной недостаток скрутки – ненадёжность. А мы знаем, что в электротехнике такое понятие не допускается.
В главном нормативном документе электриков ПУЭ, в том разделе, где перечисляются все разрешённые виды соединения проводов, метод скрутки не упоминается, соответственно он не рекомендован к применению. Всё верно, специалисты не могут допустить к нормам соединение, которое обладает чувствительностью к импульсному току и большим переходным сопротивлением.
При скруточном методе площадь соприкосновения жил получается небольшой, следствием этого является ненадёжный контакт. При увеличении нагрузки жилы будут нагреваться сильнее, а контактное соединение становиться более слабым, что в итоге приведёт к выгоранию.
Скрутку нельзя применять для соединения жил, выполненных из различных материалов (медь и алюминий).
Помните! Если вы воспользуетесь скруткой в качестве постоянного способа соединения, всю ответственность за возможные последствия берёте на себя.
Способы соединения проводов в распределительных коробках
Соединение кабелей и проводов в распределительных коробках можно выполнить по-разному. Наиболее простым способом, хотя и не вполне надежным, считается обычная скрутка. Из-за слабого и ненадежного контакта может произойти перегрев и короткое замыкание проводов. Данный метод рекомендуется использовать временно, например, для того, чтобы проверить, как работает собранная схема. Тем не менее, даже при временной эксплуатации, рекомендуется соблюдать определенные правила скрутки.
У многожильных проводов зачистка изоляции выполняется примерно на 4 см. Провода разделяются между собой на расстояние около 2 см. Соединение осуществляется до стыка не разделенных жил. Проводники вначале закручиваются пальцами, а затем скрутку следует надежно затянуть плоскогубцами и заизолировать с помощью ленты или термоусадочной трубки. Соединение одножильных проводов выполнить значительно проще. Они скручиваются между собой на всю длину участка, очищенного от изоляции.

Для скруток нередко используются специальные монтажные колпачки. Они обеспечивают более надежное соединение, качественный контакт и изоляцию. Каждый колпачок состоит из двух частей: наружной – пластиковой и внутренней, с металлической частью в виде конуса, внутри которого имеется резьба. Данное соединение позволяет увеличить площадь соприкосновения и отлично подходит для двух и более проводов. Сам процесс скрутки очень простой. Нужно снять изоляцию примерно на 2 см и слегка закрутить соединяемые концы. Затем на скрутку нужно надеть колпачок и провернуть с усилием несколько раз, чтобы провода попали внутрь. Размеры колпачков выбираются в соответствии с сечением и количеством соединяемых проводников.

Одним из самых надежных способов считается пайка. Перед соединением провода необходимо залудить канифолью или специальным паяльным флюсом. Затем проводники скручиваются, олово берется на разогретый паяльник и скрутка прогревается до тех пор, пока расплавленный металл не затечет между витками. Соединение полностью обволакивается, благодаря чему устанавливается качественный контакт.
При наличии инверторного сварочного аппарата, соединение проводов можно выполнить с помощью сварки, осуществляемой поверх всего места скрутки. Если сечение жилы составляет 1,5 мм2, необходим ток на 30А, при сечении 2,5 мм2 – 50А. Сварка медных проводников выполняется графитовыми электродами. Заземление аккуратно соединяется с верхней частью скрутки, а к нижней части подносится электрод. После короткого касания появляется дуга, производящая мгновенную сварку. Место соединения должно остыть, после чего его нужно заизолировать.
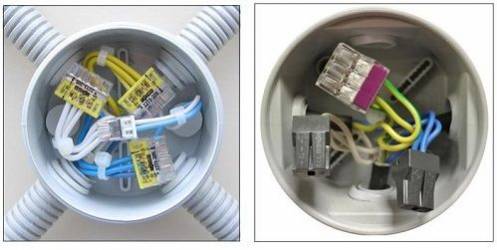
Соединяя провода в распределительной коробке, надо не забывать и о клеммных колодках. Они могут быть винтовые или с зажимами. В определенное место вставляется нужное количество проводников, после чего они надежно соединяются с помощью винтов.
Описание сварочного процесса
Электрические медные кабели состоят из нескольких жил, каждая из которых скручивается отдельно. При ремонтах работу приходится проводить прямо в распределительных коробках, что доставляет определенные неудобства. Чтобы каждую скрутку запаять по длине паяльником (точечного соединения будет недостаточно) на высоте, придется затратить много времени и сил. Сваркой достаточно соединить провода только в конце скрутки. А компактные аппараты, используемые при работе, облегчают процесс.
Сварка меди осложняется тем, что она становится хрупкой уже при 300°C, а плавится при 1080°C. Поэтому, кроме теоретических знаний, необходимо иметь опыт работы. Для тех, кто впервые столкнулся с необходимостью сварки контактов в распределительной коробке, рекомендуется попрактиковаться на опытных образцах.
Скрутки медных проводов можно заварить обычным инверторным аппаратом или с помощью самодельного устройства на основе понижающего трансформатора. Электрики пользуются узкоспециализированным аппаратом, предназначенным специально для сварки скруток. Порядок работы не зависит от выбранного устройства и выглядит следующим образом:
- Освободить от изоляции провод на расстояние около 100 мм.
- Сделать скрутки нужных жил. Длина каждой должна быть около 50 мм.
- Присоединить рядом со скруткой массу.
- Подвести электрод к проводам до образования дуги. Контакт – 1-2 сек. Скрутка сварена.
- Следующую скрутку варить после остывания предыдущей.
- Осталось провести изоляцию каждой скрутки с помощью термоусадочных трубок или изоленты.
 Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Сила тока, которая необходима для сварки проводов, обычно составляет 30-90 ампер и полностью зависит от количества жил в скрутке и их сечения, а также от фактического напряжения питающей сети. Аппарат для сварки должен обладать функцией регулировки тока. Работа ведется при напряжении 12 или 36 вольт. В качестве электрода при сварке проводов идеальным решением будет выбор угольных с содержанием меди.
Не забудьте обесточить свариваемые провода!
Как самостоятельно изготовить сварочный аппарат
Схема сварки проводов угольным электродом.
Хорошие стороны сварочных аппаратов перечислять можно бесконечно долго, но есть у них и минус – это немалая цена. Покупка такого устройства будет целесообразной лишь в том случае, если регулярно заниматься сварочными работами.
В тех случаях, когда хозяин квартиры решил провести в жилье замену электропроводки своими руками, можно обойтись и самодельным устройством. Например, трансформатором, обладающим приемлемой мощностью. Для этого хорошо подходит трансформатор серии ТБС. Мощность его должна быть как минимум 600 Вт, напряжение вторичной обмотки – 9-36 В. К ней надо будет подключить держатель электрода и зажим, который послужит для подключения «массы».
Сваривание выполняется при помощи угольного электрода, используются те же способы, какие применяют для инвертора. Весь процесс тот же, начиная зачисткой проводов и заканчивая прикасанием к скрутке угольным стержнем и выполнением изоляции скруток.
Если нет трансформатора, его можно сделать своими руками. Подготовьте Ш-образное трансформаторное железо, у него должна быть площадь сердечника минимум 30 см². При таком значении для площади и напряжении в сети 220 В в первичной обработке 293 витка, которые выполнены обмоточным проводом с диаметром 0,8-1 мм.
Наматывание вторичной обмотки производится с использованием трех проводов с диаметром 3 мм, можно применить и более тонкий, 4-5 проводов должны намотаться так, чтобы их общая площадь получилась 15-20 мм². Число витков при указанных данных составляет 13.
Если нет материала с именно такими характеристиками, расчет витков определяют по следующей формуле:
W1=40*U1/S,
Схема обмотки трансформатора.
W2=40*U2/S.
Согласно данным формулам определяют количество витков, которое надо соблюсти для выполнения первой и второй обмоток. При этом S представляет собой площадь сердечника, 40 – коэффициент эмпирический.
Чем лучше материал, тем меньше будет и значение коэффициента, его предельные значения – 40-60. U1 – это напряжение сети, U2 – напряжение вторичной обмотки. Такую формулу можно применять для расчета любого из трансформаторов, а не только сварочного.
При работе понадобятся средства защиты в виде очков, маски и спецодежды, которые помогут избежать ожогов от брызгающего металла.
Чтобы максимально упростить работу, во многих случаях используют специальные зажимы. Такое приспособление имеет очень простую конструкцию и состоит из двух частей – верхней и нижней.
От сварочного трансформатора напряжение подводят к верхней части, представляющей собой подвижный рычаг, и к основанию. Обе части соединяются друг с другом при помощи шарнира специальной изоляционной пластиной. На нижней части укреплен электрод с предназначенным для флюса углублением. Для флюса применяют буру, ее можно приобрести в аптеке.
Его сечение должно быть обязательно большим, чем у вторичной обмотки. Расположение сетевого выключателя надо делать так близко, как это возможно. Хорошо, если установлен проходной выключатель.
В этом случае действия для сварки провода можно описать так. Скрутка крепится на подвижном рычаге с использованием барашкового зажима. Флюс засыпают в специальное углубление, после чего рычаги надо зажать. Напряжение подается на трансформатор, под флюсом в углублении электрода начинает образовываться шарик. Затем трансформатор отключают и дожидаются, пока шарик не остынет в зажиме.
При этом время работы определяют непосредственно по ходу выполнения действий. Если опыта маловато, для начала можно потренироваться на ненужных кусках проводов. При помощи такого приспособления можно выполнять сварку проводов из алюминия или меди.
Порядок действий
 При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При сварке проводов своими руками порядок действий будет следующий. Сначала нужно освободить от изоляции концы свариваемых проводников на расстояние 8-10 см.
При снятии изоляции нельзя допустить повреждения жил провода. Перед скруткой их необходимо зачистить наждачной бумагой и протереть ацетоном для обезжиривания.
Затем соединяемые медные провода скручивают и концы обрезают кусачками, чтобы торец скрутки был плоским. В результате должен получиться пучок длиной около 5 см.
Подготовительные работы на этом заканчиваются, и начинается непосредственно сварка. К скрутке присоединяют , а к торцу скрученных проводников подносится графитовый или угольный электрод, который держится на конце второго сварочного провода с помощью специального держателя.
В итоге происходит короткое замыкание с образованием электрической дуги. Ее энергии достаточно, чтобы за 1-2 секунды расплавить концы медных проводников.
Сварочное соединение получается высокого качества, по электрическим характеристикам оно не отличается от параметров всего медного провода, и прослужит не меньше, чем он.
Инверторный сварочный аппарат
Инверторный аппарат обладает явными преимуществами перед другими приборами:
- Малогабаритные параметры;
- Небольшой вес;
- Регулировка параметров тока;
- Наличие переносного ремня (удобно производить работы на стремянке, в распределительной коробке);
- Устойчивая дуга, зажигающаяся при малых токах;
- Качество сварных соединений;
- Меньшее энергопотребление, не изменяющее напряжение бытовой электрической сети.
Кроме того, сварку производят трансформаторными приборами, аппаратами, станциями, устройствами, сделанными самостоятельно (при наличии определенных навыков).
Простота эксплуатации аппарата дуговой точечной электросварки скруток своими руками сделала его наиболее распространенным. Основные параметры данного оборудования:
- Ток электрической дуги;
- Напряжение сети, образующее дугу;
- Тип электрического тока (переменный, постоянный).
Использование клеммных колодок
Среди профессиональных электриков ходит такая присказка о том, что электротехника это наука о контактах. В самом деле, при ремонте или восстановлении проводки чаще всего встречаются неисправности именно в проводке, точнее, в отсутствии контакта. Один из способов получения качественного контакта является использование клеммных колодок.

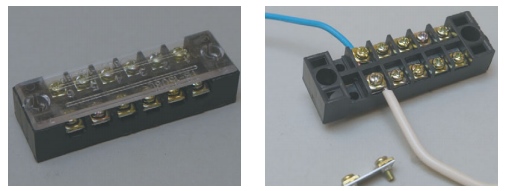
Клеммные колодки
Простая скрутка проводом уже давно в прошлом. На рынке можно найти множество приспособлений, предназначенных именно для эффективного соединения проводов. Одно из таких приспособлений – это и есть клеммная колодка.
Конструктивно колодка устроена следующим образом. В ячейки корпуса устанавливают трубки, выполненные из медного сплава, в теле которых проделана резьба.
Размеры этих трубок отличаются друг от друга, и зависят от размера сечения проводов.
Без такого устройства сложно обойтись при ремонте перебитой проводки. Часто бывает так, что длины проводов просто не хватает для их прямого соединения (скрутки).
Но, допустимо применять колодку, только в том случае, если она будет установлена в коробке. Скрывать ее настенное покрытие недопустимо.
Бесспорно, сращивание, выполненное с применением колодки, обладает меньшей надежностью, чем пайка, но такое сращивание требует меньшее количество трудозатрат на его создание.
К явным достоинствам соединения проводов через колодки можно назвать возможность соединения алюминиевой и медной проводки.
На что необходимо ориентироваться, выбирая тип коробки. В первую очередь на размер тока, который будет протекать через сращивание и, конечно, потребное количество отверстий для закрепления проводов.
Работа с коробкой не вызывает особых затруднений даже у новичков в профессии или любителей. На самом деле, монтаж выполнить очень просто. Необходимо подобрать колодку с нужным размером ячейки, отсечь лишние ячейки. Установить подготовленные жилы в ячейки и, используя предустановленные винты зажать каждый проводник. Для установки кабеля необходимо снять слой изоляции на расстоянии 5 – 7 мм от конца кабеля.
Особого внимания требует работа с алюминиевыми проводами. Если соединяют кабеля, выполненные из алюминия, то необходимо помнить о том, что жила из этого материала может переломиться. У проводов из алюминия наблюдается текучесть. Под воздействием давления, создаваемым винтом, алюминий может «поплыть». Таким образом, состояние контакта ухудшится.
Соединение проводов винтовыми клеммниками
Одним из распространенных способов создания контакта является использование винтовых клеммников. В них надежный контакт обеспечивается за счет затяжки винта или болта. При этом к каждому винту или болту рекомендуется присоединять не более двух проводников. При использовании в таких соединениях многопроволочных жил концы проводов требуют предварительного облужения или применения специальных наконечников. Преимуществом таких соединений являются их надежность и разборность.
По назначению клеммники могут быть проходными и соединительными.
Соединительные винтовые клеммники предназначены для соединения проводов между собой. Они обычно применяются для коммутации проводов в распределительных коробках и распределительных щитах.
Проходные клеммники используются, как правило, для подключения к сети различных приборов (люстр, светильников и т. д.), а также при сращивании проводов.
При соединении при помощи винтовых клеммников проводов с многопроволочными жилами их концы нуждаются в предварительной пропайке или опрессовке специальными наконечниками.
При работе с проводами из алюминия использование винтовых клеммников не рекомендуется, так как алюминиевые жилы при их затяжке винтами склонны к пластической деформации, что приводит к снижению надежности соединения.
Режимы и особенности процесса
Вследствие ограниченности сварочных токов приборы для сплавления электротехнических проводов могут иметь совсем небольшие размеры.

Широко распространённая среди специалистов термитная сварка проводов, организуемая с использованием специальной порошкообразной смеси, позволяет ещё более упростить сварочную процедуру. В этом случае удаётся существенно снизить габариты применяемого переносного оборудования.
При проведении рядовых электротехнических операций (включая сварку медных и алюминиевых проводов) применяется специальное оборудование, для формирования дуги в котором используется постоянный ток прямой полярности.
К держателю электрода в таком устройстве подключается плюс питающей цепи, а на заземляющий провод, который принято называть «массой», подсоединяется её минус.
При сварке отдельными типами электродов с медным покрытием используется обратная полярность.
Величина сварочного тока в любом случае определяется размерами обустраиваемого жгута из электрических проводов и поперечным сечением собранных в нём отдельных жил. В процессе сварки требуемое значение этого параметра выставляется с помощью вынесенного на управляющую панель регулятора.
В различных моделях малогабаритных сварных агрегатов предусматривается регулировка выходного напряжения. Отдельные производители и даже домашние мастера ещё более улучшают конструкцию своих моделей, устанавливая в них специальные ограничители тока.
С данными по выходным параметрам таких устройств можно ознакомиться по таблицам зависимости рабочего напряжения и тока от сечения свариваемых проводов и их количества в скрутке.


Снятие изоляционного слоя с проводов
Перед тем как выполнить сращивание проводов необходимо удалить с их поверхности изоляцию. Но перед тем как приступить к этой, на первый взгляд, простой процедуре, надо понять, а какую роль она играет в конструкции кабеля.
Предназначение изоляции
Этот слой предотвращает замыкание, которое может произойти между проводами. Кроме того, ее наличие предохраняет человека от поражения электрическим током.

Изоляция
Изоляцию применяют на проводах можно разделить на одно- и многослойную. Для многослойной применяют разные материалы – бумагу, полимеры, смолы и многие другие.
Провод, применяемый в бытовой технике, представляет собой кабель небольшого сечения. Удалить изоляцию с него не составляет особого труда, для этого необходимо иметь заточенный нож, можно использовать плоскогубцы или бокорезы. Для снятия слоя изоляции необходимо выполнить несколько круговых движений ножом и при этом желательно не повредить его жилы. Такой вариант зачистки кабеля подходит для выполнения работ по дому, например, при установке электротехнической арматуры (розетки, выключатели и пр.).

Снятие изоляции
Иногда бывает такое, что в силу разных причин повреждаются кабеля, которые подходят к вилке. Многие зарядные устройства отличаются наличием тонкими проводами, количеством самих проводов. Ко всему прочему кабеля заливают в единую оплетку. То есть в данном случае изоляция — это непросто защита, а по сути, канал, состоящий из двух или трех камер.
В этом случае понятно, что надо делать, но не совсем понятно, а как это сделать, то есть снять изоляционный слой.
Профессиональные электрики рекомендуют в таком случае использовать тонкое лезвие, например, от бритвы. При разделке такого кабеля потребуется его зафиксировать в тисах, но может подойти и крепежное устройство от светильника.
Для снятия изоляции необходимо разделить кабель на входящие в его состав жилы. Эту операцию надо выполнить таким образом, чтобы не повредить жилы. Тщательный подход к делу позволит быстро и аккуратно снять изоляцию и продолжить работы по восстановлению работоспособности устройства.
Инструменты для зачистки проводов
Для снятия изоляции можно, конечно, использовать острозаточенный нож, кухонный или сапожный. Но целесообразно все же использовать специальный инструмент:
- резак, который оснащен острыми сменными лезвиями;
- плоскогубцами;
- ножницы, которые применяют для разрезания проводов и металла.
Особенно это касается тонких проводов, которые применяют при монтаже слаботочных систем.

Инструменты для снятия изоляции
Работы, производимые на любой электрической аппаратуре необходимо выполнять с особой тщательностью. Даже малое повреждение изоляции, может, со временем привести к ее пробою и в как следствие к выходу устройства из строя.
Если в процессе работы изоляции снято больше чем надо, излишек кабеля надо удалить. Оголенными кабеля оставлять нельзя.
Какой инструмент использовать для снятия изоляции каждый определяет сам, кто-то использует специальный инструмент, а кто-то может выполнить эту работу с применением подручных средств.
И еще одно, эксплуатационная практика показывает то, что сложности в эксплуатации электрических приборов, неважно будь это кофемолка или силовой агрегат, возникают именно там, где был удален слой изоляции. На самом деле, лучшее решение заключается в том, что для выполнения работы связанной с электрическим хозяйством в домашних условиях лучше вызвать профессионального электрика из управляющей компании или из предприятия, которое оказывает подобные услуги
На самом деле, лучшее решение заключается в том, что для выполнения работы связанной с электрическим хозяйством в домашних условиях лучше вызвать профессионального электрика из управляющей компании или из предприятия, которое оказывает подобные услуги.
Особенности сварки алюминиевого провода
Сварка алюминиевых проводов, преимущественно встречается в большой промышленности. Для процесса сваривания используют аргоном или привычный сварочный аппарат. Чтобы не перепалить провод, сварка производится на пониженной мощности.
Могут возникать некоторые трудности в виде оксидной плёнки, скорость её образования очень велика. В результате она остаётся на расплавленном металле. Чтобы этого избежать, используются газовая защитная среда и флюс для алюминиевого кабеля.
Сварка алюминиевого провода своими руками в домашних условиях, не является простой задачей. Нужно обладать сверхточными и быстрыми движениями, дабы избежать переплавки металла. Если Вы мастер без опыта, поработайте с газом на более низких скоростях. Но если опыта достаточно, самым удобным вариантом будет инверторный аппарат.
Сварка алюминиевого провода по шагам
Рассмотрим сварку алюминиевого провода по шагам:
- Сначала удаляем изоляцию и все лишние материалы;
- Далее концы заготовок обрабатываются флюсом. Это повысит итоговое качество;
- Включаем аппарат и настраиваем правильный режим работы;
- Начинаем сварку;
- Затем убираются лишние части, появившиеся в результате работы;
- Возобновляем изоляцию провода.
Технология ручной сварки дугой
Дуговая сварка – самый распространённый тип сварки металла. Способ универсален, технологически прост и позволяет получать сварочные швы хорошего качества в непроизводственных условиях. Электроток сварочного источника образует дугу между изделием и электродом. На нём сгорает покрытие (флюс), выделяя газ, очищающий рабочую область от кислорода.
При постоянном или переменном токе для сварки используются плавящиеся электроды. Их во время процесса передвигают по оси координат, чтобы сохранить размер дуги. Оптимальной считается дуга не больше стержня электрода, обеспечивающая самое высокое качество шва. Если допускать длинную дугу, качество сварки током ухудшится из-за отклонения дуги от заданного направления. Необходимо соблюдать определённую скорость перемещения электрода, чтобы шов не получился неровным или неплотным.
По форме и типам соединений сварочные швы разделяются на:
- тавровые;
- угловые;
- стыковые;
- нахлесточные;
- торцовые.
Разные углы наклона электрода позволяют создавать разные по типу швы. Самый удобный промежуток – между 45 и 90 градусами, при котором сварочная ванна полностью в зоне видимости. С опытом приходит и понимание, как именно нужно менять угол наклона.
Обычно сварочные аппараты комплектуются кабелем массы с держателем зажимного типа. С первого взгляда, это удобно, такое приспособление можно надежно закрепить к практически любой поверхности (листы, металлопрокат и прочие). Но бывают ситуации, когда нет возможности установить такую массу на заготовку или, еще чаще, она перегорает. Неплохой альтернативой станет магнитный контакт сварочного кабеля.
Список источников
- svarkaed.ru
- svaring.com
- electrod.biz
- generatorexperts.ru
- expertsvarki.ru
- stankiexpert.ru
- eti.su
- kakpravilnosdelat.ru
- electric-220.ru
- YaElectrik.ru