
Важно!
К производству работ по сварке и контролю за ее проведением допускаются аттестованные сварщики и специалисты сварочного производства, прошедшие специальную подготовку и аттестацию с проверкой теоретических и практических навыков и имеющие удостоверение установленной формы.
Желательно, чтобы срок действия их квалификационных удостоверений перекрывал планируемый срок выполнения работ. Сведения о сварщиках и выполняемых ими работах должны ежедневно фиксироваться в журнале сварочных работ. Журнал сварочных работ является основным первичным производственным документом, отражающим технологическую последовательность, сроки, качество выполнения сварочных работ.
Электромуфтовая сварка, перед началом работ принимаются необходимые меры по защите людей от поражения электрическим током (защитное заземление, разделительные трансформаторы и другие мероприятия, предусмотренные Правилами устройства электроустановок). В случае проведения сварочных работ в темное время суток организуется местное освещение. Потребность в защитных палатках, защищающих место сварки от влаги и ветра, определяется в зависимости от климатических условий (во время дождя, снегопада, тумана и при ветре свыше 10 м/с). Автономный источник электроснабжения располагают на расстоянии в несколько метров с подветренной стороны.
Типы подключений трубопроводов
- Механические – такие подключения производятся с помощью специальных деталей, осуществляющих соединение труб между собой. Фитинги имеют замечательные технические характеристики, они надежны, легко монтируются, имеют разнообразную форму и типоразмеры.
- Сварные соединения – обеспечивают подключение пластиковых трубопроводов, когда требуется сохранить гибкость системы, но не позволить ей потерять прочность. При этом позволяется как траншейная прокладка труб, так и бестраншейный тип монтажа. Наиболее часто используемыми являются сварка в стыки и с использованием электромуфты.
Механическая обработка торцов свариваемых поверхностей труб
Концы полиэтиленовых труб должны быть сухими, чистыми и иметь ровный перпендикулярный срез.
Отрезание трубы производится труборезами или ножницами в диапазоне диаметров от 20 до 160 мм.
|
Ножницы |
Телескопический труборез |
Для труб диаметром до 225 мм или до 315 мм применяется гильотина.
|
Гильотина |
|---|
Для труб диаметром от 160 до 355 мм применяется электрическая дисковая пила.
 Дисковая пила UKS 160/355 Дисковая пила UKS 160/355
|
Для труб диаметром от 400 мм и более применяется цепная электрическая дисковая пила.
|
Цепная дисковая пила |
К данной подготовительной операции необходимо отнестись очень внимательно, т.к. сварка труб с чрезмерным скосом может привести к смещению и замыканию витков спирали и попаданию расплавленного материала между торцами труб. В таком случае есть вероятность того, что не будет создано сварочное давление, и это отразится на качестве сварочного шва.
 Пример с косым срезом трубы Пример с косым срезом трубы
|
 Пример с межвитковым замыканием Пример с межвитковым замыканием
|
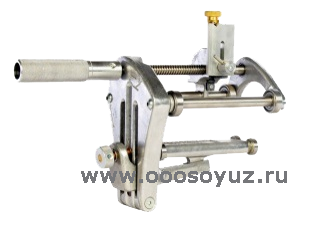
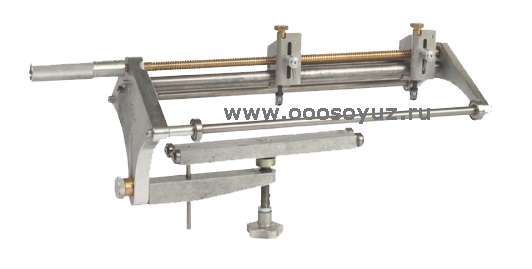
Еще одним фактором, влияющим на качество сварки, является точность сопряжения поверхностей полиэтиленовой трубы и электрофитинга. Поэтому после очистки и резки труб проводится их механическая обработка (зачистка). Цель этой зачистки – удаление наружного слоя с загрязнениями и оксидной пленки. Для этой работы применяются механические зачистные устройства, которые обеспечивают быстрое и равномерное снятие оксидного слоя с поверхности труб. Не снятие оксидного слоя оказывает отрицательное воздействие на качество сварного соединения и приводит к непровару.
|
|
|
 На трубе не снят оксидный слой
На трубе не снят оксидный слой
При воздействии ультрафиолетового излучения (окружающей среды) на поверхности трубы быстро появляется окисленный слой. Поэтому зачистку трубы необходимо проводить непосредственно перед сварочным процессом.
Механическую зачистку труб с помощью зачистного устройства производят на длину, равную не менее 0,5 длины фитинга с закладным нагревателем. Толщина снимаемого слоя с полиэтиленовой трубы составляет 0,1–0,2 мм. Для труб диаметром до 63 мм применяется ручной скребок (цикля). Перед использованием механической зачистки необходимо промерить диаметр зачищаемой трубы, если труба не имеет плюсовых допусков по диаметру, тогда целесообразно применить циклю, которая позволяет снимать стружку толщиной до 0,1 мм. Если с поверхности полиэтиленовой трубы удален слишком толстый слой стружки, то это отрицательно отразится на качестве сварного шва.
| Зачистное устройство | Диаметр обрабатываемых труб, мм |
| 63–225 | |
 |
110–500 |
 |
450–1200 |
Согласно СП 42-103-2003:
«кольцевой зазор между трубой и соединительной деталью не должен, как правило, превышать 0,3 мм, и после сборки на трубе должны быть видны следы механической обработки поверхности».
Для седловых отводов зачищается место на трубе с припуском от 5 до 10 мм с каждой стороны седла.
Сами электрофитинги механической обработке не подвергаются из-за возможности повредить спираль.
сварка пнд труб .
| Стыковая сварка труб ПНД |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Электромуфтовая сварка труб ПНД. Инструкция (анимация) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Муфтовая сварка полиэтиленовой трубы |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Пайка ПНД труб диаметром 710 |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Стыковая сварка труб ПНД ( видео с объекта) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| СВАРКА ПНД ТРУБ своими руками. КАК СВАРИТЬ ПНД ТРУБУ своими руками. How to DIY |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка пнд трубы электросварной муфтой аппаратом ручной дуговой сварки |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Erbach S 160 B – аппарат для сварки ПЭ (ПНД) труб. Эрбах S 160 – стыковой сварочный аппарат |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка ПНД подручними инструментами |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Пайка ПНД труб. (они не паяются) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка полиэтиленовой трубы d 63 |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка. Сварка труб в стык. Сварка полиэтиленовых труб. |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Врезка в полиэтиленовую трубу под давлением |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| стыковой метод сварки полиэтиленовой трубы |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка полиэтиленовых труб (сварка пэ труб) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Технология сварки пластиковых труб +18 (не нормативная лексика ) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Стыковая сварка труб |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварочный аппарат для сварки полиэтиленовых труб PT160 |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
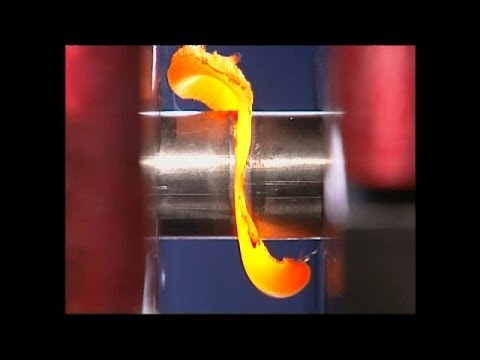
| Сварка трением |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Спайка черной полиэтиленовой трубы, с электро муфтой специальным устройством THERMOPLAST |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Аппарат Трасса М для электромуфтовой сварки труб ПНД |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка труб пэ нагретым инструментом (стыковая сварка) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| пнд сварка в стык без фитингов. краш тест пнд трубы |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как паять пластиковые трубы |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка пнд труб, пайка труб. |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка ПНД трубы зарядным устройством и электромуфтой |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Пайка ПНД и ПП (Полиэтилен низкого давления с Полипропиленом) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Инструкция по использованию аппаратов стыковой сварки полиэтиленовых труб |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка полиэтиленовых (ПНД/ПЭ) труб на объекте. Аппарат стыковой сварки ATLANT 160G |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Turan Makina инструкция. Инструкция по стыковой сварки пластиковых труб из полиэтилена ПЭ |
Описание процесса сварки полиэтиленовых труб встык.
Сварка полиэтиленовых труб ПНД встык заключается в нагреве торцов свариваемых труб или деталей до вязкотекучего состояния полиэтилена в результате контакта с нагревателем и последующем соединении торцов под давлением после удаления нагревателя. Процесс сварки можно разделить на следующие этапы: оплавление полиэтиленовых труб и фитингов, нагрев, удаление нагревателя, сварка и охлаждение. При оплавлении происходит образование первичного грата. При нагреве тепло распространяется вглубь материала. Давление при этом близко к нулю (оно только обеспечивает контакт между торцами труб и нагревателем). При удалении нагревателя происходит удаление нагревательного элемента из зоны сварки (технологическая пауза) и соединение поверхностей сварки. Пауза должна быть как можно короче, во избежание снижения температуры и попадания загрязнений (пыль, песок и т.п.), влияющих на качество соединения. При сварке полиэтиленовых труб ПНД образуется окончательный грат и молекулярные связи, обеспечивающие однородность соединения. При охлаждении происходит осадка стыка и стык приобретает максимальную прочность. По окончании сварки полиэтиленовых труб данный этап позволяет избежать напряжений или ударов, способных нарушить прочность соединения.
Основные этапы сварки полиэтиленовых труб
Процесс сварки полиэтиленовых труб ПНД включает в себя подготовительные операции (одинаковые для всех видов аппаратов), сварку и заключительные операции после окончания остывания сваренных труб:
- Подготовка места сварки, размещение и подготовка сварочного оборудования.
- Подготовка труб и соединительных деталей под сварку.
- Сборка и центровка труб и фитингов.
- Механическая обработка торцов свариваемых труб и фитингов.
Размещают сварочное оборудование для полиэтиленовых (пэ) труб на заранее расчищенной и спланированной площадке после складирования на ней полиэтиленовых труб. Подготовка сварочного оборудования проводится на отключенном от источника питания аппарате перед началом сварки и включает:
- визуальную проверку узлов сварочного аппарата и приспособлений,
- проверку изоляции электрокабелей и заземлителей,
- заправку топливом электрогенератора и проверку надежности его работы контрольным включением,
- проверку наличия масла в гидросистеме,
- проверку работы передвижного зажима,
- проверку исправности и заточки ножей торцевателя,
- проверку работы контрольно-измерительных приборов,
- подбор зажимов и редукционных вкладышей, соответствующих диаметру свариваемых труб,
- обработку смазкой, рекомендованной изготовителем аппарата, трущихся поверхностей и разъемных соединений,
- очистку от пыли и остатков полиэтилена и обезжиривание при помощи чистой хлопчатобумажной салфетки и растворителя (при необходимости) поверхности
- нагревателя в холодном состоянии, а также торцевателя и скребка.
Подготовка и настройка сварочного оборудования для полиэтиленовых труб. должна выполняться специалистом строго по рекомендациям изготовителя. Данные проверки сварочного оборудования можно занести в журнал производства работ.
Описание процесса сварки полиэтиленовых труб с закладными электронагревателями
Сварка при помощи фитингов с закладными нагревателями заключается в расплавлении полиэтилена на соединяемых поверхностях детали (муфты, отвода, перехода и т.д.) и полиэтиленовых труб за счет тепла, выделяемого при протекании электрического тока по заложенной в деталь электрической спирали из металлической проволоки, и последующем естественном охлаждении соединения. В результате такого метода сварки происходит взаимопроникновение молекулярных цепочек между двумя контактирующими поверхностями, затем в процессе остывания образуется неразъемное сварное соединение.
Стыковая сварка ПНД труб своими руками
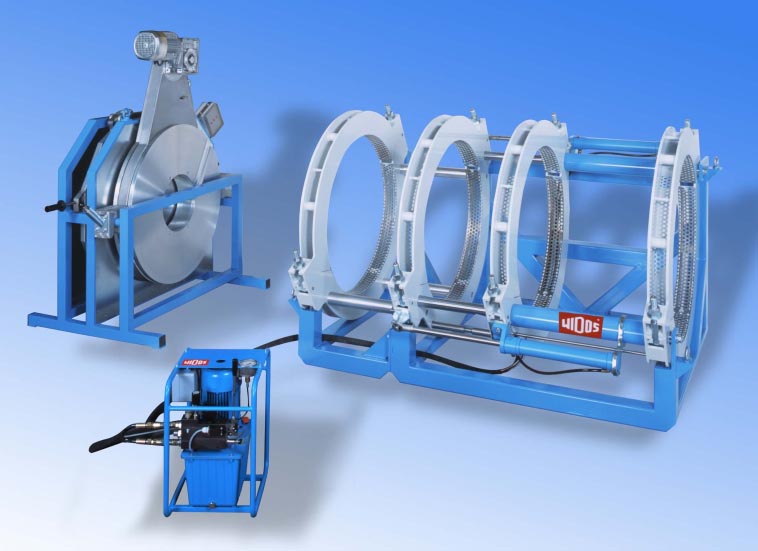
Оборудование для стыковой сварки труб ПНД
Стыковая сварка технологически более сложный процесс, нежели соединение ПНД труб электромуфтой. За работу можно браться, только имея квалификацию сварщика и соответствующий опыт работы.
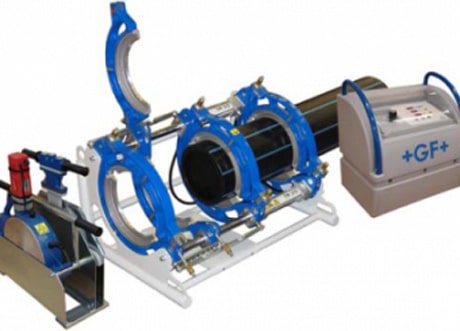
Оборудование для стыковой сварки полиэтиленовых труб
При стыковой сварке образуется монолитный шов, не уступающий по техническим параметрам прочим поверхностям полиэтиленовых труб, не нарушающий гибкости конструкции. Таким способом соединяют трубы между собой, а также производят монтаж фитингов и других деталей.
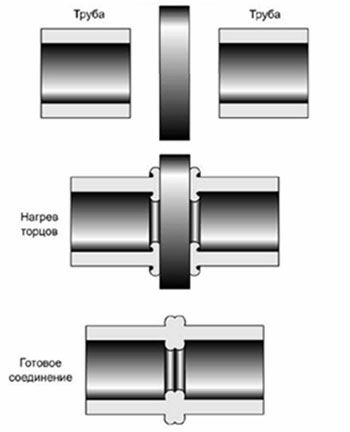
Схема стыковой сварки
Стыковая сварка применима только для соединения деталей одинаковой марки полиэтилена, диаметра, SDR с толщиной стенок более 4,5 мм и диаметром более 50 мм. Температурный режим для работы должен соответствовать диапазону от -15°С до +45°С.
Технология стыковой сварки полиэтиленовых труб
На подготовительном этапе проверяют овальность полиэтиленовых труб, сравнивают толщину их стенок, соответствие SDR свариваемых деталей. После этого с торцов ударяют сколы, неровности (можно использовать электроторцеватель, который обрежет трубы под углом 90°), очищают от загрязнений (пыли, песка, влаги и т.д.).
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см.
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
После этого производят формирование первичного грата путем расплавления торцов труб на аппарате для сварки.
Нагревателем воздействуют на торцы ПНД труб. При этом тепло распространяется вглубь полиэтилена, начинается процесс его плавления.
После выдерживания нагревательной части сварочного аппарата на торцах труб в течение определенного времени, которое выбирается в зависимости от размера и толщины изделий, ее аккуратно удаляют, а нагретые трубы стыкуют между собой
Важно, чтобы время, затраченное на удаление сварочного аппарата и стыковку нагретых концов труб было минимальным
На горячем полиэтилене после стыковки образуется окончательный грат. Надлежащее давление обеспечивает машинка с гидродинамическим перемещателем.
Когда полиэтилен остынет, получится равномерный герметичный шов — бурт. В случае допущения ошибок в технологическом процессе / монтаже, шов получается неоднородным или кривым
Важно не допускать сдвига стенок труб относительно друг друга более чем на 10% от толщины их стенок
Внешний вид верно и ошибочно сваренных встык труб ПНД
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Трубы устанавливают в центратор, выдерживая расстояние между торцами около 4 см
Труба в разрезе после сварки электромуфтовым способом
Таблица с рекомендуемыми временными параметрами при стыковой сварке полиэтиленовых труб
Схема стыковой сварки
Соединительные детали для монтажа полиэтиленовых труб

Сварка электромуфтовая

Сварка труб ПНД своими руками
Протокол сварки
Оборудование для стыковой сварки труб ПНД
Оборудование для стыковой сварки полиэтиленовых труб
Внешний вид верно и ошибочно сваренных встык труб ПНД

Схема работы
Так как соединяемые поверхности должны стать вязкими перед сваркой, нагретый до определенной температуры воздух выходит в зону сварки из специального сопла. Температуру можно регулировать. Нагрев может быть осуществлен встроенными нагревателями в экструдере (термофен), либо может поступать от внешних носителей (компрессор или пневмосеть в организации).
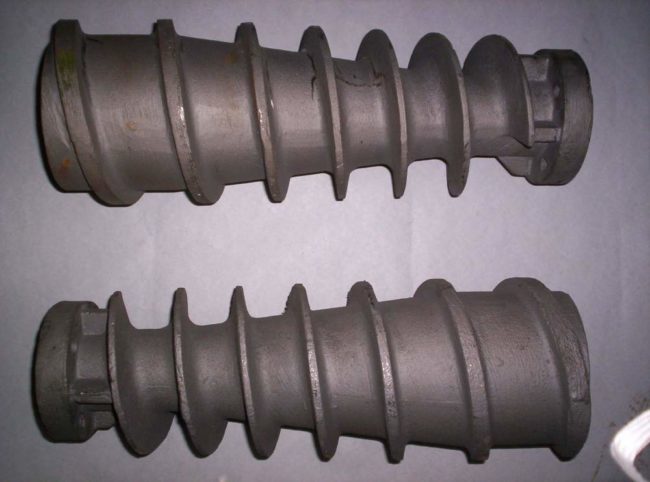
Образцы шнеков для сварочного экструдера
Экструдеры бывают шнековые и безшнековые. Шнековые экструдеры отличаются тем, что присадочный материал расплавляется в шнековой камере и выталкивается наружу с помощью шнека. В безшнековых экструдерах присадочный материал выталкивается с помощью твердой, еще не расплавленной части прутка. Такие экструдеры еще называют плунжерными. Их производительность меньше, чем у шнековых, с ними невозможно использовать гранулы в качестве присадочного материала. Зато его легко можно использовать в малодоступных местах. На окончании сварочного башмака имеется специальное отверстие, которое контролирует поступление присадочного материала в зону сварки.
Экструзионный вид сварки используется чаще для полиэтилена низкого давления, полипропилена, других термопластов 1-й группы. Эта группа отличительна тем, что разница между расплавленным состоянием и состоянием термодеструкции примерно пятьдесят градусов. Таким образом, незначительный перегрев на 30-40 градусов не испортит материал. Термопласты 2-й группы – это ПВДФ и ПВХ. Разница в температурах между вышеуказанными состояниями небольшая, что требует строгого соблюдения температурного режима в зоне нагрева. Шнек для термопластов 2-й группы должен иметь особую форму для более тщательного перемешивания присадочного материала без перегрева.
Таким образом, экструзионный способ сварки полипропиленовых изделий является самым простым для новичков, применяется для соединения толстостенных изделий. Новички могут изготовить ручной сварочный экструдер своими руками. Ручной экструдер для сварки выбрать достаточно легко, так как на рынке существуем множество аппаратов для этого вида соединения, одним из самых популярных является сварочный экструдер leister fusion 2.
Муфтовая сварка заготовок из ПНД

Сварка ПНД труб муфтовым методом выполняется при помощи специального сварочного агрегата, называемого паяльником, а также набора специальных насадок, которые могут отличаться диаметром. Размер насадки подбирается, исходя из диаметра свариваемых полиэтиленовых труб.
Муфтовая пайка трубопроводов из ПНД выполняется с применением фитингов. Конфигурация этих изделий может быть разной. Они бывают в виде уголков, тройников или муфты. При таком способе пайки свариваются торцы заготовок и фитингов.
Нагревание полиэтиленовых деталей осуществляется посредством контакта заготовки с нагреваемой металлической деталью сварочного агрегата. Она состоит из двух скручивающихся частей:
- дорн нагревает внутреннюю поверхность фитинга;
- труба для нагрева вставляется в гильзу.
Чтобы установить эту насадку в отверстие паяльного агрегата, гильзу и дорн необходимо скрутить между собой.
Пайка полиэтиленовых труб муфтовым методом предполагает проведение следующих подготовительных мероприятий:
- Заготовки необходимо подрезать при помощи специальных ножниц до нужного размера. При этом нужно следить, чтобы срез был строго перпендикулярным продольной оси изделия.
- Перед тем как будет выполняться пайка, торцы соединяемых заготовок необходимо очистить.
- Для предотвращения нежелательного охлаждения в ходе выполнения сваривания, торцы труб, которые в данный момент не подвергаются соединению, закрываются пробками.
- После этого нужно очистить поверхность насадки для сваривания от частиц материала, которые могли остаться после выполнения предыдущей работы.
Теперь можно приступать к самому процессу сваривания, который выполняется в такой последовательности:
Сначала насадку необходимо разогреть до сварочной температуры. Когда значение достигнет требуемого уровня, индикатор на корпусе паяльника подаст сигнал.
После этого ПНД трубу нужно вставить в гильзу до упора. В свою очередь фитинг надевается на дорн тоже до упора. Поскольку диаметры немного отличаются, то для выполнения процедуры придётся приложить определённые усилия.
Время сваривания труб выбираем по специальным таблицам, где этот показатель указан для изделий разного диаметра.
В процессе вставления трубчатого элемента и надевания фитинга излишек материала с поверхности заготовок расплавляется и выдавливается наружу. В итоге по кромке свариваемых элементов образуется кольцевой валик – гарт.
Надавливание при вставлении деталей стоит прекратить в тот момент, когда заготовка и фитинг достигнут упора
Очень важно соблюдать это условие, поскольку в противном случае соединение будет недостаточно прочным. Поскольку точно определить глубину погружения заготовки сложно, необходимо предварительно измерять эту величину и нанести отметку на трубу.
Затем снимите свариваемые заготовки с насадки
После этого установите трубу в фитинг таким образом, чтобы она плотно упёрлась в кольцевой валик. Дайте соединённым элементам остыть. При этом не стоит их крутить и подвергать различным механическим воздействиям.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
- Центратор. Это станина с 4 металлическими зажимами для труб, два из которых подвижны, а два жестко зафиксированы на основании.
- Торцеватель. Представляет собой отдельное дисковое устройство для точной механической обрезки концов свариваемых труб. Устройство крепится к направляющим сварочного аппарата.
- Нагревательное зеркало. Представляет собой покрытую тефлоном округлую пластину, к которой придавливаются стыки труб для расплавления ПЭ. Имеет встроенный термометр.
- Гидравлический или механический привод. Устройство для регулирования силы сдавления труб при их нагреве и последующем соединении.
- Редукционные вкладыши. Это набор сменных полуколец для фиксации труб различного диаметра.
- Блок управления. Входит в комплекты оборудования с автоматизацией процесса сварки.
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат;
- ножницы-труборезы;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Подготовка к сварочному процессу
Непосредственно перед нагревом спаиваемых деталей нужно:
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
После всего необходимо очистить края соединяемых деталей от стружки.

Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.
Способы соединения пнд труб
Пнд сварку труб можно осуществить несколькими способами:
- стыковой сваркой (соединение выполняется благодаря использованию стальных фланцев);
- электрофузионной муфтой.
 Трубы полиэтиленовые широко применяются в строительстве
Трубы полиэтиленовые широко применяются в строительстве
Особенности стыковой сварки
Монтаж труб из полиэтилена большого диаметра соединяют сваркой встык. В результате получается цельная линия, а значит, стыковка будет надежной.
Однако следует учитывать, что такой тип соединения – технологически кропотливый процесс. Потребуется специальное сварочное оборудование, помощь высококвалифицированного сварщика. Тем не менее, использование дополнительных деталей не нужно, что заметно облегчает процесс монтажа.
Сварка высокого качества должна выполняться одним швом. Это обеспечит высокую прочность с остальной частью монтируемой трубы.
Стыковая сварка пнд труб может применяться как для соединения труб магистрали между собой, так и для слития соединительных деталей. Это универсальный и эффективный способ, при использовании которого сохраняется гибкость полиэтилена, а значит, и всей системы трубопровода.
 Сварка пнд труб
Сварка пнд труб
Технология сварки встык такова:
- концы свариваемых труб устанавливаются в самом центре сварочного аппарата;
- элементы выравниваются и фиксируются;
- торцы очищаются чистой хлопковой салфеткой от пыли и сора;
- свариваемые поверхности обрабатываются механически (специальным торцующим устройством);
- когда торцовка останавливается, проверяется параллельность концов;
- если остается зазор, который заметно превышает допустимое по техническим характеристикам значение, торцовку повторяют.
Для сварки пнд труб используется специальное оборудование. При помощи инструмента с антипригарным покрытием нагревают торцы труб, предназначенных для сваривания. После того, как края оплавились, свариваемые поверхности разводятся, а нагревательный элемент извлекается. Концы смыкают, после чего равномерно поднимают давление до заданного значения прижима. Шов необходимо выдержать определенное время под заданным давлением.
После этих работ сварка пнд труб встык проверяется по внешнему виду, по ширине и высоте грата.
 Аппарат для сварки труб встык
Аппарат для сварки труб встык
Электромуфтовое соединение
Соединение данного типа выполняется при помощи специальной муфты, в которую встроены электронагревательные элементы. Оно способно выдержать давление до 16 атм. Электромуфтовая сварка пнд труб по своим экономическим характеристикам уступает стыковой сварке, однако она незаменима в стесненных условиях, когда установка габаритного аппарата для сварки становится просто невозможной.
Как правило, соединение полиэтиленовых труб осуществляется при помощи простой электромуфты. Но могут применяться также седловые отводы, электрофузионные тройники. Часто такие муфты используют для монтажа трубопровода небольшого диаметра.
 Электромуфтовый способ сваривания
Электромуфтовый способ сваривания
Какова же технология сварки труб пнд электромуфтовым методом?
Поверхности полиэтиленовых труб подготавливаются заранее: снимается поверхностный слой, удаляются загрязнения в месте, отведенном под сваривание.
Элементы будущей магистрали трубопровода и электромуфта позиционируются на одной оси (это очень важно). Подключается аппарат, который подает ток
Это приводит к тому, что закладные электроэлементы муфты постепенно нагреваются и расплавляют поверхности полиэтиленовой трубы
Подключается аппарат, который подает ток. Это приводит к тому, что закладные электроэлементы муфты постепенно нагреваются и расплавляют поверхности полиэтиленовой трубы.
В процессе плавления поверхность увеличивается в размерах. Поскольку пространство ограничено диаметром электромуфты, создается необходимое давление для сварки.
 Сварочное оборудование для полиэтиленовых труб
Сварочное оборудование для полиэтиленовых труб
Аппарат для сварки труб пнд отключается. После того, как необходимое время для остывания истечет, соединение можно проверять на прочность.
Такой тип сварки может быть применен не только для монтажа системы водопровода, но и газопровода.
Соединение труб при помощи фитингов с нагревательными закладными элементами часто используется и во время ремонтных работ, особенно, когда необходимо выполнить врезку в действующий трубопровод.
При установке полиэтиленовых труб часто используются разъемные соединения, фланцы. Если элементы магистрали имеют диаметр в 50 мм и менее, они соединяются посредством обжимных фитингов, компрессионных фитингов.
Особенности работы с полиэтиленом низкого давления
На сегодняшний день ПНД очень популярен, как материал, выступающий в качестве замены железным, чугунным или пластиковым трубам. Преимущество его очевидно – это долгий эксплуатационный срок. Монтируются изделия из такого материала достаточно просто, если учитывать широкую функциональность современных аппаратов, используемых при сварке (подробнее: “Соединительная сварка ПНД труб: виды и особенности соединения”).

Стоит знать о некоторых нюансах, чтобы сварка полиэтиленовых трубопроводов дала качественный и надежный результат:
- Начинается все с подготовки рабочего места. Для этого необходимо убрать все лишнее, а также отчистить его от пыли, мусора и т.д. Затем в максимальной доступности располагаются все используемые в работе инструменты.
- Каждый элемент, используемый в процессе сварки, будь то труба или фитинг, должен быть очищен от любых видов загрязнений.
- Затем трубы и фитинги соединяются между собой.
- Нельзя забыть о подготовке краев изделий. Все они должны быть обрезаны под нужным углом и зачищены от излишков материала.
Метод соединения через у встык
Данный метод применяется, как правило, если приходится иметь дело с трубами со стенками не толще 5 миллиметров.
Чтобы выполнить такой тип соединения, нужно будет проделать следующее:
- Выровнять торцы труб, избавить их вот возможных шероховатоестей;
- Снять фаску примерна на ширину от 2 до 3 миллиметров;
- Провести обезжиривание места сварки;
- Проконтролировать соосность соединяемых между собой торцов;
- Затем между соединяемыми торцам устанавливается нагревательный элемент, сами торцы прижимаются к нагревателю – до их оплавления;
- Нагревательный элемент убирается, торцы прижимаются друг к другу без вращения относительно друг друга. Нужно просто подождать, пока не остынет свариваемый материал.
После того, как соединение было осуществлено, не будет лишним проконтролировать плотность и герметичность соединений
Особенно это важно, если планируется убрать соединяемые таким образом между собой трубы в стену. Ведь впоследствии в случае обнаружения брака на исправление ошибки уйдет значительно больше сил и времени
Существует и еще один вариант соединения неразъемного типа. Это так называемый электросварочный фитинг, он же – электромуфтовая сварка. Чтобы проделать сварку таким способом, потребуется специальная одноразовая муфта, внутрь которой вмонтировано нагревательное устройство. Муфту нужно надеть встык и подключить к источнику электричества. Как долго следует нагревать – указано в прилагаемой инструкции по установке. Для той или иной модели муфты этот параметр может быть разным.

Стыковая сварка применяется чаще всего для труб с большим диаметром при прокладке трубопроводов, для такого способа соединения труб требуются большие затраты времени.
После того, как нагрев произошел, нужно отключить муфту от электричества и дождаться остывания материала. Теперь можно и провести пробный пуск воды для обнаружения возможных протечек.
Достоинством такой электромуфтовой сварки является ее простота, а также высокая степень надежности и прочности соединения. Такой способ особенно целесообразен в случае необходимости впоследствии спрятать трубы в траншее или в ином труднодоступном месте.
Список источников
- montagtrub.ru
- kachestvolife.club
- www.ooosoyuz.ru
- funer.ru
- trubaspec.com
- vodakanazer.ru
- svarkaed.ru
- sovet-ingenera.com
- trubsovet.ru
- ogodom.ru
- www.svarnn.ru
- 79w.ru
















