
Конденсаторная сварка: что это такое
Конденсаторная сварка своими руками была разработана еще в 30-х годах XX века. Сегодня эта технология активно используется предприятиями промышленности и умельцами с целью выполнения бытовых сварных операций.
Особенно популярна такая технология в цехах ремонта кузовов транспортных средств: в отличие от дугового, при конденсаторном методе создания сварного шва не происходит прожигание и деформация тонких стенок листов кузовных деталей. В последующее время соединенным деталям кузова не нужна дополнительная рихтовка.
Такую технологию применяют в радиоэлектронике для соединения изделий, не паяющихся посредством обычных флюсов или выходящих из строя при перегреве.
Активно применяются аппараты конденсаторной сварки ювелирами при изготовлении и ремонте ювелирных украшений, на предприятиях, выпускающих коммуникационные шкафы, лабораторное, медицинское, пищевое оборудование, при строительстве зданий, мостов, инженерных коммуникаций.
Столь широкое распространение можно объяснить действием ряда факторов:
простая конструкция сварочного аппарата, который при желании можно собрать своими руками;
точечная сварка отличается относительно низкой энергоемкостью и малыми нагрузками, создаваемыми на электрическую сеть;
высокие показатели производительности, что крайне важно при серийном производстве;
возможность снизить термическое влияние на соединяемые поверхности, что позволяет сваривать детали малых размеров и работать с теми конструкциями, стенки которых чрезмерно тонки и могут деформироваться при обычной сварке.
На заметку! Достоинством технологии конденсаторной сварки является простота ее реализации: даже средний уровень квалификации позволяет мастеру создать качественные сварные швы.
 Способ конденсаторной сварки изделия.
Способ конденсаторной сварки изделия.
Правила осуществления сварных операций с помощью энергии конденсаторов регламентируются ГОСТ. Принцип технологии основывается на трансформации энергии электрического заряда, накопленного на конденсаторах, в тепловую энергию.
При соприкосновении электродов происходит разряд и образуется электрическая дуга краткого действия. За счёт выделяемого ею тепла кромки соединяемых деталей из металла плавятся, образуя сварной шов.
При конденсаторной сварке ток подается на сварной электрод в виде кратковременного импульса высокой мощности, который получается за счет монтажа в оборудование конденсаторов большой емкости.
В случае использования контактной сварки ток непрерывен. В этом заключается основное отличие этих видов выполнения сварных операций.
В итоге, мастер может достичь высоких показателей двух важных параметров:
- на термический нагрев соединяемых деталей требуется гораздо меньше времени, что особенно ценно для производителей электронных компонентов;
- ток, используемый для соединения деталей, обладает высокой мощностью, поэтому и сами сварные швы получаются более качественными.
В процессе сварных операций для крепления элементов и узлов разных изделий могут потребоваться разные по разновидности и назначению шпильки.
Также отметим, что огромным плюсом конденсаторного сварного аппарата является его компактность. Для применения такой технологии на практике не потребуется мощный источник питания, устройство можно заряжать между переносом электрода к следующей точке.
Особенности работы самодельного агрегата
Осуществить ударную конденсаторную сварку можно с помощью специального аппарата заводского производства, который продается в специализированных магазинах. Однако, вполне реально изготовить сварку конденсаторного типа самостоятельно в условиях маленькой мастерской.
Изготовленные своими силами агрегаты демонстрируют высокие эксплуатационные параметры и в работе не уступают заводским моделям.
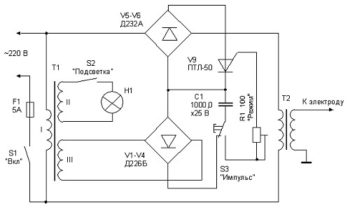 Самодельный аппарат конденсаторной сварки.
Самодельный аппарат конденсаторной сварки.
Перед работой самодельному аппарату для сварки, использующему энергию конденсаторов, задают основные параметры функционирования:
- напряжение в зоне контактной сварки металлоизделий;
- вид и сила тока;
- длительность действия сварного импульса;
- число и размеры сварной проволоки, применяемой в работе.
Платы управления, присутствующие в конструкции и заводских, и самодельных сварочных агрегатов, предоставляют мастеру возможность привести поступающее напряжение и постоянную величину тока к стабильному значению
Самодельный агрегат важно оснастить переключателем для выполнения сварки электродами без особенных трудностей
Самодельные агрегаты, как и заводские модели, долговечны, просты в использовании, если при их конструировании придерживаться схемы, технологических требований и норм безопасности.
А технические параметры изготовленной своими силами модели должны соответствовать характеристикам заводских конструкций. Тогда аппарат позволит даже малоопытному сварщику выполнять надежные и долговечные сварные швы методом конденсаторной сварки.
Но не стоит забывать, что весомая доля успеха при выполнении сварочных операций зависит от тщательности подготовительных работ. Обязательно позаботьтесь о том, чтобы свариваемые поверхности не имели загрязнений, слоя пыли, ржавчины перед началом работы.
Такие дефекты могут свести на нет усилия сварщика, став преградой для качественного соединения расплавленных кромок изделий.
Как сделать баластник своими руками?
Первым делом нужно найти подходящую проволоку из металла. Она может быть, к примеру, медная. Дополнительно понадобится цилиндрическая форма, например, труба и амперметр. Нужно продумать, из чего сделать подвижный контакт, это может быть провод.
Следующий этап очень важный: нужно проверить работу нового реостата с помощь. Амперметра. Дело в том, что домашний самодельный баластник для сварочного аппарата не такой точный, как заводские модели.
Следующий нюанс заключается в том, что наш реостат не снабжен корпусом, поэтому соблюдение правил техники безопасности делается еще более обязательным.
Краткая справка о программном обеспечении
Данный пример показывает, как с помощью решений от компании ESI Group можно оптимизировать технологию. В качестве решателя и препроцессора применялся комплекс SYSWELD, в качестве постпроцессора — программа Visual Viewer.
Программа SYSWELD была разработана в 1970-х годах в недрах Министерства атомной промышленности Франции, а затем передана для коммерциализации французской фирме FRAMASOFT S.A., подразделению компании FRAMATOME, которая является известным разработчиком технологий, применяемых в атомной энергетике. Фирма FRAMASOFT S.A. сделала из SYSWELD мощный пакет программ виртуального моделирования сварки и термообработки для самых разных областей применения (рис. 1).

Рис. 1. Принципиальная схема работы SYSWELD
SYSWELD — мощный комплекс программ, содержащий несколько модулей:
- Welding Wizard — моделирует все физические процессы, происходящие во время сварки;
- Heat treatment — моделирует все физические процессы, происходящие во время термообработки;
- Sysweld Assembly — модуль сборки, используемый для моделирования сборки и сварки больших конструкций. Он оперирует переданными из предыдущих модулей величинами (поля напряжений и деформаций) для создания единого НДС всей конструкции.
Технология
Физические характеристики
Лазерная сварка металлов отличается от других видов сварочных технологий высокой плотностью энергии в пятне нагрева — до 1 МВт на кв.см. Это обеспечивает высокую скорость разогрева и охлаждения зоны сварного шва, что значительно уменьшает тепловое воздействие на околошовную зону. Поэтому сварочный процесс не вызывает структурных изменений материала, приводящих к разупрочнению, деформации и образованию трещин.
Размер пятна фокусировки промышленной установки может изменяться в пределах от 0,2 до 13 мм. Глубина проплавления материала прямо пропорциональна энергии излучения лазера, но также зависит от расположения фокальной плоскости луча. Во время сварочной операции зона расплавленного материала перемешается по заданной траектории вместе лазерным лучом, создавая по линии движения сварной шов. Он получается узким и глубоким, поэтому по своей форме принципиально отличается от сварных швов других сварочных технологий.
Виды и режимы лазерной сварки
Технология лазерной сварки включает два вида сварочного соединения: точечное и шовное. При этом промышленные установки могут генерировать два типа лазерного излучения: непрерывное и импульсное. При точечном соединении обычно применяют только импульсное излучение, а при шовном — как непрерывное, так и импульсное. Во втором случае сварной шов образуется путем перекрытия зон импульсного нагрева, поэтому скорость сварки зависит от частоты импульсов. Точечную сварку обычно применяют для соединения тонких металлических деталей, а шовную – для формирования глубоких сварных швов.
Гибридная лазерная сварка относится к сварочным технологиям, при проведении которых применяют присадочные материалы. В этом случае сварочное оборудование дополняется механизмами подачи проволоки, ленты или порошка. Присадочные материалы подаются в зону плавления синхронно с движением сварочной головки, а их толщина соответствует ширине сварного шва и диаметру пятна.
Технологические особенности
Скорость перемещения и энергетические режимы сварочного процесса зависят от ширины сварного шва, а также от вида и толщины свариваемых материалов. Например, стальные листы толщиной 20 мм свариваются газовым лазером со скоростью несколько сот метров в час. Этот показатель на порядок выше предельных характеристик электродуговой сварки.
Лазерная технология особенно эффективна при работе с легированными сталями, чугуном, титаном, медью, медными сплавами, термопластами, стеклом и керамикой. Высокая плотность энергии в пятне нагрева разрушает поверхностные окисные пленки, препятствуя образованию новых окислов. Это позволяет сваривать лазерным лучом титан, алюминий и нержавеющую сталь, не применяя флюсы или защитной среды инертных газов.
Особенностью сварки лазером тонкостенных металлов является очень высокая плотность энергии в сварочной ванне объемом в доли кубического миллиметра. Поэтому сваривание листовых материалов толщиной 0.05-1.0 мм ведется с расфокусировкой лазерного луча. Такой режим снижает КПД сварочного процесса, но при этом исключает сквозное прожигание заготовки.
Принцип работы устройства
Принцип работы сварочного аппарата с инвертором основан на преобразовании токов высокой частоты до необходимой величины. Это и есть основное отличие от традиционного трансформаторного устройства.
В следствие того, что токи преобразуются непосредственно перед процедурой сварки, подобные устройства отличаются относительно малыми габаритами и весом.
Всем известно, в бытовой электросети величина напряжения составляет 220 вольт, а частота переменного тока – 50 Гц. Такие значения не подходят для проведения сварочных работ.
Важным моментом является возможность инверторной схемы обеспечивать указанные величины питания в широком диапазоне значений, что позволяет сваривать металлы в различных условиях.
Принцип работы инвертора для сварки.
Внутреннее устройство прибора предполагает наличие выпрямителя. Он запитывается от обычной бытовой электросети. Его главная задача: преобразование переменного тока в постоянный. Во время данного процесса напряжение не изменяется. Далее блок устройства выполняет обратное преобразование.
В результате указанных операций, частота тока значительно увеличивается. Вместо стандартного значения в 50, оно повышается до нескольких десятков тысяч герц. Такие большие величины достигаются благодаря использованию тиристоров и транзисторов.
В результате, на трансформатор поступает напряжение с высокой частотой. Далее происходит увеличение силы тока за счет снижения напряжения. Трансформаторы, позволяющие осуществить такой переход, отличаются незначительным весом и размерами.
В результате сварочные аппараты стали более мобильными. Такие устройства проще использовать в бытовых целях, например, в маленькой мастерской, на даче или даже дома.
Стоит отметить, что современные устройства отличаются высоким коэффициентом полезного действия, вплоть до 90 процентов.
Раньше данные приборы имели более простое устройство, очень близкое к описанному выше. Однако современные конструкции предусматривают наличие дополнительной электроники, повышающей функциональность инструмента.
Достаточно часто используются различные электронные узлы, на основе микропроцессоров. В результате осуществляется контроль напряжения и тока. Если их значения отклоняются от оптимальных, тогда они корректируются.
Таким образом, оборудование может функционировать без сбоев, а также повышается диапазон выбора параметров сварки.
https://youtube.com/watch?v=DqRvaDfc7xE
Сведение волокон по оболочке с помощью фиксированных V-образных канавок
Первый и самый простой метод – это сведение оптических волокон по оболочке с помощью фиксированных V-образных канавок. Этот метод используется в недорогих и компактных аппаратах, предназначенных для сварки сетей доступа, PON, FTTx и СКС. Типичный представитель: модель Fujikura 12S. В таких аппаратах волокна укладываются в две неподвижные V-образные канавки, геометрические размеры и форма которых обеспечивают очень точную центровку волокон по отношению друг к другу. На этой фотографии показано два оптических волокна, уложенные в синие V-образные канавки модели Fujikura 12S.

Фиксированные V-образные канавки сварочного аппарата Fujikura 12S.
Во время сварки, концы волокон расплавляются дуговым разрядом и сводятся вместе в одно целое. Когда дуга аппарата отключается, расплавленное стекло остывает и за счёт сил поверхностного натяжения происходит дополнительное самовыравнивание волокон.
Главное достоинство аппаратов с юстировкой при помощи фиксированных V-образных канавок – это простота конструкции. В таких аппаратах используется всего два мотора, которые просто сводят волокна друг к другу в точку сварки. Поскольку конструкция не сложная, аппараты имеют компактные размеры, низкую стоимость и повышенную надёжность. Типичные потери на сварном соединении двух одномодовых волокон составляют 0,05 дБ, что полностью подходит для строительства любой сети доступа.
Однако простота конструкции имеет и обратную сторону. Поскольку V-образные канавки зафиксированы, их загрязнение нарушает центровку волокон. Поэтому такие аппараты надо содержать в чистоте и периодически протирать спиртом V-образные канавки и прижимы волокон.
Вторая особенность: если оптические волокна имеют изгиб (например, из-за длительного хранения в согнутом состоянии) либо если волокна плохого качества и их сердцевина располагается не совсем в центре (есть эксцентриситет сердцевины по отношению к оболочке), то потери на сварке увеличатся, так как аппарат не сможет подровнять одно волокно по отношению к другому.
Третья особенность: у камер таких аппаратов фиксированный фокус (подробнее о системе фокусировки смотрите ниже). Следовательно, точность оценки потерь, которые получились на сварке, не такая высокая, как у аппаратов с изменяемой фокусировкой камер.
Правила работы с балластными реостатами
Несмотря на простоту конструкции и применения балластные реостаты требуют выполнения определенных правил эксплуатации:
- Изучить, запомнить и работать только при соблюдении условий, изложенных в техническом паспорте аппарата. Не забывать учитывать климатические условия.
- Не работать с РБ в условиях густой пыли или рядом с местами, где много газа или пара, что очень быстро разрушает электроизоляцию в устройстве.
- Постоянно проверять аппарат в лаборатории по ГОСТу РД 03-614-03.
Чертеж баластника и график напряжения.
При перегреве реостатов нужно подключать к дуге несколько реостатов – в последовательном порядке. Ну а если сварочный ток меньше, то сопротивление следует повышать.
Если вести речь о полной компенсации, то нужно использовать аппараты марок УКДН или УДГУ, которые оснащены батареями конденсаторов.
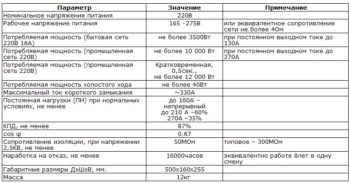
Технические параметры
Итак, как работает инверторный сварочный аппарат – понятно. Данный принцип остается неизменным для всех типов таких устройств. Тем не менее на рынке доступно большое количество различных моделей, представленных как отечественным производителем, так и зарубежными компаниями.
Хотя принцип действия инверторных сварочных аппаратов остается неизменным, некоторые характеристики все же отличаются, а именно:
- величина сварочного тока может варьироваться в широком диапазоне значений: профессиональным устройствам свойственны широкие интервалы, а вот бытовым вариантам более узкие;
- продолжительность включения, показывающая длительность работы на выбранном токе без перерывов.
- холостой ход;
- напряжение электросети.
Таким образом, характеристики будут зависеть от параметров выходного выпрямителя, а также преобразователя частоты тока.
Еще к немаловажным критериям относится мощность прибора. В промышленных агрегатах она может быть очень высокой и достигать двадцати киловатт. Конечно же, использовать подобное оборудование в бытовых целях невозможно. Простая электросеть попросту не рассчитана на подобные нагрузки.
 Характеристики сварочного инвертора.
Характеристики сварочного инвертора.
Стоит понимать: стоимость инструмента будет зависеть от мощности. Чем она выше, тем больше придется заплатить.
Практически все современные типы подобных устройств способны осуществлять следующие виды сварки:
- полуавтоматическая в среде инертных или активных газов, так называемая MIG/MAG;
- ручная дуговая с применением электродов;
- аргонодуговая в среде защитного газа.
В случае использования устройств в последнем типе сварки, инверторы могут комплектоваться дополнительными функциями. К таким относится возможность постепенного снижения силы тока, бесконтактное зажигание дуги, сварка в импульсном режиме, регулировка длительности обдува поверхности газом и т.д.
Процесс сварки в ручном режиме становится более простым и комфортным из-за наличия функции форсажа дуги – ее розжига простым касанием поверхности соединяемых металлических частей конструкции.
В инверторах могут быть реализованы и другие функции. Все они призваны сделать процесс сварки более простым
Тут важно понимать: количество «наворотов» устройства неукоснительно ведет к увеличению его стоимости.
Работа в среде инертных газов также может быть облегчена некоторыми дополнительными возможностями агрегата.
Среди них:
- «мягкий финиш» – автоматическое дожигание проволоки после окончания ее подачи;
- «синергетика» – автоматическое «подстраивание» параметров сварки под значения, заранее заданные мастером;
- «2/ такта» – возможность переключения подачи проволоки с автоматического режима на ручной и обратно;
- «индуктивность» – позволяет понизить количество разбрызгиваемого металла, а также контролировать ширину шва и стабильность дуги.
Импульсный преобразователь
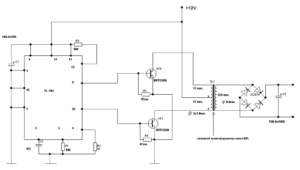 На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
На выходе выпрямительного модуля увеличенное напряжение 310 Вольт поступает на участок схемы с транзисторами. Они в сварочном инверторе выполняют функцию импульсных ключей.
Основное функциональное назначение транзисторов – обеспечение коммутации подводимого к ним напряжения с целью получения импульсного сигнала прямоугольной формы частотой в диапазоне от 60 до 80 килогерц.
Ключевые транзисторы так же, как и диодные мостики, всегда монтируются на радиаторах, обеспечивающих возможность их постоянного охлаждения. Для защиты этих элементов от перенапряжения в схеме предусмотрены специальные демпферные RC-цепочки. Работу остальных преобразовательных модулей сварочного инвертора стоит рассмотреть отдельно.
Сетевой выпрямитель
Особенности работы инвертора предполагают наличие на его входе постоянного сигнала, получаемого путём выпрямления сетевого напряжения 220 Вольт. Выпрямительный модуль состоит из классического диодного мостика и нескольких конденсаторов, обеспечивающих фильтрацию получаемых после выпрямления пульсаций.
К источнику электроэнергии, обеспечивающему электрическим питанием сварочный инвертор, выпрямитель подключён через ещё одну фильтрующую цепочку, защищающую сеть от высокочастотных помех.
Большие рабочие токи выпрямителя сильно нагревают диодный мост, вследствие чего во время работы он нуждается в непрерывном охлаждении. Один из традиционных способов снижения температуры – крепление моста на специальном радиаторе с термическим предохранителем, отключающим схему при его нагреве до 90°.
После к сети, зарядный ток конденсаторов увеличивается настолько, что может вызывать пробой элементов диодного мостика.
Во избежание этого каждый сварочный инвертор должен оборудоваться схемой обеспечения плавного запуска. Для этого в неё вводятся элемент коммутации (реле) и резистор, ослабляющий уровень потребляемого тока в момент включения.
После того как инверторный аппарат выходит на рабочий режим функционирования, реле своими контактами блокирует резистор, отключая его временно от схемы.
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
-
Неустойчивая сварочная дуга.
Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока. -
Появление усилий при отрыве электрода от металла.
Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара. -
Отсутствие сварочной струи.
Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети. -
Отключение инвертора при длительной работе.
Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
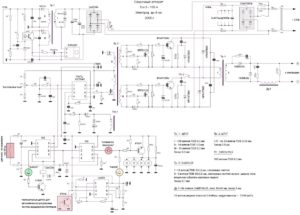
 Схема инверторного сварочного аппарата.
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
-
Попаданием влаги внутрь корпуса инвертора.
Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства. -
Образованием большого количества пыли на основных рабочих элементах.
Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов. -
Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов.
Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Вступление
В настоящее время, вследствие постоянного прогресса в области автоматизированных вычислительных средств, численных методов и программных алгоритмов, в результате приближения мощных коммерческих программных комплексов к нуждам рядовых пользователей, компьютерный инженерный анализ (computer aided engineering, CAE) становится важной и неотъемлемой частью технологических процессов производства. В данной статье мы рассмотрим типичный случай применения программного комплекса SYSWELD от ESI Group для исследования сварочных деформаций в зависимости от закрепления конструкции
При сварке деталей возникает напряженно-деформированное состояние (НДС), которое, как правило, изменяет исходные размеры конструкции, что в ряде случаев приводит к несоответствию с требованиями конструкторской документации (КД). Такие конструкции отправляются на доработку, требующую дополнительных слесарных операций, или просто выбраковываются. Чтобы уменьшить процент брака, проводят ряд экспериментов, в результате которых выявляется наиболее выгодная позиция закрепления конструкции с точки зрения сокращения деформаций. Достойной альтернативой этого дорогостоящего способа являются инженерные расчеты механики деформированного твердого тела. В этом случае расчет нескольких вариантов позволяет выбрать оптимальное размещение зажимов, обеспечивающее коробление заданных КД допусков.
Качество и быстрота компьютерного расчета во многом определяются выбором программы. В нашем случае осознанно применялся SYSWELD, поскольку этот уникальный программный продукт специально предназначен для моделирования процессов сварки различных типов.
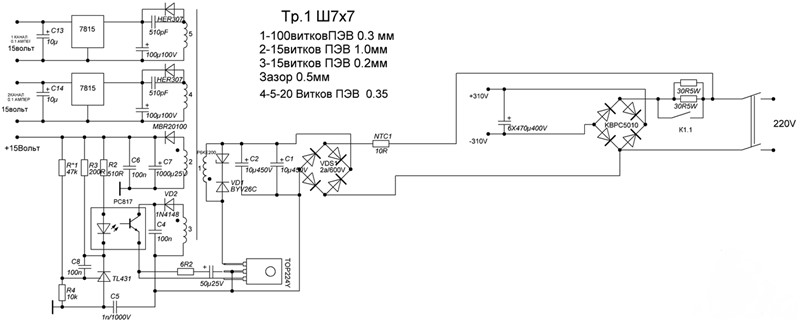
Импульсный трансформатор
 Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
Важнейшим элементом схемы любого сварочного агрегата, определяющим особенности технологического процесса сварки, является понижающий трансформатор.
В сварочных инверторах он отличается особой компактностью. Другое существенное отличие этого узла от традиционных трансформаторов – наличие ещё одной (дополнительной) выходной обмотки, предназначенной для запитывания схемы управления.
На приёмную обмотку инверторного преобразователя поступает последовательность прямоугольных импульсов величиной порядка 310 Вольт и частотой 60-80 килогерц. При этом наводимое во вторичной обмотке напряжение снижается до 60-70 Вольт (за счёт меньшего количества витков).
Одновременно с этим величина тока в выходных цепях сварочного инвертора возрастает до 110-130 Ампер, после чего ток подвергается окончательному выпрямлению.
Список источников
- tutsvarka.ru
- svaring.com
- www.tehencom.com
- svarkaprosto.ru
- sapr.ru















