Рекомендации по обеспечению точности отверстий
Размеры отверстия включают три параметра:
- Номинальный размер (теоретически точное значение)
- Величина поля допуска (обозначается как «IT» согласно стандартам ISO)
- Расположение поля допуска (обозначается заглавными буквами согласно стандарту ISO)
Dmax минус Dmin = величина поля допуска, обозначаемая как «IT».
| Диапазон диаметров, D (мм) | |||||||||
| Ширина инструмента | D > 3–6 | D > 6–10 | D > 10–18 | D > 18–30 | D > 30–50 | D > 50–80 | D > 80–120 | D > 120–180 | D > 180–250 |
| IT5 | 0,005 | 0,006 | 0,008 | 0,009 | 0,011 | 0,013 | 0,015 | 0,018 | 0,020 |
| IT6 | 0,008 | 0,009 | 0,011 | 0,013 | 0,016 | 0,019 | 0,022 | 0,025 | 0,029 |
| IT7 | 0,012 | 0,015 | 0,018 | 0,021 | 0,025 | 0,030 | 0,035 | 0,040 | 0,046 |
| IT8 | 0,018 | 0,022 | 0,027 | 0,033 | 0,039 | 0,046 | 0,054 | 0,063 | 0,072 |
| IT9 | 0,030 | 0,036 | 0,043 | 0,052 | 0,062 | 0,074 | 0,087 | 0,100 | 0,115 |
| IT10 | 0,048 | 0,058 | 0,070 | 0,084 | 0,100 | 0,120 | 0,140 | 0,160 | 0,185 |
| IT11 | 0,075 | 0,090 | 0,110 | 0,130 | 0,160 | 0,190 | 0,220 | 0,250 | 0,290 |
| IT12 | 0,120 | 0,150 | 0,180 | 0,210 | 0,250 | 0,300 | 0,350 | 0,400 | 0,460 |
| IT13 | 0,180 | 0,220 | 0,270 | 0,330 | 0,390 | 0,460 | 0,540 | 0,630 | 0,720 |
| Диапазон диаметров, D (дюйм) | |||||||||
| Ширина инструмента | D > 0,118–0,236 | D > 0,236–0,394 | D > 0,394–0,709 | D > 0,709–1,181 | D > 1,181–1,969 | D > 1,969–3,150 | D > 3,150–4,724 | D > 4,724–7,087 | D > 7,087–9,843 |
| IT5 | 0,0005 | 0,0002 | 0,0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0008 |
| IT6 | 0,0003 | 0,0004 | 0,0004 | 0,0005 | 0,0006 | 0,0007 | 0,0009 | 0,0010 | 0,0011 |
| IT7 | 0,0005 | 0,0006 | 0,0007 | 0,0008 | 0,0010 | 0,0012 | 0,0014 | 0,0016 | 0,0018 |
| IT8 | 0,0007 | 0,0009 | 0,0011 | 0,0013 | 0,0015 | 0,0018 | 0,0021 | 0,0025 | 0,0028 |
| IT9 | 0,0012 | 0,0014 | 0,0017 | 0,0020 | 0,0024 | 0,0029 | 0,0034 | 0,0039 | 0,0045 |
| IT10 | 0,0019 | 0,0023 | 0,0028 | 0,0033 | 0,0039 | 0,0047 | 0,0055 | 0,0063 | 0,0073 |
| IT11 | 0,0030 | 0,0035 | 0,0043 | 0,0051 | 0,0063 | 0,0075 | 0,0087 | 0,0098 | 0,0114 |
| IT12 | 0,0047 | 0,0059 | 0,0071 | 0,0083 | 0,0098 | 0,0118 | 0,0138 | 0,0157 | 0,0181 |
| IT13 | 0,0071 | 0,0087 | 0,0106 | 0,0129 | 0,0154 | 0,0181 | 0,0213 | 0,0248 | 0,0283 |
- Чем меньше квалитет IT, тем меньше допуск.
- Допуск для одного квалитета IT увеличивается по мере увеличения диаметра.
Пример:
Номинальное значение: 15,00 ммВеличина поля допуска: 0,07 мм (IT 10 согласно стандарту ISO)Расположение: от 0 до плюса (H согласно стандарту ISO)
Пример:
Вал ø 20 мм h7Отверстие ø20 мм h7
Основное отклонение вала обозначается прописными буквами, соответствующими обозначению отверстий. На рисунке ниже представлена подробная схема:
| | Самый распространённый вариант | |
| Отверстиебольше вала | 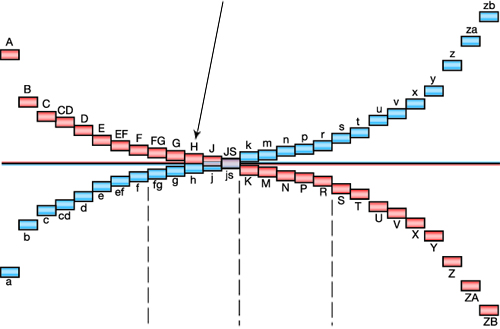 |
Вал большеотверстия |
| Посадка с зазором | | Скользящая посадка | Тугая посадка | | Посадка с натягом |
| Зазор (подвижные соединения) | Натяг (неподвижные соединения) |
Сверление мелкоразмерных отверстий
Скорость резания и подача
Значения скорости резания и подачи, рекомендуемые при использовании свёрл для обработки мелкоразмерных отверстий, рассчитываются таким образом, чтобы они обеспечивали хорошую стойкость инструмента в сочетании с максимальной производительностью. Заданные значения скорости резания и подачи являются отправной точкой процесса обработки. В дальнейшем они могут корректироваться для достижения оптимальных результатов в зависимости от существующих условий обработки.
Подвод СОЖ
Давление СОЖ является ключевым фактором при сверлении мелкоразмерных отверстий. Ненадлежащее давление или объём СОЖ могут стать причиной преждевременного отказа инструмента. Мы настоятельно рекомендуем работать с высоким давлением СОЖ. Стандартное рекомендуемое давление СОЖ составляет 40–70 бар.
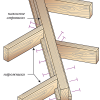
Длина сверла
Длина первой ступени:
Где lК – длина заборного конуса;
lП – длина перебега;
lЗАТ – запас на переточку;
lФ – глубина фаски
мм;
мм;
мм;
мм;
мм;
Длина конечной ступени:
где lг – длина канавки для выхода фрезы
мм;
мм;
мм;
Принимаем длину последней ступени мм.
Длина и параметры хвостовика сверла:
Форма хвостовика определяется как формой посадочного отверстия станка, так и его диаметром.
Средний диаметр конического хвостовика определяется по формуле:
где: – коэффициент трения стали о сталь;
– половина угла конуса Морзе;
– отклонение угла конуса.
Тогда:
Максимальный диаметр конуса Морзе:
мм.
Выбираем стандартное значение:
для конуса Морзе №2.
Длина сверла состоит из суммы длин всех ступеней, шейки и длины хвостовика:
,
где мм – длина хвостовика сверла.
мм – длина шейки сверла.
Тогда общая длина сверла:
мм.
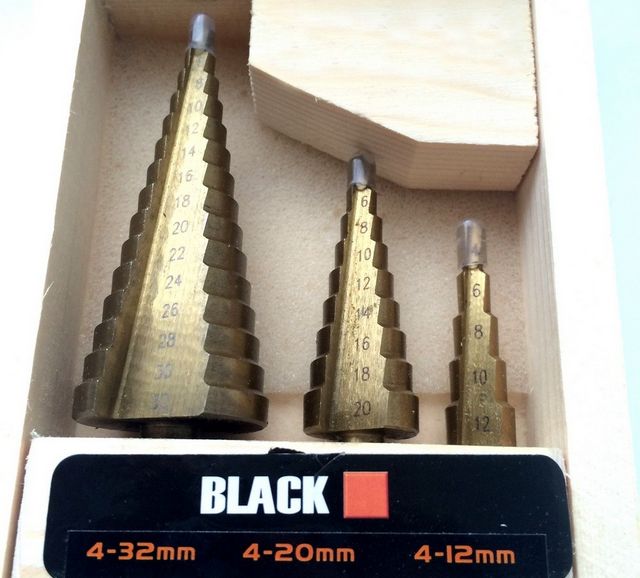
Вопрос цены

Сколько стоит ступенчатое сверло по металлу? Цена за инструмент с титановым напылением, который позволяет проделывать качественные отверстия в металлических заготовках толщиной от 4 до 20 мм, составляет в среднем от 450 рублей. Естественно, здесь указана начальная стоимость изделий отечественного производства. В то же время отдать за аналогичное приспособление с диаметром режущих конусов от 4 до 30 мм придется порядка 1100 рублей.
Еще дороже изготовленное импортным производителем ступенчатое сверло по металлу. Цена изделий авторитетных зарубежных марок с параметрами рабочих кромок 6-39 мм составляет от 3000 до 5000 рублей.
Рекомендации по контролю над стружкодроблением
Процессы образования и эвакуации стружки имеют важное значение при сверлении и зависят от материала заготовки, параметров сверла, геометрии пластин, давления/расхода СОЖ и режимов резания. Пакетирование стружки может провоцировать радиальное смещение сверла, как следствие, ухудшать качество отверстий, стойкость и надёжность инструмента и даже вызывать поломку сверла/пластин
Пакетирование стружки может провоцировать радиальное смещение сверла, как следствие, ухудшать качество отверстий, стойкость и надёжность инструмента и даже вызывать поломку сверла/пластин.
| | Скрученная стружка большей толщины | |
| Скорость |
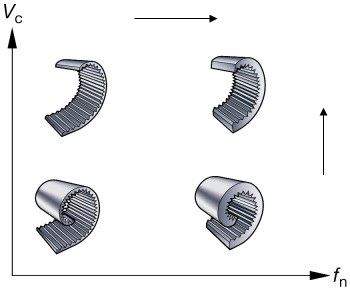 |
Более открытая стружка благодаря меньшему трению |
| Подача | |
Образование стружки считается нормальным, если стружка беспрепятственно эвакуируется от сверла. Проще всего понять это, прислушавшись к звукам во время сверления. Равномерный звук означает, что стружка эвакуируется хорошо, в то время как прерывистый указывает на пакетирование стружки. Проверьте усилие подачи и мощность. В случае выявления отклонений причиной может быть пакетирование стружки. Осмотрите стружку. Если она длинная и изогнутая, а не витая, это означает, что происходит пакетирование стружки. Осмотрите отверстие. Если имеет место пакетирование стружки, поверхность будет заметно неровной.
Отверстие при хорошей эвакуации стружки
Отверстие при пакетировании стружки
Рекомендации по предотвращению пакетирования стружки:
- Проверьте, правильно ли выбраны режимы резания и геометрия сверла/головки.
- Проверьте форму стружки: откорректируйте подачу и скорость
- Проверьте расход и давление СОЖ.
- Проверьте состояние режущих кромок. Длинная стружка может быть обусловлена повреждениями/выкрашиванием на режущей кромке, если задействуется не весь стружколом.
- Проверьте, не изменилась ли обрабатываемость материала после получения новой партии заготовок – откорректируйте режимы резания.
Свёрла со сменными пластинами
Центральная пластина формирует коническую стружку, которую легко узнать. Периферийная пластина формирует стружку, похожую на ту, которая образуется при точении.
| Стружка от центральной пластины | Стружка от периферийной пластины | |
| Превосходно | Превосходно | |
| | ||
| Приемлемо | Приемлемо | |
| | | |
| Пакетирование стружки | Пакетирование стружки | |
| |
Цельнотвердосплавные свёрла
Однотипная стружка формируется от центра к периферии режущей кромки.
Превосходно
Приемлемо
Пакетирование стружки
Начальная стружка
Примечание: начальная стружка, образующаяся при врезании в заготовку, всегда длинная и обычно не вызывает проблем.
Методы и рекомендации по сверлению в различных материалах
- Низкоуглеродистая сталь
- Аустенитная и дуплексная нержавеющая сталь
- Чугун с вермикулярным графитом (CGI)
- Алюминиевые сплавы
- Титановые и жаропрочные сплавы
- Закалённые стали
Рекомендации по сверлению в низкоуглеродистой стали
Проблема: образование стружки может представлять серьёзную проблему при сверлении низкоуглеродистых сталей, которые часто используются в сварных деталях. Чем ниже твёрдость, содержание углерода и серы в стали, тем длиннее получается стружка.
Рекомендации: в случае возникновения проблем с образованием стружки увеличьте скорость, vc, и уменьшите подачу, fn (при сверлении в обычных сталях, напротив, следует увеличить подачу).
Другое: используйте внутренний подвод СОЖ под высоким давлением.
Рекомендации по сверлению в аустенитной и дуплексной нержавеющей стали
Проблема: аустенитные, дуплексные и супердуплексные стали могут вызывать проблемы с образованием и эвакуацией стружки.
Рекомендации: важное значение имеет правильная геометрия, так как она способствует надлежащему формированию и эвакуации стружки. В целом предпочтительнее использовать острые режущие кромки
В случае возникновения проблем с образованием стружки увеличьте подачу, fn, что позволит стружке легче ломаться.
Другое: внутренний подвод СОЖ под высоким давлением.
Рекомендации по сверлению в чугуне с вермикулярным графитом (ЧВГ)
Проблема: как правило, сверление в ЧВГ не вызывает особых проблем. Он формирует более длинную стружку, чем обычный серый чугун, но она хорошо ломается. Силы резания более высокие, что влияет на стойкость инструмента. Рекомендуется использовать сплавы с особой износостойкостью. Типичное явление – износ в углах, как для всех остальных чугунов.
Рекомендации: в случае возникновения проблем с образованием стружки увеличьте скорость, vc, и уменьшите подачу, fn.
Другое: внутренний подвод СОЖ.
Рекомендации по сверлению в алюминиевых сплавах
Проблема: проблемой может стать образование заусенцев и эвакуация стружки. Также возможно ухудшение стойкости инструмента по причине адгезии.
Рекомендации: для оптимального образования стружки используйте высокую скорость резания и низкую подачу.
Чтобы избежать снижения стойкости инструмента, возможно, следует испытать инструменты с различными покрытиями и выбрать тот, который минимизирует адгезию. Это может быть инструмент с алмазным покрытием или, в некоторых случаях, вообще без покрытия (в зависимости от основы).
Другое: используйте эмульсию или масляный туман под высоким давлением.
Рекомендации по сверлению в титановых и жаропрочных сплавах
Проблема: деформационное упрочнение поверхности отверстия влияет на выполнение дальнейших операций. Возможны трудности с нормальной эвакуацией стружки.
Рекомендации: при выборе геометрии инструмента для обработки титановых сплавов следует отдавать предпочтение острым режущим кромкам
Для обработки сплавов на основе никеля важное значение имеет прочность геометрии. В случае возникновения проблем с деформационным упрочнением попробуйте увеличить подачу
Другое: подвод СОЖ под высоким давлением (до 70 бар) улучшает производительность.
Рекомендации по сверлению в закалённых сталях
Проблема: обеспечение достаточной стойкости инструмента.
Рекомендации: уменьшите скорость резания для ограничения выделения тепла. Откорректируйте подачу для образования нормальной стружки, которая может легко эвакуироваться.
Другое: эмульсия высокой концентрации.
Производители ступенчатых свёрл
Невысоким качеством отличается продукция произведённая в Китае (бывают исключения)
Чтобы купить хорошее конусное сверло следует обратить внимание на инструменты изготовленные в Европе и России
1. «Зубр» — ступенчатые буравы от отечественного производителя отличаются приемлемой стоимостью. Качество находится на достаточно высоком уровне.

Конусные свёрла фирмы «Зубр» могут изготавливаться из обычной инструментальной стали, так и с покрытием более износостойкими сплавами. В последнем случае цена будет значительно выше, но и качество режущей поверхности дольше будет оставаться в заточенном состоянии даже при выполнении большого объёма работ.
2. «Атака» — конические свёрла российского производства, которые по качеству, как и по стоимости, не уступают лучшим изделиям зарубежных фирм.

Отзывы о продукции данной фирмы только положительные, поэтому можно не переживать за качество, а чтобы не переплачивать следует подбирать инструмент с учётом максимального диаметра, который понадобится в работе.
3. «Bosch» — продукция этой немецкой фирмы отлично подходит для профессионалов и для работы с металлом в домашних условиях.

Маркировка диаметров на инструменте осуществляется с помощью лазерной установки, поэтому в случае долговременного использования надписи не стираются. Для увеличения скорости сверления вершина ступенчатого сверла «Bosch» затачивается крестообразно, а шлифование изделия осуществляется как в поперечном, так и в радиальном направлении.
Такая обработка инструмента позволяет при его использовании получать высококачественное отверстие, диаметр которого будет полностью соответствовать ступени изделия.
Видео:
4. «Falon-Tech» — буравчики немецкой фирмы имеют дополнительное титановое покрытие, что позволяет увеличить ресурс инструмента более чем в 2 раза.
Продукция имеет лазерную маркировку диаметра и стандартный хвостовик, который идеально подходит для использования с шуруповёртом или ручной дрелью.
Несмотря на повышенное качество изделия, его стоимость остаётся на невысоком уровне. Если требуется приобрести конусное сверло для домашнего использования, то выбор изделий этой фирмы является самым оптимальным.
Видео:
Заключение
Мы разобрались для чего нужно конусное сверло. Правильно подобранное изделие прослужит в течение многих лет. При работе с металлом небольшой толщины, для получения качественных отверстий, применение свёрл такой конструкции является оптимальным решением.
Осевая сила и крутящий момент
Осевая сила при сверлении определяется по формуле:
По принимаем значения коэффициентов уравнения.
; ; ; мм/об; ;
Н;
Осевая сила при рассверливании:
По принимаем значения коэффициентов уравнения.
; мм; ; ; мм/об; ;;
Н;
Общее осевое усилие, действующее на комбинированное сверло, складывается из усилий на его ступенях.
Н;
Крутящий момент при сверлении определяется по формуле:
По принимаем значения коэффициентов уравнения.
; ; мм/об; ;;
Нм;
Крутящий момент при рассверливании:
По принимаем значения коэффициентов уравнения.
; ; мм/об; ; ; ; ;
Нм;
Общий крутящий момент, действующий на комбинированное сверло, складывается из моментов на его ступенях.
Нм;
Критическая сжимающая сила.
Это осевая нагрузка, которую стержень выдерживает без потери устойчивости:
Список источников
- www.syl.ru
- plavitmetall.ru
- www.sandvik.coromant.com
- studbooks.net