Необходимый инструмент для сборки
Сделать хороший трубогиб с помощью молотка, отвертки и шурупов не удастся.
Как минимум, при изготовлении этого инструмента потребуется:
- сварочный аппарат;
- болгарка;
- токарный станок;
- дрель.
Но главной частью сборки трубогиба остается точный чертеж, без которого даже не стоит начинать сборочные работы. Нельзя обойтись при изготовлении трубогиба и без общехозяйственных инструментов.
Естественно, что приобретать токарный станок и сварочный аппарат необязательно. Для выточки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в цех, занимающийся изготовлением кованых изделий. За небольшое вознаграждение там быстро помогут сделать всё необходимое.
Варианты трубогибов
Другой способ – получение сегмента требуемой окружности посредством металлических крючков, прибитых на плоскость, как на фото. Это самый дешевый метод гибки, правда, нужны надежные крючки и податливая труба. Преимущество данного приспособления в том, что эти крючки всегда можно перебить по другой линии, чтобы гнуть заготовки другого радиуса.
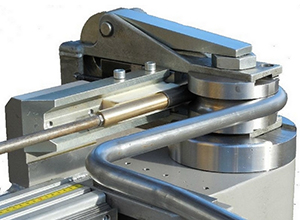
Трубогибы для преобразования профильных труб намного сложнее – нужно больше сила для деформации. Зато мощным приспособлением с прижимными роликами, не уступающим гидравлическому аналогу, в бытовых условиях можно получить любую кривизну, даже идеальную окружность.
Гибка заготовки выполняется посредством роликов и цилиндра – производится намотка или прокатка, а цилиндр свободно перемещается.
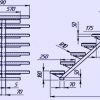
Чтобы соорудить трубогиб, нужны детали, как на чертеже – пластины и уголки, упор и рукоять.
О том, как сделать трубогиб более сложноготипа, смотрите видео.
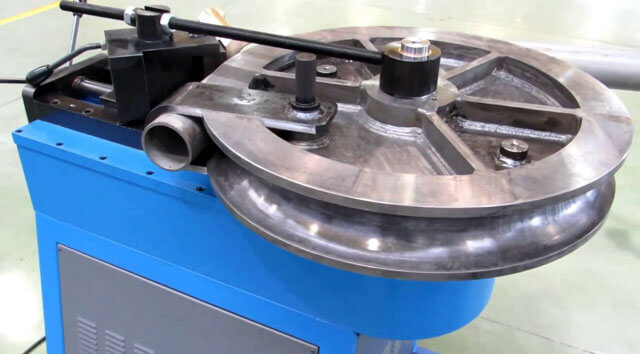
Трубогибочные станки и профилегибочные станки для гибки труб (профилей) способом вальцовки.
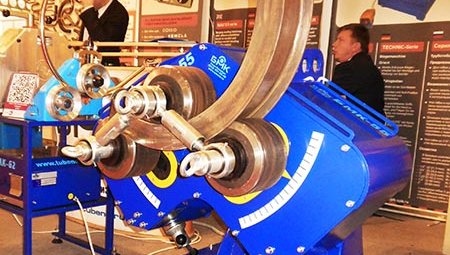
Профилегибочные станки (3-х роликовые вальцевые трубогибы) предназначенные для гибки труб и специальных профилей в кольца сегментные дуги и спирали с заданным шагом подъема витка спирали. Эти трубогибы работают с профилями из любого материала – стали, нержавеющей стали, алюминия, меди, титана и их сплавов.
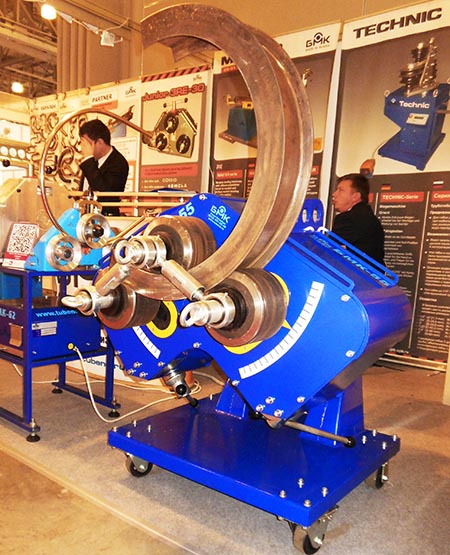 Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Профилегиб RE-80 серии БМК-55У – гибка двутавра на выставке
Работу таких трубогибов и профлегибов следует разделить на два этапа:
Первый этап – создание на трубогибочном станке преднатяга – задать кривизну ,радиус гиба трубы. Это может осуществляться путем приложения усилия средним подвижным роликом на трубу опирающуюся на два крайних ролика, либо путем приложения усилия на трубу через два крайних, подвижных ролика на трубу опирающуюся на средний ролик;
Второй этап – непосредственно гиб трубы, осуществляемый за счет силы трения между ведущими роликами профилегиба и изгибаемой трубой, где труба силой трения увлекается в направлении вращения ведущих роликов и изгибается на радиус заданной кривизны (преднатяга).
Если при гибке трубы или профиля на трубогибочных и профилегибочных станках не удается получить требуемый радиус гиба за один прогон, то операции первого и второго этапов повторяются до получения требуемого радиуса гиба на изделии.
На трубогибочных вальцах минимальный радиус гиба труб для очень толстостенных труб составляет- 5, для толстостенных-10, для тонкостенных более 10 диаметров труб.
Особо внимание следует уделять работе по первому этапу, так как от количества ведущих роликов и силы трения на них зависит усилие создаваемое для задания кривизны (радиуса) гиба трубы. Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
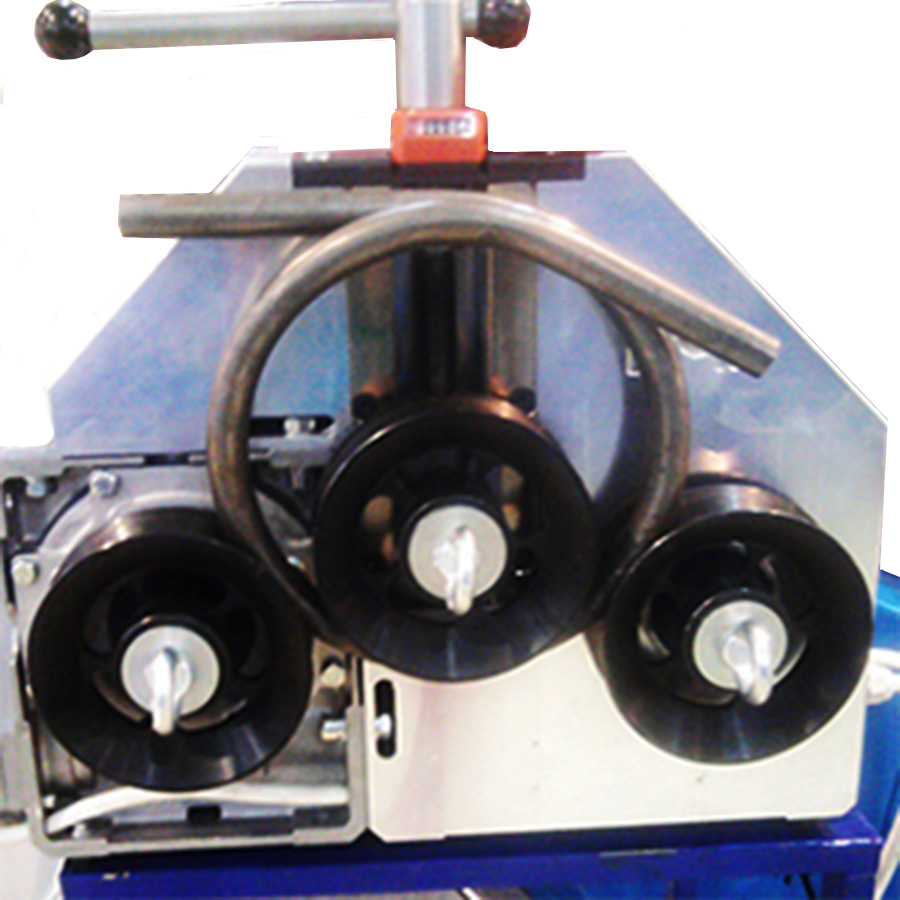 Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Трубогиб RE-30 серии JUNIOR – гибка трубы в кольцо
Для гибки черного металла трубогибочные вальцы оснащаются стальными гибочными роликами, а для гибки полированных труб- роликами из капролона. Однако, применение капролоновых роликов возможно только на трубогибах производства ООО “Балтийской Машиностроительной Компании” – 3RE-60 (БМК-55) и 3RE-80 (БМК-55У)- это единственная в мире серия вальцевых трубогибов у которых согласованы угловые скорости вращения гибочных роликов и линейные скорости прокатки профиля по всем 3-м роликам.
Качественная гибка труб на трубогибах и профилегибах обеспечивается соответствием ручьев гибочных роликов типоразмеру трубы. Применение наборных роликов удешевляет стоимость оснастки, но резко снижает качество гибов, особенно на тонкостенных и полированных трубах.
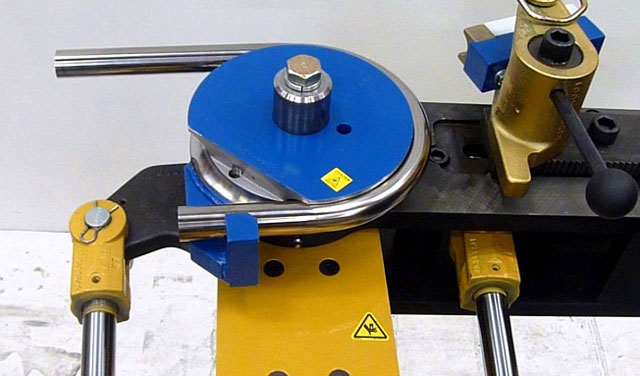
Как в домашних условиях сделать трубогиб
Как уже было сказано выше, изготовление трубогиба своими руками – дело не сложное, но требующее определенных знаний. Для начала необходимо подобрать материал и изготовить основание для всего станка. Ведь станку придется выдерживать разную нагрузку, да и делается такой агрегат не на один раз. Если допустить ошибки при изготовлении станка, то во время гибки можно повредить материал, которому придают форму. Конечно, подминания, трещины и другие дефекты во время изгибания могут появиться и по причине низкого качества метала. Но снизить уровень риска можно, смастерив дорновый трубогиб своими руками из самых крепких материалов.
Изготовление основы
Для основы понадобится труба с прямоугольным сечением и достаточно толстыми стенками, не менее 3 миллиметров. Когда подходящая труба будет найдена, в ней необходимо просверлить отверстие для будущей оси. Для этого отступите несколько сантиметров от среза, предварительно замеряйте диаметр оси и сделайте отверстие такого же размера. В него потом будет установлен шкив, вокруг которого гнутся трубы и ручка с рабочим шкивом. На этом этапе очень важным является определение максимального радиуса изгиба вашего станка. Добавьте к величине радиуса еще 5 сантиметров запаса, а также отступите расстояние, равняющееся величине большей стороны трубы, сделайте отметку, затем обрежьте ее.
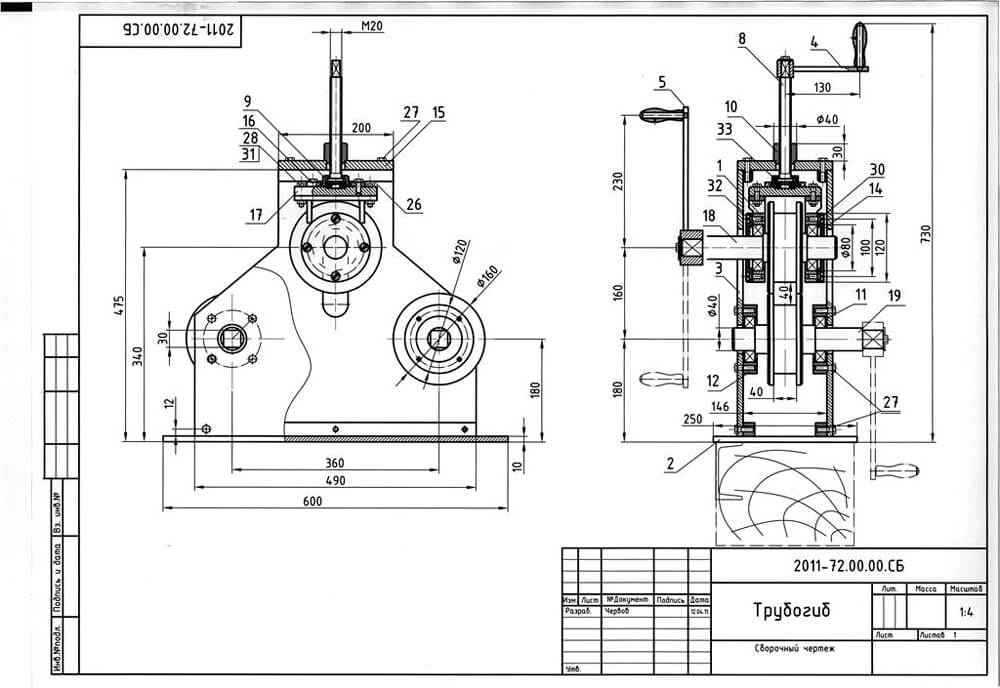
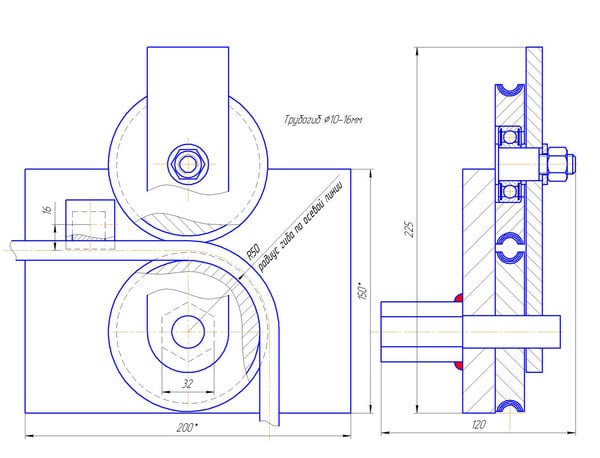 Чертеж трубогиба предусматривает подбор деталей с точностью до миллиметра
Чертеж трубогиба предусматривает подбор деталей с точностью до миллиметра
Фиксатор для труб (рычаг) представляет собой шпильку, к которой с одной стороны приварена гайка «барашек», плюс контргайка, а с другой – Т-образный фиксатор (ножка буквы – это труба, а продольный срез – это поперечная часть). Далее следует смастерить ручку для трубогиба. Делается она из двух металлических пластин толщиной не менее 4 мм. Ширина ручки должна соответствовать диаметру оси остова, потому что именно на эту часть она и будет надеваться. Но для запаса необходимо оставить с каждой стороны по 10-12 миллиметров метров.
Чтоб придать жесткость ручке, эти пластины нужно будет соединить с помощью сварки несколькими стальными перемычками, с противоположных концов. Теперь, когда основа готова, давайте разберемся, как сделать трубогиб для профильной или круглой трубы своими руками, чтобы он подходил и для металлопластиковых труб.
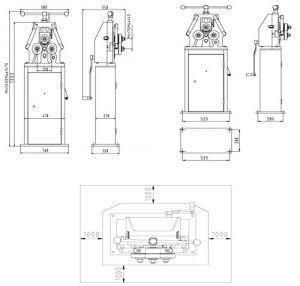
 Чтобы станок получился универсальным, зафиксируйте его основание намертво с помощью тисков
Чтобы станок получился универсальным, зафиксируйте его основание намертво с помощью тисков
Сборка конструкции
Чтобы станок получился универсальным, зафиксируйте его основание намертво с помощью тисков. Дальше нужно одень на ось одну из пластинок ручки агрегата, затем вторую пластину и основной шкив. Шпильку фиксатора следует ввинтить в широкую гайку на основе. Шкив на оси основания фиксируют затяжным болтом.
Следующий шаг – это испытание трубогибочного станка. Возьмите трубу, установите на исходную позицию, прижмите ее к шкиву и ввинчивайте фиксатор. Когда труба будет крепко зажата специальным зажимом, она должна принять требуемую форму изгиба. Если опыт в этом деле у вас невелик, насыпьте в трубу песка, прежде чем сгибать ее, а по окончанию работы высыпьте из нее все. Это защитит ваше изделие от деформации. Теперь, когда вы знаете, как самому сделать трубогиб, можете смело затевать любую стройку.
Изгиб трубы по шаблону
В большинстве случаев простейшим вариантом, подходящим для абсолютно всех мастеров, даже начинающих, является шаблон из дерева. Доски выбирают по толщине сгибаемых труб, обязательно оставляйте запас доски в пару сантиметров.
Чтобы во время работы профиль не съезжал с шаблона, на торцах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности, рядом проводится монтаж упора для трубы.
Профиль вставляется в промежуток между шаблоном и упором, плавно и аккуратно надавливают на его другой конец, прижимая трубу к шаблону. Лебедка либо рычаг сделает работу легче.
Огромный плюс такого процесса, экономия средств и простота исполнения.
Фото трубогибов своими руками
Также рекомендуем просмотреть:
- Как выбрать набор гаечных ключей
- Как пользоваться стуслом
- Набор головок с трещоткой
- Обзор современных трубных ключей
- Шарнирный вороток
- Как сделать кувалду своими руками
- Виды плашек для нарезания резьбы
- Пистолет для забивания гвоздей
- Как выбрать стамеску
- Какой выбрать напильник
- Труборез для стальных труб
- Как выбрать ножовку по металлу
- Как выбрать ножовку по дереву
- Шестигранные ключи
- Как выбрать хорошие кусачки
- Виды отверток и их назначение
- Сантехнический трос для прочистки канализации
- Виды молотков
- Какой колун лучше выбрать
- Как выбрать хороший ручной рубанок
- Отличия между плоскогубцами и пассатижами
- Инструкция как сделать топор своими руками
- Метчики для нарезания резьбы
- Современные бокорезы
- Как выбрать хорошие круглогубцы
- Инструкция как выбрать и применять порошковый огнетушитель
- Как выбрать разводной ключ
Помогите сайту, поделитесь в соцсетях ![]()
Конструкция приспособления для сгибания средней сложности
Функционал данного профилегиба основана на принципе действия прокатного станка. Чтобы приступить к созданию потребуется заранее подготовить: аппарат для сварки, струбцину (или ее аналог), ролики и швеллер. Перед тем как начать строительство желательно ознакомится с процессом действия станка.
Движение осуществляется при помощи пары горизонтально установленных роликов на швеллере, который является основанием, а третий ролик, что установлен в нижней части струбцины играет роль деформирующего узла.
Видео
https://youtube.com/watch?v=FavBjUEEpPk
Сборка такого станка проводится по следующей схеме. Первым шагом считается подготовка основания, которым может послужить широкий швеллер или соединив вместе пару узких.
После того как основание готово поверх него устанавливается металлическая конструкция П-образной формы. В ее верхней балке проделывается отверстие, подходящее по диаметру к муфте струбцины.
На равном расстоянии от механизма по бокам устанавливаются вращающиеся ролики, на которых крепятся звездочки цепной передачи. Они приводятся в действие ручным приводом.
Видео
В муфту вкручивается шпилька, на краю которой крепится третий ролик, а к верхней ее части приваривается ручка. Такой станок для гибки, функционирует следующим образом:
- образец, который нужно согнуть укладывается на подающие ролики;
- посредством вращения ручки струбцины трубный сортамент прижимается третьим роликом и перемещается в зону деформации, вращая рукоять цепной передачи связанную с подающими роликами.
Первое давление будет сравнительно небольшим, но, протягивая изделие через данную зону несколько раз можно добиться любого градуса сгиба.
Видео
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Трубогибочные станки работающие способом наматывания
Трубогибы и трубогибочные станки, работающие способом наматывания наиболее часто используются для гибки труб в авиационной и космической промышленности, автомобилестроении, тракторостроении, во всех сферах машиностроения, а так же при производстве мебели. Такие трубогибы позволяют получить качественные гибы трубы на маленьких радиусах гиба (от 1,5 диаметров трубы) обеспечивая высокую и абсолютную повторяемость геометрии пространственной гибке деталей .
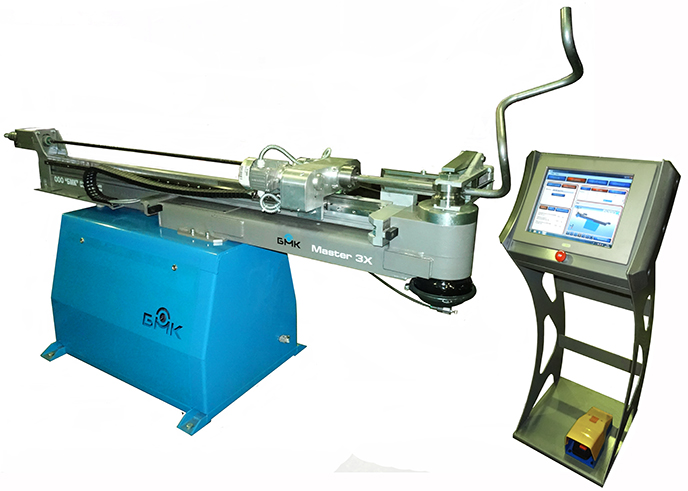 Автоматический трубогиб СЕ-51 серии MASTER.3X
Автоматический трубогиб СЕ-51 серии MASTER.3X
Трубогибочные станки, работающие способом наматывания, из-за высокой производительности, чаще применяется при массовом, крупносерийном и серийном производствах, однако и при штучном и при экспериментальном производствах этот метод гибки труб позволяет получить превосходные результаты.

Полуавтоматический трубогиб СЕ-51 серии MASTER
Принцип действия трубогиба работающего способом наматывания состоит в том, что труба одетая на дорн трубогибочного станка зажимом прижимается к ручью гибочного ролика, который вместе с зажимом поворачиваясь вокруг оси тянет за собой трубу, наматывая её на гибочный ролик, по радиусу ручья гибочного ролика, до требуемого угла гиба. При этом точкой опоры для изгиба труб служит вставка скользящего башмака, а дорн, находящийся внутри трубы, не позволяет трубе изменять первоначальное сечение (форму) трубы.
Автоматический трубогиб СЕ-51 MASTER.3X – гибка трубы на выставке
Следует отметить, что выдвижением дорна на трубогибе регулируется показатель овальности трубы в месте ее изгиба. В практике ООО “БМК” были случаи когда, при дорновой гибки труб способом наматывания , достигалось значение овальности (изменения сечения ) трубы не более 0,2- 0,3%. Трубогибы, производства ООО “БМК”, практически всегда при дорновой гибке труб на радиус гиба от 2D, обеспечивают овальность трубы в месте ее гиба не более 4%,что является достаточным для любых изделий, будь то ракеты, самолеты, автомобили или любые другие технически сложные механизмы.
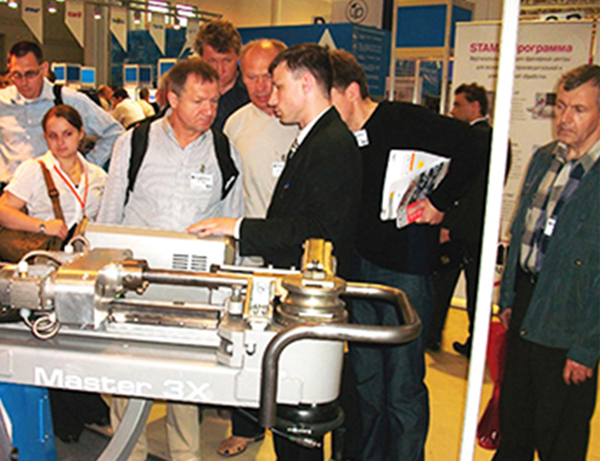
Автоматический трубогиб СЕ-51 серии MASTER.3X в работе на выставке
Трубогиб работающий способом наматывания может работать, как с дорном так и без дорна.
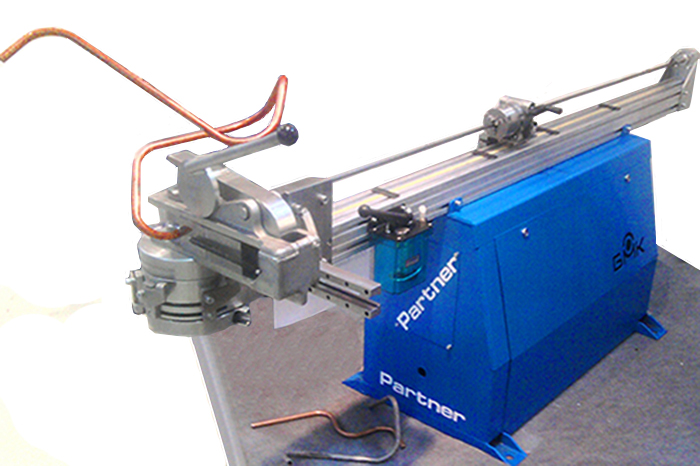
Ручной трубогиб СМ-30/3 PARTNER
Дорновые трубогибы и трубогибочные станки позволяет гнуть тонкостенные трубы на радиус гиба от 2 диаметров трубы, а толстостенные – от 1,5 диаметра труб, без образования гофр, с качеством гиба отвечающим требованиям космической и авиационной отрасли, атомной тепловой энергетики и общего машиностроения.
Бездорновые трубогибы и трубогибочные станки обеспечивает гиб только толстостенных труб на радиус более 3÷4-х диаметров трубы, а при бездорновой гибке тонкостенных труб, на указанные радиусы гиба, в процессе гибки на трубе всегда образуются заломы либо гофра.
Дорновые трубогибы, дорновые трубогибочные станки и дорновые трубогибочные машины работающие способом наматывания позволяют гнуть тонкостенные трубы в разных плоскостях с прямым участком между гибами от 1,5 диаметров трубы, а при наличии специальной оснастки прямой участок может быть сокращен до 0,1 диаметра трубы.
Оснастка для дорнового трубогиба состоит из:
- Гибочного ролика, с ручьем под конкретный типоразмер трубы, с жестко фиксированным диаметром ролика;
- Зажим трубы, с ручьем под конкретный типоразмер трубы;
- Вставка либо ролики скользящего башмака под конкретный типоразмер трубы;
- Дорн (может быть жестким или гибким) под конкретный типоразмер и материал трубы;
- Складкоразглаживатель (только для тонкостенных труб при маленьких радиусах гиба), под конкретный типоразмер трубы совмещенный с конкретным диаметром гибочного ролика.
Оснастка автоматического трубогиба СЕ-51 серии MASTER.3X
Оснастка для бездорнового трубогиба работающего способом наматывания аналогична оснастке дорнового трубогибочного станка за исключением того, что в комплекте оснастки для бездорнового трубогиба отсутствуют дорн и складкоразглаживатель.
В настоящее время в мире производится большое количество моделей трубогибочных станков, трубогибочных машин и различных трубогибов работающих способом наматывания, но сравнительный анализ возможностей, надежности работы (безотказности, долговечности, ремонтопригодности), простоты изготовления оснастки, удобства, простоты эксплуатации и обслуживания, производительности, стоимости и сроков изготовления несомненно выводит в лидеры производителя трубогибов – Балтийскую Машиностроительную Компанию, изготавливающую весь спектр дорновых и бездорновых трубогибочных автоматов, трубогибочных полуавтоматов и ручных трубогибов для трех координатной, пространственной гибки труб.
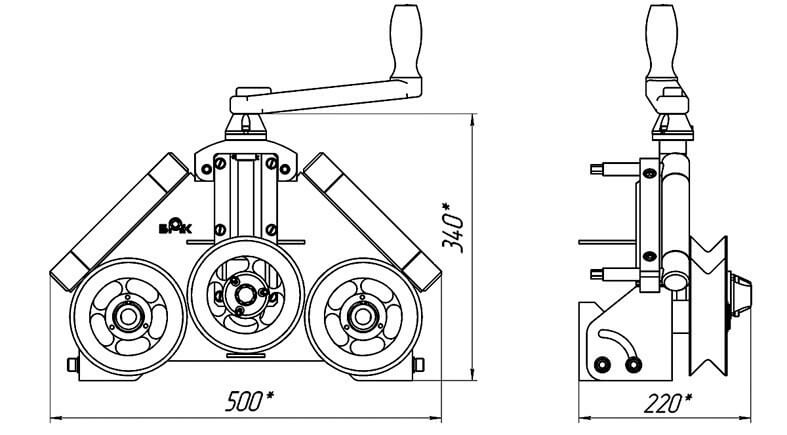
Собственный ручной профилегиб – план изготовления, чертежи
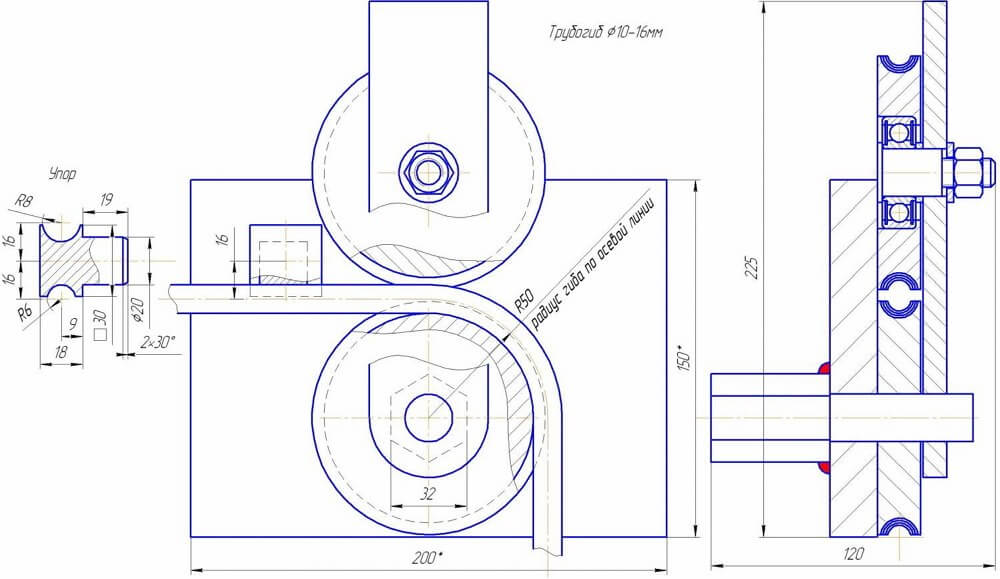
Как сделать листогибочный станок своими руками? Чтобы создать долговечный и работоспособный ручной трубогибочный станок рекомендуется применять чертежи оборудования. В качестве образца разберем простой чертеж профилегиба, с которым возможно спокойно создать гиб своими руками квадратного сечения в домашних условиях.
Базовыми компонентами такого приспособления считаются три вала, два из которых становятся опорой, а третий играет роль рабочего ролика. Чтобы снизить прикладываемые усилия для гиба, рабочий элемент ручного трубогиба профильной трубы изменяет ее форму постепенно, до тех пор, пока не получится изделие с требуемыми размерами. Постепенное влияние на обрабатываемую трубу гарантируется тем, что рабочий вал трубогибочного станка имеет свободный шаг, который сдерживается особыми направляющими.
Конструкция самодельного профилегиба включает несколько элементов:
- металлический лист толщиной 6-8 мм;
- толстый несущий лист-пластина;
- две пары уголков длиной 300 мм, с габаритами полок 50 мм;
- дополнительные валы.
На толстом листе сваривают два уголка, которые будут играть роль направляющих трубогиба. С помощью винтов закрепляют вспомогательные ролики. Чтобы повысить прочность основы снизу, к нему приделывают два металлических уголка. Сверху на направляющие устанавливают дополнительную пластину с проемом, поперечник которой должен превосходить сечение винтового элемента, определенного для создания нагрузки на изгибаемую поверхность листогибов.
В финале остается сделать лишь установку рабочего винта, у которого нижний участок хорошо сопряжен с рабочим валом.
Произведенный профилегибочный станок по доморощенной технологии трубогиба, способен справляться с теми же функциями, что и заводская оснастка. Уровень скорости и качества изготовленных металлоконструкций зависит лишь от умения согнуть материал и трудолюбия человека.
Рекомендуем также к прочтению:
https://youtube.com/watch?v=qqEMzHURfWc
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Техническое обслуживание дорна
Чтобы процесс гибки труб был максимально равномерным, дорн в станке необходимо периодически смазывать. Эта манипуляция позволит уменьшить силу трения заготовки под давлением о шаблон в процессе гибки.
Безусловно, такое обслуживание можно выполнять и обычной кисточкой, но, едва ли, такая манипуляция позволит нанести равномерный слой масла. Распыление смазки с помощью спрея также не очень эффективно. Оптимальным вариантом будет импульсное нанесение смазки при помощи ручного насоса. При этом нужно проследить, чтобы поступающий на дорн слой масла был равномерным.
https://youtube.com/watch?v=wYunZ6aJLQE
Вторая (альтернативная) самодельная модель самого простого образца
Данный станок изготавливается своими руками в домашних условиях с использованием гидравлического домкрата.
Видео
Для его создания потребуется провести следующие манипуляции:
- несколько ребер расположить параллельно друг к другу, например, посредством вбивания металлических прутьев в стену;
- домкрат устанавливается под прутьями (обязательно на твердой основе). Проследите, чтобы ось штока домкрата была расположена как раз по центру между металлическими прутьями.
Когда все готово самодельный трубогиб можно испытывать. Для этого сегмент трубы, который нужно согнуть, устанавливают под прутьями над домкратом и посредством поднятия штока образец изгибается нужным образом.
Видео
Самодельные трубогибы гидравлического вида сделанные своими руками, можно несколько улучшить, подсоединив систему к двигателю, который оснащен мотор-редуктором. Таким образом, валы будут приводиться в движение посредством цепной передачи.
Конструкция, оснащенная домкратом вместо третьего верхнего прижимающего ролика, может сгибать изделия с сечением любого размера. А домкрат в процессе сгибания дает возможность регулировать и силу давления и регулировать высоту.
Видео
При установке и домкрата и двигателя можно открывать фирму по массовому изготовлению заготовок разной формы из профильной трубы.

Изготовление домкратного трубогиба
Домкратный трубогиб является самым элементарным инструментом для деформации металлического профиля и труб, который можно соорудить самостоятельно.
Для его изготовления потребуются такие изделия:
- автомобильный домкрат;
- два швеллера шириной 100 мм и длиной по 60 см;
- четыре уголка со сторонами 50 мм и длиной по 40 см;
- основание-станина;
- два валика в виде песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления валиков;
- полукруглая насадка для домкрата с внутренним углублением.
Если заготовка исходных материалов и процесс сборки покажется вам излишне трудоемким, то гидравлический трубогиб лучше приобрести в готовом виде. С правилами выбора оборудования ознакомит рекомендуемая нами статья.
Для изготовления домкратного трубогиба необходимо:
- Приварить четыре уголка в вертикальном положении к станине.
- В швеллерах от центра к краю просверлить в обе стороны отверстия для болтов, которые будут удерживать валики.
- На каждые два уголка поставить ребром швеллер и приварить его. Оба швеллера должна быть повернуты друг к другу основаниями, и расстояние между ними должно равняться длине валиков.
- Вставить между швеллерами валики в симметричных местах и закрепить их болтами.
- Установить на винт домкрата полукруглую насадку и поставить гидравлический инструмент в центр станины между швеллерами.
После сборки конструкции можно класть трубу снизу валиков и прижимать её по центру полукруглой насадкой с помощью домкрата.
Недостатком данного устройства является его статичность, ведь прокрутить всю длину профиля через трубогиб не получится.
К плюсам домкратного трубогиба относится дешевизна, простота конструкции и отсутствие необходимости в тяжелом физическом труде.
Желающие сделать станок для работы с профильными трубами массу полезной информации найдут в следующей статье, с содержанием которой мы советуем ознакомиться.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.
Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Варианты создания ручных профилегибочных станков
Чтобы воспроизвести станок для гибки труб, совсем не нужно повторять имеющуюся конструкцию агрегата. Проще будет создать самодельный профилегиб по чертежам, фото, скаченным из сети или сделанных собственноручных схем. Не менее полезным действом будет просмотр видео процесса сборки и схема работы готового аппарата, все в том же интернете. Это сбережет время и средства, а также даст возможность соорудить трубогиб, который прекрасно впишется как по предназначению, так и по месту расположения.
Основной принцип, которым необходимо руководствоваться при создании самодельных трубогибов для профильной трубы – простота устройства и долговечность.
Вариант 1
Профилегибочный агрегат для точечного сгиба можно соорудить из швеллера, четырех металлических уголков и пары гусеничных пальцев от трактора.
Изгиб предмета осуществляет обычный гидравлический рычаг с надрывом не менее 5000 кг. На рабочее тело помещается металлический «башмак». Этот предмет принято заказывать у токаря, но можно сделать и самому из устаревшего шкива, масштаб «ручейка» должен соответствовать ширине трубы из профиля. Отхватив средину от шкива нужно просверлить в его плоскости посадочную точку для тела домкрата, так приобретают механизм гидравлического типа.
Несущее основание самодельного прибора включает 4 уголка (полка 65-75 мм), сопряженных к металлической плите посредством сварки. Верхние грани уголков соединяют с двумя швеллерами также посредством сварки. В их оболочке равноудалено просверливают углубления для регулировки диапазона загиба изделия.
В эксплуатируемое состояние станок для гибки профильной трубы, созданный своими руками приводится несложно:
- В проемы на швеллере вклинивают два металлических пальца, а сверху помещаются упорные валы.
- Рычаг с башмаком приподнимают так, чтобы между системами проходила труба из профиля.
- Смонтировав компонент, действуют ручкой тали, тем самым создавая усилие сгиба для труб из профиля.
Вариант 2
Прокаточный профилегиб ручного типа также можно создать в домашних условиях. Для изготовления профилегиба нужна двухметровая балка, из которой делается основа и штатив.
Для производства вальцовых элементов берется шесть небольших отрезков металлической трубы. Обрезки будут играть роль подшипниковой обоймы. Поэтому поперечник комплекта должен быть одинаков с диаметром вкладыша. Поручив токарю несложную работу для изготовления трех валов для насадки гибочных вальцов, берутся за сварку основания профилегиба.
В описываемом агрегате функцию направляющей, которая задает требуемый угол профильного сгиба, выступает крайняя опора справа. Она устанавливается на швеллер при помощи стандартных петель для двери. Домкрат, эксплуатируемым телом делает упор в разворотную платформу и немного ее приподнимает.
Движением рукояти, помещенной на вал переходного упора, участок профиля прокладывают через агрегат.
Координировать диапазон профилегиба можно как откосом поворотной балки, так и концевыми вальцами. Чтобы это осуществить их не следует приваривать крепко к основанию, а делают немного подвижными.
Если гидравлического инструмента (домкрат) для поднятия крайнего вальца не нашлось, то можно применять стандартную винтовую разновидность, предназначенного для автомобиля.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: “Разновидности трубогибов с ЧПУ, преимущества и правила использования”). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.
Гибка трубы с дорном может выполняться по разнообразным схемам. Если для работы используются арбалетные или гидравлические трубогибы, то в результате получается изделие, точно соответствующее заданным параметрам.
Оборудование с роликовыми механизмами выполняет сгибание труб путем постепенного накручивания деталей на валики. Однако станки такого типа бывают только стационарными. А если речь идет о конвейерном производстве, то там используются трубогибы с электропитанием.
Выводы и полезное видео по теме
Представленные видеоматериалы помогут увидеть вышеописанные рекомендации по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео #1. Домкратный трубогиб прокатного типа:
Видео #2. Изготовление домкратного трубогиба:
Видео #3. Сборка трубогиба из ступиц:
Видео #4. Изготовление улиткового трубогиба:
Виды доморощенных инструментов для выгибания металлического профиля не исчерпываются предложенными вариантами, потому как трубогиб своими руками можно сделать из любых имеющихся в хозяйстве деталей.
Главное, соорудить прижимной механизм, который будет продавливать трубу между двумя стойками или роликовую систему для деформации всего профиля сразу.
Хотите рассказать о том, как делали трубогиб собственными руками? В вашем арсенале есть вариант инструмента, не описанный в статье? Пишите, пожалуйста, комментарии в расположенном ниже блоке, делитесь полезными сведениями, фото по теме статьи, задавайте вопросы.
Список источников
- stankiexpert.ru
- sovet-ingenera.com
- instrumentgid.ru
- sdelajrukami.ru
- www.tubend.ru
- trubaspec.com
- trubanet.ru
- oxmetall.ru
- trubsovet.ru