
Алюминиевые сплавы 6082 и 6061
Сплавы 6082 и 6061 являются аналогами отечественных сплавов АД35 и АД33 по ГОСТ 4784-97 соответственно.
Алюминиевая продукция из сплавов 6082 и 6061
Алюминиевый сплав 6082 наиболее широко применяется в строительстве в качестве термически упрочняемого сплава. Обычно этот сплав является основным строительных алюминиевым сплавом для как сварных конструкций, так и конструкций без применения сварки. Сплав 6082 – это высокопрочный сплав, который применяется в различных видах алюминиевого проката:
- сплошных и полых прессованных профилей;
- плит (толстых листов);
- листов;
- поковок.
Сплав 6082 также все шире применяют в конструкциях, которые работают в морской атмосфере.
Сплав 6061 также является широко применяемым термически упрочняемым алюминиевым сплавом для конструкций как с применением сварки, так без нее. Этот сплав применяет в виде:
- прутков,
- сплошных и полых профилей, а также
- труб.
Оба сплава – 6082 и 6061 – обычно применяют в полностью термоупрочненном состоянии Т6: 6082-Т6 и 6061-Т6.
Свойства сплавов 6082 и 6061
Выбор сплавов 6082 и 6061 в качестве конструкционных материалов обеспечивает благоприятная комбинация их свойств:
- высокая прочность после термического упрочнения;
- хорошая коррозионная стойкость;
- хорошая свариваемость как методом MIG, так и методом TIG;
- хорошая способность к формовке (например, гибке) в состоянии Т4 (естественное старение);
- хорошая обрабатываемость резанием.
Применение сплавов 6082 и 6061 в прессованных профилях ограничено менее сложными формами поперечного сечения, чем для других сплавов серии 6ххх.
Алюминиевый сплав 6082 можно соединять заклепками из сплавов 6082, 5754 или 5019 в отожженном состоянии О или более твердых состояниях.
Сварка сплавов 6082 и 6061
Для этих сплавов необходимо учитывать потеря прочности в зоне термического влияния сварки сварных соединений (см. таблицы 2 и 3). Уровень прочности сварных соединений может в определенной степени восстанавливаться за счет естественного старения материала в зоне термического влияния сварного шва. Потеря прочности для состояния Т6 обычно составляет около 40 % (см. таблицы 2.
Типы заклепок и заклепочных швов
Наиболее часто при монтажных работах применяются типы заклепок с полукруглой и потайной головкой. В связи с тем что заклепки с потайной головкой недостаточно прочно соединяют детали в месте клепки, их применение ограничено. Такой тип заклепок используются только в тех случаях, когда их головки по условиям эксплуатации конструкции не должны выступать над ее поверхностью. В зависимости от назначения и условий эксплуатации возможно употребление заклепок и с другими формами головок (рис. 5.15).
Выбор размеров заклепок зависит от толщины соединяемых клепкой деталей. Диаметр заклепки должен быть, как правило, равным суммарной толщине соединяемых деталей. Длина стержня заклепки определяется с учетом образования замыкающей головки, усадки стержня в процессе клепки и необходимости заполнения зазора между стержнем заклепки и стенка ни отверстия под нее.

Рассмотрим порядок определения длины стержня заклепок с потайной (см. рис. 5.14, а) и полукруглой (см. рис. 5.14, б) головками. В обоих случаях длина заклепки / определяется, исходя из толщины склепываемых деталей S и длины /0 части стержня заклепки, выступающей из отверстия над поверхностью соединяемых деталей. Длина выступающей части стержня зависит от диаметра заклепки и формы замыкающей головки. Для заклепок с полукруглой головкой 10= (1,2… 1,5)d, для заклепок с потайной головкой 10 = (0,8… ,2)d.
Для обеспечения свободной, но достаточно плотной установки заклепки диаметр отверстия должен быть несколько больше диаметра заклепки:
Диаметр заклепки, мм 2,0 2,3 2,6 3,0 3,5 4,0 5,0 6,0 7,0 8,0
Диаметр сверла, мм:
точная сборка…. 2,1 2,4 2,7 3,1 3,6 4,1 5,2 6,2 7,2 8,2
грубая сборка…. 2,3 2,6 3,1 3,5 4,0 4,5 5,7 6,7 7,7 8,7
В случаях, если невозможно сформировать в соединении замыкающую головку, применяют взрывные заклепки (рис. 5.15, ё). Такая заклепка, заполненная взрывчатым веществом, устанавливается в отверстие соединяемых деталей и осаживается легкими ударами молотка в холодном состоянии. После этого ее нагревают со стороны закладной головки каким-либо нагревательным прибором (например, паяльником), в результате чего происходит взрыв вещества, помещенного в стержне заклепки и его конец расширяется, образуя замыкающую головку.
Для соединения тонких металлических листов и деталей из неметаллических материалов используются трубчатые заклепки (рис. 5.15, ж), замыкающая головка которых образуется развальцовкой.
Место соединения деталей при помощи заклепок называется заклепочным швом. В зависимости от характера соединения и егоназначения заклепочные швы подразделяют на три вида: прочные, плотные и прочноплотные.
Прочный шов применяется в тех случаях, когда необходимо получить соединение повышенной прочности. Как правило, это соединения в различных несущих конструкциях: балки, колонны, подъемные сооружения и другие подобные конструкции.
Плотный шов используется при клепке резервуаров и сосудов для жидкостей, трубных соединений для транспортировки газов и жидкостей под небольшим давлением.
Прочноплотный шов служит для соединения деталей в устройствах и конструкциях, работающих под большим давлением, например в паровых котлах.
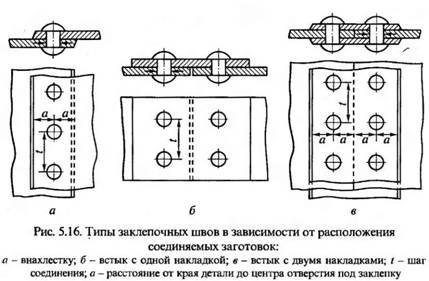
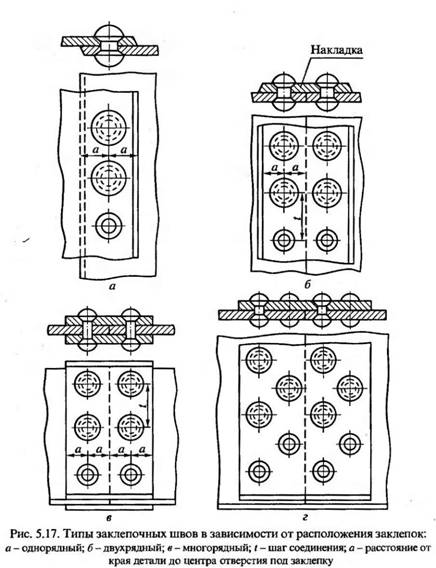
По взаимному положению деталей соединения различаются два типа швов: встык и внахлестку (рис. 5.16, а). Соединение деталей встык осуществляется с помощью накладок. В соединении используется одна (рис. 5.16, б) или две (рис. 5.16, в) накладки. Заклепки при любом виде соединения можно располагать в один, два, три и более рядов. В зависимости от количества рядов заклепок в соединении различают одно-, дву- и многорядные заклепочные соединения (рис. 5.17).
Расстояние между заклепками в соединении выбирается в зависимости от типа соединения (однорядное или двурядное). В однорядных швах расстояние между осями заклепок (шаг) должно быть равно трем диаметрам заклепки, а расстояние от края соединяемых деталей до оси заклепок в соединении должно составлять не менее полутора диаметров. При выполнении двухрядных швов это расстояние соответственно должно быть равно четырем диаметрам заклепки и полутора, как и в однорядном соединении. Расстояние между рядами заклепок в таких соединениях должно составлять два диаметра.
Еврокод 9 – Европейский стандарт EN 1999
Европейский стандарт EN 1999-1-1, который входит в серию стандартов EUROCODE 9 или Еврокод 9, определяет общие правила и нормы применения алюминиевых сплавов в строительных конструкциях. Еврокод 9 является, в свою очередь, частью серии европейских стандартов для строительства под общим названием Еврокод (EUROCODE).
Европейский стандарт EN 1999-1-1 в странах бывшего СССР имеет следующий статус:
- в России – готовится национальное приложение;
- в Украине – принят cтандарт ДСТУ-Н Б EN 1999-1-1:2010
- в Беларуси – принят технический кодекс установившейся практики ТКП EN 1999-1-1-2009.
Список источников
- aluminium-guide.ru
- dlja-mashinostroitelja.info
















