Рекомендации по монтажу
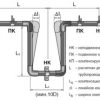
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Пайка как способ соединения PPR труб
В процессе сварки важно все: диаметр, температура пайки ПП изделий, время воздействия сварочного аппарата. Но для начала нужно познакомиться с азами технологии и научиться пользоваться инструментами
Приступать к процессу пайки нельзя, не определив тип и размеры материала. Предлагаем ознакомиться с полезной информацией, которая поможет правильно подобрать полипропиленовые трубы и фитинги, а также произвести их монтаж, зная нюансы и последовательность процесса.
Что нужно знать о полипропиленовых трубах?
Технологию сварки (или пайки – оба термина одинаково применимы) обеспечивают свойства полипропилена – технического полимера универсального назначения. Он легкоплавкий, но после остывания и отвердевания возвращает характеристики прочности и герметичности.
Трубы отличаются диаметром, толщиной стенки, цветом, характеристиками. Благодаря разбросу диаметров –16-110 мм – можно внедрить любое техническое решение.
 Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
Для благоустройства частных владений применяют изделия небольшого диаметра, чаще всего до 40 мм, реже – до 63 мм. Остальные трубы относятся к магистральным и имеют свои особенности монтажа
На окраску полимера можно не обращать внимания, так как он выбирается производителем по своему усмотрению, однако цвет полосок имеет значение:
- синие – для холодного водоснабжения;
- красные – для горячего водоснабжения и отопления.
Однако основная информация, на которую следует опираться при покупке и пайке труб, указана на маркировке. Полипропиленовый трубный материал обозначается буквенными сочетаниями PPR, PP-H, PP-B, PPRC.
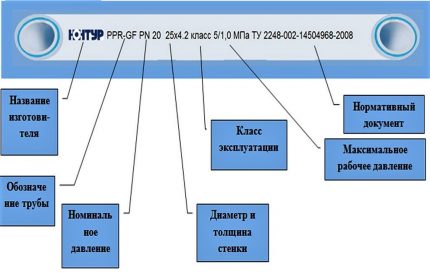 Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Схема, с помощью которой можно расшифровать маркировку. Буквенно-цифровые сочетания сообщают о типе трубы, диаметре, толщине стенки, допустимом давлении – то есть о значениях, принципиально важных для пайки
Классификация по номинальному давлению, максимально допустимому для монтажа в конкретных условиях, помогает подобрать изделия для систем домашнего или промышленного назначения.
Исходя из этого выделяют 4 типа труб PPR:
- PN-10 (с номиналом 1,0 МПа) – предназначены для транспортировки холодной воды. Иногда их используют для устройства теплого пола, при условии, что теплоноситель не нагреется свыше +45 °С.
- PN-16 (с номиналом 1,6 МПа) – используются для сборки систем горячего/холодного водоснабжения. Максимально допустимая температура – +60 °С.
- PN-20 (с номиналом 2,0 МПа) – выдерживают температуру до +80-90 °С в трубопроводах, защищенных от гидроударов.
- PN-25 (с номиналом 2,5 МПа) – подходят не только для автономного, но и для централизованного водоснабжения. Рекомендуемая максимальная температура – +95 °С, но выдерживают и выше.
Лучше переплатить и приобрести надежные трубы с чуть превосходящим значением, чем сэкономить и взять материал, ограниченный температурными параметрами.
При изготовлении труб применяется принцип: чем выше температура теплоносителя и давление в системе, тем толще стенки.
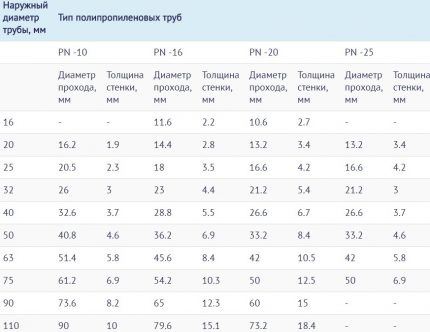 Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Таблица, с помощью которой, зная наружный диаметр трубы, можно определить толщину стенки и внутренний диаметр. При этом имеет значение и тип изделий по номинальному давлению
Это минимальные знания, которые нужны для правильного применения PPR труб. Переходим к краткому описанию процесса.
Технологическое описание процесса пайки
Существует два вида пайки полипропилена – стыковой и муфтовый. Первый практически не используется для устройства домашних коммуникаций, так как отличается сложной технологией и применяется исключительно для соединения магистральных труб большого диаметра.
 В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
В условиях коттеджа или квартиры применяют муфтовую сварку, идеально подходящую для соединения отрезков труб/фитингов диаметром от 16 мм до 63 мм
Принцип сварки заключается в том, что два отрезка трубы, примерно равные по диаметру и толщине стенки, нагреваются специальным инструментом и соединяются раструбным способом.
Главная особенность: муфта в холодном состоянии должна быть немного меньше по диаметру.
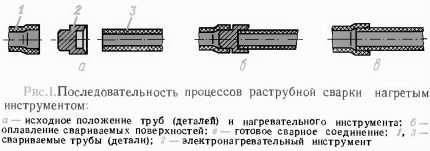 Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
Схема поэтапной пайки PPR труб: 1 этап – соединение деталей и паяльника (сварочного аппарата); 2 – нагревание до необходимой температуры; 3 – герметичный узел
При нагревании образуется зона оплавления полимера
Важно, чтобы она охватила только рабочие, примыкающие друг к другу поверхности
Здесь важно быстро снять детали с инструмента и соединить их между собой, благодаря чему и происходит сращивание двух отрезков в один с последующей полимеризацией. От времени, затраченного на процесс нагрева, и правильно выбранной температуры зависит надежность соединения
Таблица расчета времени
В этот период нельзя допускать перекосов. Комплектующие надо снять с насадок и зафиксировать не в дырку, а стык в стык. В первые секунды, когда изделия только получилось сварить, ещё можно скорректировать прямолинейность зоны спайки.
Спайка проходит так:
- Надо изучить правила эксплуатации оборудования.
- Прибор включить в электросеть и нагреть до определенного температурного режима.
- Изучить инструкцию, в которой написано, при какой температуре проводить паяние. Эта информация поможет предотвратить брак в работе.
- Обычно температура будет 260ᵒС. Отрезок трубы и фитинг надо вставить в насадки агрегата на строго определенное время нагрева.
- Их следует удерживать неподвижно. Вращать или сдавливать трубы, фитинги нельзя.
- Для полного застывания расплавленного пластика необходимо примерно 15 сек.
Пайку труб намного легче осуществлять вдвоем
Спаивание готово. В дальнейшем ошибки уже не исправить. После завершения работы трубопроводы прикрепляют к стенкам с помощью разного рода крепежей, которые создают неподвижность. Ниже приведена таблица времени спайки в зависимости от диаметра изделий.
| Диаметр | мм до метки | Разогрев | Охлаждение |
| 90 | 29-35 | 40 | 8 |
| 63 | 24-30 | 24 | 6 |
| 25 | 15-19 | 7 | 2 |
| 50 | 20-27 | 18 | 4 |
| 40 | 18-24 | 12 | 4 |
| 32 | 16-22 | 8 | 4 |
| 75 | 26-32 | 30 | 6 |
| 20 | 14-17 | 6 | 2 |
Таблицей пользоваться нужно обязательно, тогда монтаж пройдет безупречно. Если на поверхности насадок присутствуют следы пластика, надо разогреть агрегат, а потом убрать все лишнее тряпкой.
Расчет параметров сварки встык
Для расчета параметров сварки необходимо обладать следующими данными:
е – толщина трубы; Dn – номинальный (наружный) диаметр трубы; Di – внутренний диаметр (Dn – 2е); S – площадь сварки в мм², которую можно рассчитать по формуле:
S = π(Dn² – Di²)/4, где π = 3,142;
Sc – площадь цилиндра машины в мм².
Также необходимо знать марку полиэтилена. Этот параметр необходим для правильного определения времени протекания циклов сварки.
Поскольку в расчетах задействован такой параметр, как площадь цилиндра машины для сварки ПЭ труб (Sc), рекомендуем использовать готовые таблицы с параметрами сварки для каждого вида и типоразмера труб. Эти таблицы обычно приводятся в инструкциях по эксплуатации машин для сварки ПЭ труб.
Приведенные ниже формулы для расчета давления циклов: “Оплавление стыка” и “Сварка” носят справочный характер.
- Давление Р1 : “Оплавление стыка” = 0,15 (S/Sc) х 10 (бар)
- Давление Р2 : “Нагрев” = 0,02 (S/Sc) х 10 (бар)
- Давление Р5 : “Сварка” – “Охлаждение” = 0,15 (S/Sc) х 10 (бар)
где:
значение 0,15 для Р1 и Р5 является постоянной величиной, соответствующей 0,15 N/mm²; значение 0,02 для Р2 является постоянной величиной, соответствующей 0,02 N/mm².
Время сварки также рассчитывается индивидуально для каждого типоразмера труб, в зависимости от диаметра трубы и толщины стенки.
Рекомендуемые временные параметры при сварке ПЭ труб и фитингов встык при внешней температуре окружающей среды 20 °С и умеренном воздушном потоке
|
Номинальная толщина стенки, мм |
Оплавление стыка, мм |
Нагрев, сек |
Вывод нагревательного элемента, сек (max время) |
Осадка, время процесса сварки, сек |
Охлаждение стыка под давлением Р = 0,15 ± 0,01 N/mm2 сек (min время) |
|
Оплавление стыка до образования грата Р = 0,15 N/mm2 |
Время нагрева, рассчитывается как толщ, стенки х 10. Р = 0,02 N/mm2 |
||||
|
4,5 |
0,5 |
45 |
5 |
5 |
6 |
|
4,5 … 7 |
1,0 |
45 … 70 |
5 … 6 |
5 … 6 |
6 … 10 |
|
7 … 12 |
1,5 |
70 … 120 |
6 … 8 |
6 … 8 |
10 … 16 |
|
12 … 19 |
2,0 . |
120 … 190 |
8 … 10 |
8 .. 11 |
16 … 24 |
|
19 … 26 |
2,5 |
190 … 260 |
10 … 12 |
11 … 14 |
24 … 32 |
|
26 … 37 |
3,0 |
260 … 370 |
12 … 16 |
14 … 19 |
32 … 45 |
|
37 … 50 |
3,5 |
370 … 500 |
16 … 20 |
19 … 25 |
45 … 60 |
|
50 … 70 |
4,0 |
500 … 700 |
20 … 25 |
25 … 35 |
60 … 80 |
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм. Если в вашей схеме отопления присутствуют только такие диаметры и вы не планируете паять полипропиленовые трубы где-нибудь еще, кроме своего дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Особенности пайки армированного полипропилена
Теперь понятно, как проводится спайка труб из полипропилена с толстыми стенками. Будет полезным узнать, как правильно спаять пропиленовые изделия для отопительной системы с канифолью. Отличие в спайке армированных элементов от обычных заключается в том, что с каждого участка соединения нужно убрать фольгу из алюминия. Иначе качество спайки будет плохим.
Затем спайка выполняется как обычно. Если же слой алюминия расположен внутри полипропилена, то применяется специальный торцеватель. Он забирает с торца элемента слой материала внутри и сравнивает торец изделия, создавая крепкое соединение. В той ситуации, если трубопровод армирован стекловолокном, спайка элементов ничем не отличается от работы с трубами, которые не имеют армирования.
В процессе работы следует учесть такие особенности:
Высококачественная пайка может получиться только на сухих изделиях. Присутствие капель влаги может окончательно испортить крепление.
Насадки на паяльнике должны быть прикреплены очень плотно. Если этого не сделать, то оборудование быстро испортится.
При нагревании полипропилен слегка сжимается, поэтому длина отрезка трубопровода может сократиться на 1 мм
Важно сделать при расчётах небольшой запас по длине.
Трубопроводы правильно соединять горизонтально. Так получится предотвратить непроизвольные сдвиги соединяемых элементов.
Полиуретановые трубы обладают отличными эксплуатационными качествами
Чтобы сделать пайку по вертикали, паяльник должен вертикально держать мастер, а его помощник — соединять отрезки труб
Важно не перегревать паяльник, так как уже при температурном режиме 270ᵒС пластик может начать разрушаться. Если требуется соединить между собой полипропилен и металл, то применяют комбинированные фитинги
К одному концу изделия прикрепляется труба из металла, а другой его конец припаивается к полипропиленовому изделию. В помещении, где идет работа по монтажу полипропиленового трубопровода, должна удерживаться положительная температура.
Описание технологии
Для соединения фасонных полипропиленовых труб применяется метод раструбной пайки. Для этого используют специальные фитинги различной конфигурации. С помощью паяльника происходит одновременный нагрев наружной поверхности трубы и внутренней части фитинга. По истечении определенного времени они снимаются с насадок и состыковываются друг с другом.
Перед тем как паять полипропиленовые трубы, инструкция рекомендует выполнить правильный отрез. Для этого нужно использовать специальные трубные ножницы с широким основанием. С их помощью можно сделать максимально точный отрез с ровным краем.
Следующий этап работы – нанесение разметки. Сначала отмеряется глубина обрабатываемой поверхности. Для этого измеряется полость фитинга, предназначенная для соединения. Затем на поверхность трубы наносят отметку с помощью карандаша или маркера.
Включив паяльник, выставляют оптимальную температуру нагрева. Обычно она должна составлять 220-250°С. Предварительно на зеркало монтируют насадки, которые соответствуют размерам фитинга и трубы. Каждое полипропиленовое изделие должно относительно свободно входить в нагретые насадки. Может наблюдаться небольшое усилие. Углубив трубу и фитинг до нужной отметки, необходимо дождаться расплавления поверхности. Для этого используют стандартные временные таблицы, о которых речь пойдет ниже.
Соединение деталей должно происходить с небольшим усилием. Нельзя проворачивать или сильно придавливать элементы. Это может привести к деформации и неправильному положению относительно остальной магистрали.
Самые частые ошибки
Начинающие пайщики часто допускают при пайке ПП труб такие типовые ошибки, как:
- Попытка сварить грязные кромки. Плохая зачистка и обезжиривание не позволят создать прочное и долговечное соединение.
- Неправильный учет толщины стенок. Он приводит к недостаточно глубокому прогреву и созданию стыка пониженной прочности.
- Несоблюдение временных параметров прогрева, спайки и охлаждения. Вреден как недогрев, так и перегрев. Несоблюдение времени прижатия не дает образоваться прочному и долговечному сварочному слою. Чрезмерно быстрое охлаждение стыка вызывает тепловые деформации.
- Вставляя отрезок трубы в отверстие фитинга, следует делать это не полностью, а оставляя зазор в один-два миллиметра. Он будет заполнен шовным материалом, в противном случае избыток его образует внутренний валик.
- Превышение усилия прижима также ведет к выдавливанию излишков грата внутрь трубы и снижению эффективного сечения.
- Неправильно подготовленное соединение. На то, чтобы соединить кромки, есть несколько секунд. Если они состыковались неправильно, нарушая общую геометрию трубопровода и ориентацию фитингов и арматуры, исправить ошибку не получится.
- Качество труб. Не следует экономить на материале или брать разные марки. Они могут иметь разный химический состав и разные температуры нагрева. Кажущаяся экономия обернется снижением срока службы системы и значительно большими дополнительными расходами.
Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
Излишний перегрев фитинга и трубного техизделия при сваривании становится причиной деформации деталей. Нарушается их геометрия, а во внутреннем сечении происходит наплыв валика.»
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
Полипропиленовые трубы – доступный материал для построения прочных и долговечных водопроводных систем. Надежность соединения труб и фитингов напрямую зависит от правильного подбора и соблюдения режимов пайки.
Время и температура пайки полипропиленовых труб, таблица которых необходима каждому пайщику, служат основными параметрами. Они подбираются в зависимости от диаметра трубы и глубины проварки соединения. Даже небольшое отклонение от рекомендованных значений может привести к значительному снижению прочности и долговечности швов. Способность системы выдерживать рабочее давление жидкости снизится, рано или поздно в этом месте появится протечка.
Температура и механические свойства полипропилена
Как и любой термопласт, полипропилен характеризуется существенно разной температурной зависимостью пластичности. Причём дефекты сварки, которая проводилась в неверном диапазоне температур, исправлению не подлежат. Если недогрев ещё как-то можно компенсировать увеличением продолжительности пайки, то перегретая заготовка получит бугристость, наплывы и прочие подобные дефекты.
Выбор наилучшего температурного интервала определяется размерами поперечного сечения трубы, внешней температурой источника нагрева и окружающей среды, а также интенсивностью последующего охлаждения места спая. В частности, не рекомендуется выполнять пайку при отрицательных температурах.
Независимо от типа полипропилена минимальная температура поверхности зависит от требуемой глубины прогрева материала:
- До 10 мм – 245 С;
- До 16 мм – 250 С;
- До 25 мм – 255 С;
- Свыше 32 мм – 260 С.
Практически глубина прогрева на 5..10 мм меньше внешнего диаметра трубы.
Полипропиленовые (ПП) трубопроводы соединяются с использованием сварки плавлением под давлением. При этом фитинги могут соединяться встык, торцами, либо с использованием промежуточных деталей. Впрочем, второй способ более трудоёмок, увеличивает габаритные размеры арматуры, а потому на практике применяется значительно реже.
На характеристики полипропилена оказывает влияние не только температура, но и скорость её распространения в материале. Так, например, при обычном температурном градиенте в 0,5мин -1
Температура пайки полипропиленовых труб связана с их прочностью, как показано в таблице:
|
Температура поверхности полимера, градусов |
Механические характеристики |
|
|
Предел прочности, МПа |
Относительная деформация до разрушения, %, не более |
|
|
25 |
600 |
10 |
|
60 |
500 |
20 |
|
90 |
400 |
30 |
|
125 |
150 |
40 |
При выдержке более высокой скорости нагрева приведенные показатели пропорционально снижаются.
Приведенная таблица пайки полипропиленовых труб изменит свои значения, если скорость омывающего потока будет иной.
Влияние силы и времени
Время прогрева поперечного сечения связано с температурой в зоне стыка двух заготовок. Считается, что для полипропилена справедлива зависимость: до 7 с выдержки на каждый миллиметр внешнего диаметра заготовки. Если он больше 20 мм, то длительность прогрева увеличивают на каждую секунду, если диаметр возрастает на 3…5 мм.
При слишком продолжительном прогреве (необходим для заготовок диаметром свыше 60…75 мм) структура термопластика изменяется в худшую сторону. Поэтому при пайке больших ПП-труб лучше принять паяльник повышенной мощности, либо увеличить внешнюю температуру (как это и делается в случае применения тепловых пушек).
Влияние усилия прижима сказывается не только на цельности шва, но и на внешнем виде торцов свариваемых труб. Поэтому в особо ответственных случаях необходимо производить контролируемый прижим заготовок при помощи динамометрического ключа. Для зажима подойдут инструменты с электронным или стрелочным индикатором. Первые удобнее, поскольку при постоянных условиях пайки исходные настройки можно сохранять.
Поскольку шкала динамометрического ключа приводится в Нм, то полученное значение необходимо разделить на внешний радиус трубы, а затем – на площадь поперечного сечения. Полученный результат сравнивают с пределом прочности материала (он указан в таблице, приведенной ранее).
Сводная таблица параметров и времени пайки
При пайке ПП труб температура и время обработки являются самыми важными параметрами, которые необходимо учитывать. Для обычных (неармированных) заготовок актуальны следующие практические данные:
|
Внешний диаметр , мм |
Толщина стенки, мм |
Время нагрева, с |
Время выдержки, с |
Время охлаждения, мин |
|
До 20 |
До 2 |
4…5 |
3…4 |
Не менее 2 |
|
Свыше 20 |
5…6 |
Не менее 3 |
||
|
До 20 |
Более 2 |
5…7 |
4…5 |
|
|
Свыше 20 |
7…8 |
Не менее 4 |
Как выдержать температурный режим
В обычных условиях качество пайки устанавливают по отсутствию деформации и перекоса материала в зоне сварного шва. Для этого используют универсальный мерительный инструмент – штангенциркуль и угломер. Наиболее действенными способами повысить стабильность пайки ПП-труб являются:
- Сокращение времени пайки (если возможно);
- Применение программируемых тепловых пушек и автоматизированного инструмента;
- Использование датчика температуры;
- Применение принудительного воздушного охлаждения участка спая.
Датчик лучше настраивать на температуру жала паяльника, чем на температуру стыка – она сильно изменяется по толщине стенки трубы.
Список источников
- sovet-ingenera.com
- cotlix.com
- montagtrub.ru
- trubarik.ru
- svarka.guru
- www.syl.ru
- ostwest.su
- kanaliza.ru