Назначение процесса дрессировки холоднокатаных полос
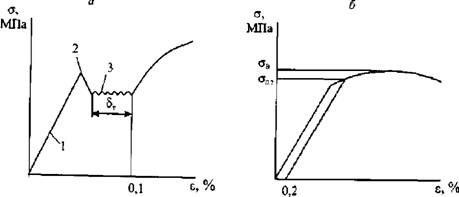
Необходимость дрессировки холоднокатаных полос и листов обусловлена тем, что после отжига холоднокатаная сталь характеризуется четко выраженной площадкой текучести, хорошо проявляющейся при испытании образцов на растяжение. При дальнейшей холодной штамповке деталей из такой листовой стали на отдельных участках поверхности изделий появляются дефекты — линий сдвига, получившие название линий Чернова — Людерса. Схематически зависимость параметров напряжения (а) — деформации (г) показана на рис.109.
Из диаграммы рис. 109, а видно наличие двух пределов текучести — верхнего (максимального напряжения при завершении упругой деформации) и нижнего (деформация продолжается без упрочнения металла). Деформация, соответствующая площадке текучести, неоднородна (зубцы на диаграмме).
Механизм возникновения верхнего и нижнего пределов текучести, а также площадки текучести, в работе объяснены с позиций теории дислокаций Коттрелла. По этой теории атомы примесей (углерода и азота) притягиваются к линиям дислокаций, образуя «облака примесных дислокаций» (облака Коттрелла). Они закрепляют дислокации и затрудняют их движение при приложении нагрузки. Для начала пластического течения дислокации необходимо оторвать от облаков, что требует приложения больших сил. Верхний предел текучести соответствует напряжению, необходимому для отрыва дислокаций от их облаков. Более низкое напряжение, достаточное для движения освободившихся от облаков дислокаций, соответствует нижнему пределу текучести. При последующей деформации (за площадкой текучести) металл упрочняется, поскольку атомы примесей закрепляют дислокации вновь. Упрочнение металла наступает в результате образования новых дислокаций и взаимодействия дислокаций между собой, также затрудняющего их движение, то есть на этой стадии деформации пластическое течение металла возможно лишь при постоянно повышающемся напряжении.
Если малоуглеродистую отожженную полосу прокатать с относительным обжатием, превышающим значение 0,1% (см. рис.109, то при дальнейшей штамповке линии Чернова — Людерса не возникнут, поскольку у металла, получившего небольшой поверхностный наклеп, диаграмма примет вид, показанный на рис.109, б.
Исследованиями установлено, что при дрессировке полос из малоуглеродистых сталей с относительным обжатием 0,5-1,2% условный предел текучести металла уменьшается, а при больших обжатиях увеличивается (рис. 110). Из рисунка видно, что в диапазоне обжатий 0,8-1,2% разница величин максимальна.
Описанный характер изменения предела текучести также объясняется с помощью теории дислокаций. При дрессировке дислокации освобождаются от окружающих их облаков примесей атомов углерода и азота. При повышенных же обжатиях они возникают вновь, вызывая упрочнение стали.
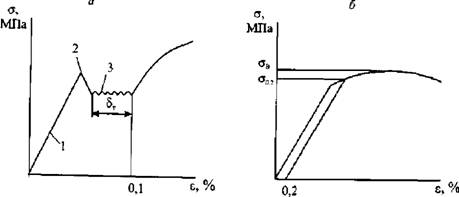
Рис. 109. Диаграммы растяжения образцов малоуглеродистой холоднокатаной отожженной (а) и отожженной и продрессированной (б) стали: 1 — участок упругой деформации; 2 — верхний предел текучести; J — нижний предел текучести; 5Т — удлинение при постоянном пределе текучести (длина площадки текучести)
Рис. 110. Зависимость условного предела текучести а02 и предела прочности
На штампуемость малоуглеродистой стали оказывает влияние и температура металла при дрессировке. Если металл после отжига в колпаковых печах недостаточно остыл (температура его выше 40°С), то при дрессировке одновременно с процессом упрочнения протекает старение кипящей стали, приводящее к образованию повторной площадки текучести. При этом возрастает предел прочности, уменьшается удлинение и значительно ухудшается штампуемость.
Наибольшие изменения механических свойств малоуглеродистой кипящей стали при естественном старении наблюдаются после хранения ее более 70 суток — начинается процесс «перестаривания», сопровождающийся снижением твердости. Вновь появляется площадка текучести и склонность к образованию линий сдвига в такой же мере, как и до Дрессировки. Ее можно устранить повторной дрессировкой.
В связи с этим, для полос из стали 08кп при дрессировке, в зависимости от группы вытяжки, установлены следующие температуры полос:
Группа вытяжки……………….. ВГ Г Н
Температура, °С……………….. 40 50 60
Холоднокатаная сталь — как производится и какие особенности имеет?
Если почитать некоторые сайты, где описывается разница между сталью х/к и г/к, можно встретить совершенно потрясающие факты. Представляете — оказывается, холоднокатаная сталь прочнее горячекатаной потому, что у нее «сохранена кристаллическая решетка, которая повреждается при горячей прокатке». Это очевидная чушь — на самом деле холоднокатаная сталь делается из стали, которая уже прошла горячую прокатку.
Да, те самые горячекатаные листы со всеми их неровностями и капризами сперва проходят травление — и выходят из этой процедуры чистенькими, без окалины. После они попадают в собственно холодный прокатный стан, который делает их тоньше, ровнее и послушнее.
Какие отличия от исходной горячекатаной стали приобретает сталь холодной прокатки в результате всего этого?
Упрочненный поверхностный слой
Именно этим, а не мифической «сохраненной из‑за отсутствия температурной обработки кристаллической решеткой» обуславливается повышенная прочность холоднокатаной стали. Прокатный стан сжимает ее, делает поверхностный слой плотнее и прочнее.
Обычно лучше подходит для гибки
В основном холоднокатаная сталь пластична и отлично поддается гибке. Но дело здесь, по правде говоря, не в свойствах именно холодной прокатки, а в выборе исходного материала. По большей части холоднокатаные листы делают из стали со сравнительно низким содержанием углерода, а горячекатаные — наоборот, из высокоуглеродистой. При необходимости горячекатаный лист тоже можно изготовить из легированной стали — просто это делается реже.
Отсутствуют «больные места» горячекатаных листов
- Нет окалины — она снята еще в процессе обработки перед холодной прокаткой.
- Более точные кромки.
- Нет или практически нет перепадов толщины.
- Меньше проблем с поводками при сварке. Если сварка плохо продумана или сварщик схалтурил — повести все равно может. Но если продумано правильно и сварщик держит марку — всё будет в порядке.
Выше стоимость
Холоднокатаные листы при прочих равных дороже горячекатаных. Это логично и понятно: для их производства сначала требуются все те же операции, что и для горячекатаных — фактически горячекатаный лист выступает заготовкой, полуфабрикатом — но после этого они дополнительно проходят травление и вторую прокатку. Каждая процедура стоит денег. Больше процедур — дороже итоговый материал.
В чем отличие горячекатаного листа от холоднокатаного? —
Современная металлообработка в производстве широко использует два вида стального листа – холоднокатаный и горячекатаный вместе с их модификациями. При этом, приобретая металлопрокат, клиент часто интересуется: в чем разница между горячекатаным или холоднокатаным листами? Выплавка стали для этих видов материалов происходит одинаково. Но окончательная раскатка металла в листы осуществляется по различным технологиям.
Как изготавливается и где применяется лист холоднокатаный
Процедура холодного проката металла на большинстве этапов не предусматривает использование термообработки. Процесс волочения осуществляется с помощью прокатного стана, превращая заготовку в лист.
Далее следует этап очистки от оксидной пленки и окалины, для чего используется технология травления или дробеструйной обработки.
Травление – погружение стального листа в ванну с 25-процентным раствором серной или соляной кислоты.
Дробеструйная обработка – ударная очистка поверхности стального листа путем воздействия под большим давлением мелкими частицами.
На следующем этапе происходит закаливание в специальной печи при температуре 700 0С. В процессе отжига молекулярная сетка стального сплава подвергается рекристаллизации, приобретая требуемые упругость и гибкость. Нагрев может привести к проявлению линий сдвига, удалить которые помогает дополнительный прокат.
Дрессировка листа – последний этап обработки, в ходе которого заготовка сжимается на величину до 3%, чтобы увеличить ее прочность и твердость.
Готовый лист затем можно подвергнуть дополнительной обработке в зависимости от целей дальнейшей эксплуатации, например, оцинкованию.
Такой металлопрокат в основном используется в изготовлении точных по своим физико-механическим параметрам деталей:
- самолетостроительной и космической отраслью;
- станкостроительным и электротехническим производством;
- для строительных целей.
Как изготавливается и где применяется лист горячекатаный
Для получения этого материала также используется принцип волочения, но уже при высокой температуре – свыше 1700 0F. Нагретая сталь легче поддается формованию, за счет чего снижается себестоимость такого металлопроката. Однако после остывания такой лист может изменять свои размеры и форму, поэтому его используют в тех производствах, где крайне точное соблюдение физико-механических параметров получаемых деталей не требуется.
Но нагрев придает структуре металла иные свойства, благодаря которым он становится пластичнее и тверже, повышается его вязкость и улучшается механическая обработка.
Такая продукция, безусловно, отличается низким качеством по форме и толщине, однако ее привлекательной стороной остается конечная цена продукта
А это чрезвычайно важно для использования в возведении крупных строительных объектов, где требуются в огромном количестве вспомогательные металлические конструкции с низкими требованиями по идеальности ряда параметров
В чем отличие холоднокатаного и горячекатаного листа?
- Толщина. У холоднокатаного металлопроката этот параметр не превышает 5 мм, у горячекатаного листа может достигать 200 мм. Но основное отличие заключается в том, что х/к сталь имеет одинаковую толщину по всей площади листа, в то время как у г/к стали размеры могут меняться.
- Точность. Четкое соответствие длины и углов получается только при холодном волочении. Термический нагрев приводит к усадке заготовки, поэтому г/к листы всегда отличаются скругленными углами.
- Поверхность. Холоднокатаные листы отличаются идеально гладкой и чистой поверхностью, не имеют окалины или линий структурных сдвигов.
- Стоимость. Сложность обработки, количество дополнительных операций и цена используемого оборудования существенно увеличивают стоимость холодного металлопроката в сравнении с горячекатаным аналогом.
О сортаменте, ГОСТах профильных изделий
Сортамент профильных труб из холоднокатаного металла определяется:
- типом профилей;
- длиной изделий;
- габаритами сечений (по ГОСТу 8642-68);
- маркой стали;
- наличием или отсутствием термообработки.
3.1. Соответствие видов профилей ГОСТам
Учитывая это, изделия могут быть:
- квадратными;
- прямоугольными;
- овальными.
Главный сортамент изделий соответствует ГОСТу 13663-86 (для стальных профтруб). Кроме того, ГОСТ 8639-82 определяет свойства стандартных квадратных труб, а ГОСТ 30245-2012 – профильных гнутых прямоугольных и квадратных замкнутых сварных труб. Для изготовления профилей чаще всего используют сталь, отличающуюся своим химическим составом, который является главным фактором в определении ее марки: 08кп, ст2пс, 10, ст4пс и пр.
3.2. Классификация соответственно технологии производства
Метод производства определяет свойства изделий.
В связи с этим, существуют три типа профтруб, в зависимости от способа изготовления:
- трубы бесшовные холоднокатаные – это такие трубы, которые используются в условиях высоких перепадов давлений и отличаются повышенной упругостью;
- электросварные профильные холоднокатаные трубы стандартного типа. Такие конструкции, в случае соблюдения эксплуатационных норм, отличаются долговечностью, надежностью, упругостью;
- бесшовные горячекатаные трубы. Такой тип металлопрокатных изделий – незаменимый вариант при эксплуатации в условиях агрессивных сред. Трубы отличаются повышенными антикоррозионными характеристиками.
Профильные квадратные и прямоугольные трубы производятся различных типоразмеров, начиная от самых маленьких – 10х10х1, 15х15х1, 30х15х1.5, 35х35х1.5, 40х20х1.5 и оканчивая достаточно большими: 200х200х5, 200х200х10, цена которых зависит от:

- линейных габаритов;
- марки стали;
- размера заказа (опт или розница).
Чтобы купить трубу профильную холоднокатаную, необходимо знать не только длину, но и толщину стенки изделия, которая определяется размером и сечением проката.
Популярность этому фасонному прокату придает цена за метр, которая значительно меньше квадратных или прямоугольных заготовок без наличия внутренних отверстий.
3.3. Немного об оцинкованных профилях
Среди бесшовных труб, особое место занимают оцинкованные трубы, производство которых определяются ГОСТом 8732-78. Эти изделия широко применяются, как в частном секторе, так и в промышленных масштабах.
Оцинкованные бесшовные трубы отличаются:
- нейтральностью к агрессивным средам;
- повышенными антикоррозионными свойствами;
- долговечностью эксплуатации.
Купить трубу можно в строительных магазинах, или же – воспользоваться услугами интернет магазинов, особенно когда речь идет об оптовых закупках.
Горячекатанный и листовой прокат и его преимущества
Металлический листовой прокат в современных условиях является одним из наиболее востребованных материалов, начиная от бытовых приборов, и заканчивая аэрокосмической отраслью. Листовая сталь представлена многообразием видов, которые можно разделить на две большие группы: горячекатаный и холоднокатаный.
Прокат горячекатаный
Данный вид металлического проката выступает в качестве сырья для производства широкого ассортимента металлических изделий, а также способен выступать в качестве готового изделия, например, в строительной сфере.
Как же происходит промышленное производство металла, в котором массовая доля углерода не должна превышать 2,14%. Последний добавляет стали прочности, в то время как различные легирующие добавки повышают иные характеристики металла, например, его пластичность, ковкость и так далее.
Процесс производства стального листа можно сравнить с раскатыванием теста, только через прокатный стан пропускается металлическая заготовка. Стан представляет собой большое количество валков различных размеров, пропускание через которые металла ведет к его постепенному утончению. Обязательное условие подобной обработки – предварительная очистка поверхности от любых загрязнений и выравнивание заготовки.
Разница горячекатанного и холоднокатанного листа
Подача металла может осуществляться в нагретом или холодном виде, соответственно прокат получается горячекатаный и холоднокатаный.
Нагретая до высоких температур сталь обладает значительно большей пластичностью и удобством работы, но при этом требует включение в технологическую линию дополнительных средств термической обработки, ведет к росту потребления энергоносителей и ужесточению требований по пожарной безопасности к производству.
Кроме того, процесс нагрева сопровождается образованием окалины, нуждающейся в удалении, а остывающий металл за счет неравномерности потери температуры деформируется с образованием неровностей.
В тоже время, для холоднокатаной технологии есть один существенный минус, минимальная толщина такого листа составляет 0,5мм. В некоторых областях требуется применение более тонкого металла, чего при данной технологии добиться невозможно.
На чем остановить выбор
Горячекатаный прокат при более низких технических характеристиках обладает меньшей стоимостью, и может обладать меньшей толщиной листа. Если говорить о выборе конкретного типа стального проката, то он определяется в первую очередь областью применения. Там, где серьезных требований по качеству нет, можно воспользоваться горячекатаными листами, тем более, что эксплуатационные сроки у обоих типов стали примерно идентичные.
Если вам требуется приобрести прокат горячекатаный, вы всегда можете рассчитывать на компанию МИП-НН и ее широкий ассортимент доступного металлопроката высокого качества. Для оформления заказа достаточно выбрать необходимые позиции из каталога на нашем сайте, и отправить предварительную заявку. В течение нескольких минут менеджеры компанию свяжутся для уточнения деталей заказа.
Подробнее о гнутых профилях
Сейчас мы довольно часто упоминаем стандарт 30245 2003. Это так потому, что сегодня продукция именно этого стандарта становится основой практически любого здания. Все часто видят, как большие супермаркеты возводятся за считаные дни. В этом заслуга именно этого стандарта 30245 2003.
Данные изделия специально были разработаны для строительства стальных конструкций. Изготавливаются они путем формовки трубы круглого сечения . При этом данная продукция имеет один прямой продольный шов. После сваривания происходит процесс обжатия специальными инструментами до квадратного или прямоугольного сечения.
При всей схожести данной продукции (30245 2003) ее нельзя путать с обычными прямоугольными трубами (8645 68) и квадратными (8639 68 или 8639 82)
Где используется горячекатаная труба?
Основная задача, которую выполняют подобные изделия, заключается в безопасной доставке рабочей среды без возникновения протечек, причем даже в том случае если эта среда находится в газообразном состоянии.
Благодаря тому, что в процессе производства используется углеродистая и легированная сталь, готовые изделия могут применяться для доставки химически активной среды, так как обладают высокими антикоррозийными характеристиками.
В зависимости от того, какой именно материал использован в процессе изготовления, горячекатаные изделия подразделяются на несколько категорий:
- Имеющие нормированные механические свойства.
- Имеющие нормированный химический состав.
- Изделия с нормированием и химических составов и механических свойств.
- Имеющие нормирование испытательного гидравлического давления.
- Нормирование контроля механических свойств на образцах и химических составов.
Различные технические характеристики определяют и сферу, где используются горячекатаные бесшовные трубы. Именно отсутствие каких-либо швов обеспечивает высокую функциональность и прочность подобных изделий.
Технические требования, предъявляемые к горячекатаным изделиям, определяются ГОСТ 8731-74, а сортамент – ГОСТ 8732-78. В свою очередь сортамент холоднокатаных изделий определяется ГОСТ 8734-75, а технические требования ГОСТ 8733-74.
Как производится?
Для изготовления бесшовных горячекатаных труб применяется цельнолитая горячекатаная или кованая заготовка, которую разогревают до температуры +900º-1200º. Точные показатели температуры зависят от того, какая именно марка стали в данном случае используется.
Процесс производства происходит на так называемых трубопрокатных станах. В его результате получается изделие, имеющее весьма невысокие показатели точности проката, а также значительные допуски по толщине стенок. Да и качество ее поверхности оказывается достаточно низким.

Горячекатаная бесшовная труба с круглым сечением
По этим причинам технология горячего проката не может быть использована, при изготовлении изделий из стали, имеющих тонкие стенки и небольшой диаметр. Теоретически, в соответствии со стандартами, параметры горячекатаных труб должны составлять от 25х2.5 мм до 530х75 мм, однако практические показатели – от 32х3 мм до 426 х30 мм. Связано это с тем, что заводы не имеют соответствующую оснастку, или же производство является нецелесообразным.
Производятся горячедеформированные изделия в несколько этапов:
- заготовка нагревается до температуры, которая ненамного превышает порог кристаллизации стали;
- с помощью прошивочного пресса из заготовки получают пустотелый цилиндр или гильзу;
- с помощью вальцовки придается правильная форма и соответствующий размер, толщина стенок, наружный и внутренний диаметры;
- стальная профильная труба охлаждается и с помощью вальцев производится ее калибровка;
- производится нарезка изделий необходимых размеров, которые могут быть стандартными и немерными.
Марки стали, используемой для изготовления горячекатаных изделий
Изготовляется такая труба из стали марок:
- 10.
- 20.
- 35.
- 45.
- 15ХМ.
- 30ХГСА.
- 09Г2С.
Допустимые показатели давления не превышают 20 МПа, а допустимые отклонения диметра составляют до 1.25%, толщины стенки до 12.5%. Горячекатаные бесшовные изделий могут быть как тонкостенными 6-12.5 миллиметров, так и толстостенными: 12.5-40 миллиметров. Также эти изделия могут иметь повышенную точность изготовления внешнего диаметра и обычную.
Где используется холоднокатаная профильная труба?
Холоднокатаная бесшовная профильная труба имеет большую стоимость, чем горячекатаная, но является коррозионностойкой, поэтому она используется только лишь в трубопроводах работающих с высоким давлением и при высокой температуре. Также подобные изделия применяются в тех случаях, когда особые требования предъявляются к тому, насколько качественной является поверхность изделия и геометрическая форма.
Холодная деформация имеет несколько принципиальных отличий, в частности после обработки на прошивочном прессе происходит охлаждение заготовки, и ее калибровка также производится в холодном виде. Для того чтобы избежать внутренних напряжений, а также сделать материал вязким и пластичным, заготовка нагревается до состояния рекристаллизации металла еще перед вальцовкой.
Холоднокатаная профильная труба может изготовляться из нескольких видов стали:
- Углеродистая.
- Высокоуглеродистая;
- Легированная;
- Высоколегированная.
Холоднокатаная бесшовная труба с квадратным сечением
Только если в процессе изготовления используются марки стали указанные в ГОСТ, может обеспечиваться высокая функциональность и устойчивость к механическому воздействию. В отличие от горячедеформированой, холоднокатаная профильная бесшовная труба может иметь стенки меньшей толщины и собственный меньший диаметр, что значительно расширяет сферы применения и обеспечивает малый вес конструкции.
Бывает немало ситуаций, когда именно небольшой вес становится критичным фактором, но наиболее востребованной сейчас является холоднокатаная профильная труба с диаметром не более 14 см.
Какими бывают холоднодеформированные трубы?
Холоднокатаные изделия бывают:
- особо тонкостенными, с толщиной стенки не более 0.5 миллиметров, или же если диаметр соотносится к толщине более чем на 40 единиц;
- тонкостенными с толщиной стенки 1.5 миллиметров, или же соотношение dh/s находится в пределах 12.5-40;
- особо толстостенными, если dh/s от 12.5 до 6;
- толстостенными, если соотношение диаметра и толщины составляет меньше 6.
Встречаются ситуации, когда соотношения толщины и диаметра отличаются от стандартных вариантов, но такие изделия выпускаются только при необходимости соблюдения особых технических условий. Особые требования предъявляются и к кривизне произвольного участка, которая не может превышать 3 миллиметра при толщине стенки меньше 8 мм, 2 миллиметра при толщине от 8 до 10 мм и 1.5 миллиметра при толщине стенки более 10 миллиметров.
Кроме того, на последнем этапе изготовления, холоднокатаная профильная заготовка должна быть подвержена отжигу и ее геометрическая форма и разностенность должна находиться в пределах установленных нормативами.
Допускаются отклонения размеров изделия для особо малых диаметров до 1.5%, для обычных диаметров 0.8%, отклонения по толщине стенки для малого диаметра до 12%, для обычного до 10%. Только если заказчик предъявляет особые требования, от отжига можно отказаться.
В соответствии с ГОСТ, холоднокатаная профильная труба изготовляется из стали марок – 10, 20, 35, 45, 20Х, 40Х, 15ХМ, 30ХГСА. Поставляется бесшовная профильная труба, причем как холоднокатаная, так и горячедеформированная, партиями, не превышающими 70 тонн, которые могут быть упакованы в связки. Если диаметр изделия превышает 159 мм, необходима ее индивидуальная маркировка.
Виды дефектов металлических листов
Некоторые дефекты имеют специфический характер и проявляются только на определенной продукции, другие подходят под стандартный классификатор отбраковки и являются распространенными:
- Несоблюдение размерности при выпуске полос заключается в появлении различной толщины в продольном направлении ленты, волнистых участков, короблении отдельных областей. Это случается из-за малой толщины холоднокатаных изделий, значительно меньшей, чем в продукции горячей линии.
- Нарушение однородности проявляется в появлении трещин, дыр, разорванной кромки, расслоений, это происходит из-за плохого качества исходного материала или нарушения технологии.
- К поверхностным дефектам относят недотравы или перетравы, полосы темного цвета, надавы или бугорки, они выявляются в результате нарушения процесса протравки или неправильного метода окисления, присутствия вмятин и выступов на поверхности роликов.
- Недостатком является вкатанная поверхность крошка, такой дефект является следствием плохой очистки поверхности полосы и вальцов перед обработкой.
Холоднокатаная сталь является востребованной в различных отраслях, стоимость ее производства в основном определяется ценой начальной продукции для обработки, а производственные процессы в цеху составляют около 20% от общей себестоимости.
Производство холоднокатаных труб
Технологический процесс, обеспечивающий производство холоднокатаных труб ГОСТ, состоит из таких этапов:
- Осмотр, возможная выбраковка некачественных заготовок.
- Обрезка концов качественных заготовок, их резка, сбор в пакеты.
- Термообработка в печи (в случае, если для изготовления заготовки использовали специальную сталь). Она может быть одинарной (в форме отжига, нормализации или отпуска), или двойной (включает закалку или нормализацию, после чего – отпуск). Этот процесс содействует приданию металлу свойств, обеспечивающих необходимую пластическую деформацию.
- Химическая подготовка, которую проводят непосредственно перед осуществлением деформации. Это значит, что с помощью кислоты с поверхности заготовки удаляют окалину (происходит травление). Нужно учитывать, что в процессе травления теряется примерно 0,5% веса
заготовки. - Интенсивная промывка поверхности сначала горячей, а потом – холодной водой.
- Просушивание на протяжении 27-30 мин. в печи при температуре 160-185⁰С.
После нанесения покрытия, заготовку покрывают тонким слоем смазки, благодаря которой в процессе холодной прокатки труба непосредственно не контактирует с инструментами, а значит, качество изделия будет самым высоким.
Видео
Разница между горячекатаным и холоднокатаным листами
Материалом для листа горячей прокатки служат «слябы» — заготовки, а болванкой для изготовления листа холодной прокатки является горячекатаный лист.
Исходные марки стали для производства: горячекатаные листы могут изготавливаться из низкосортных марок стали, а холоднокатаные — только из качественных.
Равномерность поверхности: горячекатаные листы имеют неоднородный состав, а именно — середина листа «провисает», поэтому изделия используются в строительстве и при сварке металлоконструкций. Холоднокатаный лист имеет однородное покрытие, используется там, где в изделиях важен красивый внешний вид.
Горячекатаный лист распределяется неравномерно, отчего его «ведет» при сварке, холоднокатаный лист равномерно распределяется, при сварке ведет себя отлично, вследствие этого больше используется в автомобиле-, приборо- и самолетостроении.
- Толщина холоднокатаного листа — до 5 мм, горячекатаного — до 200 мм.
- Четкость производства у холоднокатаного листа выше чем у горячекатаного: ширина,
длина, углы. - Горячая прокатка дешевле холодной, но при остывании лист сжимается и невозможно
точно предсказать соответствие размеру и форме, как при холодной. - При сгибании лист холодной прокатки не трескается.
- Прочность и надежность горячей и холодной прокатки не отличаются.
Шовные и бесшовные изделия
Если с исходным материалом разобрались, то теперь остается выяснить, чем же отличается бесшовная профильная труба от той, что имеет швы и какие виды обеих бывают.
Здесь нужно сразу сказать, что бесшовная продукция более дорогостоящая, имеет более высокие технологические характеристики, в отличие от той, что получена путем электросварки.
Все электросварные материалы получаются путем формовки исходного листа и дальнейшей его сварки. В зависимости от формы шва выделяют прямошовные и спиралешовные.
Например, профильная труба (ГОСТ 8645 68) будет иметь всего один шов, который располагается вдоль ребра. При этом такой шов прямой.
Довольно часто продукция изготавливается иным способом. В качестве исходного материала используется штрипса, то есть стальная лента. Она навивается по спирали. При этом каждый шов заваривается. Этот шов и получил название спиралешовного.

Бесшовные прямоугольные трубы
Что касается бесшовных материалов, то они получаются путем прокатки стального слитка. В процесс прокатки образуется отверстие, которое в дальнейшем принимает необходимую форму.
Самое главное различие между этими двумя видами труб заключается даже не в наличии или отсутствии шва, а в прочностных характеристиках. Понятно, что бесшовные изделия будут выдерживать гораздо большие нагрузки, чем электросварные.
Технологический процесс производства материала
Технология производства холоднокатаной стали подразумевает создание определенных условий на каждом этапе обработки. Выплавка металла производится стандартным способом и не содержит каких-либо хитростей. Далее полученный сплав раскатывают на листы либо заворачивают в рулоны. После этого и начинается процедура холоднокатаной обработки.

На первом этапе сталь проходит очищение от окалины и оксидной пленки. Существует два метода для данной процедуры: травление и дробеструйная обработка. Травление подразумевает погружение стали в 25% раствор соляной или серной кислоты. Этот способ удаляет лишние элементы с поверхности металла при помощи химических реакций.
Дробеструйная обработка означает ударное воздействие на стальной лист, которое позволяет сбивать с поверхности лишние частицы. На некоторых производствах применяют метод комбинированной очистки, который является наиболее эффективным. После завершения процедуры, холоднокатаная сталь протягивается через прокатные станы
На этом этапе очень важно правильно выбрать степень натяжения, иначе материал может порваться либо на нем образуются поперечные сдвиги

На этом завершается непосредственный этап производства и начинается этап закалки. Для начала сталь проходит отжиг в печах колпакового типа при температуре около 700 градусов по Цельсию. Это приводит к рекристаллизации молекулярной сетки сплава, благодаря чему он получает необходимую гибкость и упругость. Важным условием обработки является удаление из камеры воздуха, чтобы предотвратить окисление материала. После отжига листы снова прокатываются на стане, что предотвращает появление линий сдвига.
Последний этап обработки называется дрессировка. Он подразумевает сжатие полученных заготовок на величину до 3%. Эта процедура повышает твердость и прочность листов, чтобы они в будущем могли без проблем выполнять возлагаемые на них функции. Кроме перечисленных стандартных процедур обработки, материал может подвергаться дополнительным манипуляциям для придания ему определенных свойств. Например, оцинкованная холоднокатаная сталь покрывается слоем цинка, который обеспечивает ей высокую стойкость к воздействию коррозии. Этот материал используется для производства 90% автомобильных кузовов по всему миру.

Также из оцинковки изготавливают кровельные материалы, корпуса для бытовой техники, вентиляционные конструкции. Электротехническая холоднокатаная сталь применяется для изготовления корпусов электродвигателей. После специальной обработки она получает электромагнитные свойства, которые минимизируют потерю энергии при работе двигателя, позволяют уменьшить его габариты и повысить КПД при работе. Холоднокатаная нержавейка широко используется в изготовлении различных материалов для внешней обшивки зданий и сооружений, а также при производстве газовых печей, холодильников корпусов для других видов бытовой техники.
Подводим итоги
Если задать вопрос таким образом: какая сталь лучше – горячекатаная или холоднокатаная – то однозначного ответа не получите. Все из-за индивидуальных особенностей каждого из этих продуктов металлопроката. Также выбор может зависеть от конкретных целей использования. Для наглядности стоит привести несколько примеров использования этих двух видов металлопроката.
Во-первых, если основное, что определяет выбор, состоит в стоимости товара, то стоит отдать предпочтение гк-стали. Соответственно, когда нужен качественный материал для изготовления каких-либо деталей, то лучшим материалом будет лист холоднокатаный.
Горячекатаный лист – это идеальная основа для изготовления различных конструкций. А для красивого внешнего вида или более жестких конструкций используется листовая сталь холодной прокатки. Кроме того, выбор зачастую зависит от толщины, которая необходима при определенных строительных работах.
Общая оценка статьи: Опубликовано: 2020.07.28
Список источников
- metal-case.ru
- trubtraid.ru
- vchemraznica.ru
- trubypro.ru
- tokar.guru
- steelfactoryrus.com
- metallicheckiy-portal.ru
- promplace.ru
- VseOTrubax.com
- dlja-mashinostroitelja.info














