
Сварка угольным электродом
Как мы уже писали выше, сварка угольным стержнем применяется редко. Но она хорошо зарекомендовала себя при работе с цветными металлами, низкоуглеродистой сталью и чугуном толщиной до 3 миллиметров. Также угольные электроды иногда используются для пайки медных проводов.
Учитывайте, что угольный электрод является неплавящимся. Т.е., во время сварки он сам не плавится и не смешивается с основным металлом. У него есть медное покрытие, которое лишь немного испаряется в процессе работы. Поэтому сам стержень практически не меняется в размерах. Ведь расход очень незначительный.
За счет чего образуется шов? За счет самого металла, с которым вы работаете. Кромки плавятся под воздействием дуги и заполняют стык между двумя деталями. Иногда можно использовать присадочную проволоку, если зазор слишком большой.
Технология
Подготовьте металл к сварке. Зачистите все поверхности, при необходимости отшлифуйте. Затем настройте силу тока. Сила тока зависит от диметра электрода. Для электрода диаметром 4 миллиметра оптимальная сила тока — 150-200А. Увеличивайте силу тока, если используете электроды большего диаметра. Также рекомендуем установить прямой ток и прямую полярность. Так дуга будет гореть стабильнее, а электрод будет расходоваться еще экономнее. Чтобы улучшить качество шва и стабилизировать дугу можно использовать флюсы. Как пастообразные, так и порошковые. В их составе должны быть ионизирующиеся вещества. Нанесите флюс на кромки и равномерно распределите.
Вставьте электрод в держак и зажгите дугу. Это можно сделать, постучав стержнем о кромки. Затем сформируйте сварочную ванну. Видимая часть электрода должна составлять не более 7 сантиметров. Ведите дугу равномерно, следите за плавлением металла и формированием шва.
Возможна ли сварка угольным электродом в домашних условиях? В целом, да. Но у вас не получится использовать самодельный аппарат для сварки. Ведь сварочник для работы с угольными электродами должен обладать большим диапазоном настройки тока. А самодельные аппараты зачастую имеют более простой функционал.
Принцип функционирования аппарата дуговой сварки
Техника дуговой сварки имеет неоспоримое достоинство, которое заключается в том, что температура используемой дуги может достичь до 5000°С и более. Благодаря таким характеристикам, подобным методом можно сварить любые материалы, поскольку такая дуга может расплавить даже максимально прочный металл. Участок, где действует самый высокий температурный режим образуется в дуговом разряде.
Для того, чтобы знать как варить детали при помощи электрической дуги, надо понимать как она зажигается и начинает функционировать. Зажечь дугу можно от короткого замыкания сварочной электрической цепи, когда сварщик электродным концом будет касаться заготовленной детали и сразу же отводить его на пару миллиметров. В этот момент начинает зажигаться электрическая дуга. Для того, чтобы она хорошо горела надо медленными поступательными движениями направлять конец электрода по своей оси в процессе того, как он расплавляется.
Осуществляя дуговую сварку покрытыми электродами, в процессе работы расплавляется не только их покрытие, но и стержневое основание. Когда покрытие плавится, образуются газы со шлаком. Появившийся шлак смешивается с расплавившимся металлом сварочной ванны и создает своеобразный покров, который всплывает на поверхность. Благодаря такому покрытию металл защищается от возможных реакций с азотом, кислородом и другими частицами атмосферного воздуха. Кроме этого, благодаря шлаку, расплавленные металлы еще и подвергаются очистке.
Разные электродные покрытия позволяют не только обезопасить шов от воздействия окружающей среды посредством газов и шлака, но обеспечивают качественные эффективные металлургические процессы, возникающие в расплаве ванны с используемыми металлами. Покрытые электроды позволяют сварить черные и цветные металлы, при этом толщина изделий, подвергающихся к сварке может быть абсолютно любой. Такие электроды хорошо подходят как для применения в аргонно-дуговой сварке, так и в наплавке металлов. Главное преимущество аппарата дуговой сварки заключается в том, что он очень прост в использовании и в тоже время характеризуется универсальностью. Минус в том, что техника дуговой сварки осуществляется вручную и показатели производительности работы не очень высокие.

Основой для сварного соединения может выступать поковка, литье и прокат. Последний пользуется наибольшей популярностью
Зная, как варить металлы, используя электрическую дугу, важно правильно подготовить изделия. Если вы используете прокат, то изначально его нужно обработать
Для этого производится правка (собственноручно или же с применением станков), далее материал зачищается и вырезаются заготовки
Обратите внимание на полученные отрезки, если они искривлены, то их нужно исправить и подготовить свариваемые кромки
Когда детали готовы, их нужно собрать, главное чтобы были соблюдены нужные зазоры и совмещения кромок. Далее нужно определить точность сборки, в этом вам помогут измерительные щупы, линейки и шаблоны. На следующем этапе надо зафиксировать заготовленные детали посредством скоб или прихваток короткими швами
Важно, чтобы сечения выполненных прихваток не были больше, чем 1/3 часть основного шва, а их поверхность надо очистить от шлака и грязи
От того, какой режим дуговой сварки вы будете использовать, будут зависеть размер и форма соединения. Если увеличить напряжение на дуге, то глубина провара будет меньше, а ширина шва наоборот больше. Чем больше будет сила сварочного тока, тем большей будет глубина провара
Техника ручной сварки труб без поворота стыка
При ручной сварке неповоротных трубных стыков последовательность выполнения
слоёв показана на рисунке ниже:
Первый слой (швы 1, 2, 3) выполняют сверху вниз, а второй и третий слои (швы
4, 5, 6 и 7, 8, 9) либо снизу вверх, либо сверху вниз (схема а) на рисунке).
Возможно выполнение второго и третьего слоя в последовательности, указанного
на схеме б) рисунка. При ручной сварке неповоротных труб большого диаметра,
более 700мм, рекомендуется сварку вести в последовательности, указанной на схеме
в) рисунка.
При
сварке необходимо учесть, что смещение замыкающих участков (замков) наиболее
важно в процессе сварки. Смещение должно составлять 60-100 мм
В случае, если возникают трудности при сварке неповоротных стыков, например,
стык находится в труднодоступном месте, то можно применить комбинированный метод
(см. рисунок слева) сварки стыка со вставкой (поз. 2 на рисунке).
При этом, нижнюю часть сварного шва выполняют с внутренней стороны трубы через
отверстие (поз. 1 на рисунке), а после этого в отверстие вваривают вставку (поз.2
на рисунке), выполняя сварку верхней части шва с наружной стороны стыка.
Для ручной сварки неповоротных стыков применяют те же электроды, что и для
сварки стыка с поворотом трубы. Однако, доступ к некоторым участкам шва неповоротного
стыка часто оказывается затруднён и сваривать его сложнее. Следовательно, сварка
неповоротного стыка требует от сварщика более высокой квалификации, чем сварка
стыка с поворотом.
При прокладке магистральных трубопроводов вручную выполняют только первый слой
сварного шва. Последующий слои сваривают автоматической
сваркой под флюсом.
Выбор параметров режима
Сварочный ток выбирают: при однопроходной сварке – в зависимости от толщины стенки трубы, а при многопроходной – исходя из высоты валика, которая должна составлять 2 – 2,5 мм. Сварочный ток назначают из расчета 30 – 35 А на 1 мм диаметра электрода.
Напряжение на дуге должно быть минимальным, что соответствует сварке короткой дугой.
Скорость сварки регулируют так. чтобы гарантировались проплавление кромок и формирование требуемых размеров шва.
Расход защитного газа зависит от марки свариваемой стали и токового режима (от 8 до 14 л/мин).
Присадочная проволока диаметром 1,6-2 мм выбирается но марке свариваемой стали (см. статью Сварочные материалы).
Ориентировочные режимы
|
Шов |
Диаметр W-электрода, мм |
Диаметр присадка, мм |
Сварочный ток, А |
Напряжение на дуге, В |
Расход газа, л/мин |
|
Корневой |
2-3 |
1,6-2 |
70-110 |
12-16 |
6-8 |
|
Заполнения |
3-4 |
2-2,5 |
80-130 |
14-18 |
8-12 |
Минимальные режимы по току в зависимости от марки W-электрода
|
Диаметр W-электрода, мм |
Постоянный ток (А) полярности |
Переменный ток, А |
|||||||
|
Прямой |
Обратной |
||||||||
|
ЭВЛ |
ЭВИ |
ЭВТ |
ЭВЛ |
ЭВЧ |
ЭВТ |
ЭВЧ |
ЭВЛ |
ЭВИ |
|
|
2 |
80 |
180 |
120 |
20 |
25 |
25 |
– |
– |
– |
|
3 |
230 |
380 |
300 |
35 |
50 |
30 |
– |
– |
180 |
|
4 |
500 |
620 |
590 |
60 |
70 |
60 |
180 |
170 |
220 |
|
5 |
720 |
920 |
810 |
– |
– |
70 |
– |
210 |
270 |
|
6 |
900 |
1500 |
1000 |
100 |
120 |
110 |
250 |
250 |
340 |
Сварку начинают сразу же после установки прихваток, которые при выполнении первого слоя нужно переплавить. В труднодоступных местах первый корневой шов можно выполнять без присадочной проволоки, если зазор и смешение кромок не превышают 0,5 мм, а притупление кромок не более 1 мм. Исключение составляют стыки труб из сталей 10 и 20, которые всегда нужно сваривать с присадкой.
Очередность наложения слоев при сварке одним сварщиком неповоротного стыка
Зажигать и гасить дугу следует на кромке трубы или на уже наложенном шве на расстоянии 20-25 мм от конца шва. Подачу аргона прекращают спустя 5-8 с после обрыва дуги.
Сварку трубопроводов из высоколегированных, особенно коррозионностойких, сталей выполняют с защитой корня шва либо подачей аргона внутрь трубы, либо применяя флюс-пасту ФП8-2.
При сварке высоколегированных сталей нужно соблюдать ряд условий:
- минимальные токовые режимы;
- короткая сварочная дуга;
- максимальная скорость сварки без перерывов и повторного нагрева одного и того же участка металла;
- избегать поперечных колебаний горелки;
- присадочную проволоку следует подавать равномерно, чтобы не создавать брызг расплавленного металла, которые, попав на основной металл, могут вызвать впоследствии очаги коррозии
На толстостенных (более 10 мм) трубопроводах диаметром более 100 мм из низкоуглеродистых и низколегированных сталей корневой шов сваривают аргонодуговым способом без остающихся подкладных колец.
Сварку следует вести обратноступенчатым способом участками длиной не более 200 мм. Высота корневого шва должна быть не менее 3 мм. При этом необходимо обеспечить плавные переходы к поверхности трубы.
Направление и очередность укладки корневого слоя
Аргонодуговую сварку используют также, когда приваривают подкладное кольцо в трубах из углеродистых и низколегированных ст алей. Кольцо плотно, но без натяга, устанавливают в трубу, оставляя зазор между кольцом и внутренней поверхностью трубы не более 1 мм. Кольцо прихватывают снаружи угловым швом длиной 15-20 мм с катетом 2.5-3 мм к трубам диаметром до 200 мм в двух местах, а большего диаметра в трех-четырех местах.
Прихватку, независимо от марки стали трубы и подкладного кольца, выполняют с присадочной проволокой Св-08Г2С диаметром 1,6-2 мм. Подкладное кольцо приваривают однослойным угловым швом с катетом 3-4 мм с тем же присадком.
Как правильно варить свеклу
Подготовка не требует каких-либо усилий. Достаточно корнеплоды помыть, обрезать хвостики, проверить на наличие гнили и других проблем. Чистить свеклу нет необходимости, иначе во время варки она выварится и побледнеет.
Как варить свеклу в кастрюле
Нам понадобятся:
- Свекла;
- Вода;
- Сок из лимона.
Как сварить свеклу в кастрюле:
1.
Свеклу моем, если носик и хвостики очень длинные — обрезаем их.

2.
Если овощ здоров, на кожице не должно быть черных пятен, признаков гнили или плесени.

3.
Кладем подготовленные овощи в кастрюлю, добавляем прохладную воду
Соль класть не нужно! Это важно, так как соль делает свеклу твердой, овощ дольше готовится

4.
Чтоб сохранился яркий цвет, в воду вливаем 1/2 чайной ложки сока из лимона приблизительно на 1 литр жидкости. Варим на небольшом огне.

5.
Готовность проверить легко, готовый овощ легко протыкается. Время приготовления займет около 1,5 – 2 часа, отталкиваемся от размера.

6.
Вареную свеклу можно чистить и использовать для приготовления других блюд — салата, красного борща, икры, карпаччо и др.

Как варить свеклу быстро
Этот экспресс-метод порадует хозяек, так как варка сокращается до 60 минут.
- Кипятим воду и только после начала кипения бросаем свеклу в емкость.
- Огонь не уменьшаем, а чтоб сделать температуру еще выше, добавляем в воду 2 ст. ложки подсолнечного масла.
- Кипятим свеклу полчаса, потом ставим кастрюлю под проточную прохладную воду на 10-15 минут. Резкое падение температуры поможет свекле «дойти» до готового вида.
Как варить свеклу в микроволновке быстро
Такой способ самый быстрый, он займет от 10 до 20 минут. Аналогично отталкиваемся от размера, а также от мощности имеющейся микроволновки.
- Свеклу моем, но не чистим. Кладем в стеклянную посуду, выбираем посуду с крышкой, вовнутрь добавляем 3 ст. ложки воды. Если нет крышки, можно завернуть свеклу в полиэтиленовый пакет для запекания, хорошо его завязываем.
- Если мощность вашей микроволновки 1000 и более ватт, то ваша свекла приготовится минут через 10.
Как сварить свеклу в мультиварке
Сам процесс готовки очень похож на способ варки в кастрюле.
- Моем овощи, не чистим их, можно обрезать хвостик. Кладем свеклу в чашу мультиварки, заливаем водой так, чтоб она покрыла овощ на пару сантиметров выше.
- Выбираем режим «Тушение» или «Варка» и ставим готовиться на 1 час.
- Проверяем готовность овоща, если свекла сыровата, можно продолжить программу на 10-20 минут.
- Далее бросаем овощи в холодную воду «доходить».
Как варить свеклу для салата
- Выбираем способ варки, обычно свеклу для салата варят в кастрюле.
- Свеклу моем под проточной водой, убираем хвостики, но не чистим.
- Выкладываем овощи в кастрюлю и заливаем водой, пока она не покроет свеклу.
- Варим приблизительно 1,5-2 часа, все зависит от размера овоща. Если вода выкипает, можно доливать горячую.
- Готовность можно узнать с помощью зубочистки или вилки, если свекла хорошо протыкается – она готова.
- Когда свекла сварилась и остыла, чистим ее и можно готовить салат. Для винегрета – нарубить кубиками, для шубы – натереть.
Как варить молодую свеклу
Процесс варки молодой свеклы ничем не отличается от вышеописанных способов.
- Если вы выбрали традиционный метод – кастрюлю, то для начала подготовьте овощи к варке: помойте, уберите хвостики и листья.
- Если клубни небольшие, можно брать кастрюлю поменьше. Кладем свеклу в кастрюлю и заполняем водой. Солить не нужно.
- Варим примерно час, так как обычно молодая свекла небольшая по размерам. Если сомневаетесь в готовности, можете проверить зубочисткой, ножом или вилкой. Если она хорошо протыкается, то варку можно завершать.
Как варить свеклу для борща
Для борща свеклу можно варить разными способами, самые популярные – в бульоне и в кастрюле отдельно.
- Если вы желаете сварить свеклу вместе с мясом или ребрышками для борща, сначала дождитесь закипания бульона, чтоб снять пенку, которая образовалась от мяса.
- Когда бульон будет чистым, можно чистить и бросать свеклу целиком в кастрюлю.
- Таким образом, сварится и мясо, и свекла. Но один минус – свекла может вывариться, тогда и цвет борща будет не таким ярким.
Если вы предпочитаете варить традиционно в кастрюле отдельно, смотрите процесс чуть выше.
Как варить очищенную свеклу
- Очищенную свеклу обычно варят для борща в самом бульоне. Для любых других целей лучше варить в кожуре, так сохранится цвет свеклы.
- Очищенную свеклу бросаем в бульон или воду, варим до готовности. Если свекла крупная и не молодая, время варки может занять 1,5 – 2 часа.
С чего начать сварку металла инвертором?
Как пользоваться сварочным инвертором? Сначала нужно позаботиться о безопасности. Для сварки нужно приобрести маску, закрытые ботинки и перчатки из толстой кожи, плотную одежду. Ваше обмундирование должно вас защищать от искр. Помимо средств индивидуальной защиты, нужно позаботиться о безопасности окружающих вас людей и предметов. Если вы собираетесь «варить» дома либо в иных местах, где могут появится люди без специальной защиты, следует их об этом предупредить. Если это все-таки произошло – немедленно прекратите сварку. Очистите пространство вокруг места сварки от лишних предметов, легковоспламеняющихся предметов и жидкостей, которые могут спровоцировать пожар или взрыв. Работу нужно выполнять на специальном настиле из дерева в целях исключения возможности поражения током. Обеспечьте наличие ведра с песком рядом с вами. Правильная работа со сварочным оборудованием равняется безопасной работе.

Металл, который вы собираетесь «варить», должен быть подготовлен. Его необходимо очистить от лишнего: ржавчины, краски. Кромки должны быть обработаны растворителем. На них не должно быть остатков жира или краски.
Далее подключаем куда необходимо сварочные кабели, выбираем нужный электрод, выставляем величину тока. В таблице ниже указано как подобрать нужный электрод. Диаметр электрода зависит от толщины изделия, подлежащего сварке. Приведены рекомендуемые значения.
| Толщина металла, мм | 2 | 3 | 4-5 | 6-8 | 9-10 |
| Диаметр электрода, мм | 2 | 3 | 3-4 | 4 | 4-5 |
| Ток сварки, А | 50-
60 |
110-
120 |
110-120 (при d=3MM) 140-160 (при d=4MM) | 140-
160 |
140-160 (при d=4MM) 225-300 (при d=5MM) |
Подготовка к работе и выбор электродов
Прежде чем начинать учиться варить электросваркой, следует подготовить требуемые инструменты и защитные принадлежности. Подготовьте следующее:
- маску сварщика;
- защитную одежду и перчатки;
- молоток для удаления шлака;
- электроды;
- щетку по металлу;
- сварочный аппарат.
Отклонение сварочной дуги при сварке.
Защитная одежда должна быть изготовлена из плотного материала.
Перед началом работы запомните одно простое правило: электроды нужно подбирать в соответствии с толщиной металла, а ток выставлять по выбранному электроду. Расчет предельно прост. К примеру, вы используете сварочный трансформатор.
В данном случае на 1 мм электрода будет приходиться порядка 30-40 А. Если же вы будете работать сварочным инвертором, то 3 мм электрода будет соответствовать 80 А. При повышении тока до 100 А уже можно будет резать металл.
Место для проведения сварочных работ должно быть удобным для вас. Особых требований к нему не предъявляется. Обязательно принесите на рабочее место ведро с водой.
Подготовьте все необходимое для работы, а также сами заготовки. Тщательно зачистите места сварочных швов при помощи щетки по металлу. Пока у вас нет опыта, по возможности выставляйте рабочие заготовки при помощи тисков или струбцин.
Для того чтобы разобраться в технологии работы с электросваркой, для начала потренируйтесь на сваривании валиков на плоской площадке. При этом лучше всего применять 3 мм электроды — наиболее ходовой и универсальный вариант.
Не стоит надеяться, что вы сможете научиться варить электросваркой «за 1 электрод». Подготовьте как минимум пачку электродов. Они относительно дешевые, зато вы сможете вдоволь напрактиковаться.
Что такое «инвертор»?
Технология сварки инвертором подразумевает обязательное использование этого устройства для работы. По своей сущности инвертор представляет собой устройство, которое превращает переменный ток из нашей обычной розетки 220 В в постоянный, при этом изменяя частоту. Плюс еще и в том, что такое серьезное устройство очень экономно расходует вашу электроэнергию и заметно не изменяет показатель напряжения. Существует аппараты-инверторы, которые работают при напряжении 380 В. Сварка трёхмиллиметровым электродом будет возможна и при напряжении 170 В. Но это лучше проверить в инструкции по эксплуатации конкретного вида инвертора. Такое низкое напряжение обычно характерно для деревень, небольших поселков.
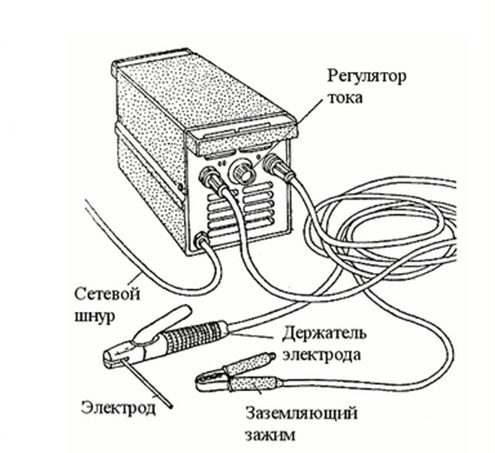
Визуально аппарат представляет собой металлическую коробку, с индикаторами некоторых показателей: перегрева и питания, иногда есть решетки для лучшего охлаждения содержимого, с ремнем для удобной переноски и ручкой. Вес примерно 3-6 кг. На инверторе есть ручка, регулирующая сварочный ток, два отверстия для кабелей – плюс и минус. Один используется как прищепка для детали, второй – для держателя электрода. Рекомендуется приобретать инвертор с кабелями нужного размера. Иногда они оказываются слишком короткими. Также кабели должны быть максимально гибкими для удобства.

Как выбрать сварочный инвертор? Довольно просто. Цены на инверторы вполне демократичные. Но ценовой диапазон присутствует. Покупать самый дорогой – не лучший вариант для человека, только познающего азы сварки инвертором. Работать сварочным инвертором производителя Ресанта удобно и продуктивно.
Отвечая на вопросы как пользоваться сварочным инвертором, как правильно варить сварочным инвертором и как научиться варить сварочным инвертором прежде всего нужно сказать о следующем. Перед тем, как правильно варить инверторным сварочным оборудованием обязательно внимательно прочтите как варить сварочным инвертором конкретного производителя. Можно несколько раз. Принцип работы у инверторов один и тот же, но в остальных показателях множество различий, которые не изложишь ни в одном универсальном пособии по сварке.
Последовательность действий
Пошаговая инструкция предусматривает выполнение нескольких видов работ. Сначала потребуется оснастить сварочный инвертор. От него отводят 2 кабеля. Один предназначен для подключения провода массы.
На другой, достаточной длины, подключают промышленный или самодельный держатель. Процесс обучения электросварке – дело достаточно сложное и требует большого времени.
Регулировка тока
Руководство по проведению сварочных работ включает сведения о настройках аппарата. Обязательной регулировке подлежит сварочный ток. Сначала не потребуется выставлять максимальное значение этой величины.
Все данные указываются в таблице на упаковке электродов. Выставлять надо меньшее значение и приступать к обучению.
С опытом, когда получится зажигать дугу и делать простейший шов, необходимо выставлять большее значение силы сварочного тока. Это позволит лучше прогреть металл и выполнить более качественный шов.
Сварочная дуга
Уроки сварки для начинающих невозможно представить без обучения зажиганию дуги. Сначала электрод будет постоянно липнуть к металлу. Рекомендуется 2 способа зажигания дуги:
- проведением кончиком электрода по поверхности деталей;
- зажигать дугу можно постукивая электродом. Иногда, при использовании электродов марки МР-5, сварщику приходится стучать часто и долго.
В первом случае не остается значительных следов на деталях, второй способ важен при большом слое обмазки на кончике электрода. Иногда приходится обтачивать концы электродов перед сваркой.
Научиться очень просто. Просто постукиваете, и при зажигании дуги главное не втыкать электрод в расплавленный металл и не относить его на большое расстояние. В первом случае дуга потухнет. Второй вариант приведет к образованию сильных брызг и нарушения валика шва.
Обучаться лучше на толстом металле. Только научившись зажигать дугу и поддерживать ее горение можно переходить к следующему этапу обучения.
Вырабатываем правильный угол наклона
Самое распространенное положение электрода – это промежуток наклона от 30 ° до 60 °. Очень редко возникает необходимость варить, держа сердечник под прямым углом. Выбирая наклон, надо следить за поведением шлака в сварочной ванночке.
Он должен надежно укрывать ее, но без растекания металла. Нельзя уходить сильно вперед ванны. Для начала поставьте держатель под прямым углом, и постепенно делая угол острее, добивайтесь нормального заполнения сварочной ванны шлаком.
Освоив азы, можно постепенно переходить к горизонтальному и вертикальному шву. В зависимости от толщины деталей придется также регулировать угол. Со временем эта операция будет выполняться на автомате.
Технология дуговой сварки
Электродуговая сварка выполняется по определенной технологии для обеспечения хорошего, гладкого и прочного соединения изделий.
Существует несколько способов поджога дуги:
- точечный, при котором сварщик точечно бьет проводником по изделию;
- способ чирканья.
Свойства проводников также могут быть разными при различных методах поджога. Это связано от покрытия на нем. Не
Создать дугу новым электродом намного проще. Достаточно ним коснуться металла, и сразу поднять на расстояние 2-3 миллиметра. Когда проводник поджигался многоразово, на его конце возникает шлаковая пленка. В таком случае нужно точечно ударить материалом несколько раз до образования искры.
Длина дуги – это величина, которая указывает на промежуток электрода и детали, между которыми происходит электрический разряд. Этот показатель напрямую зависит от диаметра электрода и выбирается от 0,5 до 1,2 его диаметра. Для получения качественного шва, электрод нужно держать максимально близко к детали.
Подготовительный этап
Прежде, как варить сваркой электродами металл, нужно все подготовить. Во-первых, подключить аппарат. Во-вторых, зачистить детали и надежно их закрепить, чтобы они не «гуляли» под аппаратом. В-третьих, сварщик должен надеть защитную маску.
Для начала рекомендуется потренироваться, как на металле зажигается материал, чтобы ориентироваться, каким способом лучше будет работать.
Образование дуги
При сварке для начинающих рекомендуется поддерживать короткую дугу, чтобы создать идеальную дорожку, без изъянов. С первого раза это не получиться – нужно некоторое время тренироваться.
Чем короче дуга, тем меньше металлических кап
Теоретически, как сваривать металл, знает каждый, но на практике необходимо долго учиться создать качественную дугу. Если она обрывается, ее нужно заново возбуждать и «запаивать» пробелы в швах. От силы тока зависит качество дуги, а от нее – качество шва.
При ошибочном подходе, можно образовать ожог на изделии, где в дальнейшем материал начнет портиться.
Формирование шва
Чтобы соединить металл электросваркой, важно создать надежный и качественный сплав между материалами. Различают несколько видов основных швов:
Ниточный – это самый простой способ, который может создать даже начинающий мастер. Он характеризуется продольными поступательными движениями и шириной, не более 3 мм. Он не создает надежное крепление и может быть использован на тонких и незначительных деталях. С такой дорожки рекомендуется начинать обучения для молодых мастеров, чтобы потом перейти к более сложным технологиям.
Продольно-поперечный тип создается в соответствии с названием. То есть, при этом нужно обладать знаниями и умениями, как правильно вести электрод в нескольких направлениях – вертикально и горизонтально. Такая дорожка намного прочнее предыдущего. Он отличается долговечностью и имеет ширину 1-1,5 сантиметра. Самая распространенная технология для такого шва – зигзаг, при котором проводник ведется от края до края по 10-15 мм в каждую сторону
При этом, очень важно соблюсти длину дуги, чтобы получить идеальную дорожку с минимальными примесями шлака.
При движении рабочего элемента в трех разных направлениях создается крепкий, «мертвый» и надежный шов. Изначально он начинается, как продольно-поперечный, но потом нужно создать возвратные движения, которые позволяют повторно проработать заваренную линию для большей надежности скрепления материалов
Здесь необходимо верно держать прибор, иначе под слишком большим наклоном соединительная дорожка получится толстой и неравномерной.
По завершению работы обязательно нужно сбить шлак с соединения, чтобы оставить идеально ровную полосу сваривания. При ошибочной работе, дорожка будет неровной, с пробелами и деформациями. Кроме эстетического вида, такое качество варки может отразиться на дальнейшей эксплуатации данных изделий.
Сфера применения
Мощная, полупрофессиональная бензопила Хускварна 340 может с полным основанием претендовать на статус многоцелевого универсального инструмента.
Данная модель ориентирована на широкий спектр хозяйственных работ, связанных с заготовкой топливной древесины, кронированием фруктовых и декоративных деревьев.
В перечень возможностей инструмента также входит — предмонтажная, поперечная и продольно-радиальная разделка строительной древесины, распиловка пено-и газоблочных строительных материалов.
Наличие специальных насадок позволяет использовать бензопилу в качестве шлифмашины, ледобура, рубанка, компактного и производительного насоса.
Классификация сварочных электродов
Большинство сварочных электродов, используемых на практике, предназначены для сваривания углеродистых и низколегированных сталей. Различные типы электродов разнятся между собой многими параметрами. Это ударная вязкость готового шва, механические свойства шва, способность шва к изгибу и т. д. Рассмотрим, какими электродами варить трубы, а также особенности их покрытий.
В качестве покрытия в электродах используются различные материалы, поэтому можно составить определенную квалификацию:
- Кислое покрытие. Для его изготовления используют оксиды некоторых металлов. Применяют для сваривания поверхностей постоянным и переменным током. Нежелательно использовать для стали, содержащей много углерода и серы.
- Основное покрытие. Для их производства используют фтористые соединения и карбонаты. Когда говорят про электроды для сваривания труб с большой толщиной стенок, то речь идет об электродах именно с основным покрытием. Как результат, швы являются устойчивыми к возникновению трещин и обладают высокой вязкостью.
- Целлюлозное покрытие. Для них используется целлюлоза. Позволяют производить сварку сверху вниз. Недопустим перегрев электродов. Склонны к разбрызгиванию металла в процессе работы.
Рутиловое покрытие. Применяется рутиловый концентрат. Полученные швы отличаются высокой степенью вязкости и простотой удаления шлака.
Смешанное покрытие. Позволяет получить заданные характеристики шва в зависимости от состава его компонентов.
Также сварочные электроды принципиально можно разделить на такие разновидности:
- Электроды с расплавляемым сердечником. Такой сердечник изготавливается из сварной проволоки. Различается диаметром и свойствами материала.
- Электроды с неплавящимся сердечником. Используется угольный, графитовый или вольфрамовый сердечник.
Мы выяснили, как правильно варить трубы и как подбирать электроды. Теперь поговорим о самом процессе сварки.
Как пользоваться ветчинницей
Итак, у вас на кухне появился помощник. Перед тем, как собрать ветчинницу, удалите с нее все упаковочные материалы и рекламные наклейки. Далее прокипятите все части прибора в течение 3-5 минут в солевом растворе – 1 ч. л. соли на 1 л воды, чтобы устранить остатки заводской смазки. После этого промойте детали в соответствии с правилами ухода и просушите.
Как правильно собирать прибор
При сборке ветчинницы пригодится ее заводская инструкция по применению. Первым делом поместите крышку бортиками вверх. Возьмите пружину и заведите ее снизу крышки, попадая нижним крючком в щель. При этом нужно зацепить край бортика. Именно в таком положении должны находиться все пружины.
Следующий шаг – установка формы на крышку с крючками. Ставьте так, чтобы пазы нижнего края формы совпадали с пружинами на крышке, а прорези самой формы находились сверху. При этом крышка должна надежно войти внутрь формы.
После этого каждую из пружин надевают на прорези формы. При этом верхний крючок пружины с кольцом под палец должен оказаться сверху. Затем в форму укладывают термостойкий полиэтиленовый пакет или фольгу, в которую, собственно и будет уложено мясо.
Принцип действия простой. Мясо цельное или кусковое помещают в цилиндр и зажимают двумя дисками, которые стягивают пружинами. Во время термической обработки, будь то варка в воде или запекание в духовке, объем мяса уменьшится, а пружины уплотнят его. В результате получится цельный продукт, который можно нарезать.
Как заправить ветчинницу

Перед тем, как использовать прибор по назначению, его нужно правильно заправить. Для приготовления классической ветчины повара рекомендуют использовать свинину. Понадобится 1,0-1,2 кг свиного окорока. Выбирать лучше не слишком жирный кусочек.
Затем требуется приготовить рассол. На литр воды возьмите 130-150 г соли, несколько лавровых листов, неполную ложку сахара, черный перец и разные приправы по вкусу. Вскипятите рассол, остудите и опустите в него мясо. Дайте настояться 2-3 суток.
Периодически протыкайте мясо, чтобы оно хорошо просолилось, а сам процесс шел быстрее. После этого можно выкладывать мясо в застеленную пакетом ветчинницу и приступать непосредственно к приготовлению.
Заправленный мясом аппарат помещают в кастрюлю с водой и варят, ставят в духовку и запекают или отправляют в мультиварку. В мультиварке при температуре 80°С ветчина приготовится через три часа. Готовый продукт охлаждают под проточной ледяной водой. Затем извлекают ветчину и отправляют в холодильник выстаиваться на 9 часов. После этого вам и вашим домашним остается только наслаждаться нежным вкусом ароматной домашней ветчины.
Как правильно варить трубу в поворотном положении
Вначале накладывается первый сварочный шов по периметру соединения. Для этого используются обычные электроды. Каждый последующий слой наносится электродами большего диаметра.
Условно диаметр трубы разделяют на два полушария — верхнее и нижнее. В первую очередь шов накладывается на верхнее полушарие. Затем труба поворачивается на 180 градусов. Сваривается нижнее полушарие. Это и называется сваркой в поворотном положении. Затем труба вновь поворачивается в первоначальное положение, а поверх первого сварного шва наносится второй слой. После этого вновь производится поворот трубы с нанесением второго сварного шва на нижнее полушарие.
Третий сварной шов наносится поверх первых двух слоев. Производится сваривание в одном направлении, путем постепенного поворота труб.
Как варить пластиковые трубы?
Постепенно набирают популярность трубы из пластика. Все большее количество людей используют их вместо стальных аналогов. Для их соединения также используется сварка. Рассмотрим, чем характерны пластиковые трубы — как варить их, а также какие приспособления для этого использовать.
Для сварки труб из пластичного материала (полипропилена) используются особые электрические сварочные аппараты (паяльники). Такой аппарат состоит из рукоятки, рабочей поверхности и электрошнура. На рабочей поверхности крепятся насадки, соответствующие диаметру свариваемых труб. После включения прибора в работу происходит разогрев нагревательного элемента и насадок. После достижения аппаратом необходимой температуры приступают к работе.
Соединяемые участки труб зачищают, снимают фаску с их внутренней поверхности. Торцы соединений обезжириваются, производится их примерка. На разогретые насадки надеваются фитинг и труба. Производится их нагрев в течение нескольких секунд. Время разогрева зависит от мощности паяльника. Обычно оно составляет от 5 до 30 секунд.
После этого фитинг и труба снимаются с насадок и в нагретом виде соединяются друг с другом. После соединения необходимо удерживать трубу с фитингом в неподвижном положении, пока соединение полипропиленовых деталей окончательно не застынет. В результате правильно проведенной операции в месте стыка должен образоваться небольшой бортик. Соединение, полученное таким способом, отличается своей прочностью и надежностью. Оно характеризуется отсутствием воздушных раковин. Поэтому и служить способно очень долго. Не боится гидроударов и устойчиво к воздействию горячей воды.
Вот такими способами производится сваривание труб из различных материалов. При соблюдении правильной технологии можно быть уверенным в том, что полученные соединения прослужат достаточно долго.
Список источников
- svaring.com
- svarkaed.ru
- weldering.com
- vsetrybu.ru
- taina-svarki.ru
- opilah.com
- moyakovka.ru
- rem.ninja
- kakvarim.ru






















