
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
В среде защитных газов.
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.

сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
Без использования газа (FLUX).

сварка полуавтоматом флюсовой проволокой без газа
Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать
Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур
1 Виды проволоки – 4 группы
Существует огромное количество видов проволок, используемых для полуавтоматической сварки, и каждая отличается уникальным составом. Но если обобщить, можно выделить всего 4 группы. В зависимости от материала, проволока бывает порошковая, алюминиевая, омедненная и нержавеющая.
Сварку сталей с низким содержанием углерода и легирующих элементов в среде защитных газов чаще всего проводят омедненными электродами. Этот материал довольно популярен, так как обладает повышенной устойчивостью к образованию коррозии, а шов получается прочным и надежным. Благодаря высокому коэффициенту наплавки, его еще используют и при проведении довольно сложных наплавочных работ. Такая проволока имеет стабильный химический состав, при этом отличается низкой себестоимостью. К минусам стоит отнести вредные для организма человека испарения меди, выделяемые во время проведения сварочных работ.
 Омедненные электроды для сварки стали
Омедненные электроды для сварки стали
- Медная катанка – пластичная и прочная
- Медная проволока от фитофторы – надежная профилактика заболевания
- Применение порошковой проволоки для полуавтомата
Нержавеющее изделие, полученное в результате горячей либо холодной вытяжки легированных сталей, пользуется спросом в машиностроении, пищевой промышленности и строительстве. Такие электроды отличаются жаропрочностью, коррозионной стойкостью, не боятся контакта с агрессивной средой и имеют более длительный эксплуатационный срок. Превосходными характеристиками отличается и сварочный шов. Однако при всем обилии плюсов есть и существенный недостаток – стоимость изделия довольно велика, что и делает его не столь распространенным, как другие виды.
Алюминиевая проволока гарантирует надежное сварочное соединение. Сварочно-технологические характеристики шва находятся на высоком уровне. Однако можно столкнуться с некоторыми трудностями, вызванными свойствами металла. Из-за чрезмерной мягкости материала малейшее сопротивление в рукаве способно спровоцировать образование петли. Также проволока может застопориться в токосъемнике из-за чрезмерного расширения алюминия при нагреве. Работая с таким расходным материалом, следует учитывать, что он плавится значительно быстрее стали, поэтому необходимо правильно подобрать скорость подачи.
Зависимость свариваемости и химического состава
Качество сварки зависит от содержания углерода, чем оно выше, тем труднее сварить стальные конструкции обычными методами. Процентное содержание марганца влияет на прочностные характеристики и твердость металла, а также на закаливание. Содержание серы вредит процессу сплавки металлов — образуются горящие трещины.
При наличии кремния более 0,5% образуются шлаки, которые усложняют сварку: если в пределе 0,8—1,5%, то сталь становится упругой, пластичность уменьшается, а хрупкость прогрессирует. Наличие фосфора 0,1—0,2% делает металл хрупким при обычных условиях. Другие металлы, задействованные в маркировке присадочной проволоке, вводятся для придания ей специфических свойств.
Эксплуатационные особенности
Ею, как уже говорилось, сваривают металлы при прямой полярности.
Прямая полярность означает, что положительный контакт сварочного аппарата соединяют с самой заготовкой кабелем заземления, а отрицательный контакт — с электродом посредством сварочного кабеля

В настройках сварочного аппарата выставляются минимальные скорость ее подачи и рабочее напряжение тока. Например, при использовании диаметра 1.2 мм оптимальной скоростью подачи будет 2 метра в минуту, а напряжение — 14 В.
Для нее является обычным образование толстого шлакового слоя на сделанном шве. Если шов планируется многопроходный, то этот шлак нужно тщательно удалить металлической щеткой и молотком.
 Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
Вообще же, по отзывам, — шов, практически всегда, довольно груб, имеет крупную чешую и наплывы. При неосторожных и поспешных действиях сварщика возможны непровары. Это фактически неизбежно при работе прерывистой электрической дугой.
3 Особенности эксплуатации материалов при сварке
Сегодня полуавтоматическая сварка находится на пике популярности, ведь основная работа выполняется автоматом, а на оператора возлагается только часть действий. Но это вовсе не означает, что управлять процессом может неопытный человек. От того, насколько правильно будет подобран материал и рассчитаны параметры сварки (сила тока, скорость подачи, диаметр электрода), зависит качество шва.
При этом учитывается природа свариваемого материала и, конечно, толщина изделия
Очень важно во время проведения сварочных работ обеспечить правильное положение электрода, он должен располагаться под углом от 30 до 45°. Это обеспечит достаточную глубину проплавления
Если работаете с изделием, толщина которого превышает 3 мм, следует дополнительно производить колебательные движения.
Не меньшее внимание следует уделить и выбору сварочной проволоки. Для начала визуально оцените состояние изделия
Ее поверхность должна быть чистой и без дефектов. Не допускается наличие ржавчины, окалины и шероховатости. Низкоуглеродистую сталь и сплав с малым содержанием легирующих элементов соединяют преимущественно омедненными электродами. Алюминиевая проволока используется для сварки кремния и марганца, а также алюминия с магнием. Нержавеющие электроды нашли свое применение при работе с нержавеющей сталью, содержащей Cr и Ni.
 Сварочная проволока
Сварочная проволока
Если изделия сделаны из углеродистых марок стали, а в дальнейшем предполагается термическая обработка, то для их соединения лучше всего подойдет порошковая проволока. Если вы предпочтете рутил-органический тип, химический состав металла шва будет близок к полуспокойной низкоуглеродистой стали. При этом силу тока придется снизить, в противном случае не избежать интенсивного поглощения газов сварочной ванной. Флюсовая рутиловая и рутил-флюоритная проволока используется для сварки в среде углекислого газа. Последний тип особенно актуален для изделий, испытывающих динамические нагрузки, так как в этом случае обеспечиваются высокие показатели ударной вязкости.
Чтобы предотвратить образование петель алюминиевых электродов, следует отдавать предпочтение оборудованию, оснащенному 4-роликовым механизмом подачи. При этом рукав должен быть коротким, а вкладыш тефлоновым. Это сведет сопротивление трения к минимуму. Используя наконечник с отверстием чуть большего диаметра, вы сможете избежать стопорения изделия в токосъемнике. Например, если сварка ведется алюминиевой проволокой диаметром 1 мм, то следует взять наконечник, рассчитанный на электрод 1,2 мм.
Разновидности
Существует несколько разновидностей, которые имеют различные виды сердечника, а также сферы предназначения, в зависимости от металла, для сваривания которого они созданы. Сварочная проволока без углекислоты бывает:
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высокой степенью наплавки;
- С флюсовым сердечником, предназначенная для сталей с низким содержанием углерода, отличающаяся высоким качеством соединения при любом пространственном положении;
- С флюсовым сердечником, предназначенная для сталей с низким уровнем легирования;
- С металлическим порошковым сердечником, предназначенная для сталей с низким содержанием углерода;
- С металлическим порошковым сердечником, предназначенная для сталей с низким уровнем легирования.
Физико-химические свойства
Проволока для полуавтомата для сварки без кислоты обладает повышенными свойствами сваривания. Это относится практически ко всем разновидностям, вне зависимости от сорта металла. Естественно, что очень сложные варианты, которые требуют серьезной защитной поддержки, такими способами не свариваются, но низколегированные и низкоуглеродистые стали дают высокое качество сварки. Наплавленный металл обладает высокой пластичностью за счет содержания деоксидирующих элементов, которые не позволяют примешиваться в сварочную ванну посторонним веществам. Таким образом, в соединении будет только состав проволоки и основного металла.

Проволока для сварки полуавтоматом без кислоты
Как правило, в проволоке отсутствует хрупкость из-за низкого содержания углерода, иначе ее нельзя было бы формировать в бухты и сгибать для более удобного использования. Материал отлично противодействует химическому загрязнению, но при этом здесь требуется соблюдать чистоту поверхности, особенно, если речь идет об автоматической сварке. Относительное удлинение здесь находится на среднем уровне, так как при различных температурах наплавленный шов может менять свои размеры, примерно, на четверть.
Технические характеристики марок
Достаточно часто в производстве встречается такая марка, как Е71Т-1. На ее примере можно рассмотреть характеристики, которыми обладает проволока для полуавтомата без газа:
|
Параметр |
Предел прочности, (МПа) |
Предел текучести, (МПа) |
Удлинение относительное, % |
Удар надрез KV при 0, градусов Цельсия |
| Минимальное значение |
480 |
400 |
22 |
47 |
| Максимальное значение |
580 |
490 |
27 |
120 |
Особенности выбора
При выборе нужно обращать внимание на содержание углерода. Чем его меньше, тем проволока будет мягче и пластичнее
Здесь редко бывает высокое содержание, но даже небольшие отклонения в несколько сотых долей процента будет иметь большое влияние на свойства. Это также влияет и на повышение электрического сопротивления. Вредными примесями считаются фосфор и сера, так что нужно предельное низкое их содержание в проволоки. Ведь несмотря на отсутствие примесей из внешней среды, внутренние проблемы с составом могут оказать негативный эффект. Они снижают пластичность и повышают хладноломкость. В сочетании с углеродом негативный эффект только увеличивается. Никель повышает ударную вязкость, тогда как другие легирующие элементы ее снижают.
Популярные марки
|
Марка проволоки |
Сфера применения |
| Forte E71T-1 |
Для сваривания низколегированных сталей со средним содержанием углерода |
|
FW12100 |
Для сваривания низкоуглеродистых сталей с низким уровнем легирования |
| Elementi 770 |
Универсальная марка, которая подходит для всех пространственных положений |
| Барс-71 |
Для сваривания низколегированных сталей со средним содержанием углерода |
Особенности сварки
Проволока для сварки без газа флюсовая производится в различных вариантах диаметра. Для каждого из них требуются свои настройки оборудования. В основном, сварка происходит при следующих параметрах:
|
Величина диаметра, мм |
Ток постоянный, полярность обратная, А |
|
1 |
18…30 |
|
1,6-2 |
21…35 |
|
3 |
25….40 |
|
4 |
40…50 |
|
5 |
50…80 |
|
6 |
80…125 |
Маркировка проволоки
Маркировка — это набор букв и чисел, в которых зашифрованы основные характеристики проволоки. Маркируется абсолютно вся проволока, вне зависимости от ее типа или назначения. В рамках этой статьи мы не сможем перечислить все марки сварочной проволоки, поскольку их насчитывается более 70. Но мы расскажем о том, как самостоятельно расшифровывать марки.
Для примера была выбрана марка проволоки Св-06Х19Н9Т. Зачастую она используется при электросварке, поэтому очень популярна.

Начнем с букв «Св». «Св» означает, что такое проволока предназначена только для сварки. Не для резки или любых других работ. Исходя из этого мы понимаем, что первые две буквы описывают назначение присадки. Также существует обозначение «Нп». Оно означает, что это наплавочная проволока. Порошковая проволока обозначается «Пп».
После этого указывается цифра, описывающая содержание углерода. В нашем примере это 06, что означает 0,06 % углерода от общей массы присадочного материала. Вслед за углеродом обозначается, какие металлы присутствуют в проволоке и в каком количестве. В нашем примере это хром («Х») в количестве 19% («Х19»), никель («Н») в количестве 9% («Н9»0 и титан («Т»). Если металла в составе меньше 1%, то количество не указывается, как в случае с титаном в нашем примере.
Но что, если сварочная проволока содержит другие буквы? Например, Ю или Д. Достаточно запомнить, что они означают. «М» – это молибден, «С» – это кремний, «Ф» – это ванадий, «Ц» – это цирконий, «Д» – это медь, «Г» – это марганец, «Ю» – алюминий.
Популярные марки
Выше мы говорили, что существует более 70 марок присадочной проволоки. Новичкам нелегко разобраться в них, поэтому мы перечислим наиболее популярные марки. Вдруг вы найдете среди них именно ту, которая вам необходима.
Начнем с марки Св-10Г1СН. Эта марка одна из самых часто используемых. Данная проволока широко используется при сварке в среде защитного газа. Можно варить низколегированные конструкционные стали. Марка используется во многих областях промышленности: от горнодобывающей до нефтеперерабатывающей.
Марки Св-10ГА, Св08А и Св08 применяется при сварке низкоуглеродистых металлов. Идеально подходят для аргонодуговой сварки. Также хорошо зарекомендовали себя при газовой сварке. Особенно, при работе с водопроводными трубами.
Марка Св-06Х19Н9Т (упоминаемая в примере маркировки), а также Св08ХН2М, Св08ХМФА и Св08ГС. Эти марки очень недорогие, но при этом выдают отличный результат сварки. Подойдут для сварки низколегированных сталей.
При сварке высоколегированных металлов отличным выбором станут марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Пошаговая инструкция по установке сварочной проволоки
Если у вас закончилась проволока, прежде чем установить новую кассету необходимо извлечь старую проволоку. Производители загибают конец проволоки чтобы по окончанию кассеты край проволоки остался возле роликов, чтобы его можно было легко извлечь из канала. Вам следует вытянуть остаток старо сварочной проволоки.
Установка новой кассеты

Фото 1. Но новой кассете следует откусить изогнутый край
После снятия старой кассеты, можно устанавливать новую. На большинстве подающих механизмов есть специальный паз, а на кассете отверстие, которым вы должны попасть на паз. После этого освободите край сварочной проволоки, придерживая его, чтобы проволока не размоталась под собственным напряжением подобно пружине. Изогнутый край проволоки следует откусить, другой рукой придерживая край проволоки. (На фото 1 второй рукой проволоку не придерживают, но это потому что она занята камерой).
Установка проволоки в канал
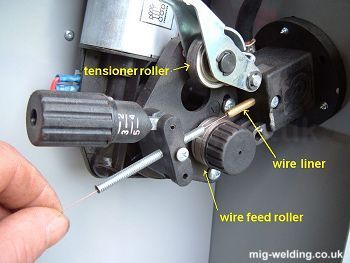
Фото. Протягиваем проволоку сквозь ролики в канал
Теперь когда у вас в руках ровный конец сварочной проволоки, вам следует протянуть проволоку через ролики и вставить ее в канал на выходе роликов. На самих роликах, в зависимости от конструкции может быть канавка для проволоки. Если на роликах есть загрязнения, ржавчина или масло, следует их очистить. Протягиваем проволоку и немного проталкиваем ее в канал, после чего прижимаем проволоку прижимным роликом. Не стоит прижимать проволоку слишком сильно, иначе поддающему механизму будет тяжело проталкивать проволоку.
Протягиваем проволоку до выхода из горелки

Фото 3. Снятое сопло и наконечник
После того как мы зажали проволоку прижимным роликом нужно протянуть конец проволоки до выхода из горелки. Для этого на подающем механизме производители выводят кнопку подачи, при нажатии на которую включается мотор подающего механизма и проволока начинает продвигаться, а защитный газ не подается. Чтобы проволока двигалась быстрее установите максимальную скорость подачи проволоки. Следите за тем чтобы рукав горелки был не скручен, разровняйте его в противном случае. Если проволока не проходит, подающий механизм пробуксовывает, покрутите горелку и попробуйте снова. Лучше если во время замены проволоки вы снимете сопло и контактный наконечник с горелки. Последний может препятствовать продвижению проволоки на выходе из горелки.
Установка натяжения катушки

Фото 4. Зажимаем кассету максимально легко, но препятствуем свободному вращению
Будьте внимательны, после длительного перерыва в работе проволока может покрываться ржавчиной. Если вы будете использовать грязную проволоку, она будет забивать канал и ролики. В таком случае нужно отмотать слой проволоки пока появиться не поврежденная ее часть. Не лишним будет соблюдение правил хранения проволоки — в сухом и теплом месте.
В заключение предлагаю посмотреть наглядное видео автор которого заменяет сварочную проволоку на своем полуавтомате.
https://youtube.com/watch?v=Dlo1HhNH-dE
Механизмы подачи
Еще совсем недавно использовали для подачи тянущее или толкающее устройство, но сейчас все изменилось и стали применять многофункциональный механизм с электронной системой управления. Контроль параметра режима работы позволяет существенно упростить весь процесс сварки. Существует три вида устройств с подачей материала, которые разделяются из-за способа протяжки проволоки.
- Толкающего действия — это наиболее распространенный вид, он не утяжеляет сварочную горелку и облегчает сварочный процесс. Его необходимо установить возле сварочного аппарата и через направляющий канал проталкивать проволоку, чтобы она дошла до наконечника горелки.
- Тянущего действия — такой механизм собирается внутри полуавтомата в корпусе горелки, он осуществляет подачу материала на себя. Он дает преимущество работать по необходимости с рукавами повышенной длины. Недостатком является то, что он утяжеляет горелку, а это отражается на работоспособности сварщика и замедляет процесс работы.
- Комбинированные — они совместили в себе тянущие и толкающие механизмы, такие устройства встречаются очень редко.
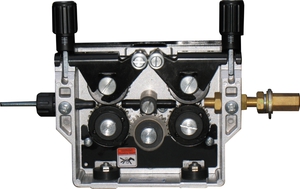
В механизме применяются 2-х и 4-х роликовые схемы, это зависит от диаметра проволоки. Для диаметра небольшого — 1-1,2 мм используется двухроликовая схема, она состоит из ведущего и прижимного ролика. Если предстоит работа с более толстой проволокой, тогда применяется механизм с двумя прижимными и двумя ведущими роликами. Они обеспечивают всему механизму более стабильную подачу в нужную зону даже в том случае, когда он находится на незначительном удалении от горелки.
Подача проволоки происходит благодаря прижатию между роликами. Диаметр проволоки должен быть меньше, чем диаметр канала и если диаметр окажется большего размера, то механизм не сможет обеспечить стабильного продвижения материала.
Современные виды механизмов подачи

сложные электронные устройства
Механизм оснащен пультом управления, с помощью которого подается сигнал на горелку, она совмещена с пультом. В момент нажатия на кнопку происходит подача проволоки, подача прекращается в момент, когда кнопка отпускается. В следующий раз, когда необходимо подать материал нужно только слегка нажать кнопку пульта. Все устройства могут работать продолжительное время с короткими стежками сварки. Благодаря электронной системе осуществляются все необходимые функции.
- Стабилизирует скорость подачи проволоки
- Возможность регулировать скорость
- В отдельных моделях есть функция памяти, она запоминает до 10 программ в сварочном режиме.
- Функция холодной протяжки помогает быстро и легко доставить проволоку в горелку.
- Функция продувки газом дает возможность оборудованию работать более длительный период времени. Перед началом и после окончания проведения сварочных работ необходимо делать продувку газом.
- Некоторые модели оснащены функцией регулировки времени отжига сварочной проволоки.
Все современные механизмы укомплектованы информативными дисплеями, индикаторами, они помогают контролировать текущие параметры, настройки в процессе работы, программы. Все модели достаточно просты в эксплуатации с ними могут разобраться даже домашние мастера.
Особенности в работе с устройством
Кроме положительных моментов, также есть и отрицательные стороны, о которых следует упомянуть. Блок нуждается в качественном и своевременном техническом обслуживании, поэтому если не знать хорошо его устройства с этим справиться будет сложно.
Механизмы могут быть стационарными и переносными, для работ, которые требуют переноски аппарата, обычно используют переносные блоки, а для мест, куда невозможно перенести его применяют стационарного типа. Переносные механизмы считаются более практичными и удобными в работе.
При выборе устройства нужно учитывать некоторые параметры:
- Максимальная подача проволоки
- Допустимый диаметр материала
- Скорость и доступные настройки
- Мобильность, вес и габариты блока.
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
-
Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
-
Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний.
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
-
Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. -
Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
 Схема сварки под шлаком.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
-
Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. -
Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
-
Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным.
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
 Схема сварочного полуавтомата.
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Как выбрать нужный материал
Сварочные расходники для полуавтомата подбираются в зависимости от материалов, которые нужно сваривать, а также способа варки (с газом или без).
Для соединения низкоуглеродистой стали используют виды электрода с малым процентом углерода в составе (с цифрами в маркировке 080, а также с составом кремния). Конструкции из такого материала соединяют путем сваривания проволокой для полуавтомата без газа.
Если нужно сваривать легированные и нержавеющие стали, то, в соответствии с обозначениями, подбирают наиболее подходящий расходник.
Сварка алюминия происходит в защитной среде аргона, а значит понадобиться материал сплошного сечения с подходящим составом. Алюминиевую проволоку для полуавтомата рекомендуется быстро использовать после распаковки, так как после длительного хранения на ее поверхности появятся те же окислы от контакта с атмосферным кислородом.
Как и алюминий, медь варят в аргоне или другом газе. Расходники подбирают в зависимости от деталей. Можно выделить такие виды проволоки:
- Для сваривания чистых и малолегированных медных деталей.
- Для сваривания бронзы и других низколегированных медных сплавов.
- Для сварного соединения литых и прокатных видов меди.
Часто бывает, что путем сварки нужно соединить разные виды металла. Для этого используют наплавочные типы (обозначение НП).
Такие металлы, как чугун и никель имеют коррозионные и жаростойкие свойства, следовательно, нужно подобрать соответствующую проволоку с никелевым составом.
Для чугуна используются рутиловые порошковые типы проволоки.
Диаметр нужной проволоки будет зависеть от толщины деталей. Для полуавтомата он может быть от 0,3 миллиметров до 2 мм. Опытный сварщик, зная технологию, может использовать один по толщине расходник в очень широком диапазоне работ.
Если Вы решили обучиться работе со сваркой полуавтоматом, то лучше всего, чтобы в этом деле Вам помог опытный специалист. Профессионал сможет подобрать нужные материалы или объяснить универсальные способы использования той или иной проволоки.
А что Вы можете посоветовать по выбору сварочной проволоки для полуавтомата, исходя из собственного опыта? Какие типы проволоки наиболее универсальны по Вашему мнению? Нам Важен ваш опыт в таких видах сварочных работ. Оставьте свои замечания в блоке комментариев к этой статье.
Список источников
- svarkaed.ru
- svarka.guru
- prosto-instrumenty.ru
- WikiMetall.ru
- tutmet.ru
- osvarke.net
- tutsvarka.ru
- svarkaipayka.ru
- stanok.guru














