
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: “Это что-то магическое”. На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Характеристики
Основной компонент клеевой смеси – олигомеры, металлические наполнители и добавочные ингредиенты, включая серу. От соотношения этих ингредиентов зависит качество соединения. Чтобы шов был аккуратным и прочным, нужно очистить склеиваемые поверхности, выполнить все требования по применению клея. Склеенный шов будет прочным, но не настолько надежным, как классическое сварочное соединение. Соединять можно только ненесущие конструкции, делать мелкий бытовой ремонт.
Какую температуру выдерживает
Температура эксплуатации, которую может выдержать шов, будет зависеть от состава клея. На упаковке есть вся информация о параметрах клеящего состава. Есть сведения о температурах, которые он держит с сохранением прочности.
Для более высоких температур используются термостойкие составы. Для этого разработана высокотемпературная холодная сварка. Она выдерживает больше тысячи градусов, не утратив свойства. Её можно использовать наряду со стандартной сваркой в труднодоступных для неё местах.
Сколько сохнет
Сохнет холодная сварка по-разному, время затвердевания будет отличаться у клеевых составов разных производителей. Для первичного застывания достаточно 10-20 мин. Это время одинаково как для двухкомпонентных жидких смесей, так и для однокомпонентной размятой пальцами пасты. Одним составам для схватывания нужно 5 мин., другой клей застывает долго – от получаса до часа.
В среднем время высыхания составляет несколько часов, но для максимальной прочности, склеенным предметом лучше начать пользоваться не ранее, чем через сутки.
Технические характеристики
Данная продукция имеет ряд характерных особенностей, которые определяются ее характеристиками. Конечно же, у каждой марки могут быть свои особенности, но в большинстве случаев характеристики имеют следующий вид:
| Время первичного высыхания, минуты | Время полного высыхания, часы | Минимальный температурный предел эксплуатации, градусы Цельсия | Максимальный температурный предел эксплуатации, градусы Цельсия | Объем упаковки, граммы |
| 30 | 5 | -40 | +300 | 57/115 |
Если применяется холодная сварка для алюминия высокотемпературная, то ее верхний предел может быть выше 700-100 градусов Цельсия. Некоторые дополнительные вещества, которые вносятся в состав, также могут изменять характеристики, но они зачастую являются узконаправленными и встречаются не так часто.
Выбор холодной сварки
Подбор правильной марки во многом определяет качество последующей операции по ремонту. Для этого нужно обращать внимания на определенные параметры, которые вам важны. Здесь нужно найти баланс между ценой и качеством, так как проверенные производители могут предлагать достаточно дорогостоящую продукцию
В первую очередь нужно обратить внимание на температурный режим, в котором может производиться эксплуатация материала. Он должен совпадать или превышать тот, в котором вы будете вести работу
Далее следует обратить внимание на то, с какими поверхностями может идти взаимодействие. Ведь встречаются составы, предназначенные только для алюминия, но бывают и универсальные
«Обратите внимание! Здесь же не стоит забывать о наличии металлического наполнителя из алюминия. Дело в том, что некоторые универсальные составы, которые подходят и для алюминия в том числе, могут не содержать в себе это металл, хотя и производят его склейку.
Емкость упаковки имеет значение, если вы часто пользуетесь этим веществом. Здесь все просто, так как чем больше материала в ней, тем относительно дешевле он стоит за единицу веса. Упаковка должна быть удобной для хранения и перевозки, ведь нередко приходится использовать холодную сварку для ремонта в дороге и на выезде. Если часто возникает необходимость в срочных ремонтах, то вещество должно иметь быстрый период высыхания. Этот параметр может отличаться в различных марках в несколько раз.
Особенности применения
Полная инструкция к применению каждой разновидности пишется на упаковке, но для данного типа есть ряд своих особенностей, которые нужно знать вне зависимости от представленной марки.
- В первую очередь, когда используется холодная сварка для алюминия в домашних условиях или на работе, все процедуры стоит проводить в специальных защитных перчатках. Следует максимально исключить возможность контакта кожи с материалом.
- Поверхность, с которой ведется работа, должна быть обезжирена и очищена от мусора, налета и прочих лишних вещей. В ином случае качество соединения будет падать.
- При подготовке смеси желательно использовать неметаллические предметы, в том числе и емкости. Если клей предназначен для сцепления металлических деталей, то на таких поверхностях он меньше будет вступать во взаимодействие еще до непосредственного использования.

Применение холодной сварки для алюминия
Производители и популярные марки
Стоит ознакомиться, какие бывают холодные сварки по алюминию, чтобы сделать правильный выбор.
- Mastix (Россия);
- Weicon;
- Permatex;
- Loctite;
- Poxipol;
- Devcon.
Разновидности
Эпоксидные композиты для холодной сварки металлов различают по форме компонентов и техническим характеристикам.
Форма компонентов
Холодная сварка выпускается в виде густой жидкости или пластичной массы. В первом случае — это комплект из двух емкостей. В большей из них находится эпоксидная смола, а в меньшей — жидкий отвердитель. Для получения рабочей массы оба компонента перед применением смешиваются. Пластичная форма выпускается в виде двухкомпонентных брусков или цилиндров, в которых эпоксидная смола и отвердитель разделены нейтральным слоем. Перед ее использованием необходимо отрезать часть бруска и тщательно ее размять. Консистенция и форма компонентов не влияет на то, сколько по времени сохнет холодная сварка.
Холодная сварка пластичной массы
Технические характеристики
Холодные сварки для металла различаются по виду наполнителя и эксплуатационным характеристикам. В качестве основных инертных наполнителей обычно применяют порошки железа или алюминия (реже — других материалов), а в качестве дополнительных — порошки силикатов и углерода. Характеристики состава наполнителя должны соответствовать металлу ремонтируемого изделия.
По условиям эксплуатации эпоксидные композиты делятся на универсальные и специализированные. Универсальные водостойки и адгезивны к влажным поверхностям, но имеют предельную температуру эксплуатации до 140-160 °С. К специализированным относятся высокотемпературные смеси, а также композиты с высокой прочностью на разрыв и устойчивостью к агрессивным средам.
Какая холодная сварка для металла лучше. Выбор
При выборе нужного типа холодной сварки необходимо строго следовать рекомендациям производителя, особенно в части применяемости и условий эксплуатации. Это обеспечит качество ремонта и снизит затраты на приобретение материалов.
Для большинства видов работ подходят универсальные холодные сварки. Среди зарубежных торговых марок самые известные — это американские «ABRO», «Hi-Gear», «Permatex», немецкая «WURTH» и уругвайская «Poxipol». Наиболее популярные российские торговые марки — «Момент», «Алмаз» и «Титан». Главные критерии при выборе нужного материала — это репутация торговой марки, заявленные характеристики, цена и вес в расфасовке.
Разновидности холодной сварки
Для ремонта корпусов автомобильных двигателей, глушителей, стальных печей, газовых горелок применяют термостойкие композиты. Это многокомпонентные патентованные смеси, и их цены в несколько раз выше, чем у универсальных холодных сварок. Здесь абсолютными лидерами являются американские производители автохимии. Температура эксплуатации «DonelDeal ТермоCталь» составляет 1400 °С, при этом она может применяться в условиях вибрации и напряжений. Чуть ниже этот показатель у «ABRO Thermometal» — 1316 °С.
Что входит в состав холодной сварки?
Другими словами холодную сварку могут называть клеем для металла, он бывает однокомпонентным или двухкомпонентным. В его состав входят:
- наполнитель в виде металлического компонента;
- вспомогательные вещества в виде серы и т. д.;
- эпоксидная смола. Ее количество будет отвечать за эластичность и однородную структуру клея.
В комплексе все компоненты формируют полимерный состав, который способен надежно соединять конструкцию.
Температура эксплуатации сварки и ее надежность напрямую зависят от ее качества и состава, а также от правильного подхода к подготовке соединяемой поверхности.
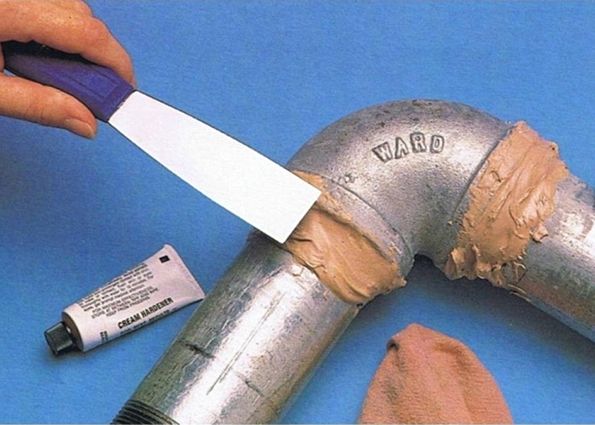
Инструкция по применению холодной сварки
1. Перед применением клея поверхности нужно подготовить. Для этого наждачной бумагой затираются части деталей, которые впоследствии будут склеиваться. Затем следует тщательно обработать их спиртосодержащим раствором или ацетоном для обезжиривания. Качественная подготовка гарантирует прочную стыковку поверхностей.
2. Отделить от куска холодной сварки небольшое количество материала и размять его пальцами для придания эластичности. Готовое средство приобретает структуру пластилина и коричневый оттенок.
3. Нанести размятый материал на место соединения деталей и закрепить струбциной. Трубу можно обернуть плотно жгутом и оставить на час. В течение этого времени сварка станет твёрдой и её можно подвергать дальнейшей обработке (сверлить, нарезать резьбу и др.). Окончательно клеевой состав затвердеет через сутки.
Результаты ремонта поверхностей сваркой зависят и от условий, в которых они проводятся. Влажность на изменение свойств материала не влияет. А температура воздуха не должна быть ниже +5°.
Хранить холодную сварку рекомендуется в температурном режиме от -15° до +35°. Клеевой состав теряет свойства при +150°. Поэтому для хранения потребуется найти подходящее место вдали от приборов нагрева.
Правильность использования
Время, необходимое для застывания клеящего вещества, в руководстве пользователя всегда указывается относительно определенной температуры, чаще всего это комнатная- +20оС. При повышенной температуре состав застынет быстрее, при пониженной — медленнее. Применять холодную сварку, если температура опустилась ниже минимально допустимой, не стоит. Сколько бы ни сушился шов — прочным и надежным он все равно не станет.
Не менее важно и соблюдение условий по влажности применения. При повышенной влажности состав просто не сможет застыть, при пониженной — застывание будет происходить намного быстрее, и можно не успеть приложить детали друг к другу
Если холодная сварки застыла- ее придется выбросить и подготовить новую порцию.
Технические характеристики различных производителей
Рассмотрим перечень продуктов, которые пользуются популярностью в крупнейших городах России – Москве и Санкт-Петербурге:
- ABRO Термометалл TM-185. Страна-производитель – США. Однокомпонентный материал для заделки трещин и отверстий в стальных и железных деталях. Пригоден к использованию при ремонте автомобильных узлов, бытовых отопительных приборов, промышленного оборудования. Содержит антикоррозийные добавки. Отличается стойкостью к нефтепродуктам. Выдерживает температуру до 1316 Сº.Время полной полимеризации – 24 часа. Рекомендованная толщина слоя – 6 мм.
- Клей «холодная сварка» АЛМАЗ «ТЕРМОСТОЙКИЙ». Продукт российского производства. Используется для соединения различных поверхностей: черный металл, нержавейка, пластмасса, стекло, керамика, дерево. Наиболее эффективен при ремонте батарей, радиаторов отопления и различных трубопроводов. Возможно применение на мокрых или замасленных поверхностях. Термостойкость до 300 Сº.Время полной полимеризации – 24 часа. Прочность при отрыве – 120 кг/см².
Вышеуказанные товары, в числе прочих, можно приобрести сети строительных гипермаркетов «Леруа Мерлен».
Технические характеристики различных производителей
На данный момент ассортимент клеев достаточно широк. Разные производители предлагают множество вариантов, предназначенных для решения любых задач. Это может быть и термостойкая холодная сварка, и специальная сварка для пластика, линолеума и т.д.
Конечно же, все варианты сварки разных производителей отличаются составом и характеристиками. Детально рассмотреть все параметры и марки невозможно, однако в таблице, представленной ниже, приведены некоторые важные свойства клеев, что несомненно поможет во время выбора.
Название
Сила среза, кН
Сила на отрыв, кН
Стойкость к действию температуры, °С
Особенности применения сварки
ABRO Abro Steel – США
0,957
0.235
260
Предназначена для соединения металлических, деревянных, керамических, а также пластиковых деталей.
Hi-Gear «Быстрая сталь» – США
1,016 кН
0,239
260
Используется в соединении металлических, деревянных, керамических, а также пластиковых деталей.
PERMATEX Cold Weld – США
1,246
0,273
146
Эффективное средство в ремонте различных металлических деталей. Отличается стойкостью к воздействию агрессивных сред.
VersaChem Magnum Steel – США
0,586
0,079
150
Позволяет формировать надежное соединение алюминиевых, медных, латунных и стальных изделий.
«Эльф Филлинг» «Титан» –Россия
1,616
0,381
130
Используется в склеивании деталей практически из любых материалов
По своим параметрам является явным лидером среди остальных марок.
HENKEL «Момент CуперЭпокси» – Россия
1,352
0,079
140
Стоит обратить внимание на стойкость клеевого соединения к воздействию касательных нагрузок ко шву. Применять состав в задачах требующих стойкости к нагрузкам на разрыв не рекомендуется.
Особенности
Производитель Mastix предлагает широкий спектр сварок такого типа. В зависимости от назначения того или иного вида сварки меняется ее состав.
Так, для сварки металлических изделий (например, сварки трубопроводов и сантехники) предлагается модификация, в которой используется металлический наполнитель. Такой состав обеспечивает высокую прочность и долговечность шва. Кроме того, сварка такого типа обеспечивает возможность создания шва на влажных поверхностях.
Для сварки деталей из различных металлов выпускается Mastix, имеющая специальные составы. Например, для сварки стальных деталей выпускается сварка типа «Быстрая сталь». В ее состав вводится наполнитель из стали. Для сварки алюминиевых изделий предлагается состав, включающий наполнитель из алюминия.
Холодные сварки, предназначенные для ремонта сантехнических узлов, могут хорошо скреплять детали из металла и фарфора. Такие сварки отличаются долговечностью и способностью противостоять проникновению влаги.
 Примерная стоимость холодной сварки Mastix на Яндекс.маркет
Примерная стоимость холодной сварки Mastix на Яндекс.маркет
Наиболее распространенной является смесь Mastix универсального типа. Такая сварка может быть использована в различных условиях и для разных материалов.
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
- удельное давление
- глубина вдавливания пуансона
- величина вылета деталей из цанг (при стыковом способе)
- диаметр пуансона
- степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
- алюминиевых деталей: 180-250 кг/мм2
- медных деталей: 650-800 кг/мм2
- для разнородных металлов, например, алюминий – медь: 500-650 кг/мм2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
| Металл | Относительная глубина вдавливания пуансона, % |
|---|---|
| Алюминий | 55 – 60 |
| Алюминиевые сплавы | 75 – 80 |
| Медь | 85 – 90 |
| Олово | 85 – 88 |
| Титан | 70 – 75 |
| Серебро | 82 – 86 |
| Армко-железо | 85 – 92 |
| Свинец | 80 – 85 |
| Никель | 85 – 90 |
| Индий | 10 – 15 |
Величина вылета стержня составляет:
- для алюминия 1-1,2 диаметра стержня
- для меди 1,25-1,5 диаметра стержня
- для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Предварительные исследования свариваемости показывают следующие результаты:
| Металл | Свариваемость в % |
|---|---|
| Алюминий особо чистый | 40 |
| Алюминий технически чистый | 30 |
| Дюралюминий | 20 |
| Кадмий | 16 |
| Свинец | 16 |
| Медь | 14 |
| Никель | 11 |
| Цинк | 8 |
| Серебро | 6 |
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Чугун
Для чугуна также применим состав холодная сварка. Достаточно часто его используют в бытовых условиях при исправлении некоторых дефектов, которые проявляются в радиаторах отопления.
Для чугуна сгодится универсальный состав либо клейкая масса, имеющая в себе металлический компонент. Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Выбор
Нынче на рынке присутствует достаточно большой выбор клейких субстанций для различного рода материалов. Наиболее популярным является клей “Алмаз” .Его технические и эксплуатационные характеристики соответствуют всем установленным нормативам, что определяет высокое качество работы с указанным составом.

“Алмаз” (фото) подходит для всех поверхностей, которые можно соединить посредством клея холодная сварка. Однако, покупая вещество под названием “Алмаз” необходимо руководствоваться некоторыми правилами.
Самое главное из этих правил гласит, что не нужно думать, будто клей “Алмаз” универсальный, ровно, как и состав любой другой марки, является идеальным средством, при помощи которого можно скрепить что угодно.
Безусловно, универсальная холодная сварка способна соединять достаточно большое количество наименований материалов, однако эта же характеристика способствует снижению качества выполненных швов.
Именно поэтому, как бы клей холодная сварка не назывался, выбирать необходимо исключительно тот вариант, который подходит для работы в конкретном случае.
Виды холодной сварки
Разновидности по типу материала, с которым допускается работа:
- универсальные составы;
- по металлу;
- по пластику;
- по бетону.
Два вида холодной сварки по составу:
- двухкомпонентная в едином стержне – сварка и отвердитель представляют собой одну колбаску;
- двухкомпонентная в отдельных тюбиках – для создания рабочей смеси придётся смешивать их содержимое в отдельной ёмкости.
Что можно заклеить холодной сваркой (примеры):
- небольшие трещины в блоке цилиндров автомобиля – при условии, что повреждённый фрагмент запчасти не испытывает серьёзных нагрузок;
- радиаторы – алюминиевые и медные, если есть достаточный доступ к отверстию;
- чугунные и стальные канализационные стояки и трубопроводы – холодная сварка не выдержит сильного давления воды, но небольшому напору может противостоять;
- восстановить резьбу – если нити частично сохранились. Иначе холодной сварке не за что будет зацепиться;
- восстановление пластиковых деталей – рекомендуется в тех случаях, когда невозможно использовать клеевой пистолет;
- восстановить отколотые фрагменты бетонных конструкций – отремонтированный участок не выдержит сильных механических воздействий.
Важно понимать, что холодная сварка не может считаться надёжным составом и по возможности следует заменить дефектную деталь на новую
Инструкция по применению холодной сварки
Для проведения качественного склеивания деталей необходимо выполнить несколько простых шагов. Все производители вкладывают в тубу подробную инструкцию о том, как пользоваться холодной сваркой. Принцип использования любого типа клея одинаков.
Подготовка склеиваемых поверхностей. Если работают с металлом, то его зачищают наждачной бумагой. Это позволяет увеличить силу склеивания деталей.
Производят обезжиривание поверхности бензином, спиртом, антисиликоном, в общем, любой подходящей для этой цели жидкостью.
Теперь пора подготовить саму холодную сварку к работе. Для этого от бруска отрывают кусочек и хорошенько разминают до однородного мягкого состояния. Если используется жидкая форма, выдавливают небольшое количество смеси и перемешивают. При этом у смеси увеличивается температура, она становиться теплой.
Остается дождаться полного затвердевания клея. Это происходит через 24 часа, но в экстренных случаях достаточно подождать хотя бы 30 минут.
Пользоваться холодной сваркой довольно просто, да и цена на нее не высока, поэтому все больше и больше людей используют ее дома и берут с собой в поездку на автомобиле. Даже профессионалы оценили ее по достоинству и нашли ей широкое применение.
Критерии выбора
При выборе конкретной марки холодной сварки нужно руководствоваться сферой применения.
Температурный режим
Хорошую прочность на разрыв, около 300-400 ньютонов (для сравнения — это мощь электромагнитного замка на стандартной двери в подъезд) имеют многие универсальные составы, например холодная сварка «Титан» от российского производителя «Эльф Филлинг».
Она подходит для склеивания металла, дерева, некоторых видов пластиков, даже керамики и стекла в разных сочетаниях. Имеет металлический наполнитель.
Относительно устойчива к агрессивным средам, хотя и не является «автомобильной» сваркой. НО показатель термостойкости у нее относительно низкий. Производителем заявлено сохранение рабочих характеристик сварного соединения только до +130 °C.
В качестве примера термостойкой холодной сварки для металла можно привести состав для металлов «Алмаз» отечественного производства, выпускающийся в виде цилиндрического бруска пластичной массы, которую перед применением нужно разминать пальцами.
Термостойкой считается сварка «Термо» производителя Kerry, также Россия. Она предназначается для ремонта глушителей, сохраняет свойства в диапазоне -60 °…+900 °
В среднем температура, которую выдерживают большинство универсальных составов, достигает максимум 260 °.
Герметики
 Выбирая холодную сварку, нужно ориентироваться в первую очередь на ее назначение. Невозможно создать действительно универсальный состав, хорошо работающий и как клей, и как герметик, притом для разных по химическому составу и физическим свойствам веществ.
Выбирая холодную сварку, нужно ориентироваться в первую очередь на ее назначение. Невозможно создать действительно универсальный состав, хорошо работающий и как клей, и как герметик, притом для разных по химическому составу и физическим свойствам веществ.
Виды холодной сварки, заявленные производителем, как средства для ремонта сантехники, всегда водостойкие и имеют в составе металлический наполнитель.
Некоторые виды могут схватываться даже под водой. Но они в первую очередь именно герметики, требования по высокой прочности на разрыв к ним не предъявляются, поэтому и ждать от них повышенной прочности при склейке двух стальных листов не стоит. Выпускается такая сварка часто в жидкой или полужидкой форме, чтобы удобнее было наносить на места соединения труб.
Составы для автомобилей
Автомобильная сварка, как правило, устойчива к перепадам температуры, вибрации, воздействию разных окислителей и растворителей, но под водой не схватывается.
 Прочность соединения на разрыв достаточно высокая, около 200 ньютонов. Состав имеет усредненные показатели по герметичности, зато пластилинообразная форма выпуска расширяет сферу применения.
Прочность соединения на разрыв достаточно высокая, около 200 ньютонов. Состав имеет усредненные показатели по герметичности, зато пластилинообразная форма выпуска расширяет сферу применения.
Из такой сварки можно вылепить копию недостающего болта и нарезать, пока масса не застыла, резьбу обычной гайкой. Соединение на таком крепеже может продержаться, в зависимости от нагрузки, от нескольких часов до нескольких дней. Этого хватит, чтоб добраться до места, где можно провести квалифицированный ремонт.
Очень часто такая сварка применяется для заделки пробитых трубопроводов, радиатора, бензобака, глушителя и в других подобных ситуациях.
Значение наполнения
Большинство универсальных составов в первую очередь клеи. При выборе нужно руководствоваться материалом, который нужно склеить. Если это металл, брать лучше массу с металлическим наполнителем, иначе хорошего сцепления не получить.
Если есть возможность выбора, покупать лучше холодную сварку с наполнителем из того же металла, какой предстоит склеивать — сталь для стали (марка уже не важна), чугун для чугуна, алюминий для алюминия. В этом случае атомы металла смогут диффундировать друг с другом, и соединение будет намного прочнее.
Советы по использованию
Перед использованием холодной сварки AS-224 или другой модели обязательно удалите с поверхности грязь. Если необходимо, выровняйте место склеивания напильником или шкуркой, чтобы оно стало максимально ровным. Затем необходимо обезжирить обе поверхности специальным средством или обычным спиртом – это обеспечит максимально хорошее сцепление.
В самом начале застывания вы можете придать сварке необходимую форму, однако, после этого лучше всего оставить её до полного застывания. Все механические операции рекомендуется проводить не раньше, чем через 1 час – этого времени достаточно для полноценной адгезии материала.

Если вы применяете средство на поверхности с высокой влажностью или масляным слоем, необходимо не меньше 10 минут придерживать препарат, периодически приглаживая его. В первые минуты надавливайте максимально сильно – так вы обеспечите максимальное сцепление с материалом поверхности.
Еще больше информации о холодной сварке Abro Steel смотрите далее.
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
- тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
- одновременная пластическая деформация соединяемых деталей;
- значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
- сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
- очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
- предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Список источников
- zdesinstrument.ru
- svarka.guru
- nastroike.com
- elsvarkin.ru
- electrod.biz
- KraskaGuru.ru
- svarkaprosto.ru
- stroy-podskazka.ru
- tutsvarka.ru
- svaring.com
- weldering.com
- svarkaipayka.ru
- kleiexpert.ru















