Сфера применения
Популярно применение оцинкованных труб в коммунально-бытовой сфере, при строительстве жилых и производственных сооружений. Трубы с оцинковкой устанавливаются в системах отопления, водоснабжения, передачи газа, нефтепродукции.
Продукция с оцинковкой рекомендована для обустройства уличного освещения. Изделия с прочными швами, внешней и внутренней оцинковкой используются в сантехническом оборудовании, пожарных трубопроводах, дымоходах.
Металлический прокат с оцинковкой применяется при строительстве автомагистралей. Трубы используются в качестве опор для знаков дорожного движения, сигнальных указателей, светофоров, для обустройства ограждений мостов. Оцинковка слоем от 30 мкм обеспечивает устойчивость к воздействиям агрессивных химических сред, высокой влажности.
Продукция с цинкованием применяется при установке торговых павильонов, спортзалов, складов, мастерских по ремонту, автопарковок, навесных конструкций.
В частных постройках оцинкованная продукция используется в качестве воздуховодов, систем вентилирования, опор для заборов, каркасов для хозяйственных построек. В области сельского хозяйства металлопрокат востребован в теплицах, оранжереях.
Потребительские качества изделий различных сплавов
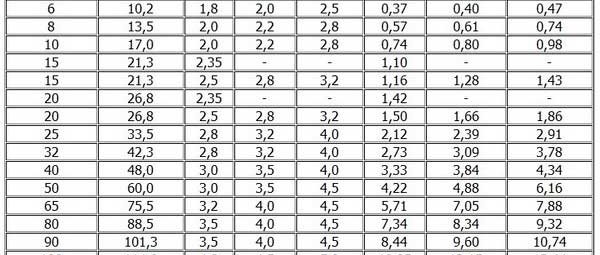
Во время проектирования любой водопроводной системы используют несколько важных параметров – максимальное (оптимальное) гидравлическое давление, температурный режим эксплуатации и внутренний (наружный) диаметры. Последняя характеристика важна при расчете напора воды и пропускной способности всей магистрали. Все стальные трубы для водоснабжения в зависимости от толщины стенки разделяются на такие группы:
- Сварные со спиральным швом – относятся к тонкостенным изделиям. Толщина зависит от диаметра и может составлять от 1,8 до 4 мм.
- Сварные с прямым швом – от 2 до 4,5 мм.
- Бесшовные – от 4 до 9 мм.
Для проектирования автономных водопроводных систем чаще всего применяют сварные изделия со спиральным швом. Они характеризуются хорошими эксплуатационными качествами и возможностью делать как механическое, так и сварное соединение.

Данные из таблицы были консолидированы из главного нормативного документа, согласно которому изготавливаются стальные водопроводные трубы – ГОСТ 3262-75. Он определяет все технические условия, предъявляемые к этим изделиям.
Оцинкованные
Стальные оцинкованные трубы изготавливаются по этому же ГОСТу, так как отдельного документа для них не существует. Они имеют те же геометрические параметры, что и изделия из черной стали. Величина цинкового слоя незначительна – порядка 2 мкм. Она никак не влияет на внутренний диаметр изделия. Этот параметр сказывается на выборе технологии соединения отдельных участков трубопровода. При механическом резьбовом соединении с помощью муфт на поверхности нарезают резьбу, которая ведет к повреждению защитного слоя. Поэтому в местах стыка повышается вероятность возникновения коррозийных процессов.
Вес оцинкованной трубы полностью совпадает с данными таблицы из ГОСТ 3262-75. Поэтому при расчете удельной массы всей магистрали можно брать эти величины.
Нержавейка
Изделия металлические из нержавейки должны соответствовать параметрам и требованиям другого нормативного документа – ГОСТ 11068-81. Для этого используют высокоуглеродистые стали марок 08Х21Н6М2Т, 06ХН28МДТ, 10Х18Н10Т и аналогичных им. Особенностью труб из нержавейки является небольшая толщина стенок, как следствие – относительно небольшое максимальное гидравлическое давление. Для изделий с толщиной стенки 1,8 мм оно составляет 2 МПа.
Внутренний диаметр труб из нержавеющей стали колеблется от 8 до 102 мм. При этом толщина стенок значительно меньше, чем у магистралей из черного металла – от 0,8 до 4 мм
Поэтому при выборе следует обращать внимание на этот параметр, так как от него напрямую зависит максимально возможное давление
К недостаткам можно отнести трудоемкость монтажа. Нержавеющая сталь имеет высокую плотность, которая значительно превышает эту величину для аналогичных изделий из других сплавов. Поэтому механическая обработка поверхности должна выполняться с помощью специальных инструментов, а сварка выполняется только в определенном режиме, используя электроды с особым покрытием.
Подбор электродов

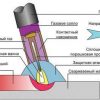
В процессе выполнения сварочных работ цинк может интенсивно испаряться, поскольку его температура кипения составляет 906°С. Если в процессе испарения цинк попадёт в сварочную ванну, в сварном шве могут образоваться поры и кристаллизационные трещины. Именно поэтому с поверхности оцинкованной трубы, где будут вестись сварные работы, необходимо счищать слой цинка.
Так, если варить углеродистую сталь, то самым подходящим электродом будет элемент с рутиловым покрытием. Для сваривания труб из низколегированных сталей подойдут электроды с основным покрытием.
Электроды с рутиловым покрытием отличаются следующими свойствами:
- Благодаря особому химическому составу покрытия такие электроды быстро и легко зажигаются.
- Полученная сварочная дуга позволяет добиться сварных швов высокого качества без пор.
- Коэффициент разбрызгивания плавленого материала незначительный.
Порой, чтобы добиться снижения удельного веса углеродистого вещества в цинковом покрытии и повысить сопротивляемость материала к образованию трещин, в рутиловое покрытие добавляется небольшое количество железного порошка.
Чтобы в стыковых и угловых швах на оцинкованных заготовках не появлялись поры, нужно увеличить ток и уменьшить скорость сварки. Если же трубы будут эксплуатироваться в условиях положительных температур окружающей среды, то цинк не будет оказывать негативного воздействия на характер швов.
Для соединения оцинкованных трубчатых изделий без повреждения цинкового слоя применяется метод пайки. Преимущества этого метода следующие:
- хорошая антикоррозионная стойкость и герметичность шва;
- время проведения монтажных работ сокращается;
- уменьшается стоимость выполнения таких работ.
Для получения швов методом пайки необходимо подбирать припой и электроды, которые имеют флюсовое покрытие. При этом обыкновенные водопроводные трубы из этого материала можно варить при помощи обычного электрода.
Как варить трубы электросваркой правильно пошаговое руководство
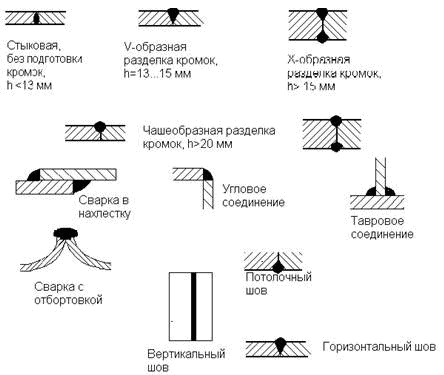
Подбор электродовРазновидности сварных швов и соединений трубПредварительные работы с деталямиПроцесс сваркиТонкости электросваркиСобираем соединенияРабота с поворотными и неповоротными стыкамиПроверка надежности соединенийПравила техники безопасности при работе со сварочным аппаратом
В процессе ведения домашнего хозяйства нередки случаи, когда требуется соорудить какую-либо конструкцию из обычных труб или профиля. Зачастую для этих целей применяются легкие и удобные в монтаже пластиковые трубы, а также стальные изделия с резьбовыми креплениями. Однако в данной статье мы рассмотрим, как правильно сварить трубу для отопления или других необходимых систем в вашем доме, ведь упомянутые выше варианты не всегда приемлемы и целесообразны.
Подбор электродов
Первое, что вам понадобится для выполнения сварочных работ с трубами отопления или другими сооружениями, это электроды. От качества этого расходного материала будет зависеть не только надежность полученных сварных швов и герметичность системы, но и процесс выполнения работ.
Под электродом понимают тонкий стальной стержень со специальным покрытием, которое позволяет обеспечить устойчивую дугу в процессе электросварки труб, и задействовано в формировании сварного шва, а также предотвращает окисление металла.
По типу сердцевины бывают такие электроды:
- С неплавящейся серединкой. Материалом для такой продукции служит графит, электротехнический уголь или вольфрам.
- С плавящейся серединкой. В данном случае в качестве сердечника служит проволока, толщина которой зависит от типа сварочных работ.
Что касается внешней оболочки, то множество электродов, которые встречаются на рынке, стоит разделить на несколько групп.
Итак, покрытие может быть:
- Целлюлозное (марка С). Эти изделия применяются главным образом для выполнения сварочных работ с трубами крупных сечений. Например, для монтажа магистралей для транспортировки газа или воды.
- Рутилово-кислотное (RA). Такие электроды оптимальны для сварки металлических труб отопления или водопровода. В данном случае сварочный шов покрывается небольшим слоем шлака, который легко удаляется постукиванием.
- Рутиловое (RR). Данный тип электродов дает возможность получить очень аккуратные сварочные швы, а образующийся в процессе работы шлак очень просто удаляется. Преимущественно такие электроды используются в местах угловых соединений или при наваривании второго или третьего слоя.
- Рутилово-целлюлозное (RC). Подобными электродами можно выполнять сварочные работы абсолютно в любой плоскости. В частности, они очень активно применяются для создания длинного вертикального шва.
- Основное (B)
Особенности сварки оцинкованных труб электродами
Трубы, покрытые слоем цинка, рекомендуется сваривать методом традиционной сварки. Это связано с тем, что под действием высоких температур цинк начинает испаряться в окружающее пространство. Цинковые пары вредны для здоровья человека и могут вызывать сильное удушье при работе с ним. При испарении цинк попадает в сварочную ванну, в результате чего страдает сварочный шов. В нем могут образовываться поры и трещины. Из-за них сильно страдает качество сварки. Каждый раз требуется счистка цинкового слоя с поверхности свариваемых изделий. Не каждый знает, как правильно варить сваркой электродами покрытые цинком конструкции.
В целях предотвращения образования трещин в свариваемых изделиях применяется способ нанесения флюса на место, в котором соединяются части труб. Он должен быть расплавленным и наноситься равномерным слоем на место стыка. Благодаря тому, что флюс находится в расплавленном состоянии, не происходит его выгорание. Он возникает внутри трубы и растворяется после помещения изделия в воду. Флюс препятствует развитию коррозии в трубе и отличается минимальным вредом для здоровья сварщика. Такой способ применим при сваривании водопроводных изделий.
https://youtube.com/watch?v=JsC7E7lO7rY
Отдельным моментом служит то, какими электродами варить оцинкованную трубу.
Виды используемых электродов
При сваривании оцинкованных трубных изделий для предотвращения появления пор и трещин в стыках и углах швов эффективно уменьшать скорость сварки и увеличивать силу тока. При этом необходимо выбирать такие электроды для оцинкованных труб, которые способны выдерживать действие сильного тока, не повреждая при этом покрытие свариваемых изделий.
К электродам применяются следующие требования:
- они должны привести обрабатываемые изделия к требуемым характеристикам в течение как можно меньшего промежутка времени;
- обеспечить безопасность процесса сваривания изделий;
- предотвратить процесс испарения цинка.
Могут применяться следующие электроды для сварки оцинкованных трубопроводов:
с рутиловым покрытием;

Электроды с рутиловым покрытием
имеющие основное покрытие.
Электроды с основным покрытием
Микроэлектроды с рутиловым покрытием применяются при дуговой ручной сварке и эффективны при сваривании углеродистых сталей. В остальных случаях можно применять микроэлектроды с основным покрытием. Это касается изделий, выполненных из низколегированной стали.
Рутиловые электроды имеют преимущества, среди которых:
- при сваривании образуют сварочную дугу, имеющую прочные и герметичные швы;
- быстро воспламеняются и зажигают сварочную дугу за счет содержащегося в них оксида титана;
- не разбрызгивают расплавленные металлы (имеют невысокий коэффициент разбрызгивания).
Некоторые рутиловые микроэлектроды имеют в своем составе железный порошок, за счет которого значительно снижается концентрация углерода в слое цинка. Благодаря этому трубные изделия в меньшей степени становятся подвержены появлению трещин.
ГОСТ и СНиП 3.05.01-85 устанавливают требования к толщине электрода. Слишком толстый электрод прожигает изделие, а тонкий не обеспечивает нужной прочности свариваемым изделиям. При стандартной толщине стенок изделий в 1,6-4,9 мм рекомендуется выбирать микроэлектрод диаметром 2-3 мм.
Имеется зависимость между скоростью движения микроэлектрода по изделию и итоговым качеством соединительного шва. Быстро движущийся электрод делает шов ненадежным и менее прочным, а при медленном его движении имеется риск прожигания трубного материала.
В качестве альтернативы допустимо применение электродов, в состав покрытия которых входит кальций с фтором.
Используемые марки микроэлектродов
Имеет значение при выборе таких элементов как электроды для сварки оцинкованных труб, марка. Популярными марками являются:
- ОЗС-12 диаметром 3 мм;
- УОНИ 13/55;
- ЦУ-5;
- ЦЛ-20;
- ЦЛ-39;
- ТМУ-21;
- ТМЛ.
Заключение
Помимо выбора марки и вида, необходимо помнить, что должны иметь в обязательном порядке электроды для сварки оцинкованных труб сертификат. В нем указывается выдавший его орган, наименование микроэлектрода, его соответствие ГОСТу и какие протоколы испытания с ним проводились.
Не забудьте о материалах!
Кроме инструментов, необходимо подготовить и все материалы. В первую очередь запаситесь фитингами (вентилями, тройниками и уголками). Количество необходимых элементов полностью зависит от того, каким будет проект отопительной системы. Набрасывая эскиз, подсчитайте количество необходимых материалов.
Выбирая фитинги, лучше остановиться на шаровых вентилях современного типа, так как винтовые вентили обладают большим уровнем гидравлического сопротивления. Учтите, что вентиля нужно поставить в двух местах: на подводке и на перемычке. В этом случае вы сможете пропускать воду через радиаторы, если закроете перемычку, или отрегулировать температуры батареи, открыв вентиль перемычки.
В большинстве случаев, чтобы заменить стояк отопления, используется оцинкованная труба. Её диаметр может составлять 3/4 дюйма. Такой же трубой можно осуществлять подводку и перемычку.
Чтобы полностью загерметизировать резьбовые соединения, используйте сантехнический лён, который предварительно пропитайте силиконовым герметиком, краской или олифой. Это предотвратит гниение и выгорание льна. Чтобы лён пропитался равномерно, нанесите один из этих составов и на льняную прядь, и на резьбу.
Применение полуавтомата
 Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Хороший результат получается при сварке оцинковки полуавтоматом с правильно выбранными присадками. Практикой подтверждена эффективность присадок, содержащих медь в сочетании с кремнием, алюминием или марганцем. Это могут быть следующие вещества: CuSi3, CuAl8, CuSi2Mn. От соотношения компонентов зависит прочность соединения и легкость последующей механической обработки.
Соединение меди с кремнием, которое содержит оцинковка, способствует образованию не очень прочного, но легко обрабатываемого шва.
Неорганический композит из меди и алюминия, прежде всего, рекомендуют для продукции, содержащей алюминий в свариваемых конструкциях.
Трехкомпонентное вещество из меди, кремния и марганца обеспечивает шов с повышенной прочностью. Впоследствии для его обработки нужно прилагать значительные усилия.
Медь плавится при температуре более низкой, чем температура плавления стальных сплавов. Поэтому такая сварка оцинковки в значительно мере напоминает запаивание.
Если все сделано профессионально грамотно, то от корродирования защищен как базовый металл, так и шов при минимальных затратах изначальной энергии на сварку.
Рабочая зона очищается строго в обозначенных размерах. Не происходит разбрызгивания материалов при нагреве до температуры сварки. Оцинковка в этом случае сваривается прочно.
Для обеспечения стабильности процесса тщательно выбирают источник питания, режимы регулировки. Максимальное качество шва на оцинковке достигается при импульсном токе в инертной среде аргона. В качестве защитных газов могут быть применены также гелий, диоксид углерода или другие инертные газообразные вещества.
В чем отличие оцинкованных труб от обычных
Около 60% извлекаемого из недр земли горнодобывающей промышленностью цинка используется при производстве оцинкованного проката, еще 20% идет на цинкование металлоконструкций (корпуса автомобильной и промышленной техники, строительные материалы), деталей машин и механизмов.
Отличие конструкционной стали от не подверженных коррозии металлов (олово, алюминий, свинец, цинк) состоит в том, что у последних при окислении на воздухе образуется оксид, который в виде защитной пленки становится барьером на пути доступа кислорода к металлу. Таким образом, пленка препятствует дальнейшему окислению и сохраняет металл от коррозионного разрушения. Железо, в отличие от цветных металлов и сплавов, при коррозии образует рыхлый гидроксид большого объема, в результате чего кислород беспрепятственно проникает к его поверхности и процесс окисления продолжается.
Сущность технологии заключается в том, что с электрохимической точки зрения, железо образует с цинком гальваническую пару, в которой более активный цинк вступает в коррозионное взаимодействие с кислородом первым, оставляя железо в химически пассивном состоянии. Аналогичным образом можно существенно ускорить коррозию железа, если нанести на его поверхность олово, которое является более пассивным элементом в гальванической паре с железом, и повредить его оболочку.
Оцинковке подвергают металлические трубы из любых марок стали, покрывая не только их наружную, но и внутреннюю поверхность, при этом наиболее качественный и однородный слой получают в бесшовном прокате. Для нанесения цинка используются различные технологии, которые можно применять не только в промышленных масштабах, но и на малом частном производстве – многие коммерческие фирмы занимаются оцинковкой стальных деталей под заказ.
Технологические тонкости

Варить оцинкованные заготовки можно только с использованием специальной технологии, которая позволяет соединить два изделия без повреждения цинкового покрытия. Для этого на место стыковки труб наносится специальный флюс. Он не позволит цинковому материалу выгорать в процессе сваривания.
Суть технологии состоит в следующем:
- На место сварки наносится разогретый до вязко-жидкого состояния флюсовый слой.
- В процессе сваривания оцинкованное покрытие под флюсовым слоем переходит в стадию плавления, но при этом не испаряется и не выгорает.
- После окончания сварки это позволяет добиться высокой степени защиты поверхности от коррозионных процессов.
Не менее важно во время выполнения сварочных работ соблюдать меры безопасности, основное требование которых состоит в том, что работы можно выполнять только в помещении с эффективной системой вентиляции или на открытом воздухе. Если это требование не соблюдать, то человек, выполняющий работы, может задохнуться от вдыхания паров цинка или рискует приобрести серьёзные заболевания органов дыхания
Помимо этого сварщик обязан работать в респираторе и резиновых перчатках из теплоизолирующей ткани. Чтобы не допустить нежелательного вспенивания цинкового покрытия в месте выполнения сварки, рабочую поверхность советуют обрабатывать соляной кислотой.
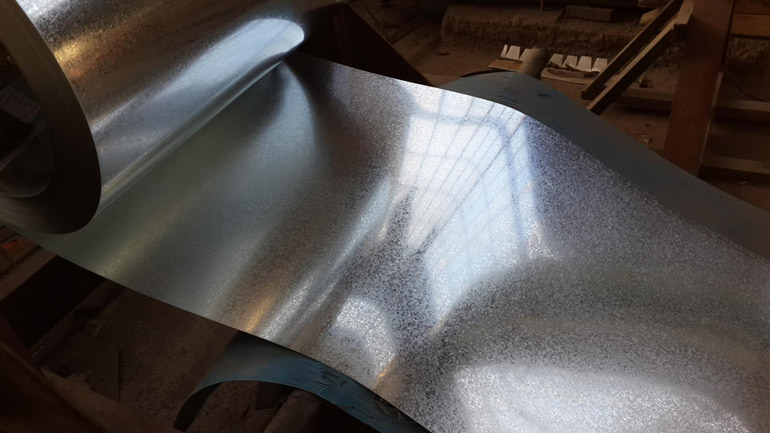
Что такое оцинкованная сталь
В производстве строительной продукции повсеместно практикуют покрытие стального листа тонким слоем цинка. Так повышается срок эксплуатации изделия благодаря устойчивости к коррозии и к агрессивной внешней среде. Стальной рулон, прошедший через оцинкование, используется для изготовления кровельного и заборного материала, системы водоснабжения и во многих других сферах.
Как отличить нержавейку от оцинковки
В отличие от оцинковки, нержавеющая сталь является сплавом с добавлением в состав хрома. Листовой прокат из нержавейки не подвергается нанесению покрытия, цвет его поверхности и среза однородный, обычно матовый. Оцинкованная сталь в процессе нанесения покрытия покрывается характерными узорами кристаллизации, либо имеет зеркальную поверхность с оттенком синевы.
Если нержавейка обработана до зеркального блеска, точный узнать, что именно перед вами, получится с помощью химической реакции. На край стального листа нужно капнуть соляную кислоту. Взаимодействуя с цинком, хлористый водород провоцирует пузырящие пятна на поверхности. К тому же, сплавы с хромом не обладают магнитными свойствами, если магнит крепится к листу стали, вероятно, это оцинковка.
Преимущества и недостатки
 Изделия используются в жилищно-коммунальном хозяйстве снаружи и внутри помещений. Применяют для прокладки водопровода в частном доме, даче или бане, на холодных открытых складах. Среди преимуществ можно выделить следующие:
Изделия используются в жилищно-коммунальном хозяйстве снаружи и внутри помещений. Применяют для прокладки водопровода в частном доме, даче или бане, на холодных открытых складах. Среди преимуществ можно выделить следующие:
- прочность и огнестойкость;
- не зарастает минеральными отложениями и ржавчиной;
- низкий коэффициент теплового расширения важен, если труба утапливается в стяжку;
- возможность установки и ремонта своими руками;
- использование в качестве теплообменника.
При бесперебойной подаче в системе холодного водоснабжения питьевая вода безопасна для человека. Предельно допустимая концентрация цинка не выше 5 мг/литр, тогда как допустимая суточная норма для организма 10–15 мг.
Цинк – токсичный металл. Скапливаясь в организме, может вызвать серьезное отравление. Используя оцинкованные трубы для обустройства водопроводной магистрали, нужно задуматься о безопасности, использовать проверенные и качественные материалы.
Недостатком считается большой удельный вес и электропроводность. Высокая теплоотдача требует утепления труб в системах отопления и ГВС.
Колебания температуры при горячем водоснабжении снижают антикоррозийные свойства. При 60°–80° цинк меняет полярность. Образуется катодное пористое покрытие, возникает язвенная коррозия. Срок службы такой трубы сокращается. Для ГВС и отопления используют изделия, имеющие только наружное защитное покрытие.
Сроки эксплуатации водопроводов с оцинкованными трубами зависят от качества и химических показателей воды. Их не используют при установке скважин. Недостаток водообмена способствует химическим реакциям, которые ухудшают качество воды.
Способы монтажа чугунных труб
Существует два основных способа соединения чугунных труб:
- Раструбное.
- Муфтами.
Раструбное соединение
Раструб – это утолщение или расширение на одном конце трубы, в которое может свободно входить другая труба. Зазор в соединении забивается на 2/3 льняной паклей, при помощи специальной лопатки.

Раструбный тип соединения пластиковых и чугунных труб
Оставшаяся часть заполняется цементом, силиконовым герметиком или густой краской, например, свинцовым суриком.
Если труба устанавливается вертикально, то раструб образует приёмную воронку, располагается на нижней трубе. При горизонтальной прокладке – поток жидкости должен идти в сторону раструба. Исключение, когда требуется соединить два тонких конца трубы. Тогда используется муфта, раструбы которой направлены в разные стороны.

Этапы монтажа чугунных труб
Чугун – хрупкий материал. Его не распиливают полностью. Достаточно слегка надпилить и дальше он расколется в нужном месте.
При распиливании чугуна болгаркой, нужно использовать защитные очки и респиратор.
Соединение чугунных труб муфтами
На цельную чугунную муфту с двух сторон, через уплотнительные резиновые кольца, крепятся два диска.
Соединение чугунной трубы с пластиковой при помощи муфты
По периметру располагаются болты, при стягивании которых, расплющиваются резиновые кольца, тем самым плотно зажимая трубу.
Существуют муфты для соединения между собой труб разных диаметров.
Это основные способы соединения. Особенности зависят от индивидуальных потребностей пользователя.
Общие характеристики
Для изготовления труб используют различные сплавы – начиная от простой так называемой черной стали и заканчивая высокотехнологичными нержавеющими металлами. Выбор определенного вида напрямую зависит от условий эксплуатации и требований к характеристикам магистрали. Например, оцинкованные трубы для водопровода применяют в том случае, если в составе жидкости есть большое количество извести и щелочи. Защитный слой цинка предотвращает появление внутреннего налета, который может привести к уменьшению рабочего сечения изделия.

Чем же стальные водопроводные трубы отличаются от набирающих популярность полимерных? Прежде всего – они устойчивы к механическому воздействию. Даже небольшая толщина стенки в 2 мм способна выдержать гидравлическое давление до 5 МПа. Кроме этого они обладают следующими уникальными свойствами:
- Большой выбор размеров. В зависимости от нужного внутреннего сечения можно выбрать изделие от 6 до 150 мм. Этого достаточно для проектирования местной и частной систем водоснабжения.
- Разные типы соединения – разъемные и неразъемные. Во время монтажа можно выбрать торцевой или муфтовый вид состыковки.
- Небольшой показатель линейного расширения. При изменении температуры на 50°С удлинение 1 м.п. трубы составит 0,6 мм. Это необходимо учитывать при создании ГВС (горячее водоснабжение).
- Шероховатость. Она зависит от технологии изготовления. Для бесшовных изделий этот параметр составляет 0,01-0,02 мм, а для сварных – 0,04-0,09 мм.
- Теплопроводность. Данная характеристика имеет среднее значение порядка 74 Вт/м*К. Это довольно высокий показатель, который влияет на эксплуатационные свойства системы. Для холодного водоснабжения он относится к отрицательным факторам, так как во время работы на поверхности магистрали образуется конденсат. Если труба водопроводная стальная используется для ГВС, то этот показатель будет влиять только на тепловые потери при длительной протяженности теплотрассы.
К недостаткам стоит отнести относительную трудоемкость монтажа – для сварной технологии потребуется специальное оборудование. Также стоит отметить сложность изготовления поворотных углов в магистрали. Но для конечного потребителя важны несколько другие характеристики. О них стоит поговорить отдельно.
Преимущества и недостатки стальных труб отопления
Стальные трубы для обустройства отопительных систем имеют некоторые преимущества, основные из которых следующие:
- прочность и устойчивость к механическим нагрузкам;
- способность выдерживать очень высокие температуры;
- устойчивость к высокому давлению внутри труб;
- лёгкость отогрева при замерзании воды внутри;
- доступная цена.

Что же касается недостатков, то они тоже есть, в частности:
- сложность монтажа стальных труб отопления;
- сложность прокладки в тех местах, где требуется придать трубопроводу нестандартную форму;
- необходимость в дополнительной теплоизоляции (вследствие высокого коэффициента теплопроводности стали);
- подверженность коррозийным процессам;
- относительно недолгий срок службы, составляющий примерно 15 лет.

В целом, стальные трубы по ряду технических характеристик уступают трубным изделиям из различных полимеров, например полипропиленовым, металлопластиковым, трубам из сшитого полиэтилена и т. д. Чтобы устранить некоторые из этих недостатков, при монтажных работах пользуются различными технологическими приёмами. Например, если протяжённость от источника нагрева до отопительного радиатора достаточно велика, тогда их тщательно теплоизолируют, чтобы избежать тепловых потерь по пути прохождения труб.
Если же необходимо придать стальным трубам антикоррозийную устойчивость, тогда прибегают к процессу их оцинковки. Данный метод применяется достаточно часто, вследствие чего на нём следует остановиться более подробно.
видео сварки оцинкованных труб .
| СВАРКА ОЦИНКОВАННЫХ ТРУБ. ДЛЯ НАЧИНАЮЩИХ СВАРЩИКОВ |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Немного о сварке оцинкованных труб |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованной стали (ММА, MIG/MAG, TIG) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка труб электродом, оцинковка, водопровод |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как сделать врезку в оцинкованную трубу |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованных труб (поворотный шов) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованной трубы / Что нужно знать начинающему сварщику? |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как сваривать оцинкованные трубы (неповоротный шов) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Оцинкованная труба |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованной трубы |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как правильно и быстро начинающему сваривать трубы ацетиленом |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| сварка оцинкованных деталей |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как варить трубу электросваркой! Урок 3 |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как варить красивые швы начинающим сварщикам |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка труб для аттестации НАКС. Часть 1 (1/3) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как просто и быстро варить трубы начинающим сварщикам |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как увидеть сварочную ванну и отличать металл от шлака |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка корня шва под просвет подробно |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| КАК НАЧИНАЮЩЕМУ СВАРЩИКУ ПОДОБРАТЬ ПРАВИЛЬНЫЙ ТОК ДЛЯ СВАРКИ ТОНКОГО МЕТАЛЛА |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как варить трубы через стакан (потолочное положение) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка шва в горизонтальном положении с большим зазором |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как сварщики быстро и качественно сваривают стальные трубы во всех положениях |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Быстрая сварка оцинкованных труб |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка труб. Врезка под градусом |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованной стали (ММА, MIG-MAG, TIG) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка больше не нужна ) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Труба, сварка полуавтоматом. |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Оцинкованные трубы, влияние их на здоровье, современный водопровод |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Сварка оцинкованных труб (горизонтальный шов) |
|
|
|
||||||||||
 Нажми для просмотра
Нажми для просмотра
| Как правильно варить оцинкованные трубы газом |
Список источников
- vodakanazer.ru
- svarkaipayka.ru
- trubyda.ru
- trubaspec.com
- StrojDvor.ru
- trubinfo.ru
- mnogo-trub.ru
- svaring.com
- mr-build.ru
- funer.ru
- aquacomm.ru