
Как варят нержавейку инвертором в бытовых условиях?

Еще до начала сварочных работ важно провести основательную обработку и подготовку поверхности к соединению. В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
В технологическом плане подобная обработка ничем не отличается от той, которую проводят с низкоуглеродистыми сталями:
- с поверхности заготовки необходимо удалить загрязнения;
- обязательной процедурой является обработка кромок и поверхностей, для чего используют растворители. За счет этой операции можно убрать жир, негативное воздействие которого заключается в ухудшении стабильность дуги;
- в обязательном порядке на обрабатываемую поверхность необходимо нанести препарат от налипания брызг.
Следует отметить, что сварной стык должен иметь зазор, благодаря которому удастся создать благоприятные условия для оптимальной усадки.
Для соединения нержавеющих сталей используют ток обратной полярности
Во время выполнения сварки важно следить за тем, чтобы шов проплавлялся как можно меньше
для этих работ обычно не используют электроды, имеющие большой диаметр. Ими можно работать тогда, когда возникает задача по сварке толстых поверхностей.
При выборе электрода для металла определенной толщины рекомендуется использовать специальные таблицы, где приведены все необходимые данные. Если допустить ошибку с выбором электрода, то это приведет к нарушению герметичности шва, создаст риск возникновения микротрещин, раковин и пор. Причиной их появления является вскипание металла.
Чтобы качественно сварить нержавеющие стали следует применять ток со значением ниже на 20% от того, который применяют для сварки низколегированных сталей. Если планируется работать инвертором, предназначенным для эксплуатации в бытовых условиях и частном строительстве, то можно ограничиться выставлением диапазона 60-160 А. Благодаря наличию плавной регулировки можно с максимальной точностью установить ток сварки, что положительным образом скажется на качестве шва. Специальные таблицы позволяют легко определить рекомендуемые значения для сварочного тока, которые определяются таким параметром, как толщина соединяемого материала.
Закончив работу с созданием шва, необходимо дать ему остыть, что позволит высоколегированной стали успешно противостоять воздействию коррозионных процессов.
Проблему охлаждения решают посредством медных прокладок. Если приходится иметь дело с аустенитной сталью, в качестве подобного решения может выступать обычная вода.
Необходимое оборудование
Для качественного осуществления процесса сварки нержавеющей стали следует подготовить оборудование, в перечень которого включаются:
- инверторный источник сварочного тока, соответствующий требованиям, предъявляемым к аппаратам, с помощью которых происходит сварка нержавеющей стали;
- сварочные кабели для подачи сварочного тока в зону сварки (кабель электродержателя и кабель «массы») достаточной длины, чтобы избежать перекручиваний и перекрещиваний с целью исключения нарушения изоляции кабеля;
- кабель подключения инвертора в электрическую сеть в зависимости от используемого напряжения;
- присадочные материалы (электроды той марки, которые соответствуют сварке конкретного класса нержавеющей стали, при необходимости баллон с защитным газом и шланги для подачи газа в сварочную зону, а также газовая горелка);
- болгарка и круги к ней для работы именно с нержавеющей сталью;
- щетка по металлу, также предназначенная для работы с нержавеющей сталью;
- приспособления для соединения деталей при осуществлении сварки и качественного их закрепления;
- сварочный стол.
Кроме того, требуется также и защитное оборудование, к которому относятся:
- защитный костюм либо иная одежда, которая сможет защитить сварщика от воздействия высоких температур и попадания на кожу расплавленных капелек металла;
- краги или перчатки, защищающие руки от воздействия высоких температур на кожные покровы и снижающие риск поражения электрическим током;
- маска с темным стеклом или самозатемняющаяся маска для защиты органов зрения от получения электротравмы.
Механическая шлифовка
Хорошие коррозийные свойства нержавеющей стали способствуют ее активному применению в среде, где используются жидкости. Такие изделия служат дольше, чем малоуглеродистая сталь. А блеск и зеркальный вид поверхности позволяют устанавливать конструкции на видных местах, улучшая общий дизайн помещения или фасада. Из нержавейки производят наружные перила и пандус, парковочные стойки, разнообразные полотенцесушители. Несмотря на соприкосновение с водой, и проведение сварочных работ на изделиях, все эти элементы сохраняют красивый вид. Достигается это за счет нескольких видов обработки.
Одним из них является механическая шлифовка, при которой убирается верхний оксидный слой на сварке, являющийся слабым местом конструкции, а также устраняются цветовые переходы и неровности в сварочном соединении. Этот процесс происходит в следующей последовательности:
- При помощи болгарки и толстого шлифовального круга стираются волны металлического шва и его выпуклости, выступающие за общую плоскость поверхности. Так можно быстро сравнять шов, но после болгарки остаются грубые борозды от абразива, и перегретые участки с темными пятнами.
- Чтобы снять эти дефекты более бережно, можно применить лепестковые круги для болгарки. Процесс будет длиться немного дольше, и потратится больше расходных материалов, при крупном объеме работ, но риски останутся мельче.
- Далее используются шлифовальную машину, называемую Rebir. Он имеет прямую форму, электромотор и рукоятку для удержания. На конец надеваются лепестковые круги (КШЛ), но их расположение отличается от кругов на болгарке. Благодаря широкой структуре кусочков наждачной бумаги можно производить больший нажим на обрабатываемое изделие, и захватывать широкую площадь. КШЛ бывают разного калибра по величине применяемого абразива. Для обработки нержавейки после сварки применяют сначала «40-ку», а затем «нулевку». Так устраняются все борозды от предыдущих инструментов. Покрытие становится одноцветным и матовым.
Работы следует проводить в респираторе, поскольку пыль от абразива и частицы снятого металла парят в воздухе. Шлифовщик должен защищать и глаза, для чего надеваются прозрачные очки. Нержавейка нагревается от трения шлифовальными кругами, поэтому на руках рабочего должны быть перчатки для избежания ожогов. В качестве аналога ручного шлифования применяются пескоструйные установки, где под даванием воздуха подаются гранулы песка, счищающие верхний оксид с металла. Это используется на предприятиях с большим оборотом продукции. В домашних условиях устанавливать такое оборудование нецелесообразно.
Технология сварки нержавеющей стали электродом
Ход работы немного отличается от электросварки черных металлов. Есть тонкости образования шва, поэтому должна соблюдаться технология сварки. Подготовительный этап стандартный:
- Заготовки зачищают, снимают с них грязь, масляные пятна, следы краски. Все эти компоненты вспенивают ванну расплава.
- У деталей, толще 4 мм, разделывают кромки под углом 45°.
- Детали укладывают встык с зазором не меньше 1 мм, это связано с большим коэффициентом расширения нержавейки в процессе сварки.
- Прочность швов повышается, если детали предварительно прогревают до +150°С, затем приступают сваркой.
Как правильно варить нержавейку электродами:
- Сначала будущий шов прихватывают в нескольких местах.
- Стержень необходимо держать под углом от 45 до 60°, наклоняют его к себе или в сторону.
- Нужно быть готовым к густой ванне расплава, жидкий металл вязкий, как пластилин.
- Шов накладывают мелкими стежками, быстро.
- Необходимо поддерживать короткую дугу, колебательные движения недопустимы.
- При остывании стыка металл дополнительно не охлаждают, шов должен кристаллизоваться постепенно, чтобы не возникали внутренние напряжения в заготовках. Тогда качество соединения будет нормальным.
- Сварку тонкой нержавейки электродом проводят током обратной полярности, при таком подключении клемм самая высокая температура будет сконцентрирована на кончике присадочного стержня.
Что требуется учитывать во время этого процесса
Перед тем как варить нержавейку электросваркой, следует участь некоторые факторы, которые помогут сделать данный процесс более качественным. В первую очередь нужно уяснить, что физические свойства нержавеющей стали заметно отличаются от обыкновенной. Это не только делает процесс сваривания более трудным, но и меняет его технологию, так как тут требуется предварительный нагрев. Нержавеющая сталь имеет более низкую температуру плавления. При этом она обладает высоким коэффициентом теплового расширения.
Предварительный нагрев требуется только в том случае, если содержание углерода в материале превышает 0,2%. В ином случае, подогревать все не требуется и можно сразу приступать к процессу. Но это правило не действует, если требуется сваривать металл толщиной более 3 см, так как в таком случае нужно обязательно все подогревать, вне зависимости от содержания углерода. Температура предварительного нагрева должна составлять, примерно, 150 градусов Цельсия
Выбор способа
Если вам требуется сделать обыкновенный горизонтальный шов, заварить трубу или другие мелкомасштабные вещи, то здесь будет достаточно использовать стандартную сварку. Так проходит сварка нержавейки в домашних условиях и на предприятиях.
В более сложных случаях, когда толщина металла слишком большая, или требуется дополнительный уровень защиты, то здесь желательно использовать вольфрамовый электрод с защитными газами.
Для особо ответственных сооружений и деталей следует выбирать аргонно-дуговую сварку с проволокой, так как, несмотря на высокую себестоимость, она оказывается очень востребованной в промышленности, благодаря качественному результату.
Какие электроды использовать
Сразу стоит отметить, что сварка нержавейки обычными электродами технически возможна. При нехватке требуемых материалов она неоднократно использовалась многими мастерами. Но с точки зрения технологии здесь нужно использоваться специальные электроды из нержавейки, так как в ином случае, качество шва резко падает и в производственных масштабах такие вещи нельзя использовать. Электрод также должен иметь специальное покрытие, рассчитанное на работу с нержавейкой.
Режимы
| Толщина металла, мм | Род тока | Сила тока, А | Напряжение, В | Диаметр электрода или проволоки, мм | Скорость прохождения, см/мин | Расход аргона, л/мин |
| 1 | Постоянный | 30…60 | 11…15 | 2 или 1,6 | 12 – 28 | 2,5…3 |
| 1 | Переменный | 35…75 | 12…16 | 2 или 1,6 | 15 – 33 | 2,5…3 |
| 1,5 | Постоянный | 40…75 | 11…15 | 2 или 1,6 | 9 – 19 | 2,5…3 |
| 1,5 | Переменный | 45…85 | 12…16 | 2 или 1,6 | 13 -14 | 2,5…3 |
| 4 | Постоянный | 85…130 | 12…15 | 4 или 2,5 | – | 10 |
Технология сварки нержавейки
Если сравнивать с обыкновенной сталью, сварка тонкой нержавейки электродом требует меньшее количество тока, при тех же размерах металла. Количество ампер должно быть, примерно, на 20% меньше.
Следует использовать электроды длиной не более 35 см, так как это уменьшает негативный эффект от высокого электрического сопротивления материала
«Внимание! Если подобрать неправильный термический режим, то материал может утратить свою антикоррозийные свойства.» Температура нагревания не должна превышать более 500 градусов Цельсия, а охлаждение не должно быть резким и не стоит использовать воду
Контроль качества
Мало знать, как правильно варить электросваркой нержавейку, следует еще понимать, какие методы контроля качества при этому используются. Для этого используются такие методы как:
- Контроль на проницаемость;
- Дефектоскопия (капиллярная, ультразвуковая, радиационная);
- Внешний осмотр;
- Магнитный контроль.
Для контроля используется ГОСТ 18442-80 СНиП 3-18-75.
Меры безопасности
При высокой текучести материала во время сварки увеличивается вероятность попадания его на пол, или другие поверхности, а также повышается степень разбрызгивания. Поэтому, нужно применять усиленные меры безопасности по защите рук, ног и других частей тела от попадания расплавленного металла. При использовании защитного газа, баллон должен находиться на достаточном расстоянии от непосредственного места сварки, а при работе с аргоном, нужна дополнительная защита органов дыхания, так как газ сам по себе очень не безопасен для здоровья.
Классификация электродов специального назначения
Критериев для классификации расходников много, и в данном обзоре нет задачи излагать все возможные виды и классы. Нас с вами интересуют электроды по нержавейке для высоколегированных специальных сплавов. Вот где их место:
Электроды по назначению
- для низколегированных углеродистых сплавов, названия начинаются с буквы «У»;
- для легированных сталей с начальной буквой «Л»;
- для легированных теплоустойчивых сталей с буквой «Т»;
- для высоколегированных стальных сплавов с особыми свойствами с буквой «В»;
- для наплавки поверхностей с особыми свойствами, буква «Н».
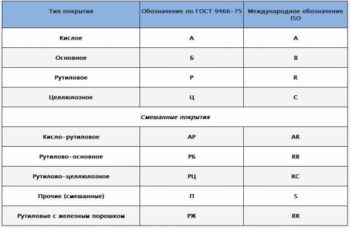 Типы покрытия и стандарты маркировки.
Типы покрытия и стандарты маркировки.
Также для нас может быть интересна классификация электродов по типу покрытия (подробно о покрытиях см. ниже):
- А – кислые покрытия;
- Б – основные покрытия;
- Ц – целлюлозные;
- Р – рутиловые;
- смешанные и прочие виды покрытий.
Принципы маркировки у электродов по нержавейке довольно громоздкая. В данном обзоре нет задачи перечислять их полностью.
Переменным или постоянным током
Для создания неразъемных соединений из нержавеющих сталей допустимо использовать постоянный и переменный ток. У каждой технологии сварки существуют определенные плюсы и минусы.
Так, использование постоянного тока приводит к снижению расхода электродов, за счет того, что при использовании этого тока, материал, практически не разбрызгивается. Кроме того, постоянный ток позволяет обеспечить высокую скорость сварки, качество сварного шва. Но, оборудование, используемое для работы, отличается высокой стоимостью, а это, в результате приводит к росту себестоимости работ.
Применение переменного напряжения позволяет использовать оборудование, которое стоит значительно меньше что то, которое применяют для выработки постоянного тока. Сварщик, использующий переменный ток, получает в результате качественный шов. Но, вместе с тем, использование переменного тока приводит к получению большего количества капель металла, а это приводит к повышенному расходу нержавейки.
Электроды постоянного тока по нержавейке
Перед началом сварочных работ сварщик должен сделать правильный выбор электродов. Следует понимать, то, что стержни с обмазкой в состоянии гарантировать высокое качество шва. Ручную сварку выполняют с использованием постоянного тока обратной полярности. Для получения качественного результата сварщики применяют следующие марки расходных материалов, предназначенные для нержавейки:
- ЦЛ11 – это одна из самых широко распространенных марок среди сварщиков. Его применяют для обработки сталей с довольно высоким содержанием хрома и никеля. Сварной шов, получаемый с помощью этого материала, обладает высокой прочностью, ударной вязкостью. При работе практически не наблюдается разбрызгивание металла.
- ОЗЛ8 — подходят для сборки конструкций, подлежащие эксплуатации в температурах до 1000 ⁰C. Остальные ее параметры близки к марке ЦЛ11.
- НЖ13 – эта марка востребована при обработке изделий из пищевой нержавейки. Кроме того, этот расходный материал предназначен для стыковки изделий с высоким содержанием хрома, никеля, молибдена. Недостаток, присущий этой марке – это формирование шлака, который самопроизвольно отслаивается и таким образом может нанести повреждения рабочему или окружающим его людям.

ОЗЛ-8
На самом деле в практической работе применяют несколько марок электродов, которые предназначены для сварки с нержавейкой. Среди них есть такие, как:
- ЗИО-8, которые применяют для изделий из жаростойких нержавеющих сталей.
- НИИ-48Г востребован при изготовлении ответственных конструкций.
- ОЗЛ-17У подходят для деталей, которые будут эксплуатироваться в атмосфере с повышенным содержанием паров серной или фосфорной кислот.
Электроды для переменного тока для нержавейки
Не все организации могут себе позволить технологическое оборудование, которое работает с применением постоянного тока. Но можно использовать и аппаратуру, которая применяет переменное напряжение. для эффективной работы с ним применяют следующие марки — ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36.
Кроме того, использование вольфрамовых стержней для сварки деталей из нержавейки под облаком защитных газов, позволяет использовать переменный ток с прямой полярностью. Такую технологию используют при:
- соединении деталей с тонкой стенкой;
- наличии повышенных требований к качеству сварного шва.

ОЗЛ-14А
Практика сварки изделий из нержавейки говорит о том, что использование переменного тока менее популярно, соответственно стержни этого типа менее востребованы.
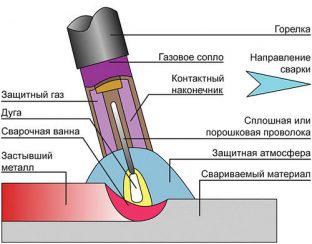
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.

Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
Режимы подбираются в зависимости от толщины соединяемых деталей
К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
https://youtube.com/watch?v=ncDTgPVAxYA
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
MIG/MAG
Данный метод подразумевает использование полуавтоматического способа сварки. Атмосфера предполагает содержание 98%Ar, CO – 2%. В качестве альтернативы за место углекислого газа иногда используют кислород. Соотношение в процентах сохраняется. Также стоит отметить качественное состояние шва. При использовании MIG/MAG прочность шва высока также, как и точность.
Как правило, используются следующие способы:
- Импульсный. Самый актуальный способ для тех, кто желает контролировать процесс. В ванну метал попадает по капле, за счет чего снижается среднего тока, а значит тепловая энергия так же уменьшается. Этот метод можно успешно использовать в работе с металлами, обладающими низкой теплопроводностью. Здесь существует минимальная вероятность появления брызг, что увеличивает точность. При декоративном элементе или изготовлении специальных емкостей, подобный подход наиболее актуален.
- Струйный перенос. Актуален в работе с крупногабаритными материалами.
- Короткая дуга. Чаще всего данный метод применяют в работе с небольшой плотностью металла, например, сварка тонкой нержавейки.
Подготовительный этап
Для того, чтобы получить результат качества, важно провести подготовительный этап, согласно всем правилам. Самое главное – обработать тщательно и качественно зону, в которой будут проходить сварочные работы
В первую очередь необходимо обезжирить ее, избавиться от грязи и пыли. Предварительно допускается промыть с помощью бензина и ацентона, а затем просушить. Посредством щетки зачищаем все края и кромки, чтобы появился блеск.
Перед проведением сварки в домашних условиях важно помнить об особенностях процесса. Здесь присутствует высокая вероятность термо расширения, что может повлечь за собой холодные трещины
Поэтому деталь ни в коем случае не стоит сдвигать вплотную. Всегда нужно оставлять хотя бы небольшого размера зазор. Как правило, чтобы определить оптимальный размер ширины, достаточно использовать специальный справочник, либо воспользоваться услугами квалифицированного специалиста.
Завершающий этап
Когда все работы прошли успешно, не стоит забывать о завершающем этапе. Он заключается в полной и грамотной очистке шва. При правильном проведении процедуры, в первую очередь увеличивается срок эксплуатации и визуально шов смотрится эстетически приятней.
Если этого не сделать, то в качестве побочного эффекта можно возникнуть коррозия металла. Для начала нужно приступить к механическому этапу очистки. Если используется пескоструйная обработка, то в будущем место соединения будет выглядеть наиболее презентабельно.
После проведения процедуры, шов должен быть отшлифован. Чтобы избежать появления и в дальнейшем распространении коррозии, настоятельно не рекомендуется задействовать абразиву из корунда
Важно понимать, что подобные процедуры помогают улучшить эстетический вид. Для сохранения надлежащего состояния и вида шва, можно использовать травление или пассивацию
Первый способ – это процесс обработки металлической поверхности специальными синтетическими веществами или химикатами, разрушающими окалину. Во втором методе используется специальное вещество, где были соединены детали посредством сварки. В результате химической реакции, образуется из оксида хрома специальная пленка.
Перед тем, как переходить к очистке шва, в первую очередь необходимо визуально оценить качество проделанной работы, не появилось ли трещин после завершения работы или деформации. Если происходила сварка нержавеющей стали в домашних условиях, то дефектоскопическая аппаратура не понадобится.
Однако в промышленной области проведение такой работы является обязательным условием. Обработка соляной и серной кислотой происходит на всем прохождении завершающего этапа. После того, как процесс будет завершен, обязательно необходимо промыть область воздействия обыкновенной проточной водой. В домашних условиях подобный способ применяется довольно редко, тем более, без профессиональной подготовки он может быть опасен для здоровья. Поэтому обезопасить себя лучше всего при использовании механическим способом.
Виды нержавеющей стали
Нержавейка разделена на три отдельных типа:
- Жаростойкие сплавы – материал со способностью эффективного сопротивления агрессивным средам в условиях высокой температуры.
- Коррозионностойкая сталь – применяется в быту и небольших предприятиях. Такие металлы можно встретить на объектах нефтеперерабатывающей, легкой промышленности. Вариант материала пригоден для производства различных инструментов и техники.
- Жаропрочный тип стали необходим для сохранения механических свойств (формы, прочности) во время высокой температуры.
По химическому строению нержавеющие сплавы разделяют на различные виды:
- Мартенситные стали получили отличные коррозионностойкие качества в условиях обычного открытого пространства и средах с малым уровнем агрессивности. Такую нержавейку применяют для приборов, функционирующих на износ. В частности, из мартенситных сплавов изготовляют ножи, упругие элементы химического и продовольственного производства. Такой материал может применяться в незначительных концентрациях соли и кислотных растворов.
- Аустенитные нержавейки отличаются физическими свойствами в том числе твердостью и пластичностью. Нержавейку активно применяют в машиностроительной отрасли. Этот вариант сплава при осуществлении холодных деформационных усилий может проявить магнетическую силу. Высокая технологичность материала позволяет использовать детали для конструкций и приборов.
- Ферритные сплавы можно обнаружить в окислительной атмосфере. Подобный материал отлично выполняет функции в бытовых приборах, системе отопления, системах для теплообмена. Также сплав высоко ценится в пищевом сегменте производства. На сплав не действует азотные концентраты, жидкости с аммиаком и подобные агрессивные среды.
- Аустенитно-ферритная основа проявляет более высокий предел текучести материала на фоне подобных металлов. Комбинированный металл демонстрирует малый рост зерен при двухфазной структуре. В связи с малым количеством никеля аустенитно-ферритовая сталь хорошо соединяется во время сварки. Такие сплавы удачно применяются в авиастроении, химическом производстве, тяжелой промышленности.
Какие виды сварки используются?
Варить нержавейку можно с использованием методов:
- Ручной дуговой сварки.
- Аргонодуговой сварки.
- Полуавтоматической сварки.
Схема ручной дуговой сварки.
Ручная дуговая сварка выполняется с применением электродов 2 основных типов: с основным покрытием и рутиловым покрытием. Электродами с основным покрытием варить нержавейку можно исключительно на обратном постоянном токе. Роль основного покрытия в большинстве случаев выполняют карбонаты магния и кальция. Рутиловое же покрытие чаще всего представлено двуокисью титана. Такие электроды успешно применяются как на обратном постоянном токе, так и при переменных значениях тока. Второй тип электродов обеспечивает более стабильную дугу и снижает разбрызгивание металла в процессе сварки нержавейки, потому является более предпочтительным.
Обоими электродами можно варить нержавейку в любых пространственных положениях. Согласно наблюдениям сварщиков, рутиловые электроды лучше всего показывают себя при варке в нижнем положении.
Аргонодуговая сварка преимущественно используется при необходимости сварного соединения тонколистовой нержавейки. Чаще всего для защиты применяется чистый аргон. Автоматическая сварка в некоторых ситуациях ведется с использованием аргонно-гелиевой смеси. Варить нержавейку в среде аргона можно без присадочной проволоки либо же с ней, автоматически и вручную.
Полуавтоматическая сварка нержавейки используется при необходимости соединения толстых материалов. Высокая скорость работы позволяет существенно повысить производительность. Для защиты используется аргон с небольшим (обычно 2%) добавлением углекислого газа. Последний компонент можно заменять кислородом. Благодаря кислороду повышается смачиваемость краев шва сварки.
Схема сварочного инверторного полуавтомата.
Полуавтоматическая сварка может вестись по следующим технологиям:
- С применением короткой дуги.
- Со струйным переносом.
- Импульсно.
Сварка нержавейки короткой дугой подходит для соединения тонких листов металла. Струйный перенос более предпочтителен при необходимости сварки толстых изделий. Среди несомненных преимуществ импульсной сварки можно выделить наибольшую, по сравнению с прочими рассмотренными, управляемость процессом. Происходит импульсная подача металла сварочной проволоки. За каждый импульс выдается одна капля. Это позволяет уменьшить средний ток горения дуги, вместе с ним снижается тепловложение, что имеет довольно существенное значение при сварке нержавеющей стали. Зона термического воздействия уменьшается.
Помимо этого, при использовании импульсной сварки почти нет брызг. Это дает возможность существенно снизить расход сварочных материалов, что весьма актуально, т.к. проволока для варки нержавейки стоит достаточно дорого. Дополнительно повышается производительность благодаря уменьшению времени на зачистку сварочных швов.
Список источников
- svarkaprosto.ru
- stankiexpert.ru
- osvarka.com
- stanok.guru
- tutsvarka.ru
- svarkalegko.com
- svarkaipayka.ru
- moyasvarka.ru
- elsvarkin.ru
- ostwest.su















