Режим пайки и его влияние на процесс
Технология пайки полипропиленовых труб заключается в их нагревании, после чего происходит размягчение входящего в их состав пластика. При соединении двух нагретых изделий возникает диффузия (взаимопроникновение) молекул полипропилена одного технических изделий в молекулы другого. В результате образовывается прочная молекулярная связь, делающая получившийся материал герметичным и прочным.
Если наблюдается недостаточный режим, то при соединении двух материалов не произойдет достаточная диффузия. В итоге стык техизделия получится слабым, что приведет к нарушению герметичности всего материала.
На выходе получается трубопровод с минимальным внутренним отверстием в месте стыка, диаметр которого не соответствует технологическим нормам.
Учитываются надо не только температуру нагрева при сварке полипропиленовых труб, но и время, температурный режим среды и диаметр технических изделий. Время нагрева трубных материалов находится в прямой зависимости от их диаметра.
Значение имеет внешняя среда. Минимально допустимый температурный показатель при сваривании изделий из полипропилена составляет -10 С. Максимально допустимый его показатель +90 С. Таблица температур сварки полипропиленовых труб таблица наглядно показывает, что в основном все зависит от времени.
Внешняя среда оказывает сильное влияние на качество пайки. Это связано с тем, что от момента снятия материалов с аппарата для сваривания до их непосредственного соединения проходит время. Подобная пауза сильно влияет на качество сварного шва. При небольшом внешнем температурном режиме в мастерской рекомендуется увеличивать время нагрева стыкуемых изделий на несколько секунд. Внешняя температура пайки полипропиленовых труб 20 мм должна быть выше 0 С
Важно не перегреть их. Есть риск затекания полимера во внутреннее отверстие трубного материала и уменьшения его внутреннего просвета
Это сильно отразится на пропускной способности будущего участка трубопровода.

Снятие трубы с аппарата для пайки
Выдержка температурного режима, ее особенности
Перед тем как ответить, какая температура нужна для сварки полипропиленовых труб, требуется определиться с используемым сварочным аппаратом. Для пайки материалов, изготовленных на основе полипропилена, применяется паяльник. Возникает вопрос: какая температура паяльника для пайки полипропиленовых труб должна устанавливаться? Оптимальным значением являются 260 С. Допустимо проведение сварочных работ в диапазоне 255 -280 С. Если перегреть паяльник свыше 271 С, уменьшив время нагрева, то верхний слой изделий прогреется больше внутреннего. Сварочная пленка окажется чрезмерно тонкой.
Существует таблица температур пайки полипропиленовых труб.
|
Трубный диаметр, мм |
Время сваривания, с | Время нагревания, с | Время для охлаждения, с |
Температурный диапазон, С |
|
20 |
4 | 6 | 120 | 259-280 |
| 25 | 4 | 7 | 180 |
259-280 |
|
32 |
4 | 8 | 240 | 259-280 |
| 40 | 5 | 12 | 240 |
259-280 |
|
50 |
5 | 18 | 300 | 259-280 |
| 63 | 6 | 24 | 360 |
от 259 до 280 |
|
75 |
6 | 30 | 390 |
от 259 до 280 |
Температура сварки полипропиленовых труб 20 мм колеблется в диапазоне от 259 до 280 С, как и температура сварки полипропиленовых труб 25 мм.
Нет особых требований к такому показателю, как температура сварки полипропиленовых труб, армированных стекловолокном. Она устанавливается в том же диапазоне, что и для других технических изделий из полипропилена. Перед сваркой необходимо шейвером снять с таких изделий верхний армированный слой.
При сваривании изделий из полипропилена имеются особенности:
- необходимость избегать больших расстояний между паяльником и местом сваривания, поскольку происходит потеря тепла и снижение сварочного температурного режима, приводящее к плохому качеству шва;
- нарушение порядка действий при пайке, при котором мастер не делает последний стык из-за невозможности установить паяльник между двумя изделиями, что становится следствием деформации трубопровода и возникновения статического напряжения в его участках;
- недопустимость последовательного нагрева деталей конструкции.
Фитинг и трубный материал должны нагреваться одновременно, а не последовательно. При несоблюдении требования по равномерному нагреву деталей нарушится вся технология процесса.
В заключение
Для достижения результативности процесса необходимо, чтобы температурный режим устанавливался в соответствии с технологическими требованиями, для сварки использовался качественный агрегат, расстояние между ним и местом сварки было 1,4 м, а помещение было достаточно прогретым.
Сварка (пайка) полипропиленовых труб
Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали – муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополни тельных деталей и самая надежная. При наличии фитингов соответствующего диаметра допускается муфтовая сварка. Рекомендуемый вид разборного соединения для диаметров более 63-го – фланцевый стык. Это более сложный вариант соединения полипропиленовых труб, требующий профессионального оборудования и мастерства, поэтому этот вариант в данной статье упускается.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками.
Рис.1. Сварочный аппарат для сварки полипропиленовых труб.
Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали.Стандартные насадки покрыты антипригарным материалом – тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Рис.2. Насадки для сварки полипропиленовых труб диаметром 20, 40, 32, 40, 50, 63.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок (см. рис. 3) на посадочные места аппарата до нагрева аппарата.
Рис.3. Сварочный аппарат до нагрева с установленными насадками для сварки полипропиленовых труб.
С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы на стене, то есть на монтируемой ветви трубопровода.
Качество соединений напрямую за висит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно.
Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб – 260 ° С и 220°С для полиэтиленовых и PERT трубопроводов).В зависимости от температуры окружающей среды нагрев длится 10-15 минут.
Рабочая температура на поверхности нагревательных пластин достигается автоматически.
Сварку полипропиленовых труб и фитингов, запрещается производить при температуре ниже 0°С
Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары
Общее правило раструбной сварки
Внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Технология полифузной пайки
 Полифузная сварка
Полифузная сварка
Полипропиленовые трубы паяются в определенном порядке:
- Насадки требуемого диаметра устанавливаются на рабочий элемент нагревания паяльника. Если одновременно требуется соединение труб различного диаметра, на инструмент надеваются насадки необходимых размеров. Когда прибор уже будет включен, снять и поменять насадки будет невозможно из-за опасности получить ожог – придется ждать, когда нагревательный элемент остынет.
- Паяльник стационарно закрепляется на подставке и подсоединяется к электрической сети. Регулятор переключается на температуру нагрева элемента в 260 °С, которая является оптимальной для полипропилена. Если лампочки индикаторов горят, это свидетельствует о том, что прибор начал разогреваться. После первого выключения индикатора через некоторое время он снова включается. Повторное выключение лампочки сигнализирует об отключении рабочего элемента нагрева, который приобрел оптимальную температуру нагрева.
 Подготовка
Подготовка
- Пока паяльник набирает нужную температуру необходимо провести подготовительные работы с трубами, которые будут подвержены спайке. С помощью рулетки и карандаша нужно отметить место обрезки трубы, нарезать заготовки труборезными ножницами, снять ножом или специальным инструментом фаски и, если это армированный патрубок, шейвером снять алюминиевую фольгу. Нужно помнить – металлический слой присутствует только в трубных изделиях, в фитингах он не применяется. После этого нужно примерить соединяемые части друг к другу, прижав их в таком положении, в котором они будут находиться после спайки. Это нужно для того, чтобы после окончания операции фасонные части были повернуты в том направлении, в котором нужно. У новичков иногда бывают случаи, когда после спайки фитинги смотрят в сторону, отличную от планируемой.
- После того как паяльник разогрелся до нужной температуры, подготовленные детали надеваются на соответствующие размеру насадки. Период пребывания изделий на нагревательных элементах зависит от диаметра трубы и должен соответствовать указанному в инструкции, которая прилагается к инструменту. По истечении контрольного времени детали снимаются с паяльника и уверенным движением прижимаются друг к другу. Чтобы стык был качественный и надежный, соединенные части нельзя сдвигать. После стыковки соединенные элементы оставляют в покое на некоторое время, согласно требованиям инструкции.
 Работа паяльником
Работа паяльником
Технология
Пайка труб из полипропилена заключается в нагреве материала до пластического состояния и быстрого соединения с сильным сжатием. В результате поверхности деталей слипаются на молекулярном уровне. Образуется неразъемное соединение:
- диффузионное;
- муфтовое;
- встык.
Как правильно паять диффузионным методом – инструкция по шагам
Пайка полипропилена основана на процессе диффузии материала. Для прочного соединения используют фитинги. Пошаговая инструкция простая.
- Трубу отрезать специальными ножницами в размер с учетом ее захода в фитинги.
- Очистить от грязи и обезжирить наружную поверхность трубы и внутреннюю фитинга.
- Обозначить длину соединения на деталях.
- Начиная со второго соединения, нанести на обе детали риски, указывающие линию взаимного расположения. Это делается, чтобы угольник не был повернут в другую сторону.
- Установить на паяльник насадки нужного размера и нагреть его.
- Одеть фитинг на выступающую часть оправки, трубу вставить в насадку до метки.
- Выдержать необходимое время для нагрева и снять детали с паяльника.
- Быстро соединить до упора и удерживать, пока остынут.
При пайке диффузионным методом важно выдержать длину соединения. Если внимательно смотреть, то видно, как нагреваемой поверхности возле края насадки образуется валик
Такой же бугорок есть внутри фитинга. При соединении, торцы обеих деталей упираются в валики. Происходит процесс диффузионного соединения пластика. Основной способ пайки ППР труб при установке отопления в доме.
Места образования валиков для удаления поверхностной пленки надо зачистить мелкой шкуркой непосредственно перед пайкой.
Муфтовый (раструбный) способ

На насадку паяльника вместо фитинга одевают трубу. Затем в расширенное отверстие вставляется конец второй детали.
Муфтовая стыковка удобна, когда стенка многослойная. Наружный полипропиленовый и алюминиевый слой следует срезать. Для этого применяется специальный инструмент – шейвер. После нагрева срезанный выступ должен упереться в торец смежной трубы.
Торцевой
В промышленности применяют торцевой метод пайки ПП труб большого диаметра. Мобильный станок нагревает подготовленные торцы и сильно сжимает их, удерживая до охлаждения. Между разогретыми деталями образуется спайка – однородное соединение без переходной зоны, своеобразная холодная сварка.
Соединение торцевым способом невозможно сделать вручную. Высокие требования к нагреву пластика, большое усилие сжатия без малейшего смещения.
Альтернатива сварке
В некоторых случаях, например, в труднодоступных местах ванной комнаты или других помещений, провести сварочные работы не получается. Заменить процесс спайки можно склеиванием трубы с фитингом при помощи органического растворителя. Он обладает очень сильным размягчающим действием, но при этом высокой летучестью.
После смазки конца трубы и внутренней полости муфты пластик на короткий срок размягчается, можно произвести соединение. Обратная полимеризация начинается через несколько секунд.
Однако данный метод больше подходит для менее склонных к термопластичности труб ПВХ.
Если и данный вариант по каким-то причинам не подходит, для НЕ НАХОДЯЩИХСЯ ПОД ДАВЛЕНИЕМ труб допустимо использовать вместо паяльника зажигалку с наддувом. Данные метод соединения показан в видео уроке ниже
Важно понимать: равномерности спайки достичь не получится именно из-за поочередного нагрева деталей, поэтому для ответственных соединений технологию использовать нельзя
Выбор полипропиленовой трубы

Трубы из полипропилена бывают четырех цветов. Все они, за исключением черного, никаких ограничений в использовании не имеют. Черные трубы специально разработаны для защиты от УФ-излучения. Допускается их соединение с металлоконструкциями.
Полипропиленовые трубы делятся на четыре категории:
- PN10 имеют тонкие стены и предназначены для монтажа в теплых полах, где температура не превышает 45°C или для холодного водоснабжения;
- PN16 предназначены для монтажа систем холодного водоснабжения с высоким давления или же для отопительных трубопроводов низкого давления;
- PN20 – универсальный вид, который может использоваться как для холодного, так и горячего водоснабжения, но при условии, что температура не превышает 80°C;
- PN25 – трубы, армированные фольгой из алюминия. Они предназначены для оборудования центрального отопления и горячего снабжения при температуре не более 95°С. Также могут использоваться для подведения к металлическому трубопроводу.
Выбрав требуемую модификацию, нужно будет подобрать набор труб требуемого диаметра и соединительных деталей, которые называются фитингами. Все это зависит уже от того, какой у вас проект.
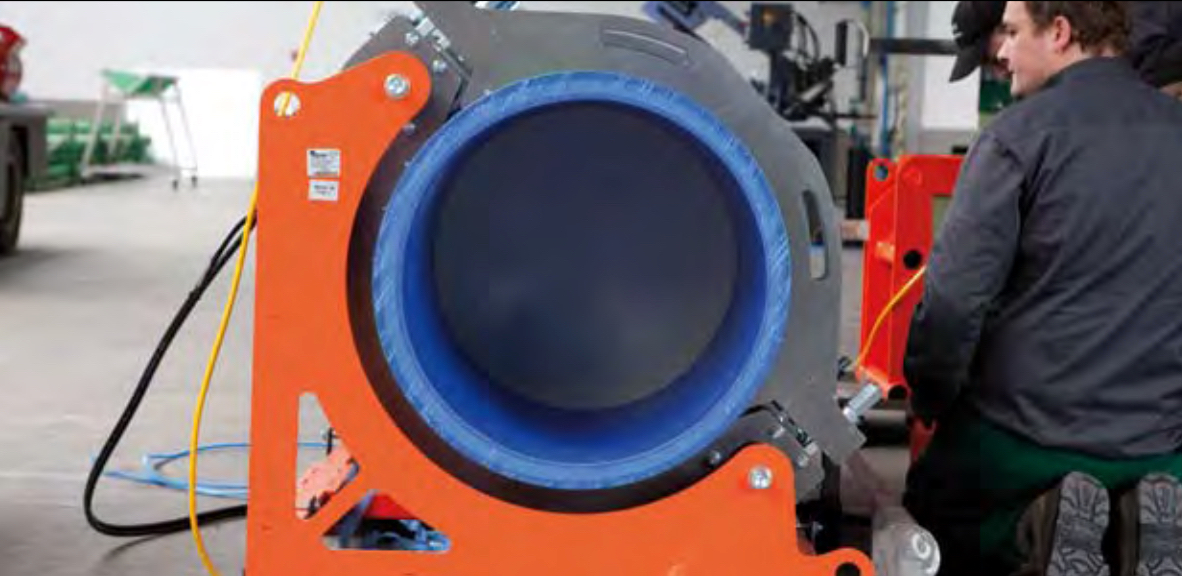
Сварка встык полипропиленовых труб большого диаметра
Стыковая технология нашла широкое применение в промышленных условиях для сваривания ПП труб большого диаметра (от 125 мм до 630 мм) при устройстве прямых участков трубопроводных сетей.
Для выполнения сварки необходимы следующие инструменты:
- установки для фиксирования заготовок и перемещения их в горизонтальном и вертикальном направлении;
- паяльный аппарат, который оснащён плоской с двух сторон нагревательной головкой;
- оборудование, предназначенное для ровной обрезки торцевой части труб.
Последовательность операций:
Резка труб на куски определённой длины;
Обезжиривание поверхностей, предназначенных для сварки. Если используется армированный полипропилен, то требуется удаление армирующего слоя в местах сварки;
Закрепление трубы и фитинга на установке;
Выравнивание торцов;
Подготовка паяльника;
Нагревание изделий. Паяльник нужно разместить между торцами заготовок, затем с помощью установки, вплотную придвинуть изделия к нагревательной головке
Важно выдержать температуру и время воздействия, которые зависят от диаметра ПП продукции и свойств материала, из которого она изготовлена. После извлечения паяльного аппарата, нагретые элементы следует плотно прижать и выдержать под давлением до тех пор, пока сварной шов полностью не остынет;
Естественное охлаждение места соединения
Процесс охлаждения, как правило, занимает порядка 4-х минут.
Неоспоримые преимущества данного способа – его простота и надёжность соединения. По уровню прочности сварной шов соответствует характеристикам самих труб. Несмотря на столь простую технологию, необходимы дополнительные инструменты и оборудование для соблюдения точного осевого совмещения изделий, обеспечения полной перпендикулярности торцевых частей и нужного давления при сжатии.
До появления пластиковых труб, для устройства трубопроводов применялась технология ручной дуговой сварки, для выполнения которой требовалось дорогостоящее оборудование. Кроме того, рабочий должен был обладать не только профессиональными знаниями и навыками для выполнения сварочных работ, но и уметь правильно подобрать электроды. При этом много времени уходило на разные второстепенные работы. В то время, как сварочный способ соединения встык ПП труб требует минимальных затрат времени и ресурсов.
Пайка полипропиленовых труб в труднодоступных местах
Решая, как паять полипропиленовые трубы в труднодоступных местах, следует учитывать следующие факторы.
Работа с полипропиленовыми трубопроводами в узких местах сложнее, чем сварка на прямых трубных прогонах в условиях достаточного пространства. К неудобным местам обычно относят пространство вверху под потолком, точки в углах и условия ограниченного пространства, затрудняющие установку паяльника на подставку. В последнем случае без посторонней помощи вам не обойтись, альтернативным решением является специальный крюк, подготовленный заранее в удобном месте, на который можно вешать паяльник.
При слишком близком расположении спаиваемых трубных участков друг от друга на стене используют специальный прием – прямую и ответную части стыка прогревают по очереди. При этом первый участок греют чуть дольше положенного времени, а после греется труба меньшее время и при возможности с повышенной температурой (регулятор устанавливают на больший диаметр).
Рис. 4 Сварка участков трубопровода утюгом с двумя насадками
Аппарат для сварки враструб
Устройства, предназначенные для соединения изделий из ПП враструб, называются паяльниками, или утюгами. Главным элементом такого прибора стала нагревательная головка. К ней крепятся все сменные детали:
- муфты;
- дорны.
Первые элементы предназначены для нагрева внешней поверхности труб, вторые – внутренней части фитингов. Формой нагревателя в большинстве паяльников остается треугольная пластина. В продаже можно встретить устройства другого исполнения.
От габаритов плоской детали зависит размер насадок. Иными словами, подбирается сечение трубы, которое будет свободно паяться. Кроме того, необходимо позаботиться о нужном количестве нагревательных пар для осуществления одновременной установки. Для работы с большой пластиной потребуется мощный агрегат.
Дополнительные детали (муфты, дорны) должны быть закреплены так, чтобы их опорная поверхность плотно касалась пластины.
При хорошем контакте будет достигнута нужная температура (260 °С). В этом случае мощность паяльника не имеет большого значения.
Сегодня выпускаются устройства, оборудованные нагревательной головкой в виде стержня. Их главным преимуществом можно назвать компактность. На технические параметры форма головки не влияет.
Для качественной работы утюга важна точность функционирования термодатчика, поддерживающего необходимую температуру. Если ее колебания становятся минимальными, это свидетельствует о высоком качестве паяльника.
Самыми совершенными на сегодняшний день являются электронные терморегуляторы. Эти терморезисторы способны показывать точное значение температуры даже на рабочей поверхности муфты.
Применение таких деталей позволяет уменьшить температурную инерционность утюга. В результате истинные показатели нагревательной головки будут отображаться на шкале устройства.
Более грубо работают биметаллические реле, а также капиллярные термостаты, чьи значения отличаются неточностью. Если сравнивать с данными терморезисторов, расхождения окажутся довольно большими. Каким бы ни был терморегулятор, когда аппарат достигает рабочего режима (если судить по данным индикатора), необходимо подождать несколько минут. За это время температура насадок сравнится с той, что показывает прибор.
Теперь можно приступать к сварке. Производители выпускают также паяльники, имеющие два нагревательных элемента разной мощности. Каждая деталь оснащена отдельным выключателем.
Эти изделия способны самостоятельно достичь нужного температурного режима. Мастер сам выбирает требуемую мощность.
Вторая деталь становится запасной на случай выхода из строя первой.
В аппарате предусмотрена возможность одновременного включения обоих нагревателей, чтобы быстрее достичь рабочего режима.
Оборудование может комплектоваться и вспомогательными инструментами, включая:
- фаскосниматель;
- калиброватель;
- торцеватель;
- ножницы для резки труб.
В некоторых комплектах можно встретить даже специальную очищающую жидкость. Однако не все перечисленные детали включаются в основную комплектацию. Зачастую их приходится покупать отдельно
Важно, чтобы сварочный аппарат имел в наборе все необходимые инструменты для работы с любыми диаметрами труб и материалами
Способы пайки
Существует несколько способов пайки труб из полипропилена. Так что давайте рассмотрим все как можно детальней:
- пайка диффузным способом. Используя этот метод полипропиленовые трубы взаимно проникает друг в друга при разогреве и после застывания превращаются в единое целое. В основном с ними работают именно таким образом, но это при условии, что материалы однородные.
- пайка раструбным способом. В данном случае используются паяльники с различными насадками. Первым делом необходимо нарезать трубы под прямым углом. При использовании армированных конструкций торцы разрезов нужно зачистить от металла. А сама пайка проходит предельно просто – две детали вставляются в паяльник и после соединяются друг с другом, при этом в ходе остывания они не должны менять своего положения.
- пайка стыковым методом. Такой способ подойдет для соединения труб с большим сечением. Как и в перечисленных выше вариантах, ее следует нарезать на отрезки и обработать торцы. Место будущего соединения обработать специальным паяльным зеркалом и с усилием прижать детали друг к другу. С помощью этого метода можно добиться максимальной прочности соединительного узла, которой не будет уступать прочности самой трубы.
- пайка муфтовым методом. В данном случае используется специальный промежуточный элемент – фитинг или муфта. Соединяются детали аналогично описанным выше вариантам, исключение лишь в том, что участки труб и трубопровода не разогреваются одновременно.
- пайка полифузным методом. Этот метод во многом напоминает предыдущий. Различие лишь в том, что до температуры плавления нагревается только один соединяемый элемент.
- холодная пайка. В этом случае на поверхность соединяемых полипропиленовых труб наносят специальный клей. Но у этого метода есть ограничение – он подходит лишь для трубопроводных систем с низким давлением рабочей жидкости.
- пайка особо сложных участков. Очень много проблем может доставить пайка труб из полипропилена в труднодоступных местах и чтобы правильно это сделать, придется разбить всю конструкцию на несколько отдельных узлов. Для начала нужно смонтировать самую громоздкую и неудобную часть, причем желательно это делать на свободном участке и лишь потом установить на посадочное место. После того как конструкция будет готова, ее нужно будет закрепить на стене и приварить остальные узлы. Чтобы выполнить всю работу максимально точно, рекомендуется привлечение второго человека.
Как паять пластиковые трубы — подробная инструкция
Инструкция по спайке системы водопровода своими руками:
- Очистить при помощи спирта места среза от жирового или грязевого слоя.
- Трубу с раструбом поместить в насадку и прогреть в течение определенного времени (от 5 до 40 секунд в зависимости от диаметра).
- За 4-8 секунд вставить трубу в раструб и соединить элементы таким образом.
- Убедиться в высоком качестве соединения, которое выглядит как пластиковые кольца.
Важно отметить, что инструкция по пайке медного трубопровода существенно отличается от схемы сварки пластикового. Поэтому даже при наличии опыта монтажа медных изделий рекомендуется тщательно изучить правила спайки пластиковых
Подготовка элементов
В первую очередь необходимо подготовить весь материал. Затем материал следует нарезать на нужную длину, используя труборез, ножницы либо монтажный нож. Срез должен быть обязательно сделан под углом 90 градусов, в противном случае, сварочное соединение не будет герметичным.
Желательно обработать армированную трубу при помощи шейвера. Если данный инструмент отсутствует, можно заменить его монтажным ножом. Затем срез обрабатывается до гладкости посредством использования напильника и наждачной бумаги.

Технология пайки
После подготовки расходного материала и инструментов можно приступать к непосредственному процессу. Технология пайки состоит из таких этапов:
- Сварочный аппарат прочно закрепляют на поверхности и подключают необходимую насадку подходящего диаметра.
- На терморегуляторе задают оптимальную температуру (для полипропилена – 260 градусов, для ПВХ– 220), включают аппарат.
- После предварительного прогревания паяльного оборудования трубу и фитинг устанавливают на насадки.
- Спустя несколько секунд детали соединяются друг с другом и затем остывают.
Подобным образом производится пайка всех элементов системы водоснабжения или отопления. Мастер работает быстро, весь процесс требует мало времени, однако необходима аккуратность и точность при соединении деталей.
Проверка качества соединений
После завершения работ рекомендуется оставить смонтированную систему на время от 1 часа (при нормальной температуре) до 2-3 часов (при охлажденном воздухе). Затем в нее заливается вода и проверяется герметичность стыков. При обнаружении протечки необходимо вылить воду, заново смонтировать участок и установить новую муфту или фитинг. Заклеивание или запайка протекающего стыка не принесет положительного результата.
Меры безопасности
Чтобы снизить риск получения травмы, при проведении работ рекомендуется следовать таким правилам:
- непременно надевать защитные перчатки;
- очистить рабочее место, попавшая грязь может испортить герметичность и красоту сварки;
- не отключать паяльное оборудование от сети при проведении процедуры;
- установить аппарат на ровной поверхности;
- начинать процедуру можно только после полного разогрева оборудования. Это, как правило, происходит за 5 минут для современных моделей и за 20 минут для старых паяльников.
Соединение труб пайкой с армированием
Перед сваркой армированных изделий важно в первую очередь снять верхний слой фольги. Пластиковые трубы с алюминиевым армированием в большинстве случаев имеют крупный диаметр, поэтому для насадок стандартного размера не подходят
В качестве подготовительного этапа осуществляют зачистку. Для этого используют швейер или торцеватель, который чистит защитный слой до пластика. Армированные стекловолоконные изделия спаиваются по стандартной схеме.
 Выполнение всех рекомендаций на этапе подготовки, поможет избежать прорывов, пробоев, протечек.
Выполнение всех рекомендаций на этапе подготовки, поможет избежать прорывов, пробоев, протечек.
Список источников
- stroy-okey.ru
- montagtrub.ru
- VseProTruby.ru
- svarka.guru
- kotel.guru
- agpipe.ru
- www.freeseller.ru
- trubyinfo.ru
- svarkaipayka.ru
- postroivsesam.ru