
Станки
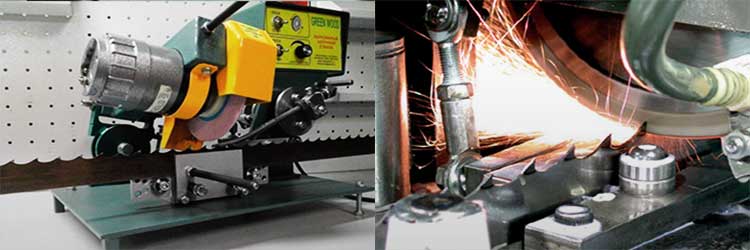
Вся техника, которая обеспечивает заточку, имеет один принцип работы. Различия присутствуют лишь в производительности оборудования.
В комплект инструмента входит абразивный круг, а также шлифовальный материал.
Использование станков, чтобы точить зубья предоставляет ряд преимуществ:
- возможность придерживаться заданного угла;
- увеличивает эффективность производственных операций и их скорость;
- есть возможность применять самые разные диски.

С помощью станка можно работать даже с покрытиями из твердых сплавов. Зернистость заточного диска варьируется. В качестве примера можно сказать, что если диаметр составляет 126 мм, то частота оборотов может быть 2300 оборотов в минуту.
Скорость вращения диска может отклоняться в пределах 510-720 оборотов в минуту, все зависит от того, какой коэффициент хрупкости имеет диск.
От функциональности установки зависит, будет ли перемещаться заготовка или шпиндель. Возможно также движение всего устройства.

Угол наклона может замеряться с помощью маятникового угломера, у некоторых агрегатов присутствует встроенная шкала, чтобы определять угол наклона зубьев.
Зубья, как правило, затачиваются сначала с фронта, затем с тыла.

Агрегаты имеют круги таких параметров:
- толщина от 15 до 42 мм;
- внешний диаметр 11-252 мм;
- отверстие для крепежа (16, 20, 33 мм).

Очень много зависит от ТТХ абразива, на них следует акцентировать особое внимание
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.

Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Выбираем угол заточки режущих зубьев
Звенья на режущих насадках имеют рабочую зону, которая имеет соответствующий угол заточки. В зависимости от вида зубьев, диск может применяться как в одном направлении пиления, так и в двух. Когда звенья притупляются с одной части, то диск необходимо развернуть, и продолжить работу в обратном направлении. Однако так можно делать далеко не со всеми циркулярными дисками, например, не подходят для этого круги со скошенной формой звеньев.
Если выполняется заточка диска циркулярной пилы своими руками, то необходимо понимать, что в зависимости от направления реза, нужно учитывать угол заточки.
- Если планируется пилить древесину в продольном направлении расположения волокон, то угол заточки на звеньях должен составлять 15-25 градусов
- Если древесина распиливается в поперечном направлении, то угол заточки снижается до 5-10 градусов
- Универсальным углом заточки считается величина 15 градусов. Кругами с такими звеньями можно пилить не только поперек, но и вдоль
При затачивании зубьев на пильных кругах и дисках для циркулярной пилы, болгарки и циркулярки, необходимо учитывать еще один немаловажный фактор — это величина плотности распиливаемого материала. Чем ниже плотность, тем выше должна быть острота зуба. Если циркулярная пила применяется для распиловки пластика или пластмассы, то угол заточки диска должен быть отрицательным.
Преимущества заточки цепи напильником
- Значительно увеличивается срок службы цепи.
- Отсутствует риск её испортить.
- Правку можно проводить в любом месте где бы вы ни находились в независимости от наличия электричества.
Для заточки бензопилы на строительных площадках, а также в местах проведения работ по распиловке древесины, максимально удобно использовать напильник. Благодаря наличию многочисленных приспособлений для облегчения процесса, поправить цепь получится даже у человека не имеющего опыта, главное помнить о технике безопасности при работе с бензопилой и придерживаться рекомендаций, полученных в статье.
Способы заточки дисковых пил
 Станок для заточки дисковых пил с напайками
Станок для заточки дисковых пил с напайками
Для формирования новой режущей кромки можно использовать любой заточной станок
Важно изначально правильно выбрать наждачный круг и с его помощью наточить кромку. Для этого необходимо использовать корундовые или алмазные модели
Оптимальным вариантом является применение специального оборудования, предназначенного для выполнения этой работы. Но из-за его высокой стоимости во многих случаях его приобретение нецелесообразно. Альтернативным способом является использование точильного станка с возможностью изменения угла расположения корундового диска.
Ни в коем случае нельзя делать заточку вручную самому. Во-первых — это займет очень много времени. Во-вторых – полученный результат не будет соответствовать стандартам. В случае отсутствия возможности выполнить заточку пильного диска по дереву самостоятельно рекомендуется воспользоваться услугами специализированных компаний.
Профессиональная заточка пил циркулярных своими руками выполняется по следующим правилам:
- основная деформация происходит на верхней кромке зуба. Происходит округление граней от 0,1 до 0,3 мм. Именно с этого места необходимо начинать обработку;
- заточка выполняется по передней и задней кромке. Это обеспечит возможность повторной процедуры до 25 раз;
- величина съема не должна превышать значение 0,05-0,15 мм;
- уровень обработки передних и задних граней должен быть одинаков.
После того как заточка дисков по дереву завершится – рекомендуется ее довести мелкозернистой наждачной бумагой. Это можно сделать вручную или с помощью специального станка.
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
Общие правила заточки циркулярной пилы
Чтобы заточить диски для циркуляционной пилы, нужно не допускать их сильного изнашивания, а именно радиус округления резца не должен быть более 0.2 мм. Далее придерживаются таких основных правил:
- Подвергают обработке в первую очередь основные грани, из которых больше изнашивается передняя.
- В крайнем случае, при сильном износе боковых граней, их подправляют.
- За один раз снимают не более 0.15 миллиметров толщины металла пилы.
- При доводке граней электрическим инструментом не допускается перегрев металла, в случае чего его свойства ухудшаются.
- Для обеспечения максимального ресурса жизни пилы, когда ее можно затачивать до 30 раз, следует точить обе грани: и переднюю, и заднюю, – снимая одинаковое количество металла.
- Не допускается заточка пил циркулярки не предназначенными для этого инструментами, например болгаркой и диском для резки металла.
После проведения основных операций заточки можно доработать зубья тонкой наждачкой. Проверка качества заточки инструмента происходит в рабочих условиях. Если все в порядке, раскрой материала будет чистым, гладким, без видимых дефектов и почернений.
Конструкция ленточной пилы
Ленточные пилы – это особая беспрерывная конструкция, которая характеризуется наличием режущих элементов с одной стороны. Это режущий элемент, с помощью которого производятся работы по дереву. Наиболее часто ленточные пилы применяются в разнообразных ленточнопильных полотнах. С их помощью осуществляется резка разнообразных деталей. С помощью этих полотен обеспечивается достаточно высокое качество реза. Обеспечивается все это только в том случае, если пила имеет хороший развод. Также инструмент необходимо своевременно обслуживать.

Заточной станок для ленточных пил
Ленточные пилы производятся из сверхпрочного металла, что обеспечивает не только высокое качество реза, но и длительность эксплуатации пилы. Зубья имеют универсальный угол, что позволяет максимально качественно проводить распиловку материала.
Виды режущих зубьев
Чтобы лучше понять, как производится правильная заточка дисковых пил, следует разобраться в особенностях и строении той части диска, которая производит распил дерева. Этой главной частью являются режущие зубья.
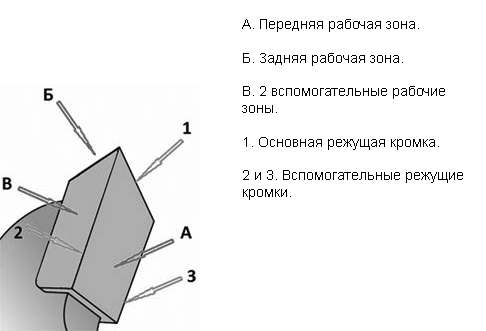
Все зубья производятся из твердосплавных металлов. Каждый из них (рис. 1) имеет 4 рабочие плоские поверхности: передняя (а), задняя (б), а также две боковые плоскости (в). Они играют вспомогательную роль. Одна главная (1) и две дополнительные (2 и 3) кромки для резки материала образуются на линиях пересечения указанных рабочих плоскостей.
В соответствии с конфигурацией все режущие зубья дисковых пил делятся на следующие разновидности:
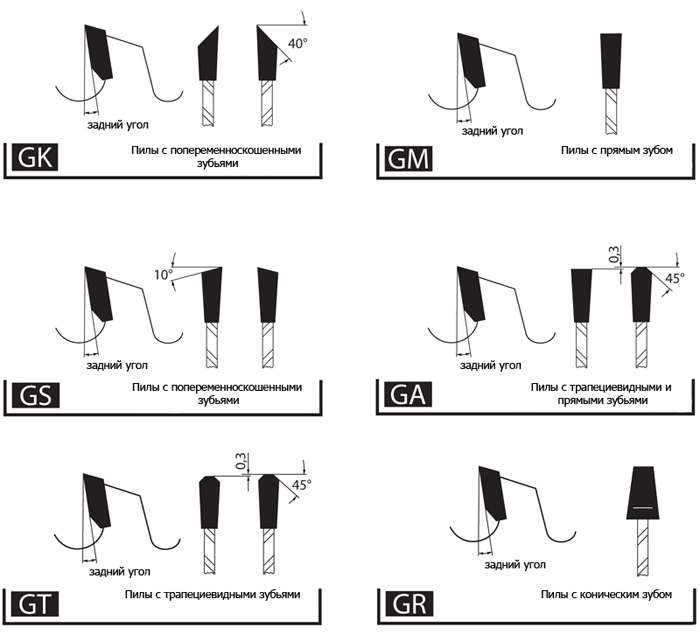
Рисунок 2. Схема угла заточки.
- Прямые зубья. Чаще всего применяются для ускоренного продольного распиливания. Не рассчитаны на идеальное качество пропила.
- Скошенные (косые) зубья. Характеризуются наличием на задней плоской поверхности зуба углового обреза с левой или правой стороны. Иногда на диске зубья с разными сторонами скоса чередуются и тогда они называются попеременноскошенными. Такие элементы применяются для резки не только древесины, но и ДСП, различных пластмасс. При большом угле скоса обеспечивается качественное пиление без сколов на кромках пропила.
- Трапециевидные зубья. В сечении режущей поверхности имеют вид трапеции. Благодаря такой конфигурации долго не тупятся. Часто на диске чередуются с прямыми зубьями. В этом случае трапециевидные элементы осуществляют черновое распиливание, в то время как прямые производят чистовую обработку.
- Конические зубья. Имеют конусообразный вид. Обычно выполняют вспомогательные функции предварительной надрезки ламината. Такими зубьями обрабатывают указанное напольное покрытие для недопущения сколов при разрезании ламинатных панелей основной пилой.
Описание процесса заточки
Рассмотрим подробнее как заточить цепь бензопилы. Первое что нужно сделать, это подготовить место для установки струбцины, либо если процесс будет проходить без нее, то удобно применять в качестве упора для фиксации шины в горизонтальной плоскости обычное полено. Бензопила устанавливается на ровную поверхность, полено подкладывают под шину, включается тормоз.
Следующий этап непосредственная заточка зуба. Для этого круглым напильником производятся движения от внутренней стороны зуба к внешней.
Очень важно в этот момент сохранять правильный угол заточки. Стандартный угол составляет тридцать градусов от перпендикулярного расположения напильника к плоскости шины
Как правильно расположить показано на фото ниже.
В процессе заточки бензопилы для нестандартного реза, например, продольного. Затачиваемый угол меняется на менее острый. Как правило, он составляет не более 10°. Именно в таких случаях, для контроля угла заточки используется державка, ручные станки либо опиловочные калибры.
Некоторые производители цепей для бензопил, для облегчения заточки, а также для обозначения максимально возможной заточки, на верхней поверхности зуба делают специальную метку.
Удерживая напильник параллельно метке, можно быть уверенным, что соблюдается правильный угол.
В процессе правки цепи принято затачивать сначала зубья с одной стороны, а потом с другой, это удобно т. к. нет необходимости постоянно менять свое расположение по отношению к бензопиле.
После того как наточены рабочие зубья, необходимо плоским напильником отрегулировать высоту ограничительного зуба. Для этого опиловочный калибр укладывается на цепь таким образом, чтобы ограничительный зуб совпадал с его прорезью, после чего выступающая часть стачивается напильником. Эта процедура выполняется для всех ограничительных зубов.
Применение роликового приспособления
Приспособление для заточки, при помощи которого можно быстро и качественно поправить зубья состоит из небольшого направляющего шаблона, на котором установлены два ролика.
Установив приспособление на шину, можно заточить зубья бензопилы, даже не имея опыта проведения подобных операций.
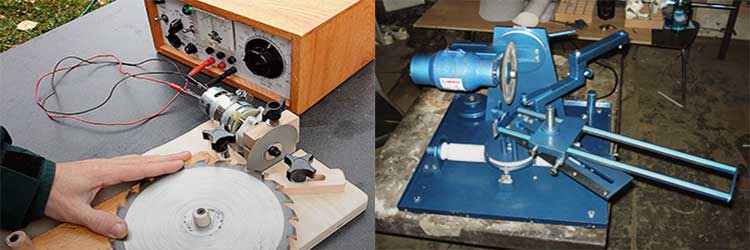
Самодельный заточный станок
Если под рукой нет заводского оборудования и при этом есть потребность в периодической заточке дисков, то можно попробовать сделать станок самостоятельно. Для сборки понадобятся:
- суппорт (то есть узел для крепления и перемещения пилы);
- электродвигатель, на который можно будет установить вал шлифовального круга;
- наклонный механизм;
- ограничители винтового типа.
Круг следует чётко зафиксировать на электродвигателе, а полотно диска установить на суппорт. Задача винтовых ограничителей в данном случае будет состоять в обеспечении движения пилы по оси круга и под необходимым углом наклона. Правильная фиксация диска циркулярки относительно абразивного элемента является основной функцией самодельного станка и одновременно залогом того, что результат затачивания будет достойным.

Если домашний мастер желает добиться идеального соблюдения углов, то понадобится ещё одно приспособление — регулирующаяся подставка, закреплённая на одной высоте с кругом на раме самодельного агрегата. Устанавливать диск на эту подставку надо так, чтобы зубья располагались строго перпендикулярно основной плоскости станка.
Даже при наличии всех необходимых комплектующих сборка своими руками заточного станка дисковых пил бывает затруднительна. Сориентироваться в этапах работы помогут чертежи, которые можно составить самому или воспользоваться уже имеющимися схемами из специальной литературы. Полезно также изучить видео, которые порой подбрасывают интересные идеи конструкции заточных приспособлений.
Когда нужно точить дисковую пилу
Есть совершенно определенные признаки, по которым можно судить о состоянии инструмента. Заточка пил необходима тогда, когда явно проявляется следующее:
- Во время работы возникает дым, специфический запах паленой древесины, кожух, прикрывающий зубья пилы, начинает быстро нагреваться.
- При передвижении инструмента вдоль заготовки нужно прикладывать значительные усилия, как бы продавливать пилу вперед.
- После раскроя материала и визуального осмотра пиленой кромки виден черный нагар или много сколов, задиров волокна, выщербленных участков.
- При внимательном осмотре зубьев пилы в увеличительное стекло можно увидеть, что режущие части имеют не острые, а закругленные кромки.

Все это требует немедленного прекращения работ, иначе велик риск порчи материала и износа дисковой пилы до такого состояния, когда заточка ей уже не поможет.
Советы
Для тех, кто только учится затачивать цепь бензопилы самостоятельно, будет полезно принять во внимание несколько основных советов по правильному проведению этого процесса
- При любых манипуляциях с цепью двигатель обязательно должен быть заглушен, ни в коем случае не допустимо затачивание цепи бензопилы на заведенной пиле.
- Цепь перед заточкой необходимо подтянуть до нормального рабочего состояния.
- Тормоз пильной цепи во время её правки должен устанавливаться в рабочее положение.
- Во время заточки цепи, для защиты от порезов острыми краями зубьев, необходимо применять перчатки.
- Соблюдение одинакового количества движений напильником, гарантировано обеспечит равномерное стачивание всех зубьев.
Ниже можно посмотреть, как точить цепь бензопилы напильником на видео, в нем подробно описывается какими напильниками необходимо пользоваться. Как лучше расположить бензопилу. И конечно, каким образом должен быть расположен заточной инструмент по отношению к шине пилы.
Напоследок хотелось бы отметить основные преимущества заточки напильником, по сравнению с правкой цепи в станке.
Информация о файле
Рожков Д.С., Харитонович Э.Ф., Алютин А.Ф.и др.
Конструкции, настройка и эксплуатация оборудования для подготовки и заточки дереворежущего инструмента.
Под ред. Д. С. Рожкова. — М.: Лесная промышленность, 1978. — 248 с.: ил.
Рассмотрены конструкции и технические характеристики современных отечественных и зарубежных моделей оборудования для подготовки и заточки стального и твердосплавного дереворежущего инструмента. Изложены методы настройки станков, требования техники безопасности. Приведены нормы точности современных отечественных и зарубежных станков для вальцовки пил, развода и плющения зубьев, заточки рамных, ленточных и круглых пил, ножей, фрез. Даны сведения о режимах заточки стального и твердосплавного инструмента шлифовальными кругами из электрокорунда, эльбора, синтетических алмазов.
Книга предназначена для инженерно-технических работников. Может быть полезна мастерам и рабочим инструментальных цехов и мастерских лесопильных и деревообрабатывающих предприятий. (Табл. 36, ил. 81, библ. — 16 назв).
Предисловие
Дереворежущий инструмент
Материал инструмента.
Виды дереворежущего инструмента и требования к нему.
Оборудование и методы подготовки пил к работе
Станки и приспособления для подготовки полотен пил.
Основные методы и приемы подготовки полотен и дисков пил.
Станки для развода зубьев пил.
Станки для плющения и формования зубьев пил.
Станки для заточки стальных пил
Специализированные станки для заточки рамных и ленточных пил.
Специализированные станки для заточки круглых пил.
Универсальные пилоточные станки.
Станки для боковой заточки зубьев пил.
Факторы, влияющие на качество заточки.
Станки для заточки круглых пил, оснащенных пластинками твердого сплава
Станки для стачивания стальной части зубьев круглых пил.
Станки для заточки передних и задних граней зубьев круглых пил.
Станки для заточки боковых граней зубьев круглых пил.
Контроль качества заточки круглых пил.
Станки для заточки плоских ножей с прямолинейной режущей кромкой
Основные конструктивные узлы ножеточильных станков.
Отечественные ножеточильные станки.
Зарубежные ножеточильные станки.
Станки для заточки фрез
Основные конструктивные узлы станков.
Отечественные станки для заточки фрез.
Станки универсально-заточные
Отечественные универсально-заточные станки.
Зарубежные универсально-заточные станки.
Шлифовальные круги
Абразивные материалы, их свойства и область применения.
Характеристики, назначение и типоразмеры шлифовальных кругов.
Режимы заточки стального и твердосплавного дереворежущего инструмента
Основные понятия о режимах заточки.
Требования к качеству заточки, режимы заточки.
Смазочно-охлаждающие жидкости.
Оборудование для повышения износостойкости и ремонта, дереворежущего инструмента
Оборудование и методы наплавки дереворежущего инструмента литым твердым сплавом стеллит.
Напайка пластинок твердого сплава.
Спайка ленточных пил по длине.
Стыковая сварка ленточных пил.
Станки для обрезки и насечки зубьев пил.
Испытание и проверка точности и жесткости заточных станков
Общие положения.
Проверка точности заточных станков.
Проверка жесткости заточных станков.
Требования безопасности к устройству и эксплуатации станков для заточки дереворежущего инструмента
Общие положения.
Требования к оградительным и предохранительным устройствам.
Требования к шлифовальным кругам.
Требования к органам управления и настройки.
Требования к электрооборудованию станков.
Требования к гидравлическому оборудованию станков.
Требования к упаковке, транспортировке и монтажу.
Контроль выполнения требований безопасности.
Список литературы
Профессиональное оборудование от 150 тыс. до 1.5 млн рублей
Профессиональные заточные станки предназначены для использования в ремонтных цехах крупных лесопильных предприятий или сервисными компаниями, специализирующимися на работе с таким инструментом. Все они оснащены промышленными контроллерами с возможностью выбора программы обработки определенной модели пильного диска.
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF1263 | 630 | 300 | 260 | автомат | 165 000 |
| 2 | Unimac 600А 288 000 | 630 | 300 | 250 | п/автомат | 288 000 |
| 3 | GRIGGIO GA U5 | 400 | 560 | 115 | п/автомат | 451 000 |
| 4 | OS-2M | 1500 | 1 100 | 270 | п/автомат | 525 000 |
| 5 | OTOMAT-96 | 750 | 1 000 | 850 | автомат | 1 500 000 |
Основные правила заточки диска циркулярной пилы
Прежде чем приступать к заточке, точильный круг необходимо очистить от загрязнений и остатков снятого материала. Для этого лучше воспользоваться моющими жидкостями с растворителями в составе
Важно также заранее выставить оптимальный угол наклона точильного круга. Информацию об этом можно посмотреть на самой циркулярке или в паспорте изделия

Процесс затачивания следует начинать с передней части зубьев. Толщина снимаемого слоя металла не должна превышать 0,2 мм.
Регулируя скорость вращения абразива заточного станка, можно предотвратить повышение температуры лезвия до экстремальных отметок. Не помешает смочить абразив водой перед началом работы. Если же вы имеете дело с алмазным напылением (такие используются для обработки дисковых пил с победитовой напайкой), то следует вместо воды взять специальную охлаждающую жидкость (СОЖ).
Заточку циркулярной пилы следует выполнять с известной аккуратностью. В противном случае на режущей кромке могут появиться зазубрины, сколы и прочие дефекты, нарушающие целостность.
Точить один диск можно ограниченное количество раз (как правило, ресурс диска равен 30–35 заточкам). И это вполне естественно, если учитывать, что после каждой процедуры размер зубьев уменьшается. Рано или поздно зубья будут сточены до критической отметки, и применение диска станет невозможным.

Наверняка кто-то спросит, а можно ли вообще обойтись без затачивания. Ответ на этот вопрос будет строго отрицательным. Применение затуплённых дисков ухудшает качество распила, резко снижает производительность труда и может привести к преждевременному выходу из строя циркулярки.
Необходимые инструменты
Своими руками диски для циркулярной плиты можно заточить только при наличии специальных инструментов. Также есть станок, который позволяет автоматизировать процесс, сделать его более эффективным.
Для проведения работы по заточке диска своими руками можно использовать нижеприведенные инструменты:
- монтажные тиски;
- напильник;
- брусок из дерева.
Также можно использовать заточной станок для дисковых пил, для которого не нужны вышеприведенные инструменты.
Когда нужно проводить работу по восстановлению дисковых пил?
Довольно важным вопросом можно назвать определение того, когда должна быть проведена заточка дисковых пил. Сильный износ может привести к отсутствию возможности проведения подобной работы. Можно выделить три четких сигнала, которые определяют необходимость проведения заточки диска циркулярной пилы:
- Появление дыма, нагревание защитного кожуха. Приспособление, как правило, имеет специальный защитный кожух, который может нагреваться, если диск затупился. Также следует отметить, что в особых случаях происходит появление дыма вследствие сильного нагрева зоны резания.
- Также при механической подаче, когда нажим регулируется своими руками, следует придавать большое усилие для получения необходимого результата.
- При обработке древесины или другого материала в зоне резания появляются следы нагара и соответствующий запах.
В вышеприведенных ситуациях рекомендуется проводить заточку диска циркулярной пилы.
Форма зубьев диска
Согласно ГОСТу, любой твердосплавный зуб дисковой пилы должен иметь четыре рабочих плоскости (переднюю, заднюю и две боковые) и три режущих кромки (одна основная плюс две вспомогательных). Но при этом форма зубьев у циркулярок всё равно может быть разной:
- прямой;
- косой;
- трапециевидной;
- конической.

Выбирать тот или иной вариант следует в соответствии с задачами, которые стоят перед мастером.
Циркулярку с прямыми зубьями лучше всего использовать для продольного распиливания дерева, когда высокое качество не требуется.

Косые зубья на дисковой пиле характеризуются тем, что имеют скошенную заднюю (а порой и переднюю) плоскость и чередующийся угол наклона (то вправо, то влево).
Пилы данного формата считаются самыми распространёнными. Они используются для пиления изделий из дерева в поперечном и в продольном направлении. Кроме того, такая конфигурация зубьев удобна для подрезки материалов с двухсторонним ламинированием —не образуется сколов по краям линии пропила.

Зубья в виде трапеции способны долго сохранять первоначальную остроту. На многих моделях дисковых пил они часто чередуются с уже описанными прямыми зубьями. Трапециевидные всегда выше — по этому признаку их и можно вычислить
Важно понимать, что трапециевидные зубцы играют основную роль при черновом пилении дерева, а прямые — при чистовом

Что касается зубьев конической формы, то их актуально использовать при некоторых вспомогательных операциях. Допустим, когда слой ламината надо предварительно немного надрезать, чтобы в дальнейшем при пилении не появлялись осколки.

Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
Основные характеристики
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).

Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Как узнать что пора заточить диск
Режущие диски для обработки древесины и древесных материалов с течением времени истираются и изнашиваются, что способствует снижению их производительности. Чтобы восстановить эффективность режущего инструмента, понадобится произвести заточку зубьев. Узнать о том, что надо произвести заточку зубьев на диске, можно последующим факторам:
- Чтобы разрезать древесину, необходимо приложить усилия прижима инструмента к распиливаемой заготовке
- Наблюдается возникновение дыма, поступающего из-под защитного кожуха
- Происходит чрезмерный нагрев защитного кожуха
- Возникают признаки запаха гари. Это означает, что зубья не пилят древесину, а режут ее
Эксплуатация неисправной насадки на электроинструменте приводит к тому, что снижается производительность выполнения работ, а также повышается вероятность скорейшего выхода из строя электроинструмента и самой насадки. Снижение производительности способствует повышению нагрузки на электродвигатель, который в итоге начинает перегреваться, и выходит из строя.
Это интересно! Работать затупленным диском нерационально, так как помимо повышения нагрузки на электроинструмент, увеличивается время работы по распиливанию заготовок.
Список источников
- moiinstrumentu.ru
- DrevoGid.com
- stankiexpert.ru
- benzopilok.ru
- stroy-podskazka.ru
- WikiMetall.ru
- StanokGid.ru
- moiinstrumenty.ru
- www.chipmaker.ru




















