Заточка пилы
При эксплуатации пилы происходит снижение качества реза по причине затупления резцов, уменьшение ширины их разводки. Поэтому, чтобы повысить режущие свойства, необходимо заточить режущие кромки ленточной пилы. Инструкция по выполнению работ:
- Разводка.
- Точение.
В домашних условиях разводку зубцов можно выполнить следующими способами:
- классическим: последовательное отгибание в соответствующую конструкции сторону;
- зачищающим: отгибание в обе стороны двух рядом расположенных зубцов, а третьего – оставить без изменений в начальной позиции;
- волнистым: каждый зуб разводится на разную величину в виде волны.
Заточка выполняется в следующей последовательности:
- Подбираются точильные круги с учётом твёрдости материала. Для обработки инструментальной стали нужно применять диски из корунда. Заточить биметаллические инструменты можно алмазными дисками.
- Наждак для ленты. Выпускается со следующими формами: тарельчатая, плоская, чашечная, профильная.
- Ленту следует очистить от загрязнений, масляных пятен, стружки. Затем вывернуть зубьями в обратную сторону и в таком виде повесить внутри помещения на 12 часов.
- Выполнить заточку подготовленными инструментами.
Основные правила точения пил:
затачивание зубцов выполняется с одной или двух сторон полотна;
с зубцов нужно снимать одинаковые слои металла, чтобы линия реза формировалась ровной, кромки были гладкими;
при точении кругами недопустимо сильное прижатие затачиваемых кромок к абразивной поверхности, чтобы предотвратить отжиг металла и потерю механических свойств;
для охлаждения инструмента во время работы требуется водяное охлаждение;
важно сохранять геометрию полотна и зубцов;
при обнаружении заусенцев требуется их удаление.
Правильно разводить зубцы нужно не полностью всей плоскостью, а отгибать только 1/3 или 2/3 от вершины. По рекомендациям производителей величина отгиба — от 0,3 до 0,7 мм.
Как правильно заточить ленточную пилу для ленточной пилорамы! Мастер класс!

Какой круг выбрать для заточки ленточной пилы
Применяемые для затачивания ленточных пил круги можно условно разбить на четыре группы: А, Б, С, D.
Группа А . Самые дешевые круги российского производства, в основном Лужского абразивного завода. Связка – бакелитовые или керамические. Стоимость – 130-150 рублей для диаметров до 150 мм. Толщина – 3-6 мм. Количество проходов до правки: один-два для обычных бакелитовых и керамических; три-семь для армированных бакелитовых.
Армированные бакелитовые круги можно было бы назвать лучшими для точения, но качество их изготовления часто оказывается настолько низким, что точить ими становится просто невозможно.
И это не вина завода. Просто его дилеры закупают изначально самую дешевую и соответственно низкого качества продукцию, не понимая, что хорошо точить неотбалансированными кругами невозможно в принципе.
Станок с неотбалансированным кругом начинает сильно шуметь и вибрировать, что резко ухудшает качество заточки. Появляются большие риски и прижоги. Иногда при небольшом вмешательстве круги удается исправить. Для этого нужно включить двигатель заточного круга. Проводя правящим карандашом по бокам круга, снимают геометрические неровности, тем самым практически устраняя дисбаланс. А подведя карандаш к торцу круга, устраняют торцевое биение и уже затем формируют необходимый профиль торца круга.
При небольшой подаче эти круги позволяют, не образуя прижогов, протачивать зубья пилы даже без водяного охлаждения. Но при этом неармированные круги очень быстро теряют форму, иногда даже не успевая проточить один раз всю длину ленточной пилы. Таким образом, на выходе вы можете получить пилу хоть и заточенную, но с зубьями разного профиля и с разными углами. Пила будет пилить рывками и быстро заволнит. Неармированные круги обязательно надо профилировать перед каждым новым проходом или на вновь установленную пилу.
Группа Б . Бакелитовые заточные круги нероссийских производителей. Стоимость – 300-500 рублей для диаметров до 150 мм.
Круги обычно хорошего качества. Отбалансированы. Одного формирования профиля круга может хватить на три-семь проточек. Это зависит от твердости связки и глубины врезания, что позволяет протачивать пилу с примерно одинаковым профилем по всей длине.Но при этом круги очень капризные. Требуется определенный опыт работы для правильной настройки скорости движения ленточной пилы и глубины врезания, чтобы даже с водяным охлаждением точить без прижогов.
Польская фирма Andre Abrasives делает такие диски с вкраплением алмазной крошки и обозначает их Formula3 99А60SB-50 (только не путайте их настоящими алмазными кругами). Такие круги ленточные пилы с каленым зубом точат немного лучше.
Группа С . Керамические заточные круги типа «сэндвич» чешской фирмы Carborundum Elektrite. Стоимость – 600 рублей для диаметров до 150 мм.
В этих кругах производитель в принципе удачно объединил переднюю часть, изготовленную из обладающего повышенной режущей способностью розового хромтитанистого электрокорунда на связке средней твердости, которой протачивается наиболее твердая передняя часть зуба и его острая режущая кромка. Эта часть хорошо держит форму и не требует постоянного допрофилирования. Вторая часть изготавливается из менее твердого электрокорунда, нормального на более мягкой связке. Она служит для прошлифовывания радиусов впадины и задней кромки зуба. Эта часть круга работает в менее тяжелых условиях и редко прижигает зуб.
Поскольку правильно точить ленточную пилу практически ни у кого не получается, то часто второй слой почти полностью стачивается при формировании торца круга и служит в основном для обеспечения кругу необходимой прочности на изгиб.
Дополнительным плюсом этих кругов является то, что они ведут себя более предсказуемо по сравнению с кругами на бакелитовой связке, тем самым немного облегчая заточнику задачу правильности подбора режима точения – глубины врезания и скорости подачи зуба.
Группа D . Алмазные или эльборовые узкие (толщиной 3-5 мм) круги на мягкой бакелитовой связке, типа АС4 125/100-4-В2-01. Стоимость – 1500-1800 рублей для диаметров до 150 мм. Эти круги предназначены только для финишного шлифования. Их не применяют для точения, так как в этом случае вы очень быстро срежете мягкую связку вместе с находящимися в ней алмазами. И уже после заточки трех-пяти ленточных пил круг может стать нерабочим.
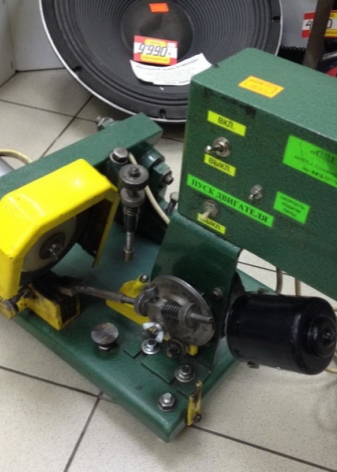
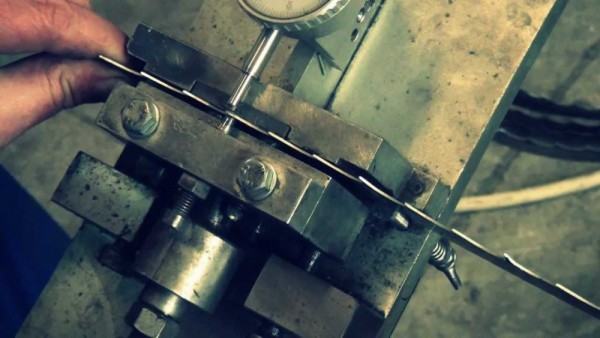
Заточной станок «Тайга»

Наверно эта марка станка самая распространённая. Возможно, такое распространение он получил за счёт своей простоты в обращении. Почти каждый рамщик узнает станки этого бренда по зелено-желтой окраске.
Регулировка его достаточно проста. Да Вы и сами посмотрите.
Кулачок, приводимый в движение двигателем, приводит в действие толкатель. С помощью этого толкателя регулируется подача пилы. И этим же кулачком давит на штангу, которая приводит в действие подвижную станину. На эту штангу опирается винт для регулировки высоты зуба.
Именно этот винт, опирающийся на штангу, приводит в движение подвижную основу с находящимся на ней заточным камнем. Сама подвижная основа с тыльной стороны имеет специальную разметку для установки угла заточки.
Угол устанавливается довольно просто. Ослабляются два болта, которые находятся на тыльной стороне станины и винтом находящимся внизу подвижного основания, устанавливается необходимый угол. Для точного ориентира разметка на тыльной стороне имеет деления.

На станине расположены упорные винты и зажим, с помощью винтов регулируется установка высоты пилы, так как пилы бывают различной ширины, а зажимом, фиксируется сама пила, для того чтобы предотвратить её движение в противоположную подаче сторону.
Для первоначальной подстройки имеется регулятор скорости подачи, с помощью которого можно убавлять подачу до минимума и настроить её точно по профилю пилы. После такой точной настройки, поворотом регулятора увеличивается скорость подачи, на которой осуществляется дальнейшая работа станка.
Чем можно заточить?
Небольшое полотно с маленькими зубьями можно заточить специальным надфилем или обычной насадкой станка. Однако такая заточка очень длительная и малопроизводительная, а также очень часто вызывает ряд поломок пилы. С учетом этих проблем уже давно многие мастера используют электрический заточной станок, который довольно быстро и одинаково ровно затачивает все зубья ленточной пилы.
Такие станки делятся на несколько групп.
- Полностью автоматические центры, в них используется специализированная программа подачи и заточки, такие станки применяют в основном крупные мастерские для подточки или восстановления крупных и массивных ленточных пил. Процесс происходит с применением охлаждающих химических жидкостей и под строгим контролем.
- Полуручные станки с консолями специального инструмента.
- Небольшие автоматические центры, в них настраивается шаг перемещения полотна и осуществляется контроль процесса.

Точильный станок представляет собой агрегат, который помогает качественно заточить пилу с помощью заточного круга. Чаще всего под определенный вид пилы подбирается определенный агрегат.
Станок включает в себя:
- основание и внешнюю конструкцию;
- крепление для инструмента;
- специальные приводы, используемые для передвижения полотна и вращения точильных кругов.

Ошибки, возникающие в процессе заточки

Причина кроется в чрезмерном давлении круга для заточки на пилу. Результатом будет быстрое затупление инструмента.
Ошибка 2. Несовершенность геометрии пазух зубьев и неправильный угол наклона.
К этой ошибке могут привести ряд условий:
- износ эксцентрика устройства для заточки;
- ошибка во время калибровки наклонного угла;
- неправильно подобранный профиль заточного круга.
Теперь вы знаете, как необходимо затачивать правильно ленточную пилу, и какие приспособления и инструменты могут для этого потребоваться. Также вы можете дополнительно найти видео этого процесса в интернете.
Сведения о производителе заточного станка ТчПА-7
Производителем заточного станка для дереворежущего инструмента ТчПА-7 является
Схема заточки пил на станках-полуавтоматах
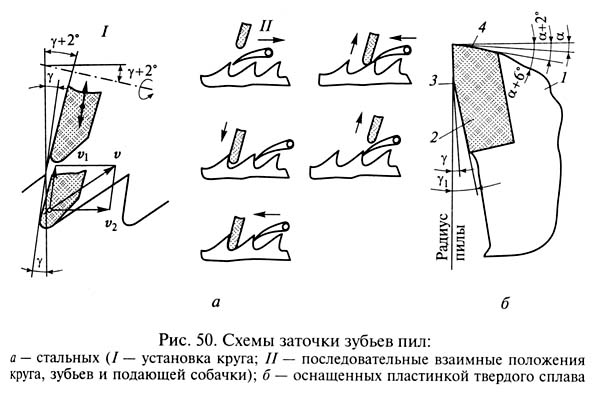
Схема заточки зубъев пил на станках-полуавтоматах
Заточка зубьев пил абразивным кругом заключается в сошлифовывании с граней зубьев слоя металла, толщина которого достаточна для восстановления их остроты и правильной формы. Так как за один проход абразивный круг сошлифовывает слой толщиной 0,02…0,05 мм, пилы затачивают за 4…5 проходов, а сильно затупленные — за 6… 7 проходов круга. Правильная заточка зубьев пил должна удовлетворять следующим требованиям:
- Все зубья после заточки должны иметь одинаковый профиль, т. е. одинаковый шаг, высоту, углы и прочие параметры.
- Вершины всех зубьев должны быть расположены на одной прямой (для рамных и ленточных пил) или окружности (для круглых пил).
- Дно впадины между зубьями должно иметь плавное закругление; наличие острых углов — причина образования трещин в полотне и облома зубьев.
- Зубья пил не должны иметь заворотов, засинения кончиков и других дефектов.
- Заточенные зубья не должны иметь блеска на уголках, образованных пересечением кромок. Блеск свидетельствует о том, что при заточке с зуба сошлифован недостаточный слой металла.
В зависимости от места сошлифовывания с зуба металла различают следующие способы заточки: по передней грани, по задней грани, по передней и задней граням. Заточка по передней грани допускает максимальное количество переточек пил, но требует больше времени. Заточка только по задней грани, напротив, неэкономична в отношении расхода пил. Поэтому стальные пилы затачивают по обеим граням. В зубьях с ломаной задней гранью нижнюю часть спинки зуба не шлифуют.
Схема заточки пил на станках-полуавтоматах показана на рис. 50, а, б.
Пилозаточные станки классифицируют по назначению, специализации, степени механизации и автоматизации, конструктивным признакам.
По назначению различают станки для заточки рамных, круглых и ленточных пил. Им присвоены следующие обозначения (в порядке перечисления): ТчПР, ТчПК (или ТчПД), ТчЛ. Кроме того, существуют станки ТчПТ для заточки дисковых пил с пластинками из твердого сплава.
- ТчПА – универсальные станки для заточки пил;
- ТчПР – станки для заточки рамных пил;
- ТчПК, ТчПД – станки для заточки круглых (дисковых) пил;
- ТчЛ – станки для заточки ленточных пил;
- ТчПТ – станки для заточки дисковых пил с пластинками из твердого сплава;
- ТчФ – станок для заточки фрез и ножей
- ТчПБ – станок для заточки боковых граней
- Тч – станок для заточки инструмента
Пример: модели станков, выпускаемых Кировским станкостроительным заводом
- ТчПА-7 – станок для заточки рамных, тарных, круглых, а также ленточных пил по ГОСТ 6532—77 и плоских ножей по ГОСТ 6567-75
- ТчПА-8 – станок для заточки рамных, тарных, круглых, а также ленточных пил по ГОСТ 6532—77 и плоских ножей по ГОСТ 6567-75
- ТчПР-5 – станок для заточки пил вертикальных лесопильных рам по ГОСТ 5524-75 и пил для тарных лесопильных рам по ГОСТ 10482-74
- ТчПК-12 – станок для заточки круглых пил по ГОСТ 980-80 и указанных выше пил при установке приспособления и дополнительных кулачков, изготовляемых по отдельному заказу
Заточные станки моделей ТчПР-5, ТчПК-12, ТчПА-8 выполнены на базе основной модели ТчПА-7 с максимальной унификацией.
По специализации станки делятся на универсальные и специализированные.
Универсальные станки, например ТчПА-7, рассчитаны на заточку пил разных видов, специализированные — на заточку пил одного вида.
Дальнейшая, более узкая специализация основана на размерных характеристиках затачиваемых пил.
Особенности разведения ленточных полотен
По мере использования инструментария случается понижение свойств его режущей кромки. Поэтому разведение и грамотная заточка ленточных полотен является технической частью рабочего цикла.

Разведение – это процесс по отгибанию зубчиков в стороны для предупреждения зажатия полотна инструмента в обрабатываемом материале и снижения силы трения. Имеется 3 типичных метода разведения:
- классический – зубья отводятся в правую и левую стороны строго по очереди;
- зачищающий – каждый третий зуб остается в исходном положении. Особенно значимо для приспособлений, предназначающихся для разрезания, как правило, крепких сплавов и материалов;
- волнистый – всякий зуб имеет собственное значение величины отгиба, следовательно, из них образовывается волна. Это наиболее трудный вид разведения.

Рекомендуемые изготовителями параметры величины разводки укладываются в интервал 0,3-0,7 миллиметра. Производится процедура посредством специализированного разводного инвентаря.
Электрооборудование станка заточного одностороннего ТчПА
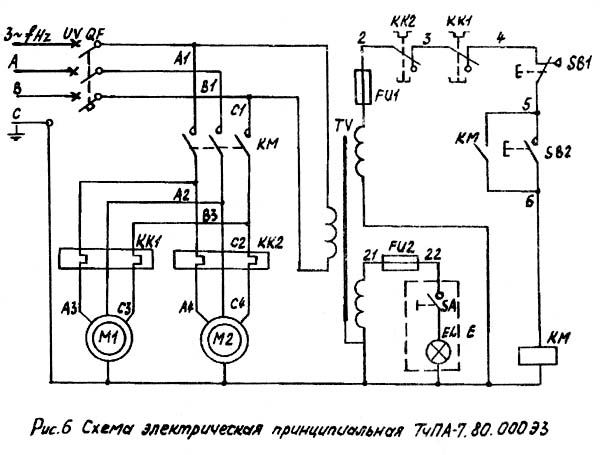
Схема электрическая принципиальная заточного станка ТчПА-7
Краткая характеристика электродвигателей
На станке установлены два асинхронных короткозамкнутых двигателя:
- М1 – электродвигатель привода шлифовального круга 0,75 кВт, 300 об/мин (синхр.)
- М2 – электродвигатель привода редуктора 0,55 кВт, 3000 об/мин (синхр)
Сведения о системе питания станка ТчПА-7
- Силовое питание 380В 50Гц
- Цепи управления 110 В
- Местное освещение 24 В
Станок подключается к трехфазной сети переменного тока, напряжение и чистота которого должны соответствовать напряжению и частоте установленного на станке электрооборудования.
и местного освещения 24 В переменного тока питаются от понижающего трансформатора. Питающие провода подводятся к вводному блоку зажимов, расположенному на панели в нише и состоящему из трех фазных и одной заземляющей клемм.
Сечение питающих проводов должно быть не более 6 мм².
Первоначальный пуск и работа электросхемы
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и исправность монтажа электрооборудования внешним осмотром.
При помощи вводного автоматического выключателя QF станок подключается к питающей сети. Кнопками SB1 и SB2 проверяется четкость срабатывания схемы и правильность направления вращения электродвигателей.
Конструкция ленточной пилы
 Станок с ленточной пилой
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
Правильный процесс заточки инструмента
Доказано практикой, что свыше 80 процентов случаев поломки инструмента происходит из-за неправильной заточки зубьев ленточных пил. Необходимость заточки определяется на глаз – по состоянию стенок пропила или виду самых зубьев.
Заточные круги для ленточных пил подбираются в зависимости от твердости зуба. Для заточки инструмента из инструментальной стали применяют корундовый круг. Биметаллические пилы затачиваются алмазным либо боразоновым абразивом. Форму круга для инструмента следует определять исходя из параметров пил. Она может быть чашечной, профильной, тарельчатой и плоской.
Перед тем как применить в работе пилу необходимо в подвешенном вывернутом состоянии продержать ее примерно одиннадцать часов.
Требования к заточке инструмента своими руками:
- необходимо равномерно снимать металл по профилю зуба;
- исключить чрезмерный нажим круга (это может привести к повреждению зуба);
- обязательное применение охлаждающей жидкости;
- обеспечить сохранность геометрии зуба;
- недопускание образования заусенцев.
Стандартная инструкция гласит, что заточка инструмента должна осуществляться либо по передней грани зуба, либо и по задней, и по передней. На практике же многие народные умельцы, да и профессионалы осуществляют заточку исключительно по задней грани – так, по их мнению, это удобней.
Данный инструмент достаточно неприхотлив в плане заточки, несмотря на массу требований и правил. Заточку можно производить как вручную, так и с помощью специального заточного устройства; применять для обработки разные по материалу и форме круги и т.д.
Перед тем, как точить инструмент нужно ознакомиться с основными видами осуществления данной операции. Также в интернете можно просмотреть видео.
Виды заточки
- Полнопрофильный вид. Является наиболее качественным видом, производится автоматически на спец. станке. Точно подобранный эльборовый круг, проходит одним движением всю межзубовую впадину вместе с гранями соседних зубьев. При этом исключено образование угловатых форм у основания зубьев. Единственный недостаток этого вида заточки – это необходимость иметь при себе определенное число различных кругов для пил имеющих разный профиль.
- Заточка граней режущей части. Может производиться вручную либо на профессиональном станке. Если вы захотели произвести заточку станком, необходимо правильно подобрать круг – в большинстве случаев это плоские образцы. Исходя из практики, обращаться к спец. заточному оборудованию необходимо только в тех случаях, когда объем работ очень большой. При малом объеме работ лучше производить заточку вручную – на обычном станке или с применением гравера. При выполнении работы по заточке, в целях безопасности, необходимо использовать защитные очки или маску.
Если ни гравера, ни станка у вас нет, то можно заточить инструмент дедовским обычным методом – используя надфиль. При старательном и регулярном исполнении операции очень быстро появится навык ручной качественной заточки.
Советы профессионалов
- При заточке инструмента на станке, перед началом заточки нужно убедиться в правильности расположения заточного диска относительно пилы.
- Необходимо убрать из пазух такой слой металла, чтобы гарантированно устранить все микротрещины.
- Если пила эксплуатировалась без качественного обслуживания, дольше отведенного производителем, слой металла, снимаемого за одну заточку, необходимо увеличить.
- В качестве эталона всегда используйте новый инструмент для проверки результатов заточки.
- Форма режущей части пилы – выверенный и разработанный годами параметр. Поэтому выводить свои параметры и надеется на хорошее качество работы не стоит.
- При соблюдении правил эксплуатации и требований завода изготовителя ленточная пила прослужит вам до того момента, пока ее ширина не уменьшится до 65 процентов от исходного наминала. Ширина уменьшается в процессе перезаточек зубьев.
- Обязательно необходимо убирать заусенцы в процессе заточки инструмента, иначе это приведет к образованию микротрещин в процессе распилки материалов.
- После окончания работы инструмент необходимо незамедлительно очистить от опилок и смолы, а перед заточкой надо тщательно осмотреть пилу. Иначе засорите стружкой заточной диск, что приведет к неправильной заточке ленточной пилы.
Схема кинематическая заточного станка ТчПА
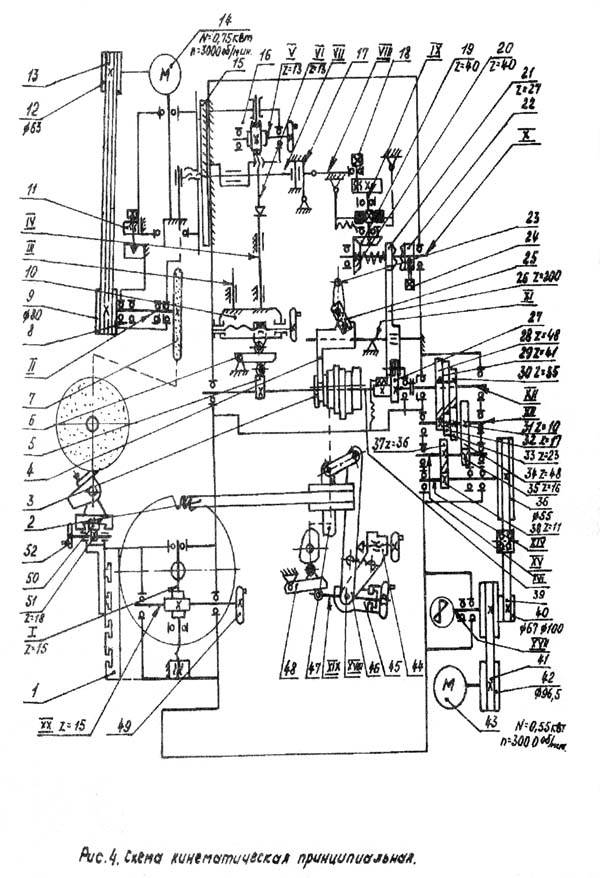
Кинематическая cхема заточного станка ТчПА-7
Главное движение. Вращение шлифовального круга
Вращение от электродвигателя 14 передается с помощью клиноременной передачи 13, включающей в себя шкивы 9 и 12, на шпиндель 11, на котором закреплен шлифовальный круг 7.
Вертикальное возвратно-поступательное движение шлифовальной головки
Вращение от электродвигателя 43 передается с помощью клиноременной передачи 41, включающей в себя двухступенчатый шкив 40 и 42, на вал XVII вентилятора. С вала XVII вращение передается с помощью второй клиноременной передачи 39 и шкива 36 на вал XIV трехступенчатого трехскоростного редуктора. С вала XIV через валы XV и XIII на вал XII вращение передается с помощью шестерен 38, 37, 35, 34, 31, 32, 33, 29 и 30. С вала XII редуктора вращение передается на распределительный вал XVI. Вертикальное возвратно-поступательное движение шлифовальной головки происходит от кулачка 5, закрепленного на распределительном валу XVI через рычаг б с роликом, колодку 10 с регулируемым роликом, штангой IV и направляющей III. Штанга IV воздействует на винт-шестерню VI, которая установлена в корпусе 16 механизма подачи. Корпус 16 прикреплен к ползуну 15, к которому, в свою очередь, прикреплена шлифовальная головка 8.
За один оборот распределительного вала XVI происходит опускание и подъем шлифовальной головки 8.
Подача пилы на один зуб
Подача пилы на один зуб осуществляется от того или другого кулачка блока 3, установленного на распределительном валу XVI и переключаемого с помощью вилки 4 и вилки 25 рукояткой 23. Вилка 4 свободно передвигается на оси XI. Один из кулачков блока 3 воздействует на рычаг 48 с роликом. Рычаг нажимает на ролик винта XIX, смонтированного в корпусе 45. Корпус 45 поворачивается вместе с валом XVIII, на конце которого закреплен рычаг 44. На этом же конце вала XVIII установлен шарнирно рычаг 46, соединенный шарнирно с колодкой собачки 2. Колодка собачки поддерживается рычагом 47.
За один оборот распределительного вала XVI собачка 2 подает пилу на один зуб.
ВНИМАНИЕ! При переключении кулачков подачи необходимо шаговый винт XIX перевести в горизонтальное положение
Поворот шлифовальной головки при косой заточке (кроме станка мод. ТчПР-5)
При косой заточке пил полумуфта 22 закрепляется на промежуточном валу X винтом 24. Кривошипный палец 18 из «нулевого положения» ставится в необходимое положение в кривошипе и закрепляется. Таким образом устанавливается необходимый угол поворота шлифовального круга при косой заточке пил (от 0 до 45°).
При прямой заточке кривошипный палец 18 устанавливается в «нулевое положение», а винт 24 вывертывается из полумуфты 22, ввертывается в кронштейн 11, фиксируя шлифовальную головку.
Поворот шлифовальной головки при косой заточке происходит от кулачка 27, закрепленного на распределительном валу XVI, через зубчатый сектор 26 с роликом через зубчатое колесо 21, зацепляющееся торцовыми зубьями с полумуфтой 22, закрепленной винтом 24 на промежуточном валу X. На этом же валу закреплена коническая шестерня 20, зацепляющаяся с шестерней 19, закрепленной на нижнем конце кривошипного вала IX. С кривошипного пальца 18 движение передается с помощью тяги VIII с качающейся вилкой 17 на тягу VII, которая соединена с шлифовальной головкой 8.
За один оборот распределительного вала XVI происходит поворот шлифовальной головки в одну сторону, за второй оборот распределительного вала происходит поворот шлифовальной головки в другую сторону.
Подача шлифовального круга на глубину резания
Подача шлифовального круга на глубину резания производится поворотом вал-шестерни V. При повороте вал-шестерни V поворачивается винт-шестерня VI, которая ввертывается в корпус 16, тем самым изменяется положение корпуса 16, а, стало быть, и шлифовальной головки 8 относительно распределительного вала (зуба пилы или ножа).
Продольная подача ножа
Продольная подача ножа осуществляется маховичком 52 с помощью шестерни 51 и рейки 50, прикрепленной снизу к столу, на котором установлен суппорт с ножом.
Виды ленточных пил

Несмотря на то что все пилы ленточной конструкции имеют в своем составе такой элемент, как лента, и поэтому внешне мало отличаются друг от друга, между ними есть принципиальные скрытые отличия, понятные только опытному мастеру. Заключаются они в виде зубьев и способе их разводки. Разные зубья предназначены для выполнения разного вида работ.
Так, исходя из этого показателя и типа распиливаемого материала, все ленточные пилы можно разделить на:
- столярные;
- делительные;
- распиловочные.
Исходя из данной информации, стоит выбирать тот или иной тип пил для проведения распиловочных работ.
Кроме того, подбирая необходимую вам пилу, стоит внимательно осмотреть ее зубья, а именно изучить их геометрию. Существует непреложное правило: чем более твердый и плотный материал вы собираетесь пилить, тем меньшим должен быть шаг зубьев изделия и их передний угол.
Если вы собрались распиливать древесину с тонкостенной поверхностью, то вам для этого понадобится инструмент с малым или же стандартным шагом зубьев, т. к. именно они адаптированы под проведение подобных работ. Если же вы начнете пилить изделие с помощью пилы с крупными зубьями, то риск ее поломки значительно возрастет. Лучше всего ее использовать по прямому назначению: для обработки толстостенных металлических и деревянных изделий.
Правила заточки пил

Если вы решили заточить вашу ленточную пилу самостоятельно, соблюдайте некоторые достаточно несложные правила, касающиеся технологии процесса, а также техники безопасности при проведении таких работ.
Во-первых, при проведении операций для заточки ленточных пил используйте исключительно круги специального назначения. Подбираются они в зависимости от уровня твердости зубьев вашей пилы. Кроме того важна и форма такого круга, выбираемая в зависимости от технической особенностей вашей пилы. Так известны заточные круги профильные, плоские и в виде тарелки или чашки.
 Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
Во-вторых, пред тем как начать затачивать пилу, в обязательном порядке проверьте, насколько равномерно зубья пилы могут срезать обрабатываемую поверхность. В процессе заточки избегайте резких движений и рывков. Это поможет вам сохранить высоту зубьев и их первоначальный вид.
В-третьих, контролируйте уровень охлаждающей жидкости в механизме точильного круга. Это поможет вам избежать его перегрева и обеспечит большую точность заточки пилы.
В-четвертых, после окончания процедуры заточки в обязательном порядке проконтролируйте отсутствие на полотне заусениц и задиров. В случае обнаружения таковых, их стоит удалить с помощью шлифмашинки или же точильного круга.
Что же касается техники безопасности, то все работы по заточке пил должны осуществляться исключительно в защитных очках и с использованием респиратора. В крайнем случае можно надеть защитную маску.
Разводка ленточной пилы
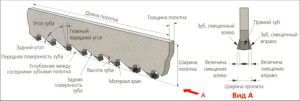 Геометрические параметры ленточной пилы
Геометрические параметры ленточной пилы
Перед формированием режущей кромки следует сделать правильную разводку зубьев. В течение всего периода эксплуатации из-за постоянных нагрузок их расположение может измениться. Поэтому сначала происходит регулировка геометрии, а затем – заточка.
Разводка представляет собой отгиб зубьев относительно плоскости основного полотна. Эта процедура выполняется только на специальном станке. В случае больших расхождений по всей протяженности ленты возможно преждевременное повреждение или поломка полотна. Поэтому до этого следует определиться с типом разводки.
Угол наклона должен соответствовать изначальному. Также учитывается вид разводки, который может быть следующим:
- классическая. Поочередный отгиб зубьев относительно полотна в правую и левую стороны;
- зачищающая. Первый и второй зубья отклоняются вправо и влево, а третий остается неизменным. Такая методика применяется для пил, которые предназначены для обработки твердых пород;
- волнистая. Угол разводки для каждого зуба индивидуален. В итоге они формируют режущую кромку, напоминающую волну. Самый сложный тип разводки.
Во время выполнения отгиба деформации подвергается не весь зуб, а лишь его часть. Зачастую отклонение происходит по 2/3 общей высоты.
Затачивание полотен в зимнее время
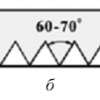
Если с затачиванием полотен в обычных условиях все понятно, то о заточке в холодное время года надо сказать отдельно. Существует различие в затачивании ленточных полотен в летнюю пору и зимние холода. Оно заключается в перемене градуса заточки. Угол, который действует для полотен в зимнее время, должен составлять 90 градусов, в отличие от лета, когда угол затачивания – 120 градусов.

Рекомендации от специалистов.
При заточке полотна при помощи станка до начала процесса требуется удостовериться в точности расположения заточного круга по отношению к инструменту.

Крайне важно убрать из углублений такой объем металла, чтобы все микротрещины были надежно ликвидированы.
Если полотно функционировало без нормального сопровождения более длительное время, чем дозволял изготовитель, объем металла, убираемого за один проход, необходимо увеличить.
Для апробации последствий затачивания неизменно применяйте в роли образца новое полотно.

- Конфигурация зуба полотна – отработанный и отъюстированный годами показатель. Следовательно, уповать на то, что приспособление будет резать «без сучка, без задоринки», независимо от того, что вы сделаете с зубьями – громадная ошибка.
- При следовании эксплуатационным стандартам ленточное полотно будет работать добросовестно до тех пор, пока по ширине не убавится до значения, равного 65% от начальных параметров. Убавляется ширина, конечно же, в ходе затачивания.

- Имеется абсолютно неправильный совет о том, что особенной необходимости в удалении задиров после заточки нет. Если его принять к сведению, то возникновение микротрещин в пиле обеспечено.
- По завершении работы ленточное полотно необходимо, не откладывая в долгий ящик, очистить от стружки и смолы, а перед затачиванием – тщательно осматривать. Иначе опасность загрязнения заточных дисков очень высока. А это непременно приведет к некачественному процессу заточки.

2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.

Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм)
Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.

Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.

Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
Список источников
- moyapodsobka.ru
- stroy-podskazka.ru
- metalloy.ru
- ChudesniyDom.ru
- stanok.guru
- StanokGid.ru
- stanki-katalog.ru
- tutmet.ru
- remekstanki.ru