
Особенности процесса заточки
Если вы впервые решили заточить деталь своими руками, выполняйте работу в строгой последовательности.
- В первую очередь обрабатывают заднюю поверхность. Так, сверло плотно прижимают и постоянно следят, чтобы угол заточки оставался одинаковым. В результате обработки кончик сверла будет напоминать правильный конус.
- Далее наступает черед режущей части.
- Последний этап предполагает доводку задней поверхности. При этом необходимо убедиться в том, что размер перемычки составляет не более 0,4 мм. Естественно, для крупного сверла по металлу такой параметр должен быть чуть больше.
Если с первого раза что-то не вышло правильно, не стоит отчаиваться. Лучше всего начать практиковаться с инструментов, которые вряд ли понадобятся. Главное – научиться правильно надавливать и выдерживать угол. При этом необходимо учитывать тот факт, что за сверление отвечают боковые части сверла, а не наконечник. Соответственно, кромки обязательно подлежат заточке.
Важно помнить о том, что в процессе заточки образовываются мелкие частицы. Из-за нагревания они разлетаются в виде искр
Именно по этой причине необходимо придерживаться техники безопасности. Речь идет об использовании защитных очков и рукавиц. Также при заточке стоит убедиться в том, что сверло надежно зафиксировано. В противном случае оно может случайно вырваться из рук.
Рекомендации по использованию станка
Если вы решили использовать для заточки соответствующий станок, обязательно подготовьте рабочее место. В частности, речь идет о хорошем освещении. Также нужно надеть защитные рукавицы и очки.
В первую очередь следует определиться с необходимым углом заточки.
Важно расположиться так, чтобы шлифовальный круг находился справа.
Следует выполнить центровку. Для этого большим и указательным пальцем берут рабочую поверхность, а вторая рука держит хвостовую кромку.
Сверло по металлу необходимо вращать таким образом, чтобы режущая кромка располагалась параллельно.
Немаловажным моментом является устранение зазубрин.
Все движения следует выполнять в определенной последовательности
Так, левую руку перемещают влево вниз, а правой двигают по часовой стрелке.
Чтобы правильно заточить сверло своими руками, необходимо воспользоваться подходящим приспособлением. Это может быть бытовой или промышленный станок, а также электродрель со специальной насадкой. Если вы ранее не пробовали заточить сверло, для начала ознакомьтесь с соответствующим видео.
5 Использование шаблона для определения угла
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.
 Шаблон для заточки инструмента
Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
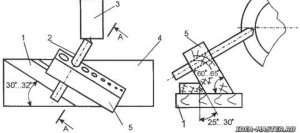
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.. Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму
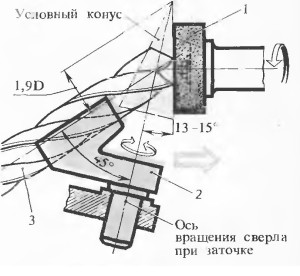
Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
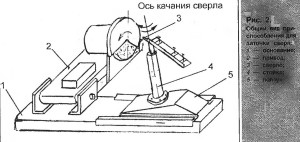
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 – 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 – 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм – 20,0 мм с шагом 0,05 – 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Обзор популярных моделей
В российских магазинах оборудование для заточки сверл представлено довольно небольшим ассортиментом. Вероятно, это связано с тем, что цена даже самого простого устройства, на котором можно выполнить только подточку сверла, начинается от двух тысяч рублей (что сопоставимо со стоимостью болгарки), а качество заточки, судя по многочисленным отзывам, оставляет желать лучшего. К тому же большинству домашних мастеров заточка сверл требуется от силы несколько раз в месяц, и они предпочитают это делать вручную. Ниже в таблице приведен список самых популярных моделей, среди которых своими ценой, качеством и функциональными возможностями выделяется заточной станок Darex. У всех перечисленных устройств корпуса и оснастка выполнены из пластика.
| № | Наименование | Диапазон диаметров сверл (мм) |
Система фиксации сверла | Вес (кг) | Материал абразивного круга | Средняя цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | Sturm BG6017S | 3÷10 | Кондуктор | 1,5 | Электрокорунд | 1 900 |
| 2 | «Инстар» СТЧ 60090 | 3÷10 | Кондуктор | 2 | Электрокорунд | 2 100 |
| 3 | Parkside PSS65A1 | 3÷10 | Плоский держатель | 1,35 | Электрокорунд | 2 700 |
| 4 | «Диолд» МЗС 0,2 | 3÷13 | Патрон | 1,9 | Электрокорунд | 3 100 |
| 5 | Darex Drill Doctor 500 X | 2.4÷12.7 | Патрон | 2 | Алмаз | 20 500 |
Кроме магазинов, в которых предлагаются новые модели станков, также существует рынок б/у заточного оборудования. На этих площадках за весьма умеренную цену можно приобрести профессиональные станки как российских, так и таких известных зарубежных производителей, например швейцарской фирмы Meteor.

Конструкция
Возможность проведения рассматриваемой работы можно прежде всего связать с конструктивными особенностями применяемого сверла. К ним отнесем следующие моменты:
- Рабочий торец имеет плоскую форму.
- По оси расположены кернящие выступы, которые заточены под конус. При формировании режущей части выдерживается угол 90°. За счет подобного элемента не нужно проводить центровку.
Сверло для высверливания точечной сварки можно приобрести в специализированном магазине. Стоимость их относительно невелика, но для работы с труднообрабатываемыми материалами требуются варианты исполнения, изготавливаемые из специальных сплавов.

Сверло для точечной сварки сверхпрочное 8 х 50 мм
В некоторых случаях применяется обычный вариант исполнения сверла для высверливания точечной сварки. Однако, при их применении достигнуть требуемого результата практически невозможно.
Домашние станки
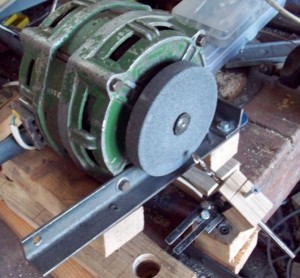
Возможно создать и более сложное приспособление для заточки сверл своими руками, представленное станком. Встречаются чертежи разных исполнений. При понимании принципа функционирования такого механизма ясно как сделать собственную конструкцию.
В виде основы для создания станка для заточки сверл своими руками подойдет серийное приспособление. При оснащении его дополнительными элементами учитывают ряд правил.
- Во-первых, требуется совпадение осей подручника и круга. При этом они должны располагаться в разных горизонтальных плоскостях, а для оси подручника требуется нахождение ниже оси наждака.
- Во-вторых, требуется прочно зафиксировать все конструктивные элементы.
- В-третьих, предусматривают для станка ручной и полуавтоматический режимы.
- В-четвертых, обеспечивают для подручника возможность размещения предмета под любым углом.
Для создания станков используют общедоступные материалы и компоненты. Из инструментов используются сварочный аппарат и болгарку.
Конструктивные элементы изготавливают из листового металла.
В случае создания станка с нуля следует подобрать двигатель. Для мини станка, для деталей диаметром до 20 мм, достаточно электромотора мощностью 0,5-0,8 кВт. К тому же подойдут и старые малооборотистые двигатели. Высокие обороты актуальны только для твердосплавных моделей, которые затачивают редко. Для обычных вариантов они наоборот могут вызвать перегрев.
Для создания качающегося упора, обеспечивающего полуавтоматический режим работы, применяют петлевое соединение. Путем подбора кронштейна, трубки и болта необходимо обеспечить отсутствие люфтов. Так можно изготовить подставку с двумя степенями свободы.
Для регулировки угла заточки обеспечивают вращение площадки, служащей для фиксации инструмента. Колеблющийся подручник обеспечивает артикуляцию.
Подручник закрепляют на корпусе с применением металлической «щеки». Направляющую с предварительно проделанным треугольным пазом на опорной пластине монтируют винтовым соединением.
Важно выбрать правильный точильный круг. Для весьма распространены приспособления из карбида натрия, подходящие для обработки быстрорежущей стали, служащей для производства значительной части сверл
Их обозначают маркировкой 64С и зеленой окраской. Зернистость для данных кругов составляет от 8 до 16 Н. Они склонны к нагреву, поэтому продолжительное непрерывное взаимодействие с приспособлением. Помимо этого, инструмент регулярно приходится обрабатывать раствором соды.
Благодаря возможности поворота на 90° на станках возможно осуществлять заточку сверл разными методами. Расположение опорной пластины (верхней ее поверхности) над осью круга обеспечивает хорошую обработку задней поверхности. Путем фиксации качающейся пластины станок приспосабливают к заточке твердосплавных моделей.
Деталь размещают в канавке со свободным продольным перемещением, но постоянным углом заточки, располагая кромкой параллельно направляющей пластине. По завершении настройки положения осуществляют подачу к наждаку. Обработка осуществляется сверху вниз.
Требуется обеспечить полную фиксацию инструмента относительно собственной оси. При минимальном провороте придется переделывать заточку.
По завершении работ проверяют геометрию приспособления после его остывания с учетом того, что допустимо различие по длине кромок между собой до десятых долей мм. Это особо касается приспособлений малого диаметра. Однако для станков это необязательно ввиду высокой точности.
Различная длина кромок при симметричности и верных углах объясняется смещенным центром заточки относительно оси приспособления. Такой инструмент будет плохо попадать в отверстие и создавать биение, которое может повлечь поломку инструмента.

После заточки могут получиться несимметричные кромки при верной центровке. С поверхностью будет взаимодействовать одна из них, вследствие чего понизится эффективность. Также это повлечет интенсивный нагрев приспособления, ведущего к отпуску материала. Поэтому получится отверстие шире диаметра сверла.
Как изготовить самодельное приспособление для заточки сверл?
В первую очередь, необходимо обзавестись средством контроля. Как бы вы не затачивали сверло, необходим шаблон для проверки точности работ.

Обычные сверла для работы с черными металлами имеют угол кромки 115-120 градусов. Если вами приходится работать с разными материалами – ознакомьтесь с таблицей углов:
| Обрабатываемый материал | угол заточки |
| Сталь, чугун, бронза твердосплавная | 115-120 |
| Латунные сплавы, мягкая бронза | 125-135 |
| Красная медь | 125 |
| Алюминий и мягкие сплавы на его основе | 135 |
| Керамика, гранит | 135 |
| Древесина любых пород | 135 |
| Магний и сплавы на его основе | 85 |
| Силумин | 90-100 |
| Пластик, текстолит | 90-100 |
Зная эти значения, можно приготовить несколько шаблонов, и в соответствии с ними производить заточку самостоятельно. При этом можно одно и то же сверло применять для различных заготовок, стоит лишь поменять угол вершины рабочей области.
Простейшая, но очень эффективная приспособа для заточки – втулки разного диаметра, закрепленные на каком-нибудь основании. Схематический чертеж устройства на иллюстрации:
ВАЖНО! Инструмент во втулке болтаться не должен, ошибка лишь в один градус снизит качество сверления.
Лучше всего изготовить целую обойму из медных или алюминиевых трубок, под типовые размеры сверл. Или насверлить в бруске из мягкого материала достаточное количество дырок. Главное – установить на вашем точиле удобный подручник, который позволит под правильным углом передвигать приспособление для заточки, и служить надежным упором.
Таким способом пользовались наши деды. Только в качестве материала для изготовления заточного станочка – уголка, использовали дубовый брусок.
В принципе, достаточно было разместить напротив боковой поверхности наждака стол или верстак – и заточной станок готов. При этом качество и точность обработки была на высоком уровне.
Существуют разные чертежи приспособлений для заточки.
Можно воспользоваться готовым, или разработать его самостоятельно. Главное – понять принцип работы со сверлом.
ВАЖНО! При работе на точиле, нельзя допускать вращения сверла вокруг своей оси.
Если инструмент провернется хотя бы на миллиметр – он будет испорчен, и придется стачивать некоторое расстояние для повторной обработки.
После окончания заточки, дайте сверлу остыть и проведите замеры при помощи шаблона. Обе кромки должны быть симметричны с точностью до десятых долей миллиметра
Особенно это важно для сверл малого диаметра
На схеме показаны типичные ошибки самостоятельной заточки:
- Углы подобраны правильно и симметрично – а длины режущих кромок неодинаковы. Центр сверления смещен относительно оси сверла. При работе с таким инструментом будут возникать биения, при начале сверления невозможно будет точно попасть в разметку. Сверло с большой долей вероятности сломается;
- Центровка точная, углы режущей кромки несимметричны. При создании отверстия будет работать лишь одна режущая рабочая часть. Сверление будет происходить медленней, наконечник быстро перегреется. Возможно «отпускание» закаленного металла от нагрева. Кроме того, отверстие будет разбито, а его диаметр больше диаметра сверла.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться. При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов. Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ – относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см. ниже.). Недостатком является относительно большая длина “перемычки” в центральной части (около 1/5 диаметра сверла). В зоне “перемычки” происходит не резание, а сминание материала заготовки. В результате повышается износ сверла и велик его увод в сторону в стадии засверливания. Чтобы избежать этого, желательно достаточно сильно накернить заготовку или выполнить начальное засверливание сверлом меньшего диаметра.
3 Как выполнить заточку?
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу
В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов
После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.
 Заточка заднего основания сверла
Заточка заднего основания сверла
Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.
 Точильный круг
Точильный круг
Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой – за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой – за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
Сверла по дереву
Для изготовления сверл применяются низкокачественные дешевые стали, режущие кромки рассчитываются на небольшие усилия. В зависимости от назначения различаются несколько видов инструментов.
Тип сверла
Технические характеристики и назначение
Спиральное
Может иметь диаметр 3–50 мм, при помощи буравчика на конце центруется отверстие и фиксируется сверло. Он имеет резьбу, что облегчает усилие подачи, часть нагрузки берет на себя буравчик. Боковые режущие кромки в виде спирали, за счет такой конструкции значительно улучшается процесс удаления деревянных опилок из глубоких отверстий.
Винтовые
Вне зависимости от особенностей заточки режущих плоскостей боковые грани имеют форму винта. Такие сверла внешне очень похожи со сверлами для металла. Разница только в качестве стали и наличии на конце острого наконечника.
Перьевые
Самые простые и дешевые, применяются для сверления отверстий в тонких пиломатериалах. Качество отверстий низкое. Стенки имеют очень большую шероховатость, а точность не отвечает современным жестким требованиям.
Сверло Форстнера
Сложная инженерная конструкция, используется для высверливания специальных точных крепежных отверстий. Главные преимущества – специальная конструкция минимизирует выделение тепловой энергии, сверло и материалы не перегреваются
Это очень важно на предприятиях с массовым промышленным производством. Для них производительность оборудования играет важную функцию.
Кольцевые
Могут называться коронками, высверливают отверстия большого диаметра. Рекомендуется применять на материалах небольшой толщины.
Зенкерные
Специальные сверла для сверления отверстий под метизы с потайными головками
Имеют возможность регулировки глубины отверстий.
Как видно из таблиц, есть большое разнообразие сверл по дереву, некоторые могут стоить больших денег. Но самостоятельно заточить их невозможно, не позволяют особенности конструктивных решений.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.

Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Список источников
- stanok.guru
- stankiexpert.ru
- instrumentiks.ru
- tehnomuza.ru
- mebel-expert.info
- www.aist-tools.ru
- WikiMetall.ru
- obinstrumente.ru
- autogear.ru
- tutmet.ru
- sdelajrukami.ru
















