Состав рейсмусового станка Корвет-27

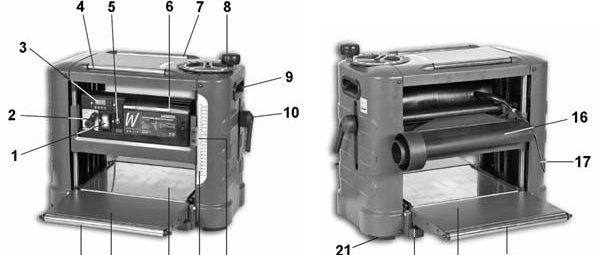
Перечень узлов рейсмусового станка Корвет-27
- Выключатель (магнитный пускатель)
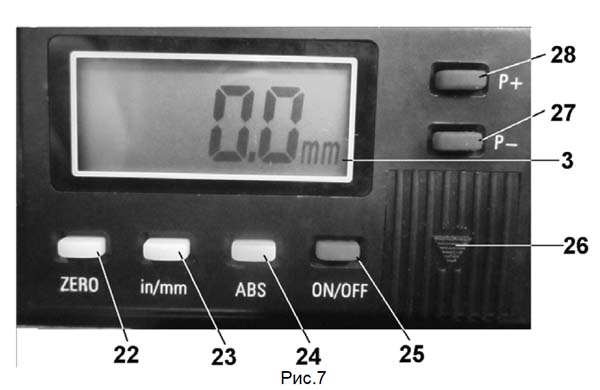
- Переключатель скорости автоподачи
- Индикатор цифровой (дисплей)
- Ролик (передний, вспомогательный)
- Кнопка (тепловой защиты от перегрузки двигателя)
- Электродвигатель
- Ролик (задний, вспомогательный)
- Ручка установки глубины строгания
- Ручка для переноски станка
- Ручка фиксации (установки глубины строгания)
- Указатель высоты заготовки
- Шкала
- Рабочий стол
- Удлинитель стола (передний)
- Ролик рабочего стола (передний)
- Патрубок пылеотводный
- Шнур электропитания
- Ролик рабочего стола (задний)
- Удлинитель рабочего стола (задний)
- Болт регулировочный (удлинителя рабочего стола)
- Опора резиновая

Сборка
В зависимости от модели рейсмусового станка под брендом Корвет, скорость подачи в режиме автоматики значительно разнится: как правило, 5-30 метров в минуту. Все валики обладают особой сборной комплектацией: они включают в себя несколько колец, которые прикреплены к центральному валу. Но передний валик имеет рифленую поверхность, и это дает возможность наилучшим образом контактировать с заготовкой, которая должна быть обработана.
Поддерживатель – это основной механизм, который необходим для устройства нижнего ножевого вала и взаимодействия его двухсторонним механизмом. Также необходимо учитывать, что для успешной и безопасной обработки, требуется использовать силы не менее двух операторов.
Стоит отметить, что все комплектующие для рейсмусного станка Корвет – китайского производства, несмотря на то, что фирма Энкор является отечественным брендом. Механизм закупается на китайской стороне, у предприятий группы OEM, но при этом находится в продаже под брендом Корвет. Но данный факт не должен пугать, ведь все оборудование высокого качества и соответствует своей ценовой категории, а также превосходит большинство фирм-конкурентов.
Перечислим наиболее известные модели станков компании рейсмус Корвет, которые пользуются наибольшим спросом:
- Корветный станок 21.
- Корветный станок 26.
- Корветный станок 27.
Рассмотрим каждый вариант станка более детально.
Самым лучшим оборудованием для настоящих профессионалов является станок Рейсмус Корвет 21. Основное назначение: использование в быту и промышленности. Данный механизм имеет специальный коллекторный движок мощностью 1500 Вт, он функционирует на основе теплового реле, которое препятствует перегреву, что вызвано действием Корвет эксперт 21. При этом двигатель отключается, когда достигнута максимально возможная температура.
Фирменный станок компании Энкор Корвет 21 оснащен ременной передачей. Данный механизм обеспечивает минимальный показатель шумности в процессе действия станочного оборудования. Также вероятность заклинивания патрона сведена к нулю. Показатель действия холостого хода в моторном отсеке составляет не менее 8000 оборотов в минуту.
1 Рейсмусовый станок — устройство, принцип работы
Рейсмусы, в зависимости от конструктивных особенностей, классифицируются на два типа — односторонние и двухсторонние. В односторонних агрегатах обрабатывается только верхняя поверхность детали, тогда как в двухстороннем оборудовании имеется два ножевых вала, которые снимают материал как сверху, так и снизу.
Принцип работы фуговально-рейсмусового станка достаточно прост, рассмотрим его на примере одностороннего устройства. Обрабатываемая деталь укладывается на рабочий стол и заправляется в когтевую защиту, где ее захватывает валик подачи — заготовка прижимается валиком к столу и перемещается в сторону ножевого вала.
Перед валом размещено прижимное устройство, которое придавливает заготовку к столу и снимает присутствующую на ее поверхности стружку. Далее заготовка попадает на ножевой вал, который в процессе вращения снимает слой материала определенной толщины. За счет прижима полностью исключается возможность возникновения вибраций при обработке.
Схема рабочего узла рейсмусового станка
Сам ножевой вал зафиксирован на верхней части станины (несущего каркаса станка) с помощью подшипников и соединен посредством ременной либо клиномерной передачи с двигателем. Подающие валики размещены с обеих сторон вала — сверху (крепятся на станине) и снизу (на столе). Стол, при этом, является регулируемым, его положение по вертикали можно изменять, подстраивая тем самым станок под обработку заготовок требуемой толщины.
В разных моделях фуговально-рейсмусовых станков Корвет скорость автоматической подачи заготовки валиками варьируется в пределах 5-30 м/мин. Валики имеют сборную конструкцию, они состоят из нескольких колец, надетых на центральный вал. При этом передний валик выполняется рифленым, что обеспечивает лучший контакт с обрабатываемой заготовкой.
В двухстороннем оборудовании нижний ножевой вал монтируется на суппорте, способном выдвигать вал за пределы корпуса станка для установки и заточки ножей. Отметим, что для обслуживания двухстороннего рейсмуса необходимо задействовать 2-ух операторов.
Свойства модели
Основным преимуществом данного агрегата является стол для работы, подлежащий раздвижке, благодаря этому возможно обработать заготовку большой длины. В том числе количество ножей увеличено до двух на валу для строгальной обработки. Это дает гарантию более качественного строгания.
Технические особенности, характеризующие станок Корвет 21:
- Параметры строгальной обработки: по ширине – максимально 318 мм, по проходной глубине – 2,5мм.
- Толщина заготовительного предмета: не менее 6 – не более 153 мм.
- Размер строгальной катушки по диаметру – 48 мм.
- Подача заготовительного предмета в автоматическом режиме – 8 м/мин.
Рейсмус Энкор Корвет 21 относится к настольному типу, он обладает компактными габаритами при весе 41 кг.
Имеется также в наличии более усовершенствованная модель Корвет – Эксперт 21330. Данная модель отличается от предыдущих версий тем, что имеется встроенная турбина, которая очищают рабочую зону от стружечной грязи. Эта функция дает возможность использовать функционал станка без применения пылесоса.
Кроме того, одной из функций Корвет 21 является способность фиксировать рабочий вал, который позволяет максимально увеличить точность обработки заготовки в соответствии с нужными параметрами. Таким образом, Корвет 21330 самой предпочтительной моделью для производства на серийном уровне.
Что касается функциональности, то в Корвет Эксперт 213330, станок рейсмусовый, то она значительно улучшена: заметно увеличена ширина обработки – до 330 мм, а также глубина строгания заготовки – до 2,8 мм. Но при этом значительно уменьшена автоматическая скорость подачи материала – не более 6 метров в минуту.
Основные операции рейсмуса Корвет-21
Предварительное строгание. Предварительное строгание необходимо для получения заготовки желаемой толщины и одновременного создания ровной поверхности, параллельной противоположной стороне заготовки.
Навык предварительного строгания состоит, главным образом, из правильной оценки глубины строгания в различных ситуациях. Вы должны учитывать не только ширину заготовки, но и твердость древесины, ее влажность, прямолинейность, направление слоев и их структуру.
Степень влияния этих факторов на качество законченной работы можно узнать только опытным путем. Во всех случаях рекомендуется при работе с новым видом древесины (или с древесиной, имеющей необычные свойства) сделать пробную обработку с использованием обрезков этого материала.
Всегда начинайте работу с легкого поверхностного прохода. Глубина строгания при последующих прогонах может быть увеличена до 2,5 мм (см. табл. 2). Помните, что малая глубина строгания создает более гладкую поверхность, чем большая.
Для установки глубины строгания поворачивайте коленчатую рукоятку (6). Значение глубины считывается по шкале (32). Устанавливаемое значение меняется на 2 мм с каждым оборотом ручки (6).
ВНИМАНИЕ: Никогда не устанавливайте глубину строгания более 2,5 мм за один прогон и не пытайтесь строгать заготовки длиной менее 130 мм. Внимательно следите за тем, чтобы обрабатываемая заготовка в процессе строгания перемещалась перпендикулярно роликам (15) подачи заготовки
Одновременная обработка нескольких (особенно коротких) заготовок ЗАПРЕЩЕНА, т. к. ролики (15) подачи заготовки могут не захватить самую тонкую из заготовок, и она будет с силой выброшена назад ножами (23) строгального вала (13). Невыполнение этих требований может привести к заклиниванию заготовки между роликами (15) подачи заготовки и элементами машины и, как следствие, к поломке звездочек и обрыву цепей привода (17) роликов (15) подачи заготовки, Рис. 4. Всегда защищайте лицо соответствующим защитным щитком или очками.
Не обрабатывайте заготовки толщиной менее 6 мм и более 153 мм.
Чистовое строгание и дополнительные операции. Если предстоит снять большое количество материала, коленчатой рукояткой (6) опустите рабочую платформу (3) (не более чем на 2,5 мм) и выполните проход.
Повторяйте эту операцию до достижения желаемой толщины.
Чистовое строгание, как и предварительная прогонка, наилучшим образом достигается малой глубиной строгания заготовки. Однако, на качество чистовой обработки оказывают влияние еще несколько факторов:
Опора роликовая
Для создания удобства при работе с машиной рекомендуем приобрести опору роликовую, которая облегчит работу с заготовками большой длины как при подаче заготовки на обработку, так и передаче готового изделия после обработки.
Управление агрегатом
Способ управления и работы с данным агрегатом не представляет особой сложности. Деталь, которая подлежит специальной обработке, должна быть уложена на рабочую поверхность стола и инсталлируется в механизм захвата валика подачи данного агрегатного механизма. Таким образом, заготовительный предмет крепко фиксируется на поверхности стола и сдвигается по направлению к ножевому валу.
Напротив вала имеется механизм для прижима, необходимый для того, чтобы придавить обрабатываемый брусок к поверхности стола. Далее данный брусок направляется по направлению ножевого механизма. На поверхности стола имеется также механизм, посредством которого легко снимается стружка с обрабатываемой поверхности.
Сразу после этого заготовочный брусок проходит на ножевой механизм, который элементарно снимает слой необходимой поверхности и нужной толщины. Отличительной особенностью является полное отсутствие каких-либо вибраций во время обработки поверхности материала.

Подшипники качественно фиксируют на поверхности каркаса станка с использованием подшипников, а также ременным соединением с мотором станка. Основное размещение падающих валиков: с нижней (настольной поверхности) и с верхней стороны станка (крепление в пределах станины). При этом стол поддается регулированию, его вертикальное положение может по-разному изменяться, таким образом, делая заготовку необходимых размеров.
Устройство рейсмусового станка Корвет-21
Машина состоит из следующих сборочных единиц и деталей:
Ограждения и защитный кожух (Рис 3, 4). Конструктивно машина собрана по жесткой пространственной схеме на литом основании (11) со стальными несущими колоннами (1) по углам. По колоннам (1) резьбовыми осями (2) при помощи коленчатой рукоятки (6) перемещается рабочая платформа (3). Сверху машина закрыта защитным кожухом (4), являющимся одновременно опорой для дополнительных роликов (5) и связывающим элементом для несущих колонн (1). Боковые стороны закрыты металлическими ограждениями (7) с выемками для переноски машины. Сзади рабочая зона машины закрывается от разлетающихся стружек защитным кожухом (12), конструкция которого позволяет использовать систему пылеотсоса.
Корвет-21 Электропривод и понижающий редуктор (рис. 3, 4, 4а)
Строгальный вал (13) с закрепленными на нем строгальными ножами приводится во вращение коллекторным двигателем через ременную передачу, рис. 4а. Конструктивно узел привода объединен в один блок и включает понижающий редуктор с цепной передачей (14) для перемещения заготовок в рабочую зону.
Ремень передачи, код (артикул) для заказа – 25601
Корвет-21 Ведущие и вспомогательные ролики
Подача обрабатываемой заготовки из древесины к вращающемуся строгальному валу (13) осуществляется автоматически через ведущие подпружиненные обрезиненные ролики (15), Рис 3, 4. Заготовки подаются к ведущим роликам по вспомогательным роликам (9), установленным на удлинителях рабочего стола (10). На верхнем ограждении машины для облегчения возврата предварительно обработанной заготовки на исходную позицию для повторного прогона предусмотрены дополнительные металлические ролики (5), Рис 3, 5.
Строгальный вал со строгальными ножами (13) (Рис. 4)
Строгальные ножи машины данного варианта комплектации – стальные, односторонние. Ножи фиксируются клиновыми планками с помощью 7 винтов (подробную информацию см. в разделе 12.2).
Рабочий стол, удлинители стола и рабочая платформа (Рис. 3, 5)
Рабочий стол (16) литого основания покрыт полированным стальным листом с невысокими боковыми ограничителями. Для обеспечения повышенной точности обработки заготовок машина снабжена откидывающимися удлинителями рабочего стола (10) с вспомогательными роликами (9), облегчающими продвижение и строгание заготовок.
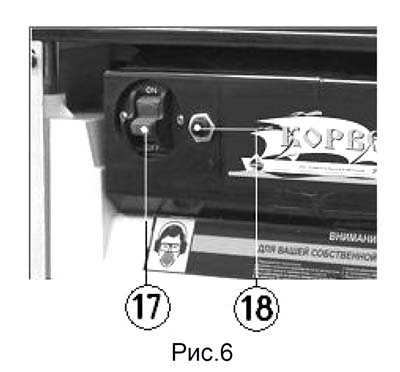
Сетевой выключатель и тепловой прерыватель (Рис. 6)
Сетевой выключатель (17), помимо функции включения – выключения машины в штатном режиме, обеспечивает защитную функцию, предотвращая несанкционированное включение при отсутствии оператора, поскольку выключатель снабжен съемным ключом. Если вы намереваетесь оставить машину на длительное время и не имеете возможности ограничить к ней доступ посторонних лиц или детей, извлеките блокирующий ключ в положении выключателя «ВЫКЛ». Храните его в надежном месте в вашей мастерской. Для повторного включения машины установите блокирующий ключ и переведите выключатель в положение «ВКЛ».
Для защиты от перегрузок в машине предусмотрен прерыватель питания (18). При возникновении перегрузки срабатывает тепловое реле, кнопка поднимается над панелью, и электропитание машины прерывается. В этой ситуации подождите несколько минут, после чего нажмите кнопку, опустив ее в исходное положение.
ВНИМАНИЕ: Перед включением машины в электрическую сеть выключатель всегда должен находиться в положении «ВЫКЛ»
Список источников
- metmastanki.ru
- ostanke.ru
- stanki-katalog.ru
















