
Технические характеристики
приведены в таблице 3.
Таблица 3 – Метрологические и технические характеристики
|
Наименование характеристики |
Значение характеристики |
|
|
Число каналов |
С8-205/2 |
2 |
|
С8-205/4 |
4 |
|
|
Полоса пропускания, МГц |
500 |
|
|
Входное сопротивление/емкость |
50 Ом; 1 МОм/12 пФ |
|
|
Диапазон установки коэффициента развертки |
от 1 нс/дел до 50 с/дел |
|
|
Пределы допускаемой относительной погрешности частоты внутреннего опорного генератора |
±3,5-10-6 |
|
|
Диапазон установки коэффициента отклонения (Коткл) |
входное сопротивление 50 Ом |
от 1 мВ/дел до 1 В/дел |
|
входное сопротивление 1 МОм |
от 1 мВ/дел до 10 В/дел |
|
|
Пределы допускаемой относительной погрешности установки коэффициента отклонения бКоткл, % |
при Коткл 10 мВ/дел и выше |
±1,5 |
|
при Коткл 1, 2 и 5 мВ/дел |
±2,0 |
|
|
Диапазон установки постоянного смещения, В |
входное сопротивление 50 Ом |
± (от 1 до 5) |
|
входное сопротивление 1 МОм |
от ±1 до ±97,5 |
|
|
Пределы допускаемой абсолютной погрешности установки постоянного смещения, В |
±(0,005 исм + 0,15 дел- КотклХ где исм – установленное смещение, В |
|
|
Минимальный уровень синхронизации от входа внешнего запуска, мВ, не более |
300 |
|
|
Напряжение питания от сети переменного тока частотой (50±0,5) Гц или (60±0,5) Гц, В |
от 100 до 240 |
|
|
Г абаритные размеры (длина х ширина х высота), мм, не более |
403 х 142 х 189 |
|
|
Масса, кг, не более (без опций и аксессуаров) |
4,5 |
|
|
Рабочие условия применения: – температура окружающего воздуха, °С – относительная влажность окружающего воздуха при температуре 25 °С, % – атмосферное давление, кПа |
от 0 до 50 до 90 100 ± 4 |
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.
Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
Различные модификации
Простейшие виды ручных приспособлений представляют собой ножницы, блочные ручные резчики (опора, рычаг, ножи).
Строительный ручной станок для резки арматуры (гильотина) нужен при работе с малым, ограниченным количеством материала. Такой агрегат конструктивно аналогичен приводному электрическому механизму, но с меньшей установленной производительностью. Развиваемое рычагом усилие на режущей части позволяет обработку детали толщиной 0,4 – 2,5 см. Вес до 40 кг. Не требует энергозатрат, кроме физического усилия.
Более мощные и производительные модели весят до 0,57 т. На них устанавливают колеса для удобства перемещения. Режут изделия толщиной до 4 см.
Управление выполнением рубочных действий осуществляется рычагом или педалью.
Распространена конструкция установленного редуктора планетарного типа. Он имеет высокую износоустойчивость, достаточную мощность на выходе. Обрезка арматурных прутьев проводится специальным лезвием четырех/восьмигранной формы.
Рубка прута
Вертикальное движение ножа станок для рубки арматуры производит тихоходным эксцентриком. Двигатель раскручивает маховик, который дает импульсную нагрузку на обрезаемый фрагмент, срезая по плоскости неподвижного упора. Ножи изготовлены так, что позволяют использовать 4 режущих кромки для одновременной рубки нескольких деталей (пучка).
Гибка арматуры
Совмещенный станок для резки и гибки арматуры, предполагает в конструкции гибочный вал, двигающийся по внешней стороне будущего сгиба металлического прута. Стержень во время операции жестко фиксирована в упорных выступах. Передача от электрического двигателя происходит через 2 редуктора для создания гибочного усилия.
На производстве переносной гибочный узел существенно ускоряет процедуру, давая возможность вырабатывать несколько арматурных отрезков сразу. Расширенный функционал некоторых моделей включает изготовление спиралей, хомутов.
Профессиональный станок для резки и гибки арматуры позволяет подводить гибочный стержень, как справа, так и слева.
Виды ручных гибочных станков
Конструкция приспособлений по сгибанию арматуры (армированных прутов), предусматривает использование нескольких упоров (обычно их три) из стального материала и силового привода, в качестве которого могут выступать как различные рычажные механизмы, так и движение самих упоров. Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
Существуют два основных вида таких устройств: станки с механическим и с ручным приводом. Приспособления с механическим приводом изгибания, в качестве силового привода могут использовать как электрический, так и гидравлический способы. Гидравлический привод обеспечивает, более плавное изменение профиля арматуры, что позволяет достичь лучших и более точных результатов работы.
В конструкциях ручных устройств по сгибанию арматуры в качестве силового привода используют применение мускульной силы работника. С целью облегчения физической нагрузки, особенно при необходимости работы с изделием, которое имеет большое поперечное сечение, в конструкциях станков используется силовой рычаг. Этот рычаг за счет обеспечения большего плеча позволяет значительно облегчить работы по сгибанию армированных прутов.
В зависимости от конструкции, ручные приспособления по изгибанию арматуры можно поделить на так называемые условно ручные и ручные. К условно ручными станками изгибания армированных прутов, можно отнести приспособления, в которых для изменения профиля такого изделия используется механический привод, приводимый в действие ручной силой. Обычно такие устройства имеют в своей конструкции маховик, приводимый в движение физическим воздействием работника.
При работе с армированными прутами, которая имеет поперечное сечение свыше 16 миллиметров, существует необходимость использования приспособлений гибки такого изделия с механическим приводом. Поскольку усилия, которые необходимо прилагать для гибки такой арматуры, довольно значительны, а выполнения работ при ручном режиме, сопровождается большими физическими усилиями и может привести к неправильному и некачественному выполнению операций по сгибанию.
При работе с армированными прутами до 16 миллиметров, можно использовать ручные гибочные приспособления. Такие станки в зависимости от мобильности, условно можно разделить на два вида: стационарные и переносные.
Зависимо от траектории, прилагаемой для изгибания вектора силы, ручные станки так же можно разделить на те, что используют вертикальный вектор приложения силы и горизонтальный.
Устройства с вертикальным вектором приложения силы, позволяют осуществлять работы с большими диаметрами арматуры, поскольку более удобны для совершения значительной нагрузки за счет того, что могут использовать всю массу тела работника. Но с целью более аккуратного и подконтрольного сгибания армированных прутов небольших диаметров, целесообразней использовать ручные приспособления с горизонтальным вектором приложения силы.
Оборудование для правки, резки и гибки
Производство железобетонных изделий (ЖБИ) и конструкций связано с переработкой и применением большого количества арматурной стали. Арматурные изделия изготовляют как в арматурных цехах заводов ЖБИ и конструкций, так и на специальных арматурных заводах. В производстве арматуры принято выделять оборудование и линии, которые постоянно участвуют в технологическом процессе, а также машины и линии специального назначения. К первым относятся правильно-отрезные станки для заготовки мерных прутков стержневой арматуры; линии для заготовки стержневой арматуры; машины и оборудование для изготовления сварных сеток; станки для гибки сеток; установки для сборки пространственных арматурных каркасов и др.; ко вторым — машины для чистки и упрочнения арматуры и для изготовления арматурных каркасов труб; линии для производства закладных деталей и др. В отдельных случаях применяют индивидуальные виды оборудования.
Производство арматуры характеризуется технической оснащенностью арматурных цехов и заводов. Поэтому разработка и создание нового оборудования для производства арматуры должны идти по пути повышения степени механизации и автоматизации, разработки гибких технологий, повышения производительности и надежности, улучшения технико-экономических и эргономических показателей и применения микропроцессорной техники. Параметры разрабатываемых машин должны быть согласованы с техническими характеристиками арматурных изделий.
Этапы технологического процесса изготовления арматуры следующие: очистка, правка, упрочнение, отмеривание, резка и гнутье. Для изготовления арматурных изделий используется сталь различных видов и назначения: стержневая арматурная сталь классов А-I—А-V диаметром 6…40 мм; термически упрочненная сталь классов Ат-IV—Ат-VII диаметром 10…40 мм; холоднотянутая низкоуглеродистая сталь круглого (В-I) и периодического (Вр-I) профиля; высокопрочная проволока ВII и ВрII; прядевая арматура и стальные канаты.
На рис. 1 показаны различные виды арматурных изделий.
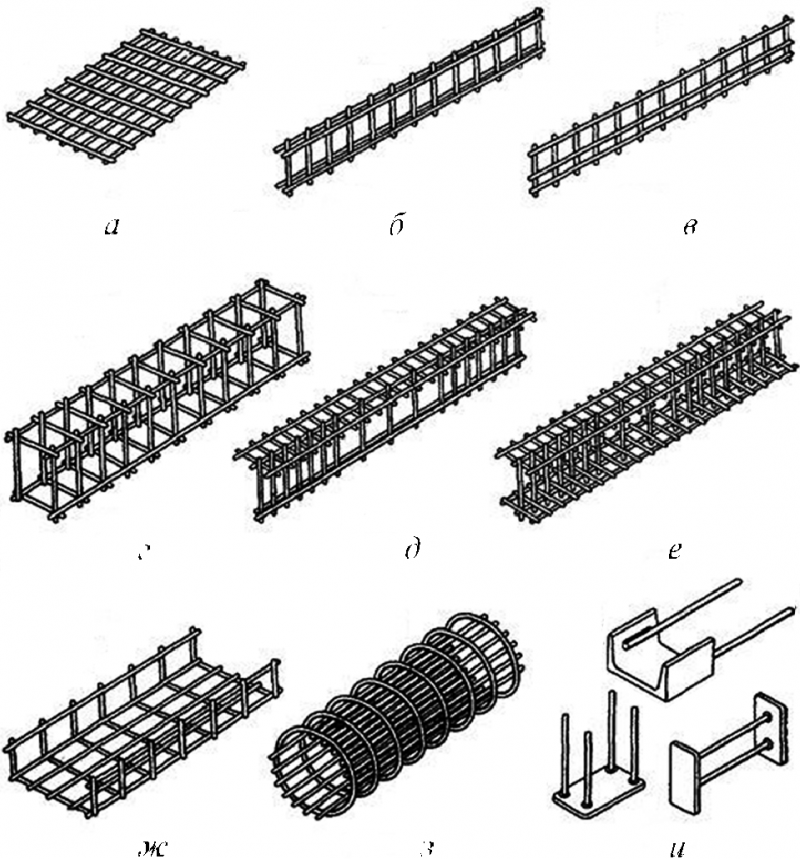
Рис. 1. Основные виды арматурных изделий: а — плоская сетка; б, в — плоские каркасы; г, д, е — пространственные каркасы; ж — гнутая сетка; з — каркас железобетонной трубы; и — закладные детали
Арматурная сталь класса А-I имеет круглую гладкую поверхность, а сталь остальных классов — поверхность периодического профиля. Сталь периодического профиля представляет собой стержни с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Сталь класса А-II имеет выступы, идущие по винтовым линиям с одинаковым заходом по обеим сторонам стержня, а сталь классов А-III, А-V, Ат-IV и Ат-VII — выступы, идущие по винтовым линиям, имеющим с одной стороны правый, а с другой — левый заходы. Сталь классов А-I и А-II диаметром до 14 мм и класса А-III диаметром до 10 мм включительно поставляется на заводы железобетонных изделий в мотках (бухтах) или прутках, а больших диаметров — в прутках. Стержни поставляются в связках (пакетах) массой до 15 т. Горячекатаная сталь в мотках поставляется массой до 100 кг.
Концы стержней из стали различных классов окрашиваются красками: Ат-ШС — белой и синей; А-IV — красной; Ат-IVС — белой и желтой; Ат-IVК — зеленой; А-V — красной и зеленой; Ат-V — синей; Ат-IVК — белой и зеленой; А-VIкрасной и синей; Ат-VI — желтой; Ат-VIК — зеленой и черной.
Сталь классов А-I—А-IV, В-I, Вр-I применяют преимущественно для ненапрягаемой арматуры, а сталь остальных классов и канаты — для напрягаемой.
Проволока классов В-I, Вр-I, ВзII и ВрII поставляется в мотках массой 20…100 и 500…1500 кг. Мотки проволоки классов ВII и ВрII имеют внутренние диаметры 1200, 2000 и 2500 мм.
Приводные станки, работающие от прутка
Характерные особенности технологии пластической деформации, которая реализуется на подобном оборудовании — последовательное выполнение переходов отрезки и последующей гибки, поскольку штамповка проводится из непрерывного материала. Поэтому количество переходов на таких станках — не менее двух (в некоторых моделях предусматривается также правка-калибровка отрезанных стержневых заготовок). Неавтоматизированная техника (например, станок для гибки арматуры СГА50) чаще применяется для гибки арматуры диаметром свыше 12…16 мм. Для гибки проволочной арматуры используют специализированные автоматы.
Станки для резки и гибки арматуры рассмотрим на примере гибочно-отрезных станков SB6-12 (КНР), выпускаемых по лицензии немецкой фирмы Schelle. Устройство агрегата включает в себя следующие узлы:

- Приемную кассету.
- Механизм подачи заготовок (роликового типа).
- Привод механизма реза.
- Отрезной ползун.
- Регулируемые упоры и фиксаторы.
- Пневмокомпрессор.
- Ползунки гиба.
- Электродвигатель.
- Компьютерный пульт управления со встроенным дисплеем.
- Сбрасыватель.
Работа станка для гибки арматуры происходит следующим образом. Предварительно оператор набирает программу гиба заготовки, после чего компьютером устанавливается требуемая длина реза исходной заготовки, а также ход гибочного ползунка с учетом пружинения материала и геометрической конфигурации готового изделия. С включением механизма подачи происходит одновременная правка прутка. При подаче до упора включается привод механизма реза, мерная заготовка отрезается и продвигается торцевой частью материала на позицию гибки, где фиксируется. Одновременно компрессором создается давление, необходимое для перемещения гибочного ползунка до полного обжатия материалом матрицы, профиль которой соответствует форме конечной детали. При обратном ходе ползунка сбрасыватель выводит изделие из зоны обработки, после чего оператор удаляет готовую деталь в тару.
Модель SB6 выполняет плоскую гибку, в то время как станки SB12 способны выполнять и пространственный изгиб материала. Оборудование может функционировать и в полностью автоматическом режиме, тогда функцией оператора является только заправка следующего прутка в кассету.
По подобной схеме может действовать и ручные арматурогибы с функциями отрезки и правки проката.
Дальнейшим развитием данного вида оборудования считаются полностью автоматизированные станки (например, AlbaDesa итальянского производства). Здесь в качестве сортамента исходного материала используется бухта, а процесс штамповки выполняется непрерывно. Производительность увеличивается, а габаритные размеры оборудования наоборот, снижаются (разматыватель бухты компактнее, чем кассета).
В практике производства гнутых арматурных изделий иногда нецелесообразно приобретать автоматизированное оборудование. Гибочный станок для арматуры весьма компактен, прост и отличается значительно меньшей стоимостью. Ограничением данной технологии является необходимость предварительной резки заготовок «в размер».
Типичным представителем данной техники являются отечественные станки для гибки арматуры СГА-1Э. Он предназначен для выполнения различных операций гибки штучных стержней, включая одно- и двухугловую гибку, загибку крюков, круговую гибку и т.д.
Данные станки для гнутья арматуры включают в себя:
- Сварную станину рамного типа.
- Электродвигатель.
- Инструментальную плиту.
- Привод с понижающим червячным редуктором.
- Управляющие кулачки.
- Гибочный диск, снабженный фиксирующим и рабочим пальцами (аналог пуансона).
- Неподвижный упорный палец (аналог матрицы), закрепленный на инструментальной плите.
- Электронный блок управления, которым цикл деформирования полностью автоматизируется.
 Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
Станок работает так. Кулачками выставляется требуемая конфигурация детали после штамповки. Мерная заготовка размещается и фиксируется в полости матрицы, после чего включается привод, и гибочный диск выполняет деформирование той части заготовки, которая находится между пальцами. При реверсе гибочного диска (выполняется по достижении требуемого угла гиба, за которым следит датчик угла поворота), рабочий палец высвобождает пруток. Диск останавливается, после чего готовая деталь извлекается из зоны обработки.
У гибочного станка СГА-1 допускается изменять профиль рабочих роликов (например, на квадратный), что делает описанное оборудование достаточно универсальным. Схожий принцип действия имеет и ручной станок для гибки арматуры. Таким образом, все гибочные станки для производства деталей арматуры являются оборудованием ротационного действия.
Ручной станок для гибки арматуры своими руками
Подобные устройства обладают простой конструкцией. Благодаря этому изготовление своими руками не является сложной задачей. Перед началом работы рекомендуется ознакомиться с чертежами готовых устройств.
Основой для станка выбирается металлическая станина. К ней с помощью сварки крепят металлический уголок или прут круглого сечения. Если планируется гнуть толстую арматуру (диаметр которой находится в пределах от 6 до 12 мм), ножки станины должны быть прочно закреплены на полу. Но бывают случаи, когда планируется сделать станок переносным. В таком случае все элементы конструкции должны быть зафиксированы на массивной плите. Сама плита перед использованием должна быть надежно зафиксирована. Сделать это можно с помощью болтов или специальных штырей, которые привариются к нижней части устройства.

Поворотная платформа является вторым элементом, необходимым для изготовления станка. К ней приваривают еще два штыря и рычаг. Центральный и гибочный валы должны располагаться на некотором расстоянии друг от друга. Этот интервал выбирается в зависимости от максимального диаметра арматуры, которая будет гнуться на данном станке. Кроме того, отступать несколько сантиметров необходимо и от края. Такой прием позволит правильно распределить нагрузку. После того как прутья полностью закреплены, по краям заготовки срезается фаска под углом 45 градусов.
Особую осторожность в процессе строительства необходимо уделять процессу сварки. Именно от него будет зависеть качество всей конструкции
Поэтому для качественного выполнения работ устройство надежно закрепляется с помощью тисков. По мере возможности сварочные швы лучше заменить креплением с помощью болтов. Это позволит в случае необходимости перенести устройство.
Станок для арматуры больших диаметров
В том случае, если планируется гнуть арматуру больших диаметров, можно использовать немного измененную конструкцию. Она представляет собой два отрезка стальной трубы. Чем толще арматура, тем длиннее берется труба. Работает подобное устройство очень просто. Один конец прута вставляется в трубу и фиксируется там. На второй конец прута одевается другая часть трубы.
Одна сторона опускается на землю и придавливается ногой. Вторая часть поднимается вверх. При этом поднимается и арматура, находящаяся внутри.
Это наиболее простой вариант мобильного станка. Он обладает незначительными размерами и массой. Благодаря этому они не мешают передвигать или переносить станок в другое место. На другом месте достаточно закрепить устройство к основанию. Для этого используют болтовые соединения.

Программное обеспечение
Осциллографы имеют встроенное программное обеспечение (ПО). Метрологически значимая часть ПО осциллографов представляет собой программный продукт «05.810». ПО автоматически определяет децимальный и серийный номера осциллографа при запуске. Идентификационные данные (признаки) метрологически значимой части ПО указаны в таблице 2.
Таблица 2 – Идентификационные данные (признаки) ПО
|
Наименование ПО |
Значение |
|
Идентификационное наименование ПО |
05.810 |
|
Номер версии (идентификационный номер) ПО |
05.810-02.500-03800 |
|
Цифровой идентификатор ПО (контрольная сумма) |
– |
Защита ПО от непреднамеренных и преднамеренных изменений соответствует уровню «Высокий» по Р 50.2.077-2014.
Гибка арматуры без специального устройства
Когда нельзя использовать станок для сгибания арматуры, некоторые стараются выполнить процедуру, используя подручные средства. Однако тут нужно помнить, что подобная самодеятельность может стать причинной получения серьезных травм: арматура может отпружинить и нанести увечья.
При хорошей физической форме гибка арматуры может быть произведена без станка, если диаметр прутка не больше 8 мм. Но есть большая вероятность того, что сгиб будет чрезмерно большим, и гнутый пруток не будет отвечать предъявленным к нему требованиям.
Заметно улучшить результат позволит самодельное устройство из двух стальных труб, при помощи которых в домашних условиях может быть выполнено даже сгибание прутков большого диаметра. Увеличить диаметр арматуры позволит использование очень длинных труб.
Схема работы самодельного гибщика арматуры довольно проста: один конец арматуры фиксируется в одной трубе, а вторая труба надевается на свободный конец прута. Чтобы согнуть прут, наступают на одну из труб, вторую же вместе с концом арматуры, находящейся в ней, поднимают вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, врыть в землю или даже забетонировать.
Оборудование арматурного цеха
Для предварительной обработки арматуры применяют станки для очистки, упрочнения, волочения, сплющивания, гибки арматуры, правки и резки.
Производство арматурных изделий в арматурных цехах заводов организовано в основном по агрегатно-поточной технологии с частичным использованием конвейерного способа на отдельных участках (линиях), например на линиях по изготовлению сварных арматурных сеток. Степень механизации и автоматизации зависит от номенклатуры арматурных изделий, сложности и объема их производства, типа применяемого оборудования и технико-экономических показателей производства. На рис. 2 показана схема компоновки оборудования арматурного цеха завода ЖБИ.
При изготовлении ненапрягаемой арматуры технологический процесс складывается из следующих операций, выполняемых в определенной последовательности с использованием соответствующего оборудования: разгрузки, складирования и хранения арматурной стали в закрытых складах, оснащенных мостовыми кранами; резания стали по длине на прави´льно-отрезных станках и на ножницах; стыковой сварки на стыкосварочных машинах; гибки стержневой арматуры на универсальных гибочных станках; сварки арматурных плоских сеток на многоили одноточечных сварочных машинах; гибки сеток на гибочных машинах; сборки и сварки объемных арматурных каркасов в кондукторах на сборочно-сварочных установках; комплектации и хранения арматурных изделий в контейнерах; транспортирования арматурных изделий в формовочные цеха с помощью мостовых кранов, кран-балок, консольных кранов, роликовых контейнеров, передаточных тележек, электрокаров или специальных контейнеров; изготовления сварных закладных деталей с помощью пресс-ножниц, прессов, сверлильных и гибочных станков; дуговой сварки, пескоструйных аппаратов и установок противокоррозионного покрытия алюминием или цинком. Покрытие наносят горячим напылением или гальваническим способом.
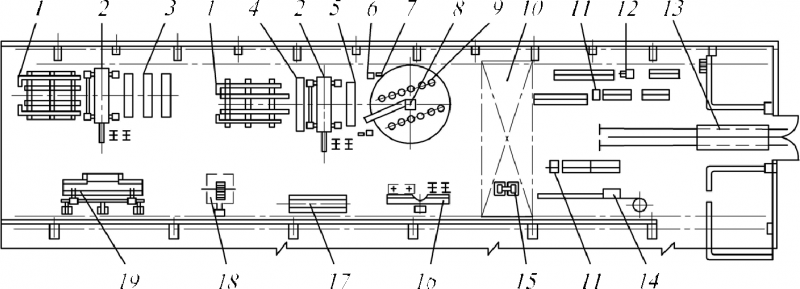
Рис. 2. Схема компоновки оборудования арматурного цеха завода ЖБИ: 1 — пакетировщик; 2 — многоточечная сварочная машина; 3 — стол; 4 — ножницы для поперечной резки сеток; 5 — прави´льное устройство; 6, 12 — стыкосварочная машина; 7 — электроточило для зачистки грата; 8 — консольный кран для установки мотков; 9 — бухтодержатели; 10 — мостовой кран; 11 — станок для резки прутков; 13 — самоходная тележка; 14 — прави´льно-отрезной станок; 15 — станок для гибки арматурных стержней; 16 — одноточечная сварочная машина; 17 — машина для гибки арматурных сеток; 18, 19 — соответственно горизонтальная и вертикальная установки для сборки арматурных каркасов
При заготовке напрягаемой арматуры первые три операции совпадают с операциями изготовления ненапряженной арматуры. Однако сталь из мотков, как правило, перерабатывается не на правильно-отрезных станках, а на специальных линиях, обеспечивающих заданную точность по длине прутков. Остальные операции следующие: высадка анкерных головок или изготовление анкеров других типов; натяжение арматуры с помощью электронагрева или гидродомкратов; отрезка концов арматуры после твердения бетона с помощью газорезки или машин с вращающимися дисками. В некоторых случаях для повышения механической характеристики стали ее упрочняют вытяжкой на специальных линиях, оснащенных гидродомкратами или специальными машинами. При разработке технологической схемы изготовления арматурных изделий в арматурном цехе завода необходимо учитывать поточность производства отдельных видов рабочих операций и по возможности не допускать встречных потоков. Наибольшее распространение получили арматурные цехи мощностью 1…3 тыс. т арматуры в год, которые оснащаются линиями и станками, позволяющими механизировать все основные процессы изготовления арматурных изделий.
Список источников
- all-pribors.ru
- www.syl.ru
- tokar.guru
- stankiexpert.ru
- metmastanki.ru
- extxe.com
- WikiMetall.ru
- stanki-katalog.ru






















