
Как заточить дисковую пилу своими руками
Заточить пилу в домашних условиях можно совершенно самостоятельно. Для этих целей нет необходимости посещать мастерскую для использования специализированного точильного станка или приобретать его. Он довольно дорогостоящий, а для заточки используется в редких случаях, если вы конечно не планируете использовать его в крупных производственных целях.
Но удерживать пильные диски в руках в процессе заточки зубьев шлифовальным кругом — не самое лучшее решение. Циркулярные диск — это не сверло, она гораздо габаритней. Никакая твердость рук и отменный глазомер не позволит, сделать заточку так, чтобы режущие элементы были достаточно острыми и пригодными для эффективного использования. Для этого нужно предусмотреть самое простое фиксирующее приспособление.
Положение ее поверхности должно соответствовать уровню осей на заднем диске. Размещение зубчатого круга осуществляет на подставке так, чтобы затачиваемая плоскость зуба была перпендикулярна к полотнам пильного диска. Чтобы заточить скошенные зубья по передним и задним поверхностям нужно предусмотреть подвижные шарниры в данном приспособлении.

Но в таких случаях довольно сложно выдерживать одинаковые величины переднего и заднего угла заточки инструмента. Для устранения данной проблемы, необходимо выполнить жесткую фиксацию центра пилы согласно нужного положения по отношению к точильному кругу. Выполняется это при помощи пазов для оправки, которая монтируется на подставку с размещением на ней затачиваемых пил, либо посредством установки на подставку специального упора, который закрепит пильный диск согласно требуемого угла к абразивному камню.
Если придерживаться всех требований, которые предъявляются к затачиванию твердосплавной циркулярной пилы, то этот инструмент будет работать максимально эффективно на протяжении длительного периода времени.
Заточка пилы циркулярки. Как заточить диск для циркулярки
Пильные диски для циркулярок делают из высококачественного и крепкого металла, на них напаяны пластинки из различных твердых сплавов.
Зубцы имеют разнообразные в плане геометрии формы:
- С прямой формой зубьев
- Косые зубья.
- С зубьями трапециевидного вида.
- Зубцы с конической формой.
Вы приобрели циркулярную пилу и после некоторого времени работы диск затупился. И теперь вы задаетесь вопросом – как заточить циркулярку? Ниже мы попытаемся все просто объяснить.
Как правильно затачивать пильный диск
Прежде всего, надо иметь в виду, что в основном зубья изнашиваются на верхней режущей кромке, она во время работы округляется. Толщина округленного слоя может достигнуть от 0,1 до 0,4 мм, очень быстро и затупляется и передняя грань поверхности кромки.
Для правильной и грамотной заточки пилы циркулярки вам потребуется: специальный станок для затачивания и маятниковый угломер.
Правильная заточка циркулярки с прямыми зубцами выполняется по плоскости располагающейся спереди. Для этой цели диск устанавливается в оправку находящуюся в горизонтальной плоскости.
https://youtube.com/watch?v=MMHCNVJeXKw
Далее воспользовавшись винтами для регулировки, установленными на оборудовании для затачивания инструмента, требуется установить необходимый для правильной заточки угол. Дисковая пила должна перемещаться с наиболее плотным прилеганием к поверхности наждачного диска.
Толщина стачиваемого наждачным кругом слоя регулируется силой прижимания диска пилы к абразиву. После затачивания первого зубца, диск пилы отводится от наждачного камня, переставляется на один шаг и действия продолжаются таким же образом до заточки всех пластинок из твердосплавного материала.
Правильное затачивание пильного диска
Заточка дисков циркулярки со скошенной поверхностью напайки из твердосплавного материала производится по задней ее плоскости и по передней. Отличается такой способ затачивания от заточки дисков с прямой поверхностью тем, что пилу требуется располагать под углом соответствующим углу наклона зубьев.
Чтобы знать, как заточить пилу на циркулярку, проводите поэтапно такие действия:
- Ставить требуемый угол нужно с помощью маятникового угломера;
- Сразу устанавливается угол с положительным значением: +6, +8, +10 и т. д.
- Затачиваются пластины через одну, пройдя по кругу, у вас будет наточена первая половина пластинок, после этой операции угол наклона изменяется на противоположный, и начинают заточку другой половины пластин зубьев.
Заднюю часть напаянных пластинок наточить намного труднее, для этой операции требуется специальный станок, в котором можно устанавливать циркулярный диск, таким образом, когда задняя плоскость зубьев диска располагается параллельно плоскости наждачного камня.
Заточка без станка
Многих интересует вопрос – как заточить пилу на циркулярку без специального станка? При необходимости и когда нет специального оборудования для заточки дисков его можно заточить, используя подручные средства.
Как заточить для циркулярки используя наждачный станок? Для удобства работы необходимо изготовить приспособление, которое даст возможность фиксировать пильный диск в требуемом положении относительно наждачного круга установленного на станке. Для этой цели можно использовать обычную пластину из металла поверхность, которой расположить на одном уровне с осью наждачного круга.
На пластину укладывается диск от циркулярки и закрепляется в нужной плоскости к поверхности. Закреплять его можно при помощи болтов, которыми можно будет производить и регулировку угла наклона диска.
Проверить качество сделанной заточки можно при осмотре заточенных пластин, нужно визуально осмотреть поверхность, при правильной заточке не должно быть сколов, разных трещин и должны отсутствовать блики на поверхности заточенных мест. Радиусы закругления режущих кромок должны быть в пределах: 0, 010-0,014 мм.
При соблюдении всех рекомендаций по выполнению заточных работ, можно с уверенностью работать на циркулярной пиле не заменяя пильных дисков на новые. Вновь заточенная режущая часть дисков будет качественно распиливать необходимые материалы и изделия без порчи их поверхностей. Что позволит вам значительно сэкономить денежные средства на приобретение новых дисков.
Определение и предназначение циркулярной пилы
Дисковая, или циркулярная пила — это инструмент, рабочая поверхность которого представляет собой диск. Этот диск может быть различной толщины и различного диаметра, в зависимости от назначения. По краям диск снабжен острыми зубцами, которые могут иметь различную форму, например:
- Прямые вертикальные зубцы;
- Скошенные зубцы;
- Зубцы в форме трапеции;
- Зубцы, напоминающие конус.
Она используется в тех случаях, когда нужно распилить большой объем древесины. Ей удобно работать как с твердыми, так и с мягкими породами дерева. А также при помощи её можно обрабатывать фанеру и древесно-стружечную плиту. Когда диску сообщают вращение, зубцы врезаются в материал и начинают его распиливать. Опытные пильщики утверждают, что работать с циркулярной пилой намного проще, чем с классической, представляющей собой горизонтальную пластину из металла с зубцами и одной (двумя) пластмассовыми ручками.
Дисковую пилу часто используют:
- На пилорамах;
- На строительстве деревянных домов;
- Во время ремонтных работ в городских квартирах;
- На заготовке леса.
Рабочая поверхность такого инструмента обычно имеет твердосплавные напайки. Эти напайки используются для того, чтобы зубцы не деформировались при распиловке твердых пород дерева. Однако, рано или поздно зубцы у любой дисковой пилы затупляются. Если этот момент наступил, значит, пора затачивать инструмент.
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства
Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
|---|---|---|---|---|---|---|
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.

Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
Видео «Как заточить пильный диск своими руками»
Показательное видео по выполнению самостоятельно заточки режущего пильного диска.
Циркулярная (дисковая) пила – незаменимый инструмент, без которого не обойтись при проведении ремонтных работ, строительстве деревообработке или заготовке дров.
От качества её заточки напрямую зависят качество и точность распилов и срок службы пилы.
Для заточки пилы потребуются:
Напильник, тиски, деревянный брусок, маркер, некоторое время и хорошее настроение:)
Настроение ещё больше поднимется, когда вы почувствуете разницу между работой с тупой и с хорошо наточенной пилой.
Поддержание пилы в наточенном состоянии особенно важно для маломощных циркулярных пил. Тупой диск увеличивает нагрузку на электродвигатель, который, перегревшись, может выйти из строя.
признаки износа пилы, являющиеся сигналом к тому, что ее требуется заточить:- необходимо прикладывать большее усилие при пилении;- подгорают края пропила, появляется запах гари и темные следы на матениале от зубьев пилы;- повышенный нагрев электродвигателя (может появиться дым).
- Перед заточкой зубья пилы обязательно разводят. Разводка зубцов производится или специальной “разводкой” с ограничителем, или металлической пластиной с прорезями.
- Заточку дисковой пилы производят сначала с задней поверхности зуба, которая при работе не соприкасается с обрабатываемым материалом. Затем затачивают переднюю поверхность, которая при пилении набегает на материал. Точить диск можно прямо в станке, а можно и вынуть его для заточки в тисках.
- При заточке в станке убедитесь что станок обесточен и случайно не запустится. Зафиксируйте диск, подложив с обеих его сторон тонкие деревянные бруски и прижав их к зубьям пилы.
- Пометьте маркером (фломастером) зуб, с которого начали заточку. Затачивая первый зуб, запомните количество движений напильником и старайтесь остальные зубья точить с таким же усилием и тем же количеством движений.
- Если же вы решили снять диск со станка, зажмите его в тисках с помощью деревянных плашек и проделайте описанные в пп 3-6 шаги. По мере заточки зубьев проворачивайте диск в тисках.
- По окончании заточки всех зубьев вставьте диск в станок, включите его в сеть и распилите пробный деревянный брусок. Сильный шум, биение или неровная подача материала свидетельствуют о разности зубьев пилы по высоте. Для проверки этого, к режущей кромке поднесите маркер, а затем проверните диск на полный оборот в сторону, обратную направлению вращения. Осмотрите диск. На каждом зубе останется отметина, которая позволяет выявить зубья, отличающиеся от других по высоте. Аккуратно уменьшите напильником высоту выступающих зубьев.
- Конечно, лучшее качество заточки достигается на специальных точильных станках, но они не всегда могут быть доступны мастеру в домашних условиях.
Видео
:
Как определить угол заточки дисковой пилы
 Геометрия твердосплавных напаек
Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Как сделать станок для заточки пил своими руками
В большинстве своем народные умельцы не ставят целью создать полноценный самодельный станок, предназначенный для различных диаметров и видов дискового инструмента. Как правило, ими собирается самое простое приспособление из подручных средств, предназначенное только для заточки собственных пил, которых у них чаще всего не более двух-трех разновидностей.
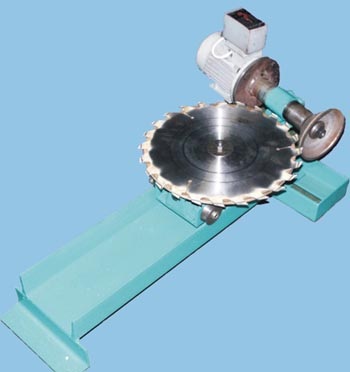
В Интернете предлагают за небольшие деньги приобрести чертежи заточного станка для дисковых пил, который выглядит вполне профессионально (см. фото ниже).

Судя по внешнему виду, многие детали для него нужно заказывать на стороне, причем с токаркой и фрезеровкой. На практике (есть видеоролик на YouTube) полный цикл обработки на таком станке одного зуба с переходом на другой занимает не менее 30 секунд. Для сравнения можно посмотреть скорость заточки на самоделках в видеороликах ниже.
Одно из самых распространенных решений при изготовлении самодельного заточного станка (в том числе и у зарубежных мастеров) — это использование платформы из толстой фанеры, которая по направляющим вместе с пилой надвигается на обычное электроточило с заточным кругом.
В видеоролике ниже показана именно такая конструкция, в которой использованы мебельные направляющие для выдвижных ящиков.
Это устройство изначально сориентировано на заданный угол заточки, а глубина подачи в нем выставляется двумя упорами. Позиция зуба после поворота фиксируется храповым механизмом, который в этой самоделке является самым сложным узлом.
Ниже еще один ролик с самодельным станком, сделанным по тому же принципу
Обратите внимание на скорость установки и заточки
Другой пример относится к изделию, которое народный умелец собрал в полном смысле этого слова из металлолома. Кроме переходника на вал двигателя и тарельчатого алмазного круга, в этом станке все остальные детали изготовлены из вторчермета. Выглядит станок неказисто и несколько неустойчив, что признает и сам автор. Однако его универсальность впечатляет, да и используется он для профессиональных целей (похоже, что установлен в пилоточке при пилораме).
Пользоваться такой конструкцией без определенных навыков наверняка неудобно, но ее создатель судя по всему является профессиональным заточником.
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Заточка пилы
Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Разновидности заточки режущих зубьев
Для лучшего понимания того, как производится заточка дисковых пил, нужно изучить особенности и строение тех частей инструмента, посредством которых осуществляется распиливание материала. Режущие зубья представляют собой основной элемент, участвующий в распиливании древесины.
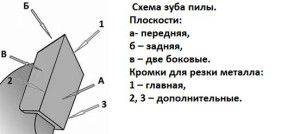
Выполняются они из твердосплавного металла. Режущие зубья состоят из 4-х рабочих плоских поверхностей: передней (а), задней (б) и двух боковых плоскостей (в), у которых вспомогательная роль. Посредством одной главной (1) и двух дополнительных (2 и 3) режущих кромок образовываются линии пересечения, каждой указанной рабочей плоскости.

В зависимости от своей конфигурации дисковая пила может иметь различные виды режущих зубьев:
- Прямой тип зубьев. Зачастую используется при ускоренном продольном пропиливании. Не обладают идеальным качеством распила.
- Скошенный (косой) тип зубьев. Имеют характерный угловой обрез на правых и левых задних поверхностях. В некоторых случаях диски имеют зубья с разной стороной скоса, которые чередуются по всей окружности пилы. Используя такие диски можно распиливать древесину, ДСП и различную пластмассу. Большой угол скоса обеспечивает качественный пропил без скола на режущей кромке.
- Трапециевидный тип зубьев. По сечению режущих поверхностей обладают трапециевидной формой. Такая конфигурация позволяет работать без затупления на протяжении длительного периода времени. Нередко диск имеет прямые зубья, которые чередуются с трапециевидными. В таких случаях трапециевидный элемент играет основную роль при черновом распиливании, тогда как при помощи прямого типа зубьев выполняется чистовая обработка.
- Конический тип зубьев. Обладают конусообразным видом. Как правило, выполняют вспомогательную функцию для предварительных надрезов на ламинате. Коническим типом зубьев осуществляется обработка указанного напольного покрытия. Такая пила позволяет не допустить сколы на материале, как это часто случается при использовании основной пилы.
Разновидности станков для заточки дисковых пил.
Сам термин «станок для заточки дисковых пил» – это наименование довольно широкой группы оборудования, представленного как самыми простыми станками, где все операции производятся в ручном режиме, так и полностью автоматическими станочными линиями, вообще не требующими применения сил мастера.
Все существующие станки можно условно разделить на две больших категории:
- станки для использования в быту;
- станки профессионального назначения.
Но когда говорят об условности этого деления, имеется в виду, что отличаются эти станки друг от друга исключительно производительностью, а если быть более точным – временем непрерывной работы. Так станки, которые применяются в быту, могут непрерывно работать без опасений для собственной «жизнедеятельности» лишь в течение 15-20 минут, после чего им необходимо в течение примерно такого же времени «отдохнуть». Что касается профессионального оборудования, то оно рассчитано на работу в течение полной рабочей смены, то есть 8 часов, требуя при этом лишь двух перерывов примерно на 15-20 минут.

Вообще, каждый производитель подобных станков имеет свои критерии деления всей своей продукции на различные категории — кто-то обращает внимание на конструкцию, кто-то на запас надежности станка, а кто-то даже на то, насколько высок спрос на ту или иную марку станка на рынке. Что касается оснащения данных станков, то здесь также выделяют две группы:
Что касается оснащения данных станков, то здесь также выделяют две группы:
- станки, оснащенные абразивными точильными кругами;
- станки, оснащенные шлифовальной лентой.
Наиболее распространены все же станки с кругами (или дисками), а станки со шлифовальной лентой в большинстве случаев используют при промышленном объеме заточки дисков, с их помощью дисковые пилы «доводят до ума», выполняя на них чистовую шлифовку пильных дисков.
Круги для заточных станков могут иметь различные характеристики, касающиеся:
- толщины (она может колебаться в пределах от 16 до 40 мм);
- наружного диаметра (от 125 до 250 мм);
- посадочного отверстия (наиболее распространенными являются круги с отверстием 12.7, 16, 20 и 32 мм);
- материалов (наибольшим спросом пользуются корундовые круги).
Выбор заточного круга основывается на том, с какими конкретно дисковыми пилами должна проводиться работа. Совсем иначе дело обстоит со шлифовальными лентами: лента в первую очередь должна соответствовать типу используемого для заточки пильных дисков станка по ширине и длине. А разнообразие применяемых лент здесь касается исключительно количества зерен, присутствующих на поверхности ленты.
Стоимость заточки дисковой пилы — от 150 до 450 рублей
При появлении признаков затупления, требуется срочная заточка дисковых пил. Признаки затупления следующие: при распиловке древесины нужны физические усилия выше, чем при остро заточенной пиле; появляется нагар, темные следы по краям пропила и запах гари; предохранительный кожух на поверхности двигателя нагревается, возможно образование дыма.
 |
|
 |
Пильные диски с металлическими напайками намного долговечнее |
|
Твердый металл напаек склонен к появлению сколов и трещин при несвоевременной заточке |
Заточка дисковой пилы вручную
Начать заточку следует с обратной поверхности, которая обращена к материалу, при этом удобнее затачивать, если не вынимать диск из станка. Станок необходимо обесточить на время заточки. Чтобы обеспечить более надежную фиксацию диска, лучше закрепить его двумя деревянными брусками, подложенными с обеих сторон. Отметьте ярким маркером зубец пилы, с которого начнете заточку. Наточить нужно все до единого зубца равномерно, с одинаковым нажатием на напильник и одинаковым количеством движений.
После всей проведенной процедуры, когда наточены все зубья пилы одинаково, нужно вставить диск на свое место и попробовать обработку деревянного бруска. Проверьте, нет ли постороннего шума или вибрации, возможно зубья заточены неравномерно и исправьте погрешности заточки.
Заточка дисковых пил при помощи точильных станков
 Более качественно проводится заточка при помощи точильных станков, они имеются в специализированных сервисах и мастерских.
Более качественно проводится заточка при помощи точильных станков, они имеются в специализированных сервисах и мастерских.
Если диск пилы затупился, необязательно покупать новый. После процедуры заточки пила
будет работать с такой же производительностью, как и новая, только заточка обойдется вам гораздо дешевле покупки нового диска.
Заточка дисковой пилы в мастерских проводится при помощи алмазных кругов, это необходимо потому, что зубья пилы изготовлены из твердых сплавов, алмазный круг позволяет снимать минимальный слой металла. А это означает, что пилу можно будет затачивать много раз без ущерба ее пригодности для последующей работы.
По-другому дисковые пилы называются циркулярными. Невозможно нормально работать тупой пилой, начинают появляться сколы и погрешности на обрабатываемом материале.
Затачивают дисковые пилы на специальном оборудовании, выставляя для каждого диаметра пилы свой нужный угол. Это дает гарантию, что пила после такой заточки будет работать не хуже новой.
Необходимо точно учитывать, какой угол заточки необходим для каждой конкретной пилы, это требует высокой точности от заточника. Нужно учитывать, для какого материала предназначена каждая пила – для дерева, пластика или другого материала.
Поэтому лучше всего рекомендуется обращаться к профессионалам, специально подготовленным специалистам в области заточки дисковых пил. Этим вы можете сэкономить не только время, но и средства. И насладитесь в полной мере результатом своей работы, полученным в результате использования хорошо наточенной дисковой пилы.
Какие зубья бывают на режущих насадках
В основе любого режущего устройства лежат зубья, качество заточки которых влияет на эффективность и производительность. Зубья на насадках изготавливают непосредственно из твердосплавных материалов. Для повышения срока службы, на зубья наносятся напайки из победита, что позволяет продлить ресурс рабочей насадки в 5-6 раз.
Количество режущих зубьев на круге зависит от его диаметра. Зубцы состоят из передней и задней части, которые отличаются по конструкции, а также боковой. Зубья по внешнему виду (геометрии) классифицируются на следующие виды:
- Прямые — разновидность зубьев, применяемые для продольного распила листового материала
- Трапециевидной формы — режущие звенья имеют вид трапеции, что является преимуществом — они нуждаются в заточке очень редко
- Скошенные звенья — самый распространенный вид зубьев, который характеризуется наличием углового скоса на задней или передней части. Такая конструкция позволяет производить распиливание не только древесины, но и прочих видов материалов, как ДВП, ДСП, фанера и даже пластик
- Конические — имеют вид конуса, но их главный недостаток в быстром притуплении, поэтому нуждаются в частой заточке. Применяются не только для поперечного, но и продольного распиливания листового материала
Производители также выпускают диски для циркулярных пил с активными и пассивными звеньями. В зависимости от вида зубьев, различается процесс их заточки. Чтобы правильно наточить зубья на циркулярной пиле, понадобится правильно определить угол их заточки.
Определение степени износа и угла заточки
Дисковые пилы, рано или поздно, теряют во время эксплуатации свои ТТХ, продлить эффективно срок службы инструмента возможно, если правильно его вновь заточить. Операция эта несложная, сделать работу во многих случаях можно самостоятельно.
В первую очередь следует обладать представлением: какие параметры имеет рабочий диск агрегата
Второй по важности параметр – это угол заточки, какие параметры имеет сам зубец


Прежде чем начинать работать, следует протестировать инструмент, понять насколько актуально его восстановление. Следует осмотреть диск, сняв его со станка. Важным показателем является изменение размеров, это видно даже при беглом осмотре.
Сами «набалдашники» делаются из сверхпрочной стали марки:
- 9ХФ;
- 50 ХВА;
- 65Г.
А также используются некоторые другие марки стали.
Этот материал выделяется своей прочностью и износостойкостью, однако он тоже требует профилактической обработки.
Сами зубья имеют стандарт, прописанный в ГОСТ 9768-78, однако у каждого производителя существует дифференциация в углах наклона и формы.
За неимением шаблона определять параметры зубьев необходимо будет самостоятельно. Для этого существует инструмент – маятниковый угломер. С помощью этого инструмента можно точно выстроить угол заточки.

Еще один вариант – это взять новый диск и использовать его как шаблон. Следует взять лист плотного картона, прорисовать на нем с помощью карандаша точные очертания. Затем с помощью маятникового замерителя углов следует установить точную конфигурацию напаек. Этот образец рекомендуется сохранить, с ним можно будет работать в дальнейшем, используя в качестве эталона.
После окончания работы необходимо будет протестировать полученный образец, сравнив с эталоном. Угол наклона в таких пилах колеблется от 15 до 25 градусов.

Следует учитывать при начале работы: передний угол может иметь отрицательное значение. Подобные модели употребляются для работы с листами ПВХ, а также с мягкими металлами.
Заточка вручную
За неимением станка заточку можно провести напильником
Для этого важно четко зафиксировать диск. Это делается при помощи тисков
Если полотно не снимать с циркулярки, то можно обойтись без них. Между зубьями вставляются бруски, а инструмент упирается в вертикальную плоскость.
В любой точке круга маркером делается отметка. Так будет понятно, когда работа будет завершена. Обработка ведется плоским напильником, который хорошо входит между зубьями. Наибольшему износу подвергается верхняя кромка зуба и его передняя грань.
Сначала работа ведется с задними поверхностями зубьев по всему кругу. На втором этапе приступают к заточке передних граней
Важно помнить, что прилагаемое усилие должно быть одинаковым, тогда и все зубья будут равномерно заточены
Заточку диска циркулярки реально провести в домашних условиях. Для этого лучше приобрести простой станок. В его отсутствие можно воспользоваться тисками или самодельными упорами. По окончании работы проверить инструмент. В процессе распила его работа должна быть ровная и тихая.
Как выполнить заточку
Важно знать
Сборка самодельного точила
Время от времени нужно затачивать режущий элемент дисковой пилы. Заточка циркулярной пилы
требует определенных знаний, специального оборудования. Существуют станки, предназначенные для этих целей.
Как станком заточить диск
Для восстановления целостности режущих дисков используется два способа – это ручной и автоматизированный. Ручным методом выполнять процедуру не только сложно, но еще и требуется много времени. Именно поэтому имеет смысл купить заточной станок для пильных дисков или же изготовить устройство самостоятельно.
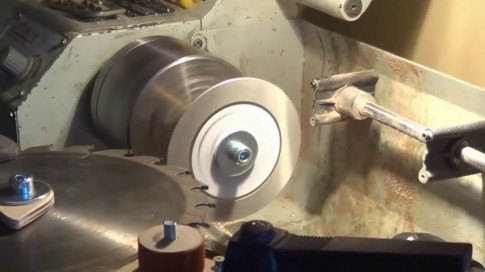
Простым приспособлением для заточки пильных дисков считается точило или наждачный станок, на валу которого нужно закрепить специальный круг – алмазный, эльборовый, а также из напыления карбида кремния. Сложность реализации процесса в том, что затачиваемую оснастку необходимо зафиксировать в неподвижном положении, поэтому держать диск в руках при его заточке не рекомендуется. Это не только опасно, но еще и способствует снижению качества заточки.

Это интересно!
Перед тем, как приступать к реализации работ, необходимо очистить поверхность затачиваемой оснастки от нагара. Для этого можно использовать керосин, солярку или промышленные очистители. Если не произвести очистку, то производительность насадки удастся восстановить до 75%-80%.
Инструкция по правильной заточке режущих дисков для циркулярных пил:
- Каждый зуб, который подвергается заточке, должен располагаться перпендикулярно к полотну
- Принцип заточки заключается в том, что к вращающемуся полотну (алмазному кругу), необходимо подводить каждый зуб диска
- От величины усилия прижима зависит количество снимаемого слоя металла. Чем больше износ или стертость зубьев, тем сильнее следует прижимать оснастку к полотну
- Аналогичным способом выполняется процедура для каждого звена
Чтобы выполнять заточку дисков от циркулярных пил, для этого не обязательно покупать специальное оборудование. К домашнему точильному станку нужно приделать стойку, которая состоит из неподвижной и подвижной части, а также крепление. При помощи такого приспособления можно легко и быстро выполнять затачивание в домашних условиях.
Задача усложняется, когда необходимо выдержать соответствующий угол затачивания. Чтобы модернизировать и расширить функционал установки, понадобится изготовить регулятор наклона подвижной подставки. В качестве регуляторов используются болты с гайками, за счет которых можно выставить необходимый угол наклона подставки.

Подвижная подставка представляет собой квадратную рамку, в центре которой располагается фиксатор для установки диска. Фиксатор имеет одинаковый диаметр с затачиваемой оснасткой. В подставке делается паз, через который выполняется выдерживание необходимого угла заточки. Производить работы по затачиванию не трудно, поэтому при частых работах с обработкой древесины циркулярной пилой, изготовить заточной станок необходимо обязательно.
Заточка циркулярных пил своими руками – цена вопроса и надежность исполнения
Циркулярная пила (современное наименование – дисковая пила) гораздо более эффективный инструмент в сравнении с сабельными, продольными и цепными. Качество распила и удобство работы не вызывает сомнений. С помощью дисковой пилы можно идеально ровно раскроить заготовку большой площади, производить распилы под разными углами и работать с самыми разными материалами.
Дисковая пила позволяет с одинаковой точностью и качеством производить распил материала как вдоль, так и поперек волокон. Разумеется, получить чистый распил, можно лишь при правильно заточенных зубьях. Циркулярные пилы подразделяются на три категории:
- Цельнометаллические
- Цельнометаллические с напылением твердых материалов в рабочей зоне
- Пилы с напайками зубьев из твердых сплавов

Наличие технологических пазов на пильных дисках очень важно
Любой диск должен быть качественно заточен, а зубья правильно разведены. Затупившиеся зубья ухудшают качество распила, повышают нагрузку на привод и делают работу небезопасной. Кроме того, на дисках, предназначенных для работы с твердыми материалами должны присутствовать технологические пазы. В противном случае при нагреве полотно может деформироваться от расширения металла. Это приведет к опасным вибрациям и ухудшению качества распила.
Список источников
- moiinstrumentu.ru
- DrevoGid.com
- stankiexpert.ru
- www.flgso.ru
- tokar.guru
- stroy-podskazka.ru
- obinstrumente.ru
- WikiMetall.ru
- StanokGid.ru
- dudley.ru
- stalevarim.ru
- rmnt.net




















