
Типы кромочных фрез
Стоит разобраться в разновидности данных фрез, какие функции выполняет каждая из них и в каких сферах они используются.
На сегодняшний день стоит выделить следующие виды:
Фреза кромочная калевочная. Данный вид применяется для выполнения орнаментов сложной формы. Обычно, такие инструменты состоят из двух режущих элементов. С ее помощью можно выполнять прямую обработку, создавать волнистые и дугообразные кромки, а также, подбирая рабочую часть инструмента, можно скруглять и смягчать ребро заготовки
Выполнять эти операции можно в один проход без смены фрезы
Во время поиска двойной фрезы очень важно обращать внимание на возможность регулировки ширины между режущими элементами.
Фреза кромочная прямая. Наиболее простой и популярный вид, с помощью которого создают плоские прямые кромки, перпендикулярного типа
Конструкции с подшипником позволяют выполнять обработку округлой формы
От типа подшипника зависит разнообразие возможностей работы с инструментов, подбирая его диаметр и расположение.
Фреза кромочная конусная. Специальная вид, часто используемый для изготовления мебели, с помощью которой обрабатываются заготовки перед соединением. С помощью смены угла наклона режущего элемента можно получить декоративную фаску, необходимую при соединении деталей многоугольной и кругло формы.
Фреза кромочная радиусная. Универсальный режущий элемент, который бывают двух типов: вогнутые и выпуклые. Возможность работы данными моделями с вращением в любую из сторон, позволяет выполнять с помощью них огромный спектр работ. Наиболее часто с ее помощью выполняют фигурную обработку различной сложности.
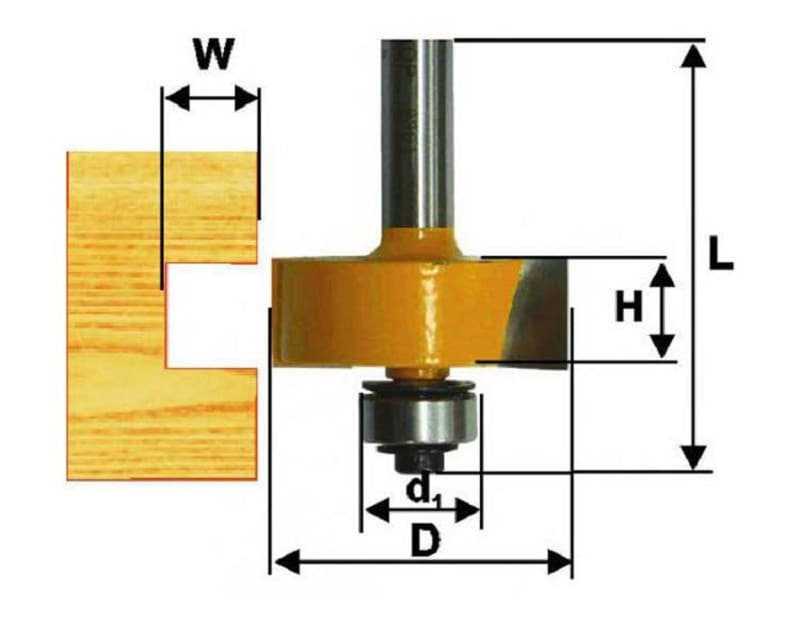
Фреза кромочная фальцевая. Применяется при выполнении прямоугольных пазов на изогнутых или ровных заготовках. Позволяет получить шип желаемой формы путем двойного прохода. Регулировка глубины происходит с помощью регулировки подшипника или фрезеровочной машины.
Фрезы кромочные фигурные. Обычно применяются на мощных профессиональных машинах, что связанно с их достаточной большой массой. Ее размер позволяет выполнять работ по всей ее площади, ускоряя процесс обработки заготовок. Также позволяет созвать кромку желаемой форм путем комбинации различных элементов. Можно встретить их другое название – мультипрофильные.
Галтельные V-образные варианты. К этому виду относятся режущие элементы, с помощью которых можно формировать полукруглый паз или V-образный вырез. Используя разный типы данных инструментов, комплект которых можно приобрести в специализированных магазинов, можно выполнять пазы с разным наклоном угла. Галтельные фрезы изготавливаются с двумя подшипниками, что делает их более удобными и простыми в работе, по сравнению с обычными резцами.
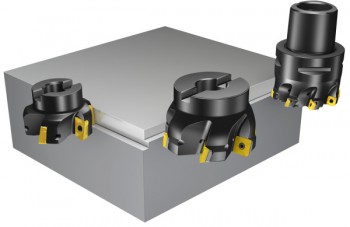
Фрезерование уступов/торцевое фрезерование

Успешное фрезерование уступов/торцевое фрезерование
При фрезеровании уступов одновременно обрабатывается две поверхности, что требует периферийного фрезерования в сочетании с торцевым фрезерованием. Одно из самых важных требований — формирование уступа с углом девяносто градусов. Уступы можно фрезеровать традиционными фрезами для прямоугольных уступов, а также концевыми, длиннокромочными и трёхсторонними дисковыми фрезами. Ввиду этих многочисленных опций необходимо тщательно взвесить эксплуатационные требования, чтобы сделать оптимальный выбор.
Выбор инструмента
Фрезы для обработки уступов
Торцевые фрезы обычной конструкции для обработки уступов часто способны фрезеровать строго прямоугольные неглубокие уступы. Многие торцевые фрезы для обработки уступов универсальны и могут эффективно использоваться для изготовления отверстий. Они представляют собой хорошую альтернативу обычным торцевым фрезам при обработке поверхностей, отклоняющихся в осевом направлении, и при фрезеровании рядом с вертикальными поверхностями.
Концевые фрезы
Концевые фрезы со сменными пластинами и цельные твердосплавные концевые фрезы – хорошие решения для фрезерования уступов, где требуется геометрическая проходимость.
Длиннокромочные фрезы применяются для фрезерования более глубоких уступов.
Особенности применения
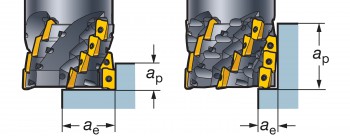
Фрезерование неглубоких уступов
Эта распространённая операция выполняется, как правило, торцевыми фрезами для обработки уступов и концевыми фрезами. При небольшой высоте уступа возможна обработка с большой радиальной глубиной резания. Зачастую такие фрезы могут заменить традиционную торцевую фрезу, особенно в условиях, когда необходимо снизить усилия резания на деталь в осевом направлении, а также если затруднен доступ к заготовке, вызванный особенностями крепежного приспособления. Фрезы для обработки уступов с увеличенным диаметром режущей части обеспечивают оптимальную геометрическую проходимость при фрезеровании глубоко расположенных небольших уступов.
Фрезерование глубоких уступов
Выполняется за несколько проходов фрезами для обработки уступов и концевыми фрезами. Для минимизации дефектов поверхности, таких как гребешки и переходные кромки между проходами, требуется высокоточная фреза, позволяющая получить строго прямоугольные уступы. Если глубина уступа меньше 75% от длины режущей кромки, уровень качества вертикальной поверхности обычно не требует дополнительной чистовой обработки.
Обработка уступа длиннокромочной фрезой за один проход
Длиннокромочные фрезы подходят для обработки более высоких, протяженных уступов, требующих снятия большого объема металла. У них высокий показатель скорости съёма металла, и они, как правило, используются для чернового фрезерования, поскольку на обработанной поверхности образуются следы от рядов пластин.
Для этих фрез важны:
- Стабильность
- Состояние шпинделя
- Эвакуация стружки
- Закрепление инструмента
- Мощность
Радиальные силы значительны, что обусловливает сложность фрезерования уступов.
Более короткие длиннокромочные фрезы подходят для:
- обработки широких, но неглубоких уступов
- фрезерования на всю ширину паза с глубиной, равной диаметру фрезы, что может компенсировать ограничения станка
Более длинные исполнения предназначены для:
- фрезерования уступов с умеренной шириной резания
- обработки кромок на мощных, стабильных станках
Сферы применения
Сферы применения таких фрез обычно ограничиваются обработкой деревянных заготовок. Но в этой сфере ручная кромочная фреза станет незаменимым инструментом, с помощью которого можно выполнить множество различных работ с древесиной.
Следует выделить основные функции, которые выполняет кромочная фреза при работе по дереву:
- Выполнение фигурной обработки кромок, часто применяется при производстве мебели или деталей интерьера, таких как плинтуса.
- Фрезеровка канавок и пазов разнообразной формы.
- Формирование вырезов под установку дверных или оконных петель.
- Изготовление углублений, необходимых для монтажа деревянных элементов декора.
- Формирование и подрезка кромок на ламинате, деревянном массиве или шпоновом свесе.
Вышеуказанные операции можно легко выполнить с помощью обычных любительских инструментов. При необходимости расширения функционала стоит обратиться к профессиональному инструменту. К сожалению, использовать комплект профессиональных режущих элементов на любительском инструменте чаще-всего невозможно, так как каждый производитель изготовляет оснастку строго ориентируясь на особенности каждого инструмента.
Процесс профильного фрезерования
Профильное фрезерование предусматривает многокоординатное фрезерование выпуклых и вогнутых поверхностей по двум и трём направлениям. Чем больше деталь и чем сложнее конфигурация для станка, тем важнее становится планирование профильного фрезерования.
Процесс обработки должен разделяться как минимум на три этапа:
- Черновая обработка/лёгкая черновая обработка
- Получистовая обработка
- Чистовая обработка
Иногда требуется финишная обработка, часто выполняемая с применением высокоскоростной обработки. Фрезерование остаточного припуска, также называемое остаточным фрезерованием, относится к получистовым и чистовым операции. Для получения оптимальной точности и производительности рекомендуется выполнять черновую и чистовую обработку на разных станках и для каждой операции использовать оптимизированные инструменты.
Чистовую обработку следует выполнять на 4/5-координатном станке с передовыми возможностями программирования. Это может значительно сократить и даже полностью устранить выполняемые вручную трудоёмкие операции. Конечным результатом станет продукт с более оптимальной геометрической точностью и более высоким качеством поверхности.
Особенности конструкции
Кромочные фрезы по дереву для ручного фрезера, не зависимо от типа, не отличаются конструкционно и стоят из таких частей:
- Хвостовик. Именно эта часть зажимается в принимающем устройстве. Наиболее распространенной является цилиндрическая форма хвостовика. Чаще все на нем приводится дополнительная проточка для лучшей фиксации. Такая форма широко распространена для ручного инструмента, а для профессионального изготавливают резцы с конусообразно формой хвостовика. Эта часть изготавливается из легированной стали, что необходимо для максимальной прочности и надежности крепления во время работы.
- Режущая часть. Как раз-таки режущая часть отличается разнообразием форм и видов. Выбор которой напрямую зависит от желаемого конечного вида полученной кромки. Чаще всего изготавливается двух видов: одной конструкцией с хвостовиком и в виде сменного элемента. При необходимости можно приобрести такую модель, что дает возможность установить несколько режущих элементов. Для изготовления режуще части используются специальный твердые славы так называемой быстрорежущей стали.
- Подшипник. Подшипник устанавливается в некоторых видах, при необходимости. Обычно он расположен в нижней или верхней части хвостовика. Подобная конструкция помогает мастеру контролировать глубину работы инструмента, плавно изменяя ее в процессе фрезеровки. А также выполнять работу по заготовленному шаблону.
Что такое концевая фреза
При помощи концевой фрезы обрабатываются пазы, различные выступы и плоские поверхности. Конструктивно она имеет хвостовики конического или цилиндрического типа. Если необходима грубая обработка заготовки, то свой выбор стоит остановить на фрезах с большими зубьями. Чем аккуратнее следует обработать заготовку, тем более мелкие зубья должны быть на резце.
Концевая угловая фреза
Этот тип используется для обработки угловых пазов и наклонных поверхностей. Резцы делятся на одноугловые и двухугловые. Толщина среза заготовки резцом различна по всей длине кромки. Максимальную толщину среза обеспечивает вершина зуба, затем она линейно уменьшается вдоль всей кромки.
Торцевые фрезы
Назначение таких резцов – это обработка ступенчатых и плоских поверхностей. При обработке заготовки резцом, режущие кромки которого расположены на торцевой поверхности, зубья по очереди касаются поверхности материала. Эта особенность позволяет максимально эффективно и ровно обрабатывать деталь. В качестве материала резцов чаще всего используют углеродистую и быстрорежущую сталь, а также минералокерамические сплавы с высокой степенью твердости. Значительно реже встречаются резцы с алмазным напылением. Этот тип предназначен для работы с материалами высокой степени твердости.
Фрезерное дело
§ 3. Общие сведения об устройстве фрез
Фрезерование осуществляется режущим инструментом, называемым фрезой. Режущие зубья могут быть расположены как на цилиндрической поверхности, так и на торце. Каждый зуб фрезы представляет собой простейший инструмент — резец (рис. 7). Фрезы, как правило, многозубый инструмент. Иногда применяют однозубые фрезы.
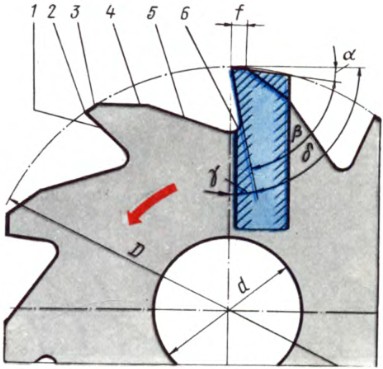
Рис. 7.
Режущую часть фрез изготавливают из инструментальных углеродистых сталей, быстрорежущих инструментальных сталей, твердых сплавов и минералокерамических сплавов (подробнее см. § 62).
Поверхности, кромки и другие элементы
Поверхности и режущие кромки зубьев фрез (рис.7) имеют следующие названия (по аналогии с резцами).
Передняя поверхность зуба 1 — поверхность, по которой сходит стружка.
Задняя поверхность зуба 4 — поверхность, обращенная в процессе резания к поверхности резания.
Спинка зуба 5 — поверхность, смежная с передней поверхностью одного зуба и задней поверхностью соседнего. Она может быть плоской, ломаной или криволинейной.
Торцовая плоскость — плоскость фрезы, перпендикулярная к ее оси.
Осевая плоскость — плоскость, проходящая через ось фрезы и рассматриваемую точку на ее режущей кромке. Режущая кромка 2 (рис. 7) — линия, образованная пересечением передней и задней поверхностей зуба.
Главная режущая кромка — кромка, выполняющая основную работу резания.
У цилиндрических фрез главная режущая кромка может быть прямолинейной (по образующей цилиндра), наклонной к образующей цилиндра и винтовой.
Вспомогательной режущей кромки у цилиндрических фрез нет.
У фрез, работающих торцовыми зубьями, как и у резцов (см. рис. 4), различают:
- главную режущую кромку — кромку, расположенную под углом к оси фрезы;
- вспомогательную режущую кромку — кромку, расположенную на торцовой части фрезы;
- переходную режущую кромку — кромку, соединяющую главную и вспомогательную режущие кромки.
Форма и элементы зубьев
В зависимости от поверхности, по которой производится затачивание фрезы, различают две конструкции зубьев.
- остроконечный зуб — зуб, затачиваемый по его задней поверхности (рис. 8, а);
- затылованный зуб — зуб, затачиваемый только по его передней поверхности (рис. 8, б). Различают следующие элементы зуба (рис. 9). Высота h — расстояние между точкой режущей кромки зуба и дном канавки, измеренное в радиальном сечении фрезы перпендикулярно к его оси.
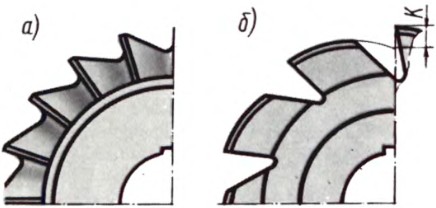
Рис. 8.
Ширина задней поверхности зуба (фаска 5, рис. 7) — расстояние от режущей кромки до линии пересечения задней поверхности зуба с его спинкой, измеренное в направлении, перпендикулярном к режущей кромке.
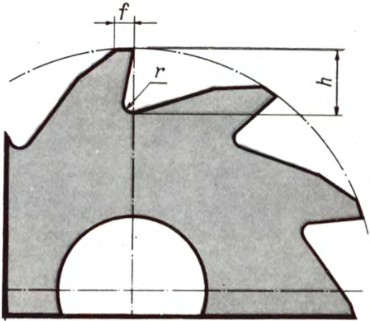
Рис. 9.
Окружной шаг зубьев — расстояние между одноименными точками режущих кромок двух смежных зубьев, измеренное по дуге окружности с центром на оси фрезы и в плоскости, перпендикулярной к этой оси. Окружной шаг может быть равномерным и неравномерным.
Величина затылования К (рис. 8, б) — величина понижения кривой затылования между режущими кромками двух соседних зубьев.
Элементы и форма канавок
Канавка (рис. 7, поз. 6) — выемка для отвода стружки, ограниченная передней поверхностью одного зуба и задней поверхностью и спинкой соседнего зуба. Канавки делятся на прямые и винтовые.
Канавка прямая — канавка, параллельная оси фрезы. На рис. 10 показано образование винтовой линии.
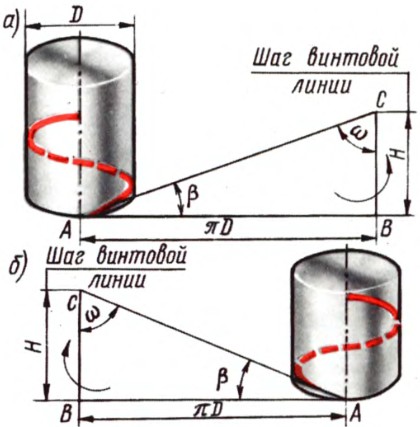
Рис. 10.
Если гибкий треугольник ABC навернуть на цилиндр так, чтобы катет АВ = 3,14D совпал с основанием цилиндра диаметром D,тогда гипотенуза АС образует на цилиндре винтовую линию левую (рис. 10, а) или правую (рис. 10, б). Шагом Н винтовой линии называется величина ее подъема за один оборот вокруг цилиндра. Угол со называется углом наклона винтовой линии, а угол β — углом подъема винтовой линии. Эти углы, как видно из рис. 10, связаны между собой соотношением
ω = 90° — β.
Канавка винтовая левая (рис. 11, а) — канавка, направленная по винтовой линии с подъемом справа налево.
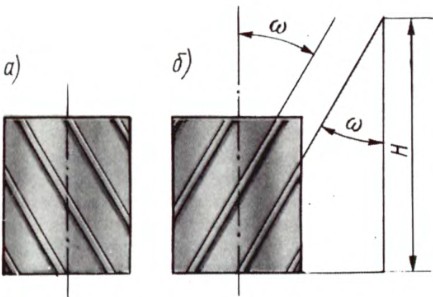
Рис. 11.
Канавка винтовая правая (рис. 11,6) — канавка, направленная по винтовой линии с подъемом слева вверх направо.
Шаг винтовой канавки H — расстояние между двумя последовательными точками на режущей кромке фрезы, лежащими на одной образующей цилиндрической поверхности.
Профиль канавки в нормальном сечении — линия пересечения поверхности канавки с плоскостью, нормальной к режущей кромке.
Профиль канавки в поперечном сечении — линия пересечения поверхности канавки с плоскостью, перпендикулярной к оси фрезы (торцовой плоскостью).
Радиус канавки —радиус закругления дна канавки.
Фрезерование тонких нежёстких стенок

Для обработки уступов:
- С малым отношением высоты к толщине
- Со средним отношением высоты к толщине
- С большим отношением высоты к толщине > 30:1
- Тонкостенных деталей
На что обратить внимание:
- Стратегия обработки тонкостенных участков должна выбираться в зависимости от высоты и толщины стенки
- Число проходов во всех случаях определяется размерами стенки и осевой глубиной резания
- Учитывайте стабильность и фрезы, и стенки
- Для обработки тонких стенок целесообразно применять метод высокоскоростной обработки, характеризующийся небольшими ap/ae и высокой vc. Такие параметры обработки сокращают длительность врезания и, как следствие, уменьшают силовой воздействие и отжатие.
- Рекомендуется попутное фрезерование
- Для обработки алюминия и титана используются одинаковые методы фрезерования
Малое отношение высоты к толщине стенки
Проходы следует выполнять по зигзагообразной траектории.
Фрезерование тонких стенок:
- Обработку одной стороны стенки следует вести неперекрывающимися проходами
- Повторите процедуру с другой стороны
- Оставьте припуск с обеих сторон для последующей чистовой обработки
Среднее отношение высоты к толщине стенки
Фрезерование с подержкой стенки:
- Аналогичный подход, но с перекрытием проходов обработки двух сторон стенки: это обеспечивает большую поддержку в обрабатываемой точке. Первый проход следует выполнять при уменьшенной глубине резания, ap/2
- В обоих случаях оставляйте с обеих сторон припуск на последующую чистовую обработку 0,2–1,0 мм
Большое отношение высоты к толщине стенки > 30:1
В дополнение к обработке с чередованием сторон стенки при фрезеровании достигайте желаемую толщину стенки поэтапно, «ёлочкой».
- В процессе обработки более тонкое сечение всегда опирается на расположенные ниже более толстые сечения
- Поэтапно выполняйте обраотку сверху вниз по стенке
Тонкие стенки
Припуск на чистовую обработку
Поуровневая обработка
Припуск на чистовую обработку
Обработка с поддерживающими участками
Припуск на чистовую обработку
Фрезерование тонкостенного основания
Обработка тонких оснований:
- Применяйте круговое фрезерование с врезанием под углом в центре основания на требуемую глубину
- Фрезеруйте наружу от центра по круговой траектории с врезанием под углом
Если при этом потребуется фрезерование поверхности, противоположная сторона которой уже обработана:
- Используйте инструмент с минимальным количеством режущих кромок
- Необходимо минимальное силовое воздействие с этой стороны при обработке
Если деталь имеет отверстие в центре основания:
- Оставьте поддерживающую опору в том месте при обработке с одной стороны.
- Обработайте другую сторону
- После обработки обеих сторон уберите опору
Выбор инструмента
Оптимизированные инструменты для черновой и получистовой обработки: круглые пластины и радиусные фрезы.
Оптимизированные инструменты для чистовой и финишной обработки: концевые фрезы со сферическим концом и радиусные фрезы.
| | | | | |
| Круглые пластины | Со сферическим концом, сменные пластины | Со сферическим концом, сменная головка | Со сферическим концом, цельные твердосплавные | |
| Размер шпинделя/станка | ISO 40, 50 | ISO 40, 50 | ISO 30, 40 | ISO 30, 40 |
| Требования к стабильности | Высокие | Средние | Средние | Низкие |
| Черновая обработка | Очень хорошая | Хорошая | Приемлемая | Приемлемая |
| Чистовая обработка | Приемлемая | Приемлемая | Очень хорошая | Очень хорошая |
| Глубина резания ap | Средняя | Средняя | Малая | Малая |
| Универсальность | Очень хорошая | Очень хорошая | Очень хорошая | Очень хорошая |
| Производительность | Очень хорошая | Хорошая | Хорошая | Хорошая |
Список источников
- pro-instrument.com
- www.sandvik.coromant.com
- stankiexpert.ru
- tepka.ru














