Сварные соединения
Сварка — очень популярный метод стыковки отдельных частей в трубопроводной конструкции. Особенно этот способ востребован при монтаже технических коммуникаций на производствах.
Для монтажа стальных трубопроводов чаще всего применяется метод горячей сварки
Стоит отметить, что посредством сварки могут соединяться не только отдельные детали в металлических конструкциях, но и пластмассовые изделия. В некоторых случаях сварку используют и для стыковки стеклянных деталей.
В зависимости от способа воздействия на материал, выделяют два основных способа такого соединения:
- сварка с помощью плавления;
- сварка давлением.
Сваривание плавлением имеет множество вариантов реализации:
- электродуговая;
- простая электрическая;
- электролучевая;
- лазерная;
- сварка газом.
Самым востребованным, среди этих вариантов можно назвать первый. Использование электродуговой сварки подразумевает то, что источником нагрева является электрическая дуга. Данный тип работ может выполняться двумя способами:
- с переменным током;
- с постоянным током.
Сварка металла может производиться электрическим или газовым оборудованием
Такой вид монтажа может проводиться с использованием различного оборудования, поэтому можно выделить три типа сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Виды сварных соединений
Существуют разные способы сварки отдельных деталей в трубопроводных коммуникациях. Рассмотрим их:
- встык;
- внахлёст;
- угловое;
- с привариванием различных элементов.
Наиболее востребованными и распространёнными являются следующие соединения с помощью сварки:
- Стыковое (продольное и поперечное). При данном варианте сварки могут использоваться подкладные элементы — кольца. Шов в таких стыках может быть одно- и двусторонним. Последний применяется в тех случаях, когда деталь имеет большие показатели сечения — более 500 мм.
- Угловое (одностороннее и двустороннее). Такой вариант можно выполнить по-разному. В некоторых случаях угловые сочленения сваривают со скосом кромки, а в некоторых — без него.
- Раструбное сварное сцепление внахлёст. Раструбное соединение используется для того чтобы стыковать элементы трубопроводов, имеющих высокий коэффициент пластичности. К ним можно отнести детали из цветных металлов, а также пластиковые элементы.
Кроме этого, посредством сварки соединяют и квадратные трубы, которые используются в строительстве и производстве различной мебели. Для монтажа трубопроводов они не подходят. Это связано с формой их сечения — оно ухудшает пропускные характеристики, в то время как круглое является наилучшим вариантом для трубопроводных конструкций.
Сварка встык применяется для труб, диаметр которых превышает 50 мм
Другие виды
Соединить трубы и другие элементы водопровода можно и по другим технологиям. Выбор способа сборки трубной конструкции зависит от типа монтируемых труб, отличающихся по эластичности. Их два: гибкие и жесткие.
К гибким относят изделия, изготовленные из полимерных материалов — металлопластика, полиэтилена, полипропилена. К жестким — трубы из стали, чугуна, цветных металлов, ПВХ. При монтаже жестких элементов площадь их зацепления может быть меньшей, чем при соединении эластичных труб.
Для гибкого типа труб используют специальные фитинги, имеющие достаточную площадь сопряжения с поверхностью труб. Они применяются для труб средних и малых диаметров (Ø20-315 мм). Для соединения трубопроводов с большим диаметром установка фитингов экономически невыгодна и не соответствует установленным требованиям. Компрессионные фитинги эффективны при сборке труб ПНД. Для труб среднего диаметра оптимальным является муфтовое соединение.
При монтаже стальных труб разрешено применение муфт при большом их диаметре (до 600 мм). Муфты используют и при стыковке элементов, выполненных из разных материалов. Муфтовое соединение отличается высокими эксплуатационными характеристиками и надежной герметичностью.
В местах подключения к трубопроводу различного оборудования и дополнительных элементов часто используется фланцевое соединение. Оно актуально для присоединения деталей системы, которые периодически необходимо снимать или заменять. Узел состоит из двух стыкующихся фланцев, уплотнительной прокладки и крепежных гаек и болтов.
5.2. ОПЕРАЦИОННЫЙ КОНТРОЛЬ
Виды и объем операционного контроля
качества подготовки труб и трубных решеток под развальцовку и сварку в
зависимости от класса точности соединений следует устанавливать по .
Таблица 8
СТЕПЕНЬ
РАЗВАЛЬЦОВКИ ТРУБ В
Толщина
стенки трубы S, мм
Коэффициент
b
Степень
развальцовки труб В, мм для типов развальцовки
Р4
Р2,
Р3, Р5
Р1
В
Вmin
Bmax
В
Вmin
Bmax
В
Вmin
Bmax
16
1,5
1,22
0,39
0,05
0,73
0,31
0,03
0,59
0,09
0,01
0,17
2,0
1,33
0,42
0,06
0,78
0,34
0,04
0,64
0,12
0,02
0,22
20
2,0
1,25
0,43
0,80
0,35
0,66
0,13
0,24
25
1,5
1,14
0,41
0,76
0,33
0,62
0,11
0,20
2,0
1,19
0,44
0,82
0,36
0,68
0,14
0,26
2,5
1,25
0,46
0,07
0,85
0,38
0,05
0,71
0,16
0,03
0,29
38
2,0
1,12
0,47
0,87
0,39
0,73
0,17
0,31
57
2,0
1,08
0,51
0,08
0,94
0,43
0,06
0,80
0,21
0,04
0,38
57
3,
1,12
0,55
0,09
1,01
0,47
0,07
0,87
0,25
0,05
0,45
(Измененная
редакция. Изм. № 2).
Таблица 9
ВИДЫ И
ОБЪЕМ ОПЕРАЦИОННОГО КОНТРОЛЯ
Контролируемый
признак
Вид
контроля
Объем
контроля в зависимости от класса точности соединений, %
1
2
3
4
Трубы теплообменные
Параметр шероховатости Rz наружной
поверхности зачищенных концов труб, ,
По контрольному образцу шероховатости (по типу ГОСТ 9378-75)
10
5
3
2
Длина зачистки,
Измерительный
5
3
2
1
Наружный диаметр трубы demin, demax, ,
То же
3
2
1
1
Трубная решетка
Диаметр трубного отверстия dp, dpmin, , ,
15
10
5
3
Параметр шероховатости Rz
поверхности трубных отверстий, ,
По контрольному образцу шероховатости (по типу ГОСТ 9378-75)
10
5
3
2
Наименьший предельный размер перемычки mmin, ,
Измерительный
15
10
5
3
Трубный пучок
Вылет труб,
То же
3
2
1
1
Виды и
объем контроля качества развальцовки труб должны соответствовать ОСТ
26-17-01-83.
Виды и объем контроля качества сварки труб
с трубными решетками должны соответствовать требованиям технической
документации, утвержденной в установленном порядке.
Раструбный способ соединения
Раструб — это монтажное расширение, предназначенное для создания надежного соединения. Принцип основан на том, что в трубу большего диаметра вставляют конец трубы, имеющей меньшее сечение. Герметизируют соединение путем использования уплотнителя, помещаемого в раструб или склеивания составом, устойчивым к воде.
 Соединение такого типа применяют при монтаже самотечных трубопроводов как для внутренней, так и наружной системы канализации, напорных наружных водопроводов и канализационных сетей
Соединение такого типа применяют при монтаже самотечных трубопроводов как для внутренней, так и наружной системы канализации, напорных наружных водопроводов и канализационных сетей
В зависимости от материала труб и их диаметра выбирают один из нескольких существующих вариантов раструбного сочленения: с уплотнительным кольцом, без кольца, сваркой, склеиванием.
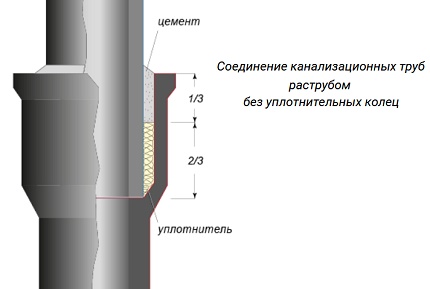
Соединение без уплотнения кольцом
Без уплотнительного кольца чаще всего соединяют чугунные трубы. Вставляемую трубу укорачивают, обрабатывают торец так, чтобы в нем не осталось зазубрин и тещин. В раструб вставляют хвостовую часть сочленяемой трубы.
Получившийся зазор заполняют канатом из промасленной пеньки или льняными просмоленными прядями. Вначале уплотнитель укладывают кольцом и зачеканивают в раструбе, постукивая молотком по специальной деревянной лопатке или отвертке
При этом важно следить, чтобы концы материала не попали внутрь трубопровода
Продолжают послойную укладку уплотнителя до заполнения раструба на 2/3 его глубины. Для последнего слоя используют ничем не обработанный уплотнитель, т.к. масла или смола ухудшат адгезию при заполнении оставшегося в раструбе пространства цементом.
Для получения раствора нужен цемент марок 300 – 400 и вода для его разведения. Компоненты берут в соотношении 9:1. Цемент втрамбовывают в раструб и укрывают мокрой тряпкой для лучшего схватывания.
Наиболее качественная заделка — использование расширяющегося цемента. Его приготавливают перед самым применением путем добавления в емкость с основным компонентом воды в пропорции 2:1 с дальнейшим тщательным перемешиванием и заливкой в раструб. При затвердении цемент самоуплотняется и становится полностью водонепроницаемым
Иногда вместо цемента используют асбоцементную смесь, изготовленную из цемента М400 и качественного асбестового волокна в соотношении 2:1.
Воду добавляют непосредственно перед укладкой в количестве около 11% от веса сухой смеси. Вместо уплотнителей на основе цемента практикуют применение битумного, силиконового герметиков, глины, последний слой которой укрепляют путем нанесения битума или масляной краски.
Соединение раструбом с уплотнительным кольцом
Такой метод при устройстве внутридомовой канализационной системы применяют наиболее часто. Кольцо из резины, зажатое между раструбом и вставляемой в него трубой, дает герметичное соединение. Поэтому способ не только простой, но и надежный.
Уплотнительное кольцо в некоторой степени сглаживает перепады осей между двумя соединяемыми трубами. Однако это только в том случае, если оси на каждом метре составного трубопровода смещены на величину, не выходящую за пределы толщины стенки трубы.
Если это условие нарушено, то повышается вероятность появления протечек в результате неравномерного деформирования уплотнения.
 Порядок соединения труб раструбом. Стыкуемые детали очищают от грязи и пыли. Чтобы не повредить уплотнительное кольцо при установке, гладкий конец трубы предварительно смазывают мылом, глицерином или специальной силиконовой смазкой. Масла для этой цели применять нельзя. Кроме смазки, защитит кольцо от повреждений фаска, выполненная на стыковочном конце трубы меньшего диаметра под углом 15⁰
Порядок соединения труб раструбом. Стыкуемые детали очищают от грязи и пыли. Чтобы не повредить уплотнительное кольцо при установке, гладкий конец трубы предварительно смазывают мылом, глицерином или специальной силиконовой смазкой. Масла для этой цели применять нельзя. Кроме смазки, защитит кольцо от повреждений фаска, выполненная на стыковочном конце трубы меньшего диаметра под углом 15⁰
Чтобы определить глубину вжима свободного хвостовика трубы в раструб, уплотняющее кольцо временно снимают. Затем, поместив трубу в раструб до упора, отмечают то место, где вставляемая часть соприкасается с раструбом.
При монтаже трубу немного выдвигают по отношению к отметке — на 0,9 – 1,1 см. Это расстояние позволит уравновесить внутренние напряжения, появляющиеся в системе при температурных колебаниях.
Перед размещением кольца рекомендуется окунуть его в мыльную воду и немного сжать. Это значительно упростит его вставку в углубление раструба. С целью сведения до минимума величины перекоса, отдельные производители стали выпускать фитинги с углом 87⁰ вместо 90⁰. Труба входит в раструб под уклоном и кольцо не перекашивает.
Если есть необходимость в соединении труб, изготовленных из материалов разного рода, применяют переходные патрубки. Такой размер патрубка, как внутренний диаметр должен соответствовать наружному сечению подсоединяемой трубы. В случае сочленения раструба полимерной трубы с трубой из чугуна на конец второй накладывают двойной уплотнитель и монтируют патрубок.
Описание конструкции
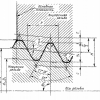
Особенностью конструкции обсадных труб с резьбой «Баттресс» является высокая сопротивляемость резьбового соединения растягивающим нагрузкам. Профиль резьбы «Баттресс» имеет вид неравнобедренной трапеции с шагом 5,08 мм и конусностью 1:16. Закладная сторона, воспринимающая нагрузку в момент посадки трубы в муфту, а также работающая на сжатие, выполнена под углом 10°, что обеспечивает легкую посадку трубы в муфту и уменьшает заедание резьбы. Опорная сторона профиля, воспринимающая нагрузку на растяжение имеет угол 3°, что снижает риск выхода резьбы трубы из зацепления с резьбой муфты при значительном растяжении и изгибе.
Герметичность обеспечивается давлением резьбоуплотнительной смазки в конструкционных зазорах профиля резьбового соединения. По требованию потребителя допускается изготовление резьбового соединения с фторопластовым уплотнительным кольцом в муфте.
Информация о муфтах
Основные свойства
 Муфтой Гебо соединяют прогнившие от коррозии металлические трубы
Муфтой Гебо соединяют прогнившие от коррозии металлические трубы
Любые трубопроводы включают в себя огромное число отдельных элементов. Соединяются они между собой с помощью сварки или специальных фитингов, разновидностью которых является муфта.
Если обратить внимание на конструкцию, то она напоминает обычный переходник. По краям основной или центральной части у нее расположены штуцеры
В зависимости от типа элемента и принципа, по которому он крепится к трубам, штуцеры могут быть разного вида.
Соединение данного типа имеет несколько преимуществ:
- жесткие сварные швы не позволяют быстро собирать и разбирать участки во время ремонта, чего не скажешь о запорной арматуре.
- оно легко монтируется и привлекает своей доступной ценой.
- не создает проблем во время эксплуатации проводящих систем.
Плюсы и минусы
 Фитинг, который применяется для металлопластиковых трубопроводов
Фитинг, который применяется для металлопластиковых трубопроводов
Данные элементы запорной арматуры отличаются такими преимуществами:
- практичностью и долговечностью;
- простотой и удобством в монтаже;
- возможностью разобрать конструкцию;
- относительно низкой стоимостью;
- разнообразным ассортиментом.
Основной недостаток состоит в том, что качество таких соединений, все-таки, уступает сварным швам. Но это касается только металлических труб, которые можно фиксировать друг с другом только при помощи резьбовых фитингов.
Полимерные же муфты для соединения пластиковых труб могут быть резьбовыми или сварными. Поэтому этот недостаток у них отсутствует.
Рабочие характеристики
 Анкерная резьбовая запорная арматура
Анкерная резьбовая запорная арматура
Данная запорная арматура работает при температуре от −20°C до +100 °C.
Важной характеристикой является диаметр изделий (внешний и внутренний). Его минимальные значения — 10-12 мм, наиболее популярный размер — 18-30 мм
Уровень рабочего давления в фитинговых соединениях зависит от вида системы — является она напорной или безнапорной.
Муфты для труб из стали
Соединения для стальных труб имеют несколько разновидностей, самое простое представляет собой цилиндр из стали, чугуна, нержавейки или латуни с нанесенной внутренней резьбой.
Недостатком данного вида является необходимость поворачивать один из отрезков подсоединяемой трубы вокруг своей оси, поэтому данный вид используется только при работе с короткими отрезками.
Для перехода с внутренней на наружную резьбу широко применяются футорки – разновидности резьбового фитинга, выполненные в виде шестигранной гайки или втулки с внутренней резьбой малого диаметра и наружной большего размера.

Рис. 10 Муфты для металла и футорки
Для состыковки концов неподвижных труб в линии применяют следующие виды соединений:
Сгон. Изделие представляет собой отрезок трубы с двухсторонней наружной резьбой разной длины, для соединения трубных торцов сгон вворачивают короткой резьбой в трубу, а другой конец подсоединяют при помощи муфты, помещенной на длинном резьбовом участке. Муфту накручивают на наружную резьбу подсоединяемой трубы и фиксируют контргайкой, наматывая толстый слой пакли в место фиксации.
Компрессионная муфта. Соединительные муфты Gebo работают по принципу металлопластиковых компрессионных фитингов, их конструкция включает в себя зажимное кольцо с прорезью, которое стягивают накидной гайкой. В отличие от фитингов для сшитого полиэтилена, где кольцо сжимает и плотно герметизирует пластичную полимерную поверхность, в металлическом изделии из-за жесткости такой возможности нет, поэтому в конструкцию Gebo дополнительно входит резиновое уплотнительное кольцо.

Рис. 11 Конструкция Gebo
Чугунные муфты для канализации
Когда трубы канализации сделаны из чугуна, их соединяют посредством раструбного соединения аналогично канализационным трубам из ПВХ, типовая муфта представляет собой отрезок трубы с двусторонними раструбами. Данный вид муфтового сопряжения герметизируют резиновыми кольцами или чеканкой – старым дедовским методом, когда в стыковой зазор заталкивают пеньковый или льняной канат, пропитанный битумом, а затем замазывают цементным раствором.
Резьбовые соединения
При монтаже трубопроводов не всегда существует возможность или необходимость выполнять соединение труб сваркой. Способов обойтись при этом без сварочных работ довольно много. Один из них — применение резьбовых соединений.
На стальные трубы резьба нарезается на станке или с помощью ручного резьбореза (плашки). На тонкостенные трубы она наносится накаткой. При условии соблюдения технологии нарезания резьбы такое соединение может обеспечить конструкции достаточную герметичность и прочность.
Преимущества соединений на резьбе таковы:
- монтаж не требует энергозатратного оборудования;
- соединения удобны в сборке в сложных условиях и существует возможность их демонтажа при необходимости проведения ремонта;
- узел несложно собрать вновь при помощи простого инструмента.
Основными параметрами резьбы являются:
- направление — резьба может быть левой и правой;
- шаг — расстояние между соседними точками профиля параллельно оси резьбы;
- число заходов — двухзаходная резьба ускоряет процесс монтажа;
- глубина нарезки — расстояние от основания витка до его вершины;
- наружный диаметр — диаметр цилиндра, описанного по вершинам наружной резьбы или по впадинам внутренней;
- внутренний диаметр — диаметр цилиндра, образуемого вершинами внутренней резьбы или впадинами наружной.
Уплотнение резьбового соединения производится с помощью прокладки из различных материалов (при использовании накидной гайки), льна, ленты ФУМ. Достоинством соединения с накидной гайкой является отсутствие контакта резьбы с транспортируемой средой. Стык всегда можно легко разобрать, а дешевая прокладка — единственный расходный элемент соединения.
При температуре транспортируемой среды до 105°С резьба может уплотняться льняной прядью или лентой ФУМ. Лен пропитывается белилами, свинцовым суриком, замешанным на олифе или специальными уплотняющими герметиками-пастами. Для уплотнения резьбовых сопряжений при температуре свыше 105°С применяется асбестовая прядь, соединенная с льняной прядью и пропитанная графитом, смешанным с олифой.
Резьбовые конструкции чаще используются для внутренних трубопроводов тепло- и водоснабжения, санитарно- технической сети. В технологических сетях резьбовые соединения служат, как правило, для монтажа контрольно-измерительных приборов и арматуры на резьбе.
Использование контактной сварки
Чтобы применить этот способ соединения труб необходимо иметь сварочный аппарат. Он может быть механическим или ручным, но обязательно укомплектованным особым инструментом, нагревающим элементы до требуемой температуры.
При использовании раструбной технологии в деле соединения труб применяют приспособление мечевидной формы. Оно представляет собой набор, изготовленный из металла и состоящий из гильзы, предназначенной для разогрева наружной поверхности трубы и дорна (штыря), оплавляющего деталь изнутри.
Важный момент — подбор комплекта. Его параметры должны соответствовать диаметру сборки.
Технология раструбного соединения труб с применением контактной сварки проста:
- На вставляемую трубу надевают ограничительный хомут. Дистанция между краем трубы и хомутом должна равняться глубине раструба плюс еще 2 мм. Разница между диаметром хомута внутри и наружным диаметром сочленяемой трубы должна составлять 0,2 мм.
- Комплект разогревают, предварительно установив на прибор.
- Надевают раструб на дорн, а гладкий хвост трубы на гильзу до упора.
- Выполняют нагрев заданное время.
- Снимают детали с комплекта одновременно и соединяют их, удерживая детали от смещения, пока оплавленный материал не отвердеет.
Сварные швы осматривают, чтобы выявить возможные перекосы, пустоты, неравномерности шва.
На наружной поверхности деталей не должно быть дефектов, которые появляются в случае превышения допустимой температуры. Визуально снаружи сварной шов должен иметь форму симметричного валика, имеющего одинаковую ширину и распределенного равномерно по периметру трубы.

Комплект гильза-дорн подбирают индивидуально для разных диаметров. Поверхность нагревательного элемента покрывают специальным составом, иначе на него будет налипать расплавленный материал
Предельная высота валика на трубе со стенкой толщиной до 1 см составляет максимум 2,5 мм. Для труб, у которых этот размер превышает 1 см, допустимой считается высота валика 3 – 4 мм. Кромки сварного соединения могут быть смещены относительно друг друга не более чем на 10% от толщины стенки трубы.
Технология сварки ПП труб в подробностях приведена здесь. С содержанием предложенной нами статьи рекомендуем ознакомиться.
Сварку труб полимерных труб диаметром более 50 мм и толщиной стенки более 4 мм рекомендовано производить на стационарном или мобильном аппарате с дисковым нагревающим элементом:
Как соединить трубы из разных материалов?
В некоторых случаях требуется выполнение соединения неоднородных по материалу изделий. Для этих целей существуют специальные варианты.
Как соединить полипропиленовую (пластиковую) трубу с металлической?
Многие люди задаются вопросом: как соединить полипропиленовые трубы с металлическими? Для этого существует несколько популярных методов:
- резьба;
- фланцевое соединение труб.
В первом случае сцепление неоднородных по материалу труб осуществляется с использованием муфт. Один конец такой муфты оснащается резьбой, а другой имеет гладкую поверхность для стыковки с полипропиленом.
Фланцевый метод подразумевает использование фланцев. Такое соединение выполняется посредством шпилек и болтов.
Как соединить металлопластиковые трубы с металлическими?
Наиболее популярными вариантами в этом случае являются:
- пресс-фитинги;
- компрессионные фитинги.
В первом случае соединение между неоднородными по материалу трубами можно выполнить двумя способами:
- надвижной пресс-фитинг;
- обжимная муфта.
Важно помнить, что соединение металлопластиковых труб с металлическими и других неоднородных по материалу труб довольно ответственное мероприятие и должно проводиться специально обученными специалистами. Неправильный монтаж соединительного элемента приведёт к возникновению аварийной ситуации в трубопроводе
https://youtube.com/watch?v=oHZbEQmmnMI
Нипельные соеденения
Ниппельное соединение применяется при необходимости соединить бесшовные стальные холоднодеформированные трубы и импульсную трубную проводку к аппарату или прибору, устанавливаемому в автоматической системе контроля и регулирования параметров технологического процесса. Используются преимущественно с неагрессивными средами, при температуре в диапазоне от -40 до +200 градусов по Цельсию. Существуют системы, рассчитанные на 500 градусов по Цельсию, и даже на большие значения температуры. Материалом для изготовления таких соединений обычно служит сталь, причем допустимо использование нескольких ее марок. Показатель рабочего давления в трубопроводе может составлять до 25 МПа (конечно же, на рынке можно встретить модификации, работающие и при давлении в 40 МПа). Соединение ниппельное незаменимо и в воздуховодах, рассчитанных на большое давление рабочей среды – такое техническое решение повсеместно распространено на предприятиях, ведь работа исполнительных механизмов нередко обеспечивается сжатым воздухом. При этом изначально воздух поступает в единую пневматическую сеть, и соединение ниппельное используется для того, чтобы развести эту сеть в конкретные цеха и на месте подсоединить к ней оборудование.
Если коммуникации оснащаются контрольно-измерительной системой (манометры, термопреобразователи и прочее), должен осуществляться контроль состояния такой системы, а также регулярная продувка импульсных линий. В то же время регламентные работы, необходимые для контроля внутренних частей трубопроводов (степень износа, отложения), неизбежно связаны с частичным демонтажем системы коммуникаций, что является процессом чрезвычайно длительным и трудоемким. Естественно, что при этом происходит остановка технологического процесса, и оборудование простаивает, как и производство в целом. При ниппельном соединении такие сложности исключаются – разборка соединения осуществляется легко и быстро, последующая сборка также не требует каких-либо существенных усилий. Система при этом гарантированно возвращается в герметичное состояние.
Могут быть выбраны различные штуцерно-ниппельные соединения, что определяется в первую очередь температурой и давлением рабочей среды. Плоский ниппель выбирается в том случае, когда рабочая среда находится в трубопроводе при температуре, не превышающей 400 градусов по Цельсию, и при давлении до 40 МПа. Шаровой ниппель рекомендуется использовать при температуре до 500 градусов по Цельсию, тогда как давление будет аналогичным предыдущей модификации – 40 МПа. Конусный ниппель рассчитан на более низкие температуры – до 250 градусов по Цельсию. Давление здесь тоже предусматривается меньшее – в пределах 25 МПа.
Если соединение ниппельное по классу относится к высокотемпературным, происходит замена уплотнительного резинового кольца – вместо него устанавливается изделие из графлекса. Материалом для таких соединений служит нержавеющая или углеродистая сталь, что гарантирует длительную и безаварийную эксплуатацию. При временном соединении предполагается оснащение ниппеля таким приспособлением, как односторонний клапан – это техническое решение встречается в большинстве пневматических устройств. Когда соединение постоянное, в трубопроводе ниппель может быть использован как механическое силовое крепление. Ниппель рекомендуется подбирать под материал трубопровода – в этом случае соединение будет куда более надежным и долговечным, обеспечит хорошие показатели герметичности и других важных параметров.
Виды муфтовых соединений
При прокладке коммуникаций в бытовом хозяйстве нередко возникают ситуации, когда необходимо соединять элементы из разных материалов, в этом случае используется муфты с различными переходами.
Наиболее распространенный вариант комбинированного муфтового фитинга – переход на внутреннюю или наружную резьбу для подключения труб выполненных из других материалов или инженерного оборудования, сантехнической арматуры (смесителей, запорных кранов, полотенцесушителей).
Не редко необходимо перейти с одного диаметра на другой из одного материала – такие переходные фитинги также имеются в продаже.

Рис. 2 Переходники на резьбу и для спайки полипропилена
Соединительные безрезьбовые муфты для пайки и сварки
Отличительной особенностью безрезьбовых муфт является возможность состыковки с их помощью труб равного или различного диаметра в местах их стыковки. Существует две основные технологии соединения безрезьбовых муфт – методом пайки (сварки) или посредством обжима трубы (компрессионные или пуш-муфты).
Для спайки полипропилена используются паяльники для полипропиленовых труб с нагревательными насадками, которые разогревают внутреннюю часть фитинга и внешнюю трубную поверхность – по истечении короткого времени нагрева расплавленные участки состыковывают и дают остыть некоторое время, после чего получают герметичный запаянный стык.
Технологию пайки применяют и при монтаже трубопроводов большого диаметра из ПНД в строительной и промышленной сфере, при этом используют дорогостоящее оборудование с программным управлением.
Процедура стыковки состоит из нескольких последовательных операций, включающих в себя торцевание (выравнивание торцов в вертикальной плоскости), нагрев соединяемых кромок дисковым утюгом и стыкование их под давлением посредством гидравлического домкрата.
В строительной сфере также стыковка газовых и водопроводных ПНД труб производится при помощи электросварных муфт, в которые вставляют два стыкуемых отрезка. Конструкция представляет собой полиэтиленовый цилиндр с нагревательной спиралью внутри, контакты которой выведены наружу. Электромуфтовая сварка производится электронным аппаратом, который подключают к выходным контактам, он считывает штрих-код и по его показаниям автоматический прибор выдает необходимое напряжение (ток) в течение определенного времени.

Рис. 3 Соединительные муфты для труб водоснабжения комбинированного типа
Комбинированные резьбовые муфты
Использование комбинированной муфты, у которой выходные патрубки рассчитаны на подключение различного вида труб, широко распространено в бытовом хозяйстве. Таким образом соединяют стальные трубы с полипропиленовыми и всеми разновидности полиэтиленовых – низкого давления, сшитым полиэтиленом и металлопластиком.
Часто встречается вариант, когда муфта имеет обжимное (прессовое) подсоединение к полимерному трубопроводу, а другая часть насадки оснащена резьбой, предназначенной для подключения к металлическим трубам, запорной арматуре или фитингам.
Разъемные муфты-американки
Преимуществом американки является возможность устройства разборного узла в местах стыковки труб с различным инженерным оборудованием, например, радиаторов отопления, циркуляционных насосов, коллекторных узлов.
Американки есть практически у всех видов труб, стальных, полипропиленовых, металлопластиковых, а также труб из сшитого полиэтилена.
Конструктивно американка имеет с одной стороны часть соединяющую ее с трубой, с другой стороны накручивающуюся на муфту гайку и переходом на наружную или внутреннюю резьбу. Герметичность соединения разъемной части обеспечивает резиновое кольцо.

Рис. 4 Комбинированные американки для труб
Как осуществляется разъемное соединение
Фланцевое раструбное соединение – это самый популярный тип крепления полиэтиленовых труб в домашних условиях без сварки. Его удобно выполнять на водопроводах с диаметром от 50 мм. На меньших диаметрах нужно работать фитингами либо специальными зажимами или хомутами. Также фланцы применяются для установки соединения медных, металлических или чугунных трубопроводов с полиэтиленовыми.

Фото: фланец для полиэтиленовых труб
Фланец – это деталь с резьбой, которая используется для соединения труб различного типа. В основном металлические фланцы используют для газовых коммуникаций, металлических водопроводов, а также для соединения водопроводных систем из разного материала. При этом для установки полиэтиленовых труб с металлическими применяется особенный тип фланца, у которого на одной стороне резьба, а на второй – уплотнитель. Это позволяет обеспечить максимально прочное и герметичное соединение.
Как своими руками сделать резьбовое соединение ПЭ труб:
- Подготовьте трубопровод. Для этого обрежьте пластиковую трубу под прямым углом, то же самое нужно сделать и с металлической;
- Если на месте, которое нужно соединить с полиэтиленовой трубой, у металлической нет резьбы – нужно е сделать. Эта работа производится при помощи специальных резьбонарезных насадок;
- Далее, необходимо закрепить фланец на резьбу трубы, не перетягивайте, чтобы не сорвать самонарезное соединение. При этом желательно перед началом работы резьбу обработать герметиками или мастиками во избежание протеканий. Иногда разрешается защищать резьбовое соединение шнуром, обработанным смолой;
- Теперь в свободный конец фланца вставляется пластиковая труба, также обработанная специальными веществами.
Фланцами очень удобно работать в домашних условиях, но только если у Вас не слишком большие диаметры труб, иначе для установки соединений понадобятся специальные приспособления. Главным их преимуществом является то, что они подходят для напорных пластиковых труб. При этом фитинги бывают очень разные: компрессионные, электросварные из легированной стали, отлитые из поливинилхлорида.
Фото: соединение трубы
Для соединения безнапорных полиэтиленовых и полипропиленовых труб диаметром до 50 мм, пользуются фитингами. Технология следующая:
- Перед началом работы сделайте проект, чтобы рассчитать количество фитингов. Также нужно определить нужный диаметр этих соединительных приспособлений и их материал;
- Позаботьтесь о покупке инструментов для работы. Вам понадобится фасонный ключ, специальные зажимы, герметики;
- Отключите водоснабжение. Трубы должны быть сухими;
- Нанесите на поверхность водопроводных коммуникаций герметики, которые являются защитой от протечек;
- После вставьте фитинги в места разъединения труб. Желательно подрезать каждую коммуникацию для создания прямого угла в конструкции;
- Это соединение пластиковых труб не требует никаких знаний резьбонарезных инструментов или опыта работы. Все, что нужно – это нарезать трубу нужных размеров и соединять при помощи фасонных элементов.
- После окончания работы воду сразу же включать нельзя, нужно чтобы герметик высох и укрепился. В среднем период его застывания варьируется между 3 – 8 часами.
Крепление хомутом используется только для безнапорных полиэтиленовых труб, иначе канализация прорвет. Подобное соединение используется для крепления асбестоцементных труб при помощи безнапорных бетонных колец.

Фото: фитинг для полиэтиленовых труб
Список источников
- montagtrub.ru
- kngc.ru
- files.stroyinf.ru
- www.pkf-konros.ru
- www.kanalizaciya-stroy.ru
- tehnolen.ru
- sovet-ingenera.com
- masterseptika.ru
- trubsovet.ru
- TrubaMaster.ru