Дюймовые конические резьбы
Если требуется какая-то более прочная скрутка, то для этой цели оптимально подойдет коническая дюймовая насечка. Такую спираль используют чаще всего в трубопроводных магистралях с высоким давлением транспортируемой среды – газа или жидкостей. Также коническая нарезка хорошо зарекомендовала себя при скручивании металлических труб в подземных трассах магистралей, прокладываемых с большим заглублением.
При применении конических насечек места соединений должны обязательно герметизироваться мастиками, битумом или клеевыми составами. Обозначение для наружной винтовой конической нарезки – символ «R», внутренняя насечка обозначается группой символов «Rc». Конусообразная резьба выполняется на элементах конструкций, у которых конечный диаметр меньше начального, то есть, имеет в разрезе вид конуса. Именно из-за конусообразного тела изделия при скручивании элементов резьба деформируется, сжимается и расплющивается, что способствует наибольшей надежности соединения стальных или чугунных конструкций.
С помощью конусной дюймовой насечки соединяются элементы водопроводов, газопроводов и отопительных систем. Широко используется метрический конусный рельеф, отличительной особенностью которого является создание соединений с внешней конической насечкой и внутренней цилиндрической винтовой насечкой.

Какой может быть резьба трубная?
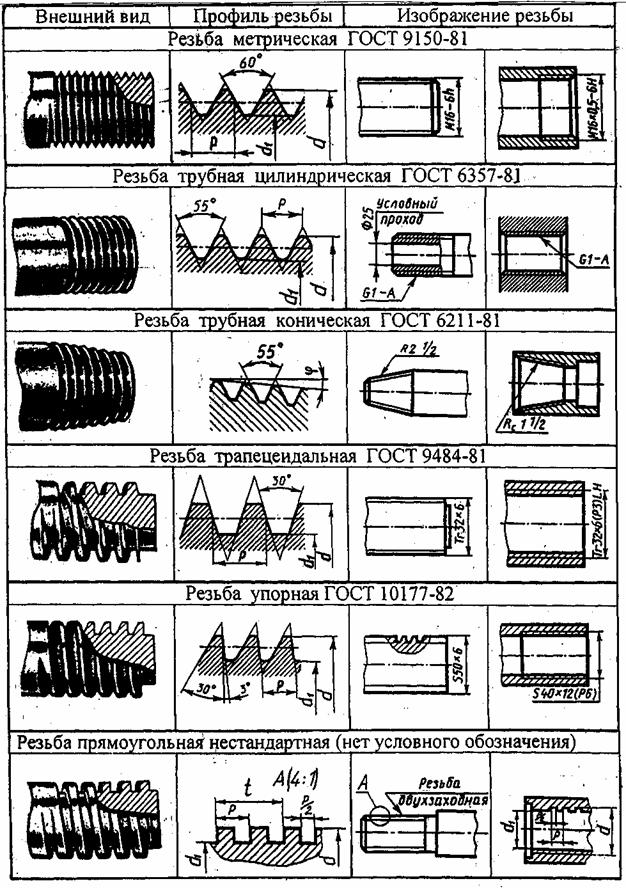
Нормативные документы разрешают использование следующих разновидностей:
- Цилиндрическая. Для ее получения необходима спиралевидная нарезка с профилем, образованным равнобедренным треугольником, с углом при вершине равным 55 градусам.
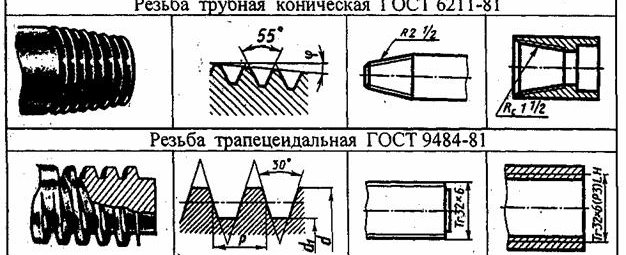
- Коническая. Выполняется спиралевидная нарезка, идентичная предыдущей, но с конусностью на скошенном участке трубы, равной 1 к 16.
- Дюймовая. Угол при вершине равнобедренного треугольника в данном случае будет равен 55 градусам. В Соединенных Штатах Америки, а также в Канаде используются дюймовые цилиндрические резьбовые профили, угол при вершине которых составляет 60 градусов. Международное их название – NPSM, они производятся в диапазоне размеров от 1/16 дюйма и до 24 дюймов.
Популярность последнего варианта, дюймовой трубной резьбы, в последнее время сходит на нет. В новых трубопроводах гораздо чаще используется цилиндрическая либо же коническая нарезка.
Цилиндрический тип имеет собственное обозначение – буква «G», о наличии конической нарезки трубы говорит маркировка с буквой «R» или «К» (для конических дюймовых нарезок). Параметры метрической цилиндрической накатки освещаются в ГОСТе под номером 8724-81. Для метрической конической нарезки существует ГОСТ-25229-82, если резьба коническая дюймовая, то используется ГОСТ 6357-81.
Коническая резьба дает более прочное соединение, поэтому трубы с такой нарезкой используют в промышленности и условиях, требующей повышенной надежности
Коническая резьба используется для бытовых целей реже, в основном такой тип резьбы получил распространение при сборке гидравлических аппаратов, постройке маслопроводов и топливопроводов для автомобилей и летательных устройств. Конический тип нарезки отличается более прочным соединением, близким к монолиту. Конические накатки, предназначенные для работы под высоким давлением, производятся по американскому стандарту NPT.
Основными параметрами резьбовых соединений, помимо представленных выше разновидностей, являются такие факторы:
- Направление, расположение.
- Единица измерения профиля – дюймовая или метрическая (в мм).
- Шаг – повторяющееся расстояние между витками.
- Внутренний диаметр нарезки.
Также существует такое понятие, как нестандартные резьбы. Они бывают, например, прямоугольными или квадратными. Изготовление такого типа нарезки возможно только с условием предоставления заказчиком подробных чертежей с указанием всех индивидуальных параметров резьбы.
Краткое описание
Трубная коническая резьба представляет собой особый тип нарезки, что по своей форме похож на конус, то есть, уменьшение диаметра к концу детали. Профиль подобного соединения должен иметь исключительно угол 55 градусов, а сама нарезка имеет впадины и вершины закругленной формы.
В этом случае шаг обозначается соответствующим числом витков на дюйм и нарезаются они под уклоном 1°47′24″, что, в свою очередь, должно отвечать конусности 1:16. Надежность сплочения заключается в том, что чем больше витков, тем выше герметичность.

Кроме этого, есть резьба метрическая коническая в соединениях внешней конусовидной с внутренней цилиндрической с обозначенным профилем, что согласно ГОСТ 9150-2002 должен иметь плоскосрезанные впадины.
Одним из основных преимуществ ее является то, что нарезание конической резьбы можно осуществлять непосредственно на месте, используя резьбонарезные плашки или клупов. Но чтобы сделать правильную нарезку необходимо использовать специальные трубные тески, поскольку вращающий момент вовремя создания пазов достаточно большой.
Также применяется по ГОСТ 6111-52 резьба коническая дюймовая. Она предназначена для объединения топливных, масляных, гидро-и воздухо трубопроводов в машиностроении. Что касается отличия от обычной конусовидной, то оно заключается в том, что в этом случае нет привязки к шагу нарезки, а измеряется по количеству оборотов на единицу длины.
Само название означает, что ее размеры указываются в дюймах, поскольку относится к английской системе измерения, к примеру, 1/8, 1/4, 1/2 дюйма.
Круглые метрические соединения
На детали и элементы конструкций из стекла, керамики, металлокерамики и жести нарезаются выемки круглого сечения. Этот тип скручивания выдерживает огромные механические нагрузки на сжатие, разрыв и боковые усилия. Соединение и разъединение деталей проводится без усилий, что позволяет использовать круглую метрическую насечку много раз. Основной ареал использования — вентили, смесители, резьбовые элементы электрических приборов (цоколь ламп, пробок, предохранителей).
Резьба NPSM
Аббревиатурой NPSM обозначается американская цилиндрическая дюймовая нарезка. В продольном разрезе такая выемка в профиле детали выглядит как равносторонний треугольник, то есть, все углы насечки равны 600. Соединение применяется для размеров труб в диапазоне 1/16-24 дюйма. Недостаток: в домашних условиях сделать такую нарезку невозможно.
Примечание
Левая нарезка обозначается группой символов «LH». Дюймовые нарезки классифицируются по классам точности 1-3. Символы «A» и «B» рядом с классом означают наружную или внутреннюю насечку.
Трубная цилиндрическая резьба: сферы применения и маркировка
Для стыковки металлических труб при сборке трубопровода можно использовать два основных способа: сварка труб, которая выполняется при наличии специальной аппаратуры и определенных навыков, и резьбовое соединение. Для резьбового соединения на трубу наносится трубная цилиндрическая резьба, позволяющая достичь при сборке трубопровода максимального уровня герметичности. Что собой представляет цилиндрическая резьба, как она наносится и обозначается, читайте далее.
Цилиндрическая резьба на трубе
Размеры и обозначение резьбы
Трубная резьба цилиндрическая преимущественно применяется при сборке бытовых и промышленных трубопроводов разного назначения: водопровода, газопровода, отопительной системы и так далее.
Размеры резьбы
Цилиндрическая резьба наносится в соответствии с ГОСТ 6357-81 и имеет следующие характеристики:
- профиль резьбы представляет собой равнобедренный треугольник, угол вершины которого составляет 55º. Для возможности обустройства максимальной герметизации концы и впадины профиля слегка закруглены;
Чертеж профиля цилиндрической резьбы
- резьба может иметь диаметр от 1/16 до 6 дюймов. Наиболее востребованными размерами при изготовлении бытовых систем водоснабжения и газоснабжения является 1″ и 1 ½». В зависимости от основного диаметра регламентируются и такие параметры, как:
- внутренний диаметр;
- внешний диаметр;
- высота профиля;
- шаг резьбы;
- число витков на 1 дюйм;
Таблица соотношения основного и дополнительных параметров
- длина свинчивания резьбы может быть нормальной (имеет обозначение N) и длинной (обозначается буквой L). Параметр не имеет четких размеров и может варьироваться в заданных пределах;
Параметры длины свинчивания разных видов
- резьба изготавливается двух классов точности: А и В. для каждого класса установлены индивидуальные допуски отклонений заданных диаметров.
Маркировка
Все основные параметры резьбы указываются на маркировке, которая также наносится в соответствии с ГОСТ 6357 – 81. В маркировке указываются:
- наименование резьбы. Цилиндрическая трубная резьба в соответствии с международными нормами обозначается буквой G;
- условный диаметр (в дюймах);
- вид резьбы. Если нанесенная резьба является левой, то маркировка дополняется буквами LH;
- класс точности резьбы;
- длину свинчивания (в мм), при условии, что резьба изготовлена с длинной длиной (L). Нормальный показатель параметра (N) на маркировке не указывается.
Примеры обозначений цилиндрической резьбы
Способы нанесения резьбы
Нарезка резьбы на трубу в зависимости от размеров, необходимой точности и иных параметров может быть произведена одним из следующих способов:
- резцами, установленными на токарно-винтовых станках. Таким способом можно нанести внешнюю резьбу любого диаметра и внутреннюю резьбу диаметром более 12 мм. Основными преимуществами данного метода является высокая точность изготовления и простота выполнения работы. Однако использование резцов не отличается высокой производительностью и преимущественно используется при выполнении индивидуальных или мелкосерийных заказов;
Процесс нанесения резьбы резцом
Подробнее с процессом нарезки резьбы на токарно-винтовом станке можно ознакомиться на видео.
- нарезание метчиками и плашками. Такой способ преимущественно применяется при выполнении индивидуальных работ в бытовых условиях, например, при создании частной системы отопления жилого дома. Производительность данного метода максимально низкая, но полученная резьба, при правильном выполнении работы, получается максимально точной;
Использование плашек для нанесения резьбы
- накатыванием. Промышленный способ нанесения резьбы, который заключается в деформации обрабатываемой поверхности. Благодаря свойствам резьбонакатных станков получаемая резьба отличается высокой точностью;
Промышленный способ нанесения резьбы
- фрезерованием, производимым на специальных резьбофрезерных станках. Производительность такого способа небольшая, также как и точность полученной резьбы;
Нанесение резьбы резьбофрезерным станком
- шлифованием. Данный способ отличается самой высокой точностью. Для нанесения точной резьбы требуется от 2 – 4 циклов работы, что приводит к нижайшей производительности. Однако изготовить такие детали, как калибр, резьбовой ролик, резьбовая пробка и так далее иными способами невозможно.
Изготовление точной резьбы
Независимо от выбранного метода изготовления, основные параметры трубной цилиндрической резьбы должна соответствовать ГОСТ 6357-81.
Определение шага
Для установления резьбы, и ее шага используют мерительный инструмент под названием резьбомер. Допустимо использование металлической линейки или штангенинструмента, в этом случае штангенциркуля. Есть и «народный» метод измерения шага. Но его желательно использовать только тогда, когда тогда под руками не специального мерительного инструмента.
Для реализации «народного» способа необходимо конец трубы прокатить по листу бумаги и подсчитать количество оттисков на расстоянии в один дюйм в результате будет получено количество витков. Для измерения с использованием резьбомера потребуется перебрать несколько шаблонов и тот, который не оставляет просвета между телом трубы и образцом, и будет искомый размер. На шаблоне выгравировано наименование резьбы.
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм – из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
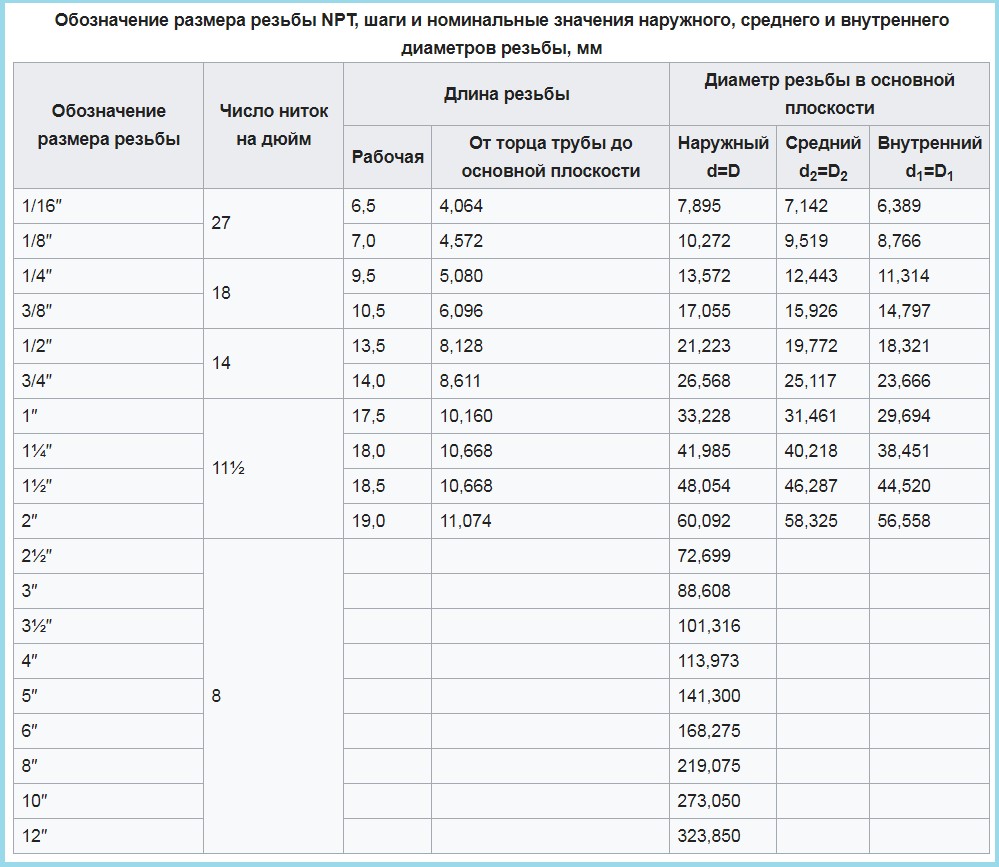
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов – это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг – это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода – в дюймовом варианте указывается количество ниток на 1″.
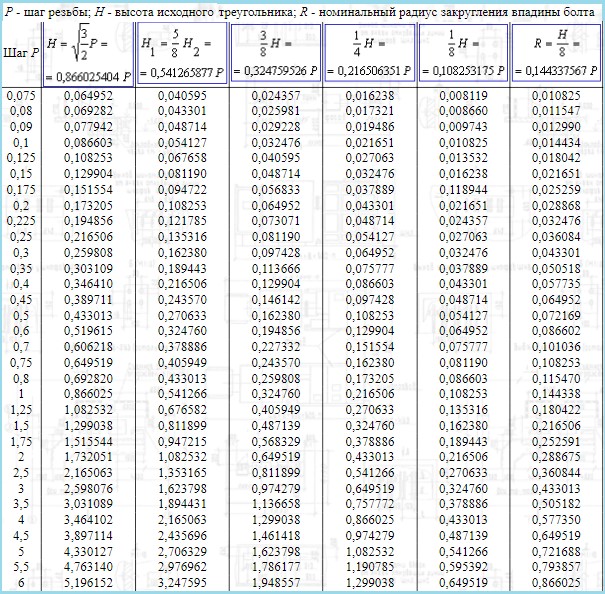
Рис. 7 Таблица метрической конической резьбы
Назначение и сфера применения
Резьба, согласно положениям ГОСТ №2.331-68, определяется как поверхность сформированная совокупностью чередующихся впадин и выступов определенного профиля, размещенная на внутренних либо наружных стенках тела вращения.
Функциональным назначением резьбы является:
- удержание деталей на требуемом расстоянии по отношению друг к другу;
- фиксация деталей и ограничение возможности их смещения;
- обеспечение плотности соединения стыкующихся конструкций.
Основой любой резьбы является винтовая линия, в зависимости от конфигурации которой выделяют следующие виды резьбы:
- цилиндрическая – резьба, сформированная на цилиндрической поверхности;
- коническая – на поверхности конической формы;
- правая – резьба, винтовая линия которой направлена по часовой стрелке;
- левая – с винтовой линией против часовой стрелки.
Резьбовое соединение – стыковка двух деталей посредством резьбы, обеспечивающая их неподвижность либо заданное пространственное перемещение относительно друг друга. Такие соединения классифицируются на две основные категории:
- соединения, полученные с применением специальных соединительных элементов – винтов, шпилек, гаек и шайб (сюда относится все разновидности фланцевого монтажа);
- соединения, образованные свинчиванием двух стыкующихся конструкций без сторонних крепежей (в сантехнике – муфтовое соединение труб).

Схема муфтового соединения труб
Действующие ГОСТ определяют следующие основные параметры резьбы:
- d – номинальный наружный диаметр винта либо болта, указывается в миллиметрах;
- d1 – внутренний диаметр гаек, размер которого должен совпадать с величиной d ответного крепежного элемента;
- p – шаг резьбы, указывающий на расстояние между двумя соседними гребнями винтовой линии;
- a- угол профиля, указывает на угол между смежными выступами винтовой линии в осевой плоскости.
Шаг резьбы определяет, к какому классу она относится – основному либо мелкому. На практике отличия между ними заключаются в том, что мелкие резьбовые соединения (в такой конфигурации выполняются все крепежи диаметром от 20 мм), за счет минимального расстояния между гребнями винтовой линии, более устойчивы к самоотвинчиванию.
Преимущества и недостатки
Широкое распространение резьбовых соединений обуславливается наличием у данного метода крепежа множества эксплуатационных преимуществ, к числу которых относится:
- надежность и долговечность;
- возможность контроля над силой сжатия;
- фиксация в заданном положении благодаря эффекту самоторможения;
- возможность сборки и демонтажа с применением широко распространенных инструментов;
- сравнительная простота конструкции;
- обширный сортамент и типоразмеры крепежных элементов, их низкая стоимость;
- минимальные размеры крепежей в сравнении с размерами соединяемых деталей.
К недостаткам данных соединений относится неравномерное распределение нагрузки по винтовой линии резьбы (около 50% давления приходиться на первый виток), ускоренный износ и ослабление стыка при частой разборке крепежа и его склонность к самоотвинчиванию под воздействием вибрационных нагрузок.
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим – калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.

Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ – это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
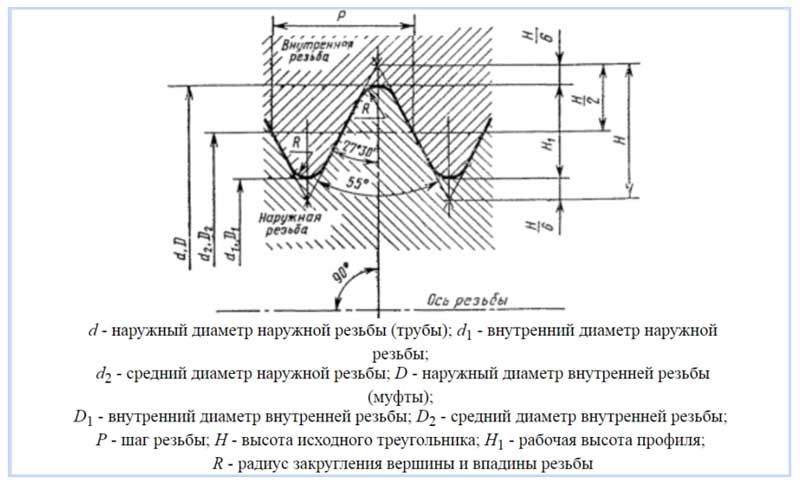
Рис.2 Цилиндрический профиль и его размерные показатели
Классификация резьбы
Резьба представляет собой набор канавок, которые имеют такие постоянные размеры, как величина сечения и шаг. Наносятся эти канавки на поверхности цилиндрической или же конической форм.
Применяется такое изобретение для создания винтовой стыковки, то есть такого соединения, в котором гребни одной детали находятся в канавках другой. Кроме того нарезка применяется для организации винтовых зубчатых передач. По большей части используются такие передачи в автомобилях, а также во многих инженерных конструкциях и сооружениях.
Имеет следующие параметры:
- Диаметр (миллиметры для метрической системы счисления и дюймы для эмпирической);
- Расположение, то есть внутреннее и наружное;
- Профиль поверхности, на которую нанесена;
- Число заходов;
- Направление (правая и левая);
- И некоторые другие.
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску – это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.

Рис.8 Ручной способ создания резьбы
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.
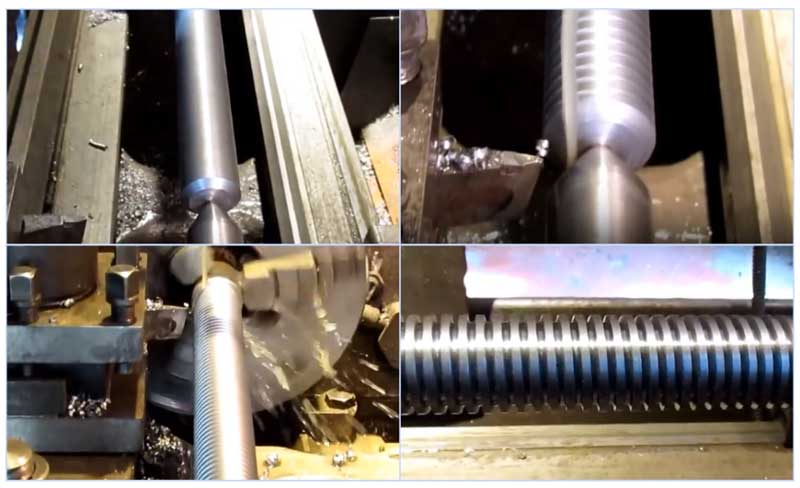
Рис. 9 Изготовление резьбы на токарном станке
Способы нарезки резьбы
Резьбовой сгон на внутренней или наружной части трубы (или муфты) можно нарезать несколькими способами, а именно:
- Накаткой резьбы в процессе изготовления трубы.
- Нарезанием резьбы с помощью метчика и плашки.
- Нарезанием резьбы на токарно-винторезном станке.
 Первый способ – накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Первый способ – накатка резьбы на трубу – практикуется при изготовлении водогазопроводных труб, стандартизированных ГОСТ 3262-75. Такие изделия с диаметром от 10 до 65 миллиметров поступают на сборочные площадки с уже готовой резьбой, которая формируется в процессе изготовления трубы. Причем в шаг резьбы соответствует 11 или 14 ниткам в дюймовом формате.
Помимо водогазопроводного варианта существует еще и пластиковая труба обсадная с резьбой, диаметром в 125 миллиметров. В этом случае резьбовой сгон на трубе формируется в процессе экструзии размягченного поливинилхлорида сквозь специальную форму. Причем указанное изделие используется только для армирования шахты скважины под питьевую воду. Ну а параметры типоразмеров таких изделий регламентируют отраслевые стандарты предприятий выпускающих подобные трубы, заглушки для труб, резьбовые фитинги и прочую атрибутику для трубопроводов.
Второй способ – нарезание резьбы с помощью плашки и метчика – практикуется в процессе стыковки торцов трубопровода на резьбовую муфту. Причем данный вариант предполагает, что диаметр стыкуемых труб не превысит 6 дюймов (163,83 миллиметра по наружному габариту). Методика нарезание резьбы плашкой очень проста: вы обездвиживайте трубу, надеваете на нее плашку и, зафиксировав режущий инструмент в плашкодержателе, навинчиваете его на тело трубы. Причем данную операцию следует выполнять за два прохода, используя то черновую, то чистовую плашки.
Методика нарезания внутренней резьбы метчиком выглядит еще проще: вы просто вставляете хвостовик режущего инструмента в патрон сверлильного станка и ввинчиваете метчик в заготовку, не забывая охлаждать место обработки. Как и в случае с плашкой, нарезание резьбы метчиком предполагает использование чернового и чистового метчиков. Первый режет профиль резьбовой канавки, второй – калибрует геометрию резьбы.
Третий способ – нарезание резьбы на специальных станках – предполагает размещение трубчатой заготовки в патроне и последующее нарезание резьбовой канавки особым резцом. При этом станок работает в специальном режиме, при котором синхронизированы продольная и поперечная подачи суппорта.
В итоге, самым быстрым способом накатки является станочный (таким образом можно нарезать любую резьбу на любой трубе), а самым мобильным – вариант с плашкой и метчикам. Ведь эти инструменты можно использовать для того, чтобы нарезать резьбу даже на очень труднодоступном участке.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение. Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
- Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
- Внутренний диаметр определить намного проще. Этот показатель характеризуется расстоянием от одной самой нижней точки до другой, расположенной на противоположней стороне трубы.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели.
Основные параметры дюймовой резьбы
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Определение размера и типа резьбы
Параметры существующей нарезки можно определить следующими способами:
1. Использование калибров. Специальные калибры позволяют выяснить шаг и диаметр как наружной, так и внутренней накатки. Для измерения внутренней резьбы необходим цилиндрический калибр с нанесенной наружной резьбой, вкручиваемый в трубу. Правильно подобранный калибр будет вкручиваться в трубу легко, при несовпадении даже одного витка поместить калибр внутрь трубы не удастся.
Размер наружного резьбового шага определяется аналогичным способом: для этого берется калибр с резьбой на внутренней стороне и накручивается на трубу.
Недостаток данного метода очевиден: может потребоваться достаточно много времени для подбора нужного калибра, число которых в полном комплекте достигает 120.
Тип и размер резьбы можно определить при помощи калибра, вкручиваемого в трубу
2. При помощи плоских шаблонов (резьбомеров). Более простой и быстрый способ определения размера, правда, не всегда обеспечивающий точный результат, поэтому в профессиональных условиях почти не применяемый. Пластина с нанесенным профилем нарезки прикладывается к трубной резьбе (снаружи или внутри изделия). Между резьбовыми гребнями и шаблоном, подобранным правильно, не должно оставаться просветов.
Также при измерении резьбового шага используются штангенциркули и микромеры, но они годятся только для внутренней нарезки. Калибры и резьбомеры являются более универсальными приспособлениями.
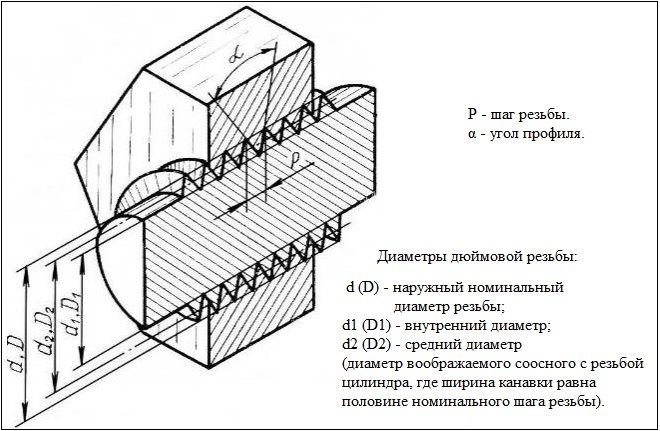
Схема и технические характеристики
Профиль конической резьбы представлен на нижеприведенной схеме, на которой обозначены:
- d (наружный тип резьбы), D (внутренний тип) – внешний диаметр;
- d1, D1 – внутренний диаметр;
- d2, D2 – средний (промежуточный) диаметр;
- p – шаг профиля;
- f – угол конуса;
- H- высота исходного треугольника;
- Н1 – рабочая высота профиля;
- R – радиус закругления впадины и вершины;
- C – срез впадины и вершины.
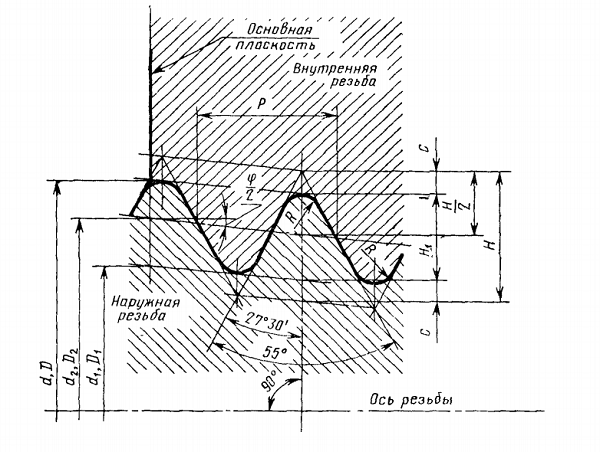
Схема NPT резьбы
Резьба NPT имеет стандартные размеры от 1/16 до 24″, при этом данное обозначение указывает не на внешний диаметр штуцера, а на пропускной диаметр трубы, на которой нарезается коническое соединение.
Рассмотрим основные параметры наиболее распространенных NPT соединений:
| Типоразмер (“) | Количество витков профиля на дюйм (шт) | Длина (мм) | Диаметр (мм) | |||
| Рабочая | От торца до плоскости | D=d | D1=d1 | D2=d2 | ||
| 1/16 | 27 | 6.5 | 4.06 | 7.89 | 6.389 | 7.142 |
| 1/8 | 27 | 7 | 4.57 | 10.27 | 8.77 | 9.52 |
| 1/4 | 18 | 9.5 | 5.10 | 13.58 | 11.31 | 12.45 |
| 3/8 | 18 | 10.5 | 6.10 | 17.06 | 14.80 | 15.93 |
| 1/2 | 14 | 13.5 | 8.13 | 21.22 | 18.32 | 19.78 |
| 3/4 | 14 | 14.0 | 8.61 | 26.57 | 23.67 | 25.12 |
| 1 | 11.5 | 17.5 | 10.16 | 33.23 | 29.70 | 31.47 |
| 1 1/4 | 11.5 | 18 | 10.67 | 41.99 | 38.46 | 40.22 |
| 1 1/2 | 11.5 | 18.5 | 10.67 | 48.06 | 44.52 | 46.30 |
| 2 | 11.5 | 19 | 11.08 | 60.10 | 56.56 | 58.33 |
Независимо от типоразмера, угол вершины профиля всегда составляет 60 градусов, а его теоретическая высота – 0.86 мм.
Технология нарезки
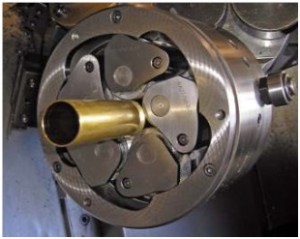
В промышленных условиях резьба NPT формируется на специальных резьборезных станках. Основным рабочим инструментом такого оборудования является метчик, который закреплен на вращающемся шпинделе, при этом обрабатываемая труба неподвижно фиксируется на столе станка.
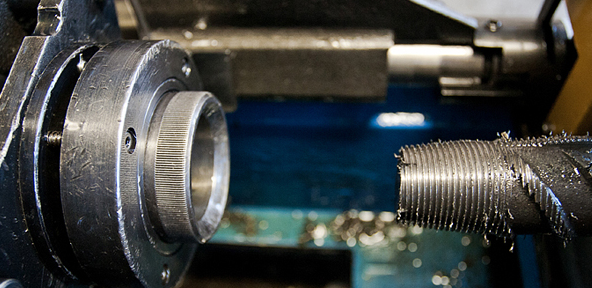
Нарезка конической резьбы
Процесс нарезки состоит из следующих этапов:
- Устанавливается требуемое направление и скорость вращения шпинделя, в посадочном гнезде закрепляется заготовка.
- На шпиндель монтируется метчик требуемого типоразмера, его головка фиксируется поддерживающим зажимом.
- Включается электропривод станка.
- Посредством управляющего рычага резьбонарезная головка перемещается к обрабатываемой трубе.
- Автоматический ролик фиксирует и сопоставляет инструмент и заготовку, происходит автоматическая нарезка резьбы заданной конфигурации.
- По завершению хода метчика суппорт поднимается вверх, электропривод отключается и заготовка демонтируется со станка.
Далее выполняется проверка сформированной резьбы на предмет геометрической точности и при необходимости производится ее коррекция.
Список источников
- prompriem.ru
- trubypro.ru
- gidpotrubam.ru
- vsetrybu.ru
- stankiexpert.ru
- montagtrub.ru
- metmastanki.ru
- ooo-asteko.ru
- VseOTrubax.com
- TrubaMaster.ru