
Недостатки пайки нержавейки твердыми припоями
- Если сравнивать с использованием других припоев, то процесс получается более трудоемким;
- Твердые сплавы нередко оказываются более дорогостоящими, как и себестоимость пайки, за счет того, что используется больше ресурсов;
- Далеко не каждый инструмент может дать ту температуру, которая требуется для этого процесса, поэтому, в домашних условиях он оказывается трудноосуществимым.
Подготовка оборудования и материалов
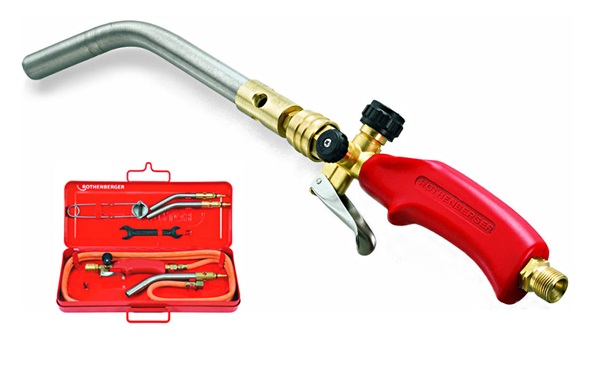
Перед тем как паять нержавейку твердым припоем, следует заняться подготовкой. Для проведения пайки нужно подобрать правильную горелку, которая бы смогла выдать требуемую температуру и обладала достаточной шириной пламени, чтобы равномерно обрабатывать поверхность.

Выбор горелки для пайки припоями
Следует сделать так, чтобы под рукой всегда находился флюс и припой, чтобы вовремя сделать все нужные процедуры. Перед работой нужно подготовить все под заданный режим работы и проверить работоспособность инструментов.
Отличия высокотемпературной пайки от низкотемпературной
При высокотемпературном спаивании используется нагрев при помощи горелки, тогда как в ином случае применяется электрический нагрев.

Высокотемпературная пайка нержавейки
Также различается температура плавления самого припоя. В первом случае она намного более высокая, что также влияет и на качество соединения, так как оно становится значительно выше. Низкотемпературная пайка, впоследствии, выдерживает меньшие температурные режимы воздействия. Высокотемпературная может вызывать структурные изменения в металле, если температура его плавления близка к той, которая используется при обработке. Для них также используется оборудование различной мощности.
Выбор твердого припоя
Медно-цинковый припой представлен в серии ПМЦ с различным содержанием меди. Его часто используют вместе с дополнительным легированием, чтобы снизить сильную отдачу при вибрации.
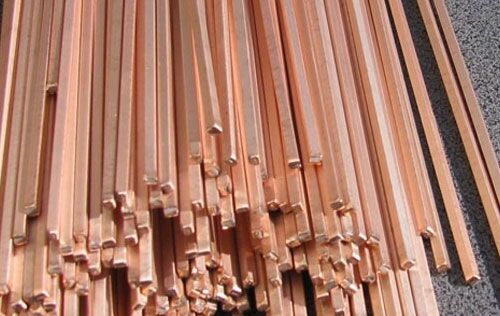
Медно-цинковый припой
Медно-фосфорный представлен в серии ПМФ с различным содержанием фосфора, в зависимости от цифры модели. У него хорошая устойчивость к коррозии и высокая текучесть. Иногда его могут использовать для замены серебряного припоя.

Медно-фосфорный припой
Медно-циноквые обладают высокими технологическими свойствам. При добавлении олова температура плавления снижается, так что он относится к универсальным припоям.
Выбор флюса
Пайка нержавеющей стали твердыми припоями требует тщательного подбора флюса. Одним из лучших вариантов для данного металла состоит на 70% из буры, на 20% из борной кислоты и на 10% из фтористого кальция.
Технология пайки нержавейки твердым припоем
- Зачистить механическим способом стыковые части деталей.
- Зафиксировать заготовки в неподвижном положении.
- Зону, где будет происходить спайка, нужно промазать флюсом.
- Горелка зажигается и устанавливается на нужный режим.
- Постепенно прогревается зона спайки, пока не изменится цвет металла.
- К детали подается припой, который может быть сразу покрыт флюсом.
- Осуществляется постепенное запаивание поверхности, передвигая расходный материал вдоль линии спайки.
Контроль качества шва
Существует несколько способов проверить, насколько хорошо все спаялось. Для этого используют такие методы как:
- Параметрический;
- Трансформаторный;
- Люминесцентный;
- Цветной;
- Оптический;
- Визуальный.
Меры безопасности
Даже когда происходит пайка пищевой нержавейки твердыми припоями в домашних условиях, то следует придерживаться правил безопасности. Во-первых, для пищевой нержавейки припой не должен содержать цинк или свинец. Также не стоит забывать о высоких температурах, с которыми идет работа и брать все незащищенными руками раньше времени остывания. Баллон с газом должен находиться на достаточном расстоянии от открытого огня горелки.
Почему пайка может не получиться?
Основными причинами неудач являются:
- Недостаточно хорошая зачистка перед самим процессом;
- Плохой разогрев заготовки, так что припой не смог нормально сцепиться с металлом;
- Был неправильно подобран припой для такого соединения;
- Было использовано недостаточное количество флюса, так что материал не начал плавиться, как того требовала технология;
- После спайки, когда все еще не остыло, было механическое воздействие со сдвигом детали.
Особенности состава пищевых припоев
Безопасным сплавом считается олово, поэтому основная доля всех припоев изготавливается на его основе. В состав входит ограниченное количество элементов, поэтому пищевых разновидностей немного. Элементы для «чистых» припоев:
- Медь, содержание которой находится в пределах 10%, что не повышает токсичность.
- Цинк также часто используется в качестве основного или добавочного элемента.
- Висмут. Он безвреден, его содержание в небольшом количестве относится к добавочному, и такие припои больше применяются для медицинских целей.
Нельзя использовать сурьму в больших количествах, категорически запрещен кадмий, который имеет высокий уровень токсичности.

Припой пищевой
Применение «чистых» припоев также определяется толщиной соединяемых деталей и допустимой температурой плавления для конструкций и изделий. Например, припой для пищевой меди по химическим свойствам может быть медно-серебряный, оловянно-цинковый и оловянно-медный, но температура плавления серебряных (670-800 °С) и использование горелки не подойдут для тонких конструкций, а также для металлов с температурой плавления, приближенной к температуре плавления припоя. Именно поэтому наиболее распространены оловянные сплавы, которые способны соединять различные металлы и «работают» при нагреве до 250 °С.
Разновидности
Пищевые припои для пайки используются в нескольких типах.
Серебряные. Здесь могут быть взяты модификации с добавлением никеля, меди, висмута, марганца. Температура их плавления составляет 670-800 градусов, что требует использования горелки для разогрева. Соединять конструкции нужно без применения нагрузок или давления на нее.
Хромоникелевые. Обеспечивают высокую прочность соединения, но для повышения прочности могут дополнительно быть легированы кальцием, натрием, никелем.
Медно-фосфорные. Низкоплавкие (до 450 °С), нужны для работы с медными изделиями. Образуют прочное соединение, для взаимодействия с которым требуется горелка соответствующей мощности.
Оловянные. Наиболее распространены «мягкие» разновидности с температурой плавления 250 °С. В их состав могут входить следующие элементы: медь, цинк, висмут. Их используют для неответственных деталей, а также соединяемых элементов тонкого сечения. Для некоторых изделий может потребоваться особый пищевой припой: для пайки самовара, например, применяют чистое олово или варианты с его содержанием 90%. Это одна из самых экологически чистых марок низкоплавкого припоя.

Процесс пайки пищевой нержавейки и меди
Области применения
Назначение зависит от используемых металлов для самих изделий, их конфигурации и толщины. Основные пищевые металлы — это:
Нержавейка
Метод ее соединения зависит от толщины листа: если она менее 3 мм и при отсутствии требований по прочности шва, можно использовать оловянные сплавы. Но лучшим считается серебряный припой для пайки нержавейки пищевой, особенно если в него входит небольшое количество никеля. Он имеет схожий цвет и коррозионную стойкость. Во втором случае нужно учитывать условия работы с нержавейкой, а также ее физико-химический состав, не каждый из которых может без последствий подвергаться столь высокому нагреву, который нужен для расплавления твердых припоев. Сложными являются сплавы с содержанием никеля более 25%, которые начинают при длительном нагреве до +500-700 °С выделять карбиды (снижается стойкость к коррозии).
При печном спаивании применяют серебряно-марганцевые или хромоникелевые разновидности. Пайка проводится с использованием буры.
Медь с латунью, нержавейкой
Комбинирование металлов усложняет пайку. Разница температур плавления и свойства металлов усложняют выбор припоя, флюса и, соответственно, технологии. Применение паяльника в большинстве случаев нерентабельно из-за использования твердых припоев и/или больших площадей соприкосновения. В качестве универсальной технологии подойдет пайка горелкой, поскольку это ускорит процесс, предотвращая окисление флюса. Для неответственных деталей вполне уместны латунные припои, для ответственных — стоит остановиться на более дорогом и качественном медно-фосфорном варианте.
Заключение
Для производственных масштабов разработаны нормы расхода припоя для пайки по ГОСТ, без которого невозможно рациональное применение дорогостоящих материалов. Оценка результативности проводилась на основании табличных данных свойств материала, базирующихся на измерении и сравнительных расчетах. Нормированию также подлежат и дополнительные элементы: флюсы, защитные, окислительные среды, расходные элементы для пайки.
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
В теплом месте канифоль растворится. Изменить консистенцию состава можно добавлением канифоли или спирта. В случае образования осадка его можно удалить фильтрованием. На качество пайки созданного флюса это не влияет.
Необходимая химия (флюсы) для пайки в домашних условиях и не только!

Выбор инструмента
Если речь идёт об изделиях значительного размера, отложим электрический паяльник, температура которого достигает максимум 500 градусов Цельсия, в сторону, и приступим к выбору газовой горелки, поскольку паяльные лампы менее удобны для работы. Тут следует учитывать следующие критерии:
Температура пламени. Если для домашней мастерской можно ограничиться покупкой устройства, в котором этот параметр достигает 1000 – 1500 градусов, то профессионалу нужно, чтобы температура доходила до 2000 градусов. Это позволит работать с деталями большого размера и использовать тугоплавкие припои и флюсы.
Форма и размер пламени
Для точечных работ важно, чтобы оно имело карандашную форму, и было как можно компактнее. Но для пайки больших объёмов меди используется широкое вихревое пламя
Удобно, когда газовая горелка имеет несколько сменных сопел и систему регулировки, позволяющие производить точную настройку.
Удобство. Для домашней надобности подойдут и устройства, устанавливаемые на портативные газовые баллоны. Но в производстве лучше применять горелки, присоединяемые к большим газовым баллонам с помощью шланга. Они удобнее в использовании и рассчитаны на долговременную эксплуатацию.
В комплекте с горелкой должен поставляться кронштейн для закрепления сменных жал и сам комплект жал различного размера и сечения. Некоторые пытаются изготовить горелку своими руками. Но это требует специальных знаний и точных расчетов. Гораздо проще купить уже готовый инструмент.
Подготовка к пайке
Перед выполнением работ по сварке труб из меди необходимо подготовить:
- требуемое оборудование;
- дополнительные материалы.
Оборудование
Для пайки потребуется следующее оборудование для медных труб:
специальное устройство для резки материала. Медь является достаточно мягким металлом, поэтому труборез должен быть высококачественным. Для определения размеров труб также потребуются рулетка и маркер, а для правильного соединения труб между собой строительный уровень;

Приспособление для резки труб
фаскосниматель – устройство для обработки концов труб перед пайкой. Дополнительная обработка труб позволяет получить более прочное соединение. Фаскосниматель может быть отдельным оборудованием или встроенным в труборез;

Оборудование для обработки концов труб
труборасширитель. Трубопроводы изготавливаются из труб одного диаметра. Соединять отдельные участки труб в единую систему можно при помощи специальных устройств – фитингов – или непосредственно между собой без дополнительных приспособлений. Если фитинги для пайки медных труб не применяются, то для получения прочного соединения требуется несколько увеличить диаметр одной из соединяемых труб, для чего и применяется такое устройство, как труборасширитель;

Приспособление для увеличения диаметра на конце трубы
паяльник для медных труб – основное устройство, нагревающее материал для сварки. Чаще всего в качестве паяльника используется газовая пропановая горелка, которая может быть оснащена одноразовым или стационарным баллоном. Устройство с одноразовым баллоном используется для строительства бытовых трубопроводов своими руками. Горелки со стационарными заправляемыми баллонами применяются профессиональными мастерами, выполняющими сварку труб достаточно часто.
Инструмент для нагрева труб в процессе пайки
металлическая щетка (ершик) для очистки поверхности труб от загрязнений и окислов. Для лучшей обработки материала также можно использовать мелкую наждачную бумагу.

Приспособление для очистки труб перед пайкой
Приобретать необходимый инструмент для выполнения единичной работы, например сборки трубопровода дома, нецелесообразно, так как финансовые затраты на покупку устройство достаточно высоки. Любой инструмент можно взять в аренду в специализированных магазинах.
Материалы
Сварка медных труб осуществляется при помощи:
- припоя;
- флюса.
Припой – это специальный сплав, предназначенный для заполнения пространства между трубами в процессе пайки. Материал повышает прочность шва и позволяет увеличить срок службы трубопровода.
В зависимости от температуры плавления различают следующие виды припоев:
мягкий или низкотемпературный. Температура плавления сплава не превышает 300ºС. В основе применяемого сплава находится свинец. Дополнительно добавляются олово, цинк или серебро. Мягкая пайка подходит для трубопроводов с температурой проходящего вещества не более 110ºС и с давлением не более 16 атмосфер. Указанные параметры соответствуют бытовым водопроводам;

Низкотемпературный сплав для пайки медных труб
твердый или высокотемпературный. Применяется для трубопроводов с повышенным давлением или температурой проходящей среды, например, для системы отопления. В основе сплава находится медь. В качестве дополнительных металлов используются серебро, цинк, титан. Температура плавления такого припоя в среднем составляет 700ºС.
Высокотемпературный сплав для пайки трубопроводов с повышенными характеристиками
Твердая и мягкая пайка производится при помощи дополнительного вещества – флюса, который выполняет следующие функции:
- дополнительно очищает места пайки от окислов, препятствующих образованию прочного соединения;
- обезжиривает соединяемые участки трубопровода;
- увеличивает растекаемость используемого для пайки припоя, тем самым повышая прочность соединения;
- защищает место стыка труб от окисления в процессе использования трубопровода.
Флюс может быть:
- высокотемпературным (более 450ºС);
- низкотемпературным (менее 450ºС).
Вид флюса подбирается под определенный вид пайки соответственно.
Флюс может изготавливаться:
- в жидком виде;
- в твердом виде;
- в виде пасты.

Разновидности флюсов для пайки
Основные проблемы при пайке
Очень важный момент – перед тем, как паять медные трубы, нужно проверить их на предмет наличия дефектов. Если труба была изначально деформирована или повреждена, то о качественном соединении не может быть и речи. Кроме того, соединяемые детали нужно тщательно зачистить, иначе возникнут микротрещины, впоследствии снижающие срок службы трубопровода.
Наносить флюс на обрабатываемую поверхность необходимо очень тщательно, ведь плохое соединение в итоге приведет к плохому качеству пайки. Такой же эффект возникает при перегреве трубы – флюс из-за этого попросту выгорает, и качественный шов создать не удастся.

При пайке должна обязательно соблюдаться техника безопасности – открытое пламя представляет собой опасность, равно как и используемые материалы. Чтобы решить эту проблему, нужно заранее запастись средствами индивидуальной защиты.
Заключение
Пайка медной трубы – это не самый простой процесс, поэтому проводить его своими руками стоит только при наличии соответствующего опыта. Впрочем, грамотная подготовка и тщательный подход к работе позволят создать надежное соединение, способное прослужить достаточно долго при надлежащих условиях эксплуатации системы.
Серебряный припой.
Еще одним распространенным видом состава, применяемого для пайки меди, является серебряный припой. Как правило, он представляет собой соединение серебра с медью и цинком. Такой состав может быть использован для пайки практически любых металлов. Единственный его недостаток – серебро слишком дорого стоит. Поэтому применяются серебряные припои только в тех случаях, когда доказана экономическая целесообразность их использования – например, когда к соединительному шву предъявляются особенно высокие требования.
Припои на основе серебра не имеют конкурентов по смачиваемости и растеканию. Также они обладают высокой устойчивостью к коррозийным процессам и способны выдерживать ударные нагрузки и воздействие вибрации.
В маркировке таких составов есть буквы ПСр (припои серебряные) и цифра, указывающая на содержание в веществе серебра. Чем больше серебра включено в состав, тем более высокими характеристиками он обладает, но при этом является и более дорогим. На практике одним из самых часто используемых составов является ПСр-45, который содержит 45% серебра, а также 30% меди и 25% цинка. Этот припой способен образовать соединение с высочайшими качественными и эксплуатационными характеристиками, поэтому применяется для пайки в самых ответственных местах изделия.
Обратите внимание! Кроме меди и цинка в состав серебряного припоя может входить и кадмий, который понижает температуру плавления вещества до 250 градусов
Но при применении такого припоя следует соблюдать особые правила предосторожности, так как при его плавлении в воздух попадают вредные для человека пары кадмия
Выпускаются серебряные припои чаще всего в виде прутков или полос, диаметр которых составляет 2–3 мм. При пайке с использованием серебряных составов применяется флюс (чаще всего бура).
Как паять медную проволоку
 В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В домашних условиях часто приходится паять медную бижутерию. При кажущейся простоте процесса, он на самом деле не прост. Во-первых, надфилем надо обработать медную проволоку так, чтобы соединение двух ее частей проходило по большей плоскости. Обязательно надо соединяемые части закрепить относительно друг друга, чтобы в процессе пайки не происходило смешение.
В место стыка добавляется жидкий флюс, после чего проводится нагрев места соединения горелкой. Далее в зону нагрева подается припой. Лучше, если это будут небольшие кусочки, которые устанавливаются встык пинцетом. Можно их уложить до начала нагрева медной проволоки.
Пайка пищевой и непищевой меди – стандартизированный процесс, основанный на двух документах – это ГОСТ 1922249-73 и ГОСТ 16038-80. То есть, нормами и правилами оговорено конкретно, как проводить работу, чем и в каких условиях.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Трубопроводы из меди считаются лучшими, так как срок их службы сопоставим со сроком эксплуатации здания, в котором они установлены
Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Если припой, то какой
Определившись с инструментом, приступаем к выбору припоя. Прежде всего, следует убедиться, что материал соответствует определённому температурному режиму. По своим характеристикам припои условно делятся на три группы.
- Низкотемпературные. Их стоит предпочесть, если паяльник или горелка неспособны обеспечить хороший прогрев. Однако прочность соединения в этом случае будет не слишком высокой. Для деталей, работающих под большими нагрузками, такой вариант не подходит.
- Среднетемпературные. Если паяльная горелка обладает достаточной мощностью, используя такой материал удастся наложить прочный шов с приемлемыми эксплуатационными свойствами. Но, по ряду причин, такие составы не получили широкого распространения.
- Высокотемпературными. Как правило, при их применении достигается самая высокая прочность соединения. Следует помнить, что не все сплавы меди способны выдержать значительный нагрев. Всё будет зависеть от соединений, входящих в их состав. Но если требуется, чтобы получившийся шов выдерживал высокие нагрузки, придётся остановить свой выбор именно на таком варианте.
Но не только температура плавления отличает один припой от другого. Не менее важен их химический состав. Наиболее распространена пайка меди твёрдым припоем. В ходе такой работы используются смеси, приготовленные по различным рецептам. Они разделены на несколько основных категорий.
- Оловянно-медные и серебряно-медные. Это – достаточно простые в применении низкотемпературные припои.
- Медно-фосфорные. Эти высокотемпературные припои удобны тем, что при необходимости могут использоваться без флюсов. Но при низких температурах его механические свойства ухудшаются и, как следствие, падает прочность соединительного шва.
- Медно-серебряно-цинковые. Они также обладают высокой тугоплавкостью. Среди их достоинств – хорошая пластичность и высокая коррозионная стойкость.
- Высокотемпературные серебряные припои обладают хорошими механическими свойствами, однако, для их применения обязательно необходим флюс. Важным недостатком является и высокая стоимость материала.
При обилии предложений на рынке, изготовление припоя своими руками не слишком оправдано.
Для изготовления водопроводов и изделий, контактирующих с пищей, использовать составы, содержащие свинец, недопустимо. Причина очевидна – свинец ядовит. Отдельной проблемой является пайка нержавейки с медью. Но и она решается правильным выбором припоя и флюса.
Необходимый инструмент и материалы для пайки меди.
1. Труборез
Используется для нарезания труб по длине, в продаже есть множество по виду разных труборезов, но принцип работы у всех одинаков.
Труба зажимается между роликами и лезвием и начинаем вращать вокруг трубы, подтягивая натяжной болт на 1/3 оборота, после каждого оборота трубореза. Через пять шесть оборотов труба будет разрезана.2. Горелка газовая
Используется при низко температурной пайки меди (Низкотемпературная пайка — это пайка при температуре менее 450°С ) с оловянным припоем.
В продаже есть множество разных конструкций горелок, но не все они годятся для пайки. Внимательно прочитайте инструкцию от горелки, там обычно пишут для чего она предназначена, и не стоит брать ту горелку, где инструкция начинается со слов “разжигаться мангал” ! Для вас, самое главное нужно выбрать горелку с узко направленным пламенем.
Такая горелка способна нагреть трубу за несколько секунд, а газового баллончика хватит на несколько сотен стыков.
В баллон горелки заправлена смесь пропана-бутана, притом, чем выше процентное соотношение бутана к пропану, тем температура пламени будет выше.
3. Металлическая шерсть
Применяется для механической зачистки меди.
Просто следует обжать конец трубы металлической шерстью и сделать несколько вращательных движений трубой.
Также следует зачистит и фитинг но уже из внутри
Для фитингов можно также использовать специальные ёршики, но ни в коем случае нельзя пользоваться напильником или грубой наждачной бумагой!
Теперь что нужно для самой пайки:
1. В первую очередь это припой (олово)
Припой продаётся в катушках и представляет собой оловянную проволоку диаметром 3мм.
В принципе всё что нужно при выборе, это найти надпись БЕЗ СВИНЦА, или по английски LEAD FREE.
Такой припой можно использовать в водопроводах ну и конечно в самогонных аппаратах. его состав S-Sn97Ag5 (L-SnAg5) (состав Sn 97% Ag 5%),
2. Флюс
Очень важная вещь при пайке!
Для качественного соединения металлов при пайке припой должен растечься под действием капиллярных сил и «смочить» основной металл. Хорошее смачивание происходит только на совершенно чистой, не окисленной поверхности. А сам шов получается прочным при защите пайки от кислорода воздуха
Поэтому для повышения адгезии припоя и получения качественной пайки поверхности соединения обязательно механически зачищаются и используют флюсы.
В принципе при выборе Флюса, не важно предназначены они для припоя с свинцом или без, они все взаимозаменяемы, зато флюсы для пайки например нержавейки абсолютно не годятся.Можно использовать простой канифоль, правда могут быть проблемы с нанесением.
Пайка медных труб с применением медно-фосфорного припоя
вид пламени
Если факел пламени горелки ярко синего цвета и средней величины, то это свидетельствует о том, что газовая смесь содержит равное количество кислорода и газообразного топлива. Благодаря такой пайке металл будет нагреваться равномерно.
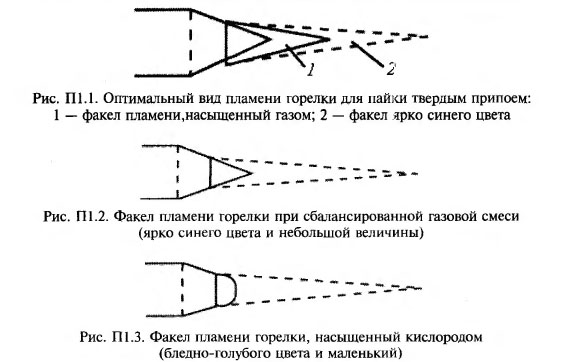
Если факел пламени горелки небольшой и бледно-голубого цвета, то это значит, что в газовой смеси находится много кислорода. Во время такой пайки поверхность металла будет окисляться, свидетельством чего станет появление темного налета на металле.
Гарантом надежности паяного соединения является подготовка медной поверхности. Она должна быть очищена от грязи, масла, краски и прочих веществ, которые могут препятствовать нанесению припоя на металлические поверхности.
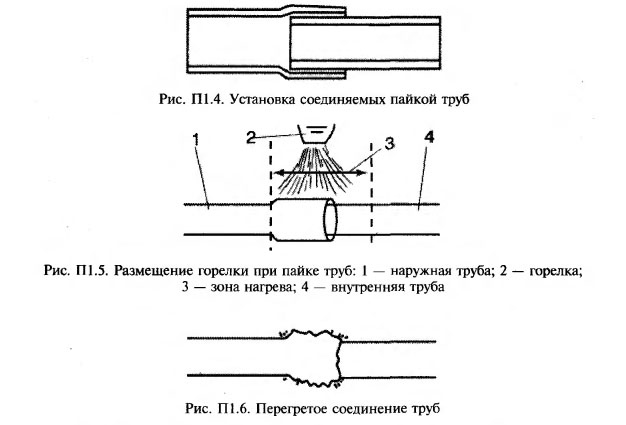
Соединяя методом пайки две медные трубы необходимо обеспечить выполнение следующих условий:
- труба меньше диаметра должна входить в трубу большего диаметра не меньше, чем на длину своего диаметра;
- зазор между стенками наружной и внутренней трубы должен находиться в пределах 0,025-0,125;
- прогрев выполняют равномерно по всей длине и окружности соединения;
- использование горелки нужного размера с уменьшающимся пламенем. При перегреве основной металл начинает сильнее взаимодействовать с припоем, в результате, такое соединение будет иметь значительно меньший срок службы.
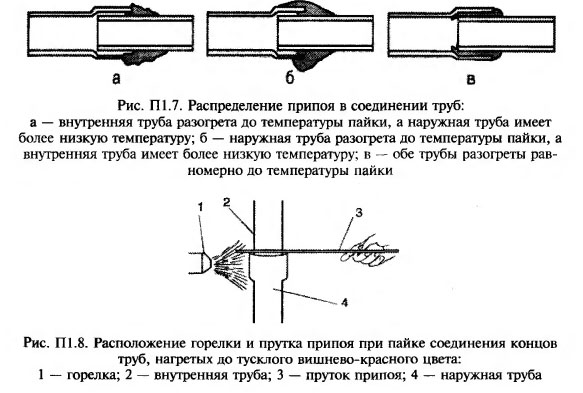
Если пруток твердого припоя расплавится от контакта с прогретыми трубами, то это означает, что они достаточно прогреты. Чтобы улучшить процесс пайки пруток твердого припоя предварительно прогревают пламенем горелки.
Известно, что припой проникает в соединение труб под действием капиллярных сил и чтобы облегчить процесс его растекания необходимо предварительно позаботиться о чистоте поверхности свариваемых соединений и соблюдать необходимый зазор. Также следует не забывать, что припой всегда движется к источнику теплоты.
Что необходимо для пайки труб из меди
Основным достоинством процесса пайки медных изделий своими руками является отсутствием необходимости приобретения дорогостоящего оборудования. Для правильного осуществления пайки понадобятся инструменты, которые возможно найти в любом гараже или кладовке:
- Горелка, как правило, используется газобаллонного типа. Для пайки небольших медных труб может использоваться ручная горелка на бензине, однако такое оборудование не безопасно при использовании.
- Труборез возможно приобрести на рынке комплектом или отдельно необходимого диаметра. Специальное приспособление позволяет разрезать мягкую медь не повредив грани, без деформации окружности. Конструкция некоторых моделей труборезов позволяет применять их при труднодоступных местах.
- Труборасширитель необходим ля получения необходимого диаметра, действие выполняется для качественного соединения при пайке. При одинаковом сечении возможно немного увеличить размер одной из стороны перед пайкой, что позволит наложить их друг на друга.
- Для снятия заусенцев, образованных после резки и фасок понадобится специальный инструмент. Перед пайкой медных труб необходимо воспользоваться фаскоснимателем, это позволит получить надежное, качественное изделие. На рынке предлагаются несколько вариантов снимателей, удобным в использовании считается круглое устройство, позволяющее обрабатывать мягкие металлы диаметром не более 4 см.
- Перед любым процессом спаивания детали подвергаются подготовке. Необходимо удалить с поверхности загрязнения и окислы, очистка которых производится специальными щетками или ершиками различного диаметра. Работа паяльником для медных труб различается на высоко и низкотемпературное воздействие.
- Для защиты от формирования воздушных масс при пайке медных труб, используются флюсы и пасты. Состав служит для предотвращения образования коррозии и окислов, а также способствует повышению прочности шва.
Кроме вышеперечисленных инструментов, понадобятся материалы для точной разметки. Основными из них считаются маркер, уровень строительного типа, рулетка, кисточка, молоток для нанесения рисок. Способ пайки существует несколько, основные из них имеют отличия применением состава припоя. Мягкий припой используется в бытовых системах, подразумевает использование оловянной проволоки.
Список источников
- www.HomeDistiller.ru
- sovet-ingenera.com
- svarkalegko.com
- trubaspec.com
- vse-o-trubah.ru
- svaring.com
- svarkaipayka.ru
- stalevarim.ru
- stankiexpert.ru
- metalloy.ru
- www.xiron.ru




















