Ленточнопильный станок
Ленточнопильные станки, используемые для разрезания дерева, имеют главным отличием то, что при их помощи можно разрезать древесину, придавая ей любую форму. Это устройство позволяет делать распилы как прямой формы, так и криволинейной.
По способу расположения такие машины классифицируют на такие разновидности:
- вертикальные;
- горизонтальные.
В зависимости от того, насколько автоматизирована работа в данной конструкции, такие машины разделяют на:
- полностью автоматические (они используются в основном в промышленности);
- полуавтоматические (используются для изготовления мебели, в таких машинах автоматизирована работа режущей пилы и тисков);
- ручные (в этих устройствах материал нужно подавать в ручную, и процесс распила также регулируется вручную, такие машины считаются бытовыми, используется в частных мастерских).
Также такие аппараты классифицируют по типу ленты:
- с узкими пилами (от 2 до 6 см, наиболее часто используемые для изготовления мебели);
- с широкими пилами (от 10 до 30 см).
Если рассматривать эти машины в зависимости от их мощности, они появляются на:
- столярные;
- делительные;
- бревопильные.
В домашних мастерских встречаются преимущественно машины мелких габаритов и не сильно громоздкие, полуавтоматические или ручные.
Электрооборудование станка рейсмусового одностороннего СР-6-9
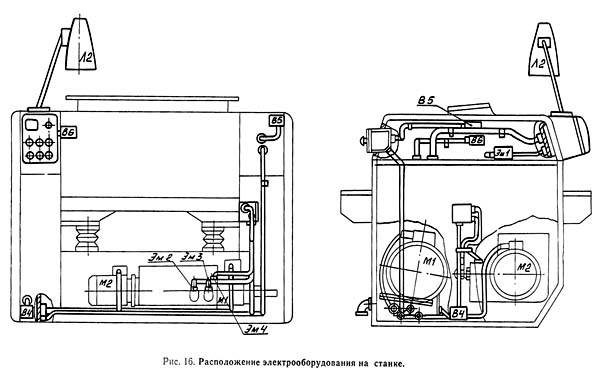
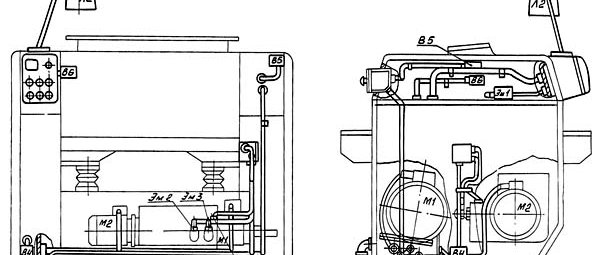
Расположение электрооборудования на рейсмусовом станке СР 6-9 Рис. 16
Электрооборудование станка. Общие сведения
Электрооборудование одностороннего рейсмусового станка СР6-9 (рис. 16) содержит:
- Ml – электродвигатель привода ножевого вала;
- М2 – электродвигатель привода подачи и перемещения стола;
- Эм1 – тормозной электромагнит привода ножевого вала;
- Эм2, Эм3 – электромагнитные муфты перемещения стола;
- Эм4 – тормозная электромагнитная муфта перемещения стола;
- Аппаратура управления, сигнализация – расположенная в пульте управления и нише электрошкафа
На станке применяются следующие величины напряжений:
- силовая цепь 50 Гц, 380 В;
- цепь управления 50 Гц, 110 В;
- цепь сигнализации 50 Гц, 24 В.
- цепь питания электромагнитных муфт = 24 В.
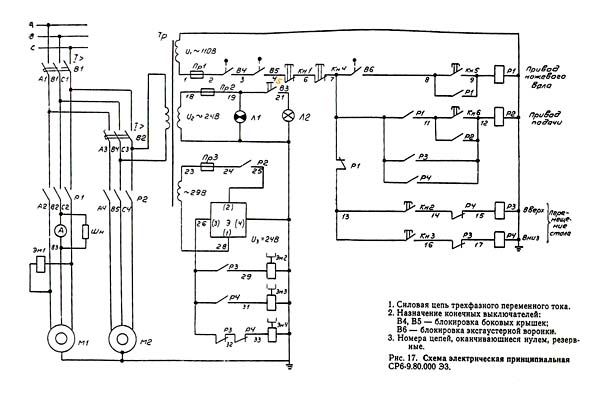
Схема электрическая принципиальная рейсмусового станка СР 6-9 Рис. 17
Описание работы электросхемы
Перечень элементов к электросхеме (см. табл. 6). Перед включением станка необходимо открыть дверь электрошкафа и проверить состояние выключателя В2 и предохранителей Пр1…Пр3, после чего закрыть дверь электрошкафа.
Напряжение на силовые цепи и цепи управления подается включением вводного выключателя В1. При этом на пульте управления должна загореться сигнальная лампа Л1 молочного цвета. Включение привода ножевого вала осуществляется кнопкой Кн5. При этом включается магнитный пускатель Р1, замыкая свои контакты в цепи питания электродвигателя ножевого вала. Отключается привод ножевого вала кнопкой Кн4 или Кн1.
Привод ножевого вала невозможно включить при открытой эксгаустерной воронке или открытой боковой крышке (правой и левой). Блокировка осуществляется микровыключателями В4, В5, В6.
Привод подачи включается кнопкой Кн6 при включенном приводе ножевого вала. При этом включается магнитный пускатель Р2, замыкая свои контакты в цепи питания электродвигателя М2. Привод подачи нельзя включить, если не включен привод ножевого вала, благодаря наличию замыкающих контактов пускателя Р1 в цепи питания катушки пускателя Р2.
Перемещение стола производится включением кнопки Кн2 или Кн3 в толчковом режиме при отключенном приводе ножевого вала. При включенном приводе ножевого вала привод перемещения стола не включится, так как в его цепи имеется размыкающий контакт магнитного пускателя Р1.
Кнопкой Кн2 включается реле Р3, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм2 и включает перемещение стола вверх.
Кнопкой Кн3 включается реле Р4, которое замыкает свой контакт в цепи питания электромагнитной муфты Эм3 и включает привод перемещения стола вниз.
Для фиксации стола в заданном положении “применяется тормозная муфта Эм4.
Переключатель В3 служит для включения лампы местного освещения Л2.
Кнопка Кн4, расположенная на пульте управления, и кнопка Кн1, расположенная на станине станка, служат для аварийного отключения станка.
Защита электрооборудования от токов короткого замыкания и перегрузок осуществляется вводным выключателем В1, выключателем В2 и предохранителями Пр1…ПрЗ.
Нулевая защита осуществляется магнитными пускателями.
Подготовка электрооборудования станка к первоначальному пуску и первоначальный пуск.
При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра в электрошкафе на блоках зажимов отключить провода питания двигателей Ml и М2. Включить вводный выключатель B1. При помощи кнопок, находящихся на пульте управления, проверить четкость срабатывания пускателей. После чего восстановить схему в исходное положение и проверить правильность направления вращения электродвигателей.
Копировальный станок
Копировальные станки (чаще изготавливаются в моделях «копировально-фрезерный» или «токарно-копировальный») предназначены для создания копии образца деревянного изделия, максимально приближенного к оригиналу. Такие аппараты позволяют выполнять работу достаточно быстро, иногда изготавливая несколько копий детали одновременно. В таких машинах используется методика шаблонного копирования. Это технология позволяет достичь одинаковой формы всех элементов конкретной детали, а также точно скопировать эту деталь один или несколько раз. Таким образом, практически исключается возможность технологической ошибки, поскольку большинство этапов обработки пиломатериала производится автоматически.
Следует отметить, что копировальные машины имеют достаточно компактные размеры, но вместе с тем высокую прочность даже при частой эксплуатации, они работают длительный срок без поломок и ремонта, если вовремя проводить обслуживание устройств. Более того, копировально-фрезерные машины позволяют изготавливать элементы с максимальной точностью похожими друг на друга.
Строгальный станок
Для придания деревянной заготовке требуемой формы используются строгальные станки. После обработки деревянного изделия на такой машине его поверхность получается идеально ровной и гладкой, на ней отсутствуют заусеницы, сколы и расслоения.
Конструкция этого устройства позволяет проводить обработку деревянной детали в любой плоскости:
- вертикальной;
- горизонтальной;
- наклоненной под любым углом.
Такая возможность достигается благодаря тому, что у всех строгальных машин для обработки дерева есть направляющая планка, которая регулирует угол наклона. Благодаря тому, что вся конструкция достаточно прочная и устойчивая, при произведении работ в разных плоскостях можно добиться высокой точности обработки деревоматериала, поскольку уровень вибрации минимален.
Рабочая поверхность данного аппарата разделяется на две части:
- подвижная;
- неподвижная.
Между этими частями располагается движущийся ножевой вал. Основная его задача — срезание тонкой части деревянной детали. Во время движения куска дерева по рабочему столу вальцы придерживают деталь.
В строгальном станке могут быть два или три ножа. Если их три, значительно повышается качество обработки лесоматериалов. К такому аппарату есть сменный комплект ножей. Одни предназначены для работы с мягкими пиломатериалами, другие с более твердыми.
Фугование: базовый этап в достижении успеха
Как работает фуговальный станок
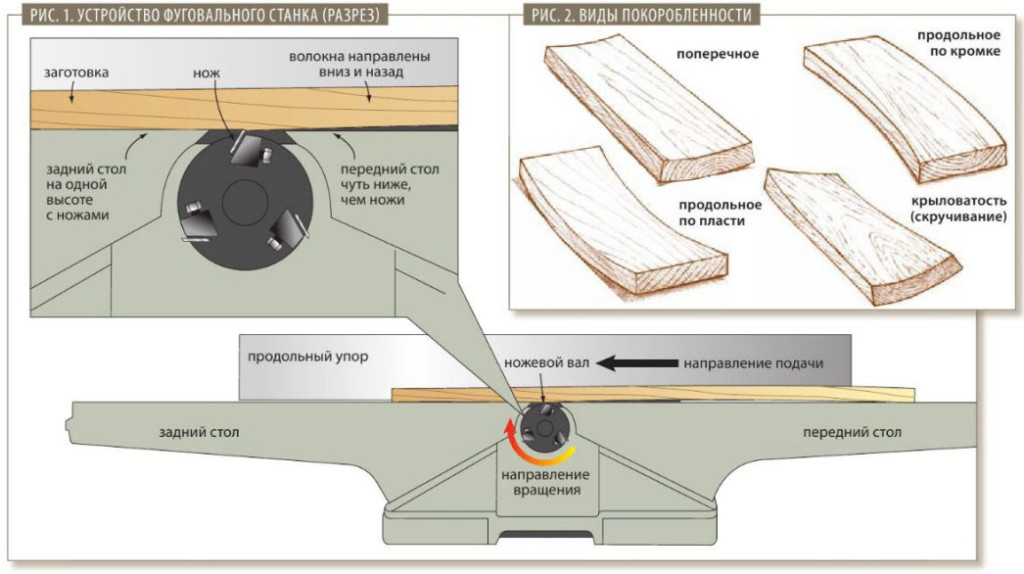
Как видно из схемы фуговального станка (рис. 1), передний и задний столы разделяет цилиндрический ножевой вал. Передний стол установлен чуть ниже верхней точки окружности, описываемой ножами, задний стол находится с ней на одном уровне.
При подаче заготовки на ножевой вал ножи снимают ту часть материала, которая находится ниже плоскости заднего стола. Обработанная гладкая поверхность далее движется по заднему столу. При каждом следующем проходе удаляется очередная порция древесины, до тех пор пока вся обрабатываемая сторона доски не ста — нет плоской.
Вначале отфугуйте пласть
Перед фугованием взгляните вдоль кромки доски, чтобы проверить, нет ли продольного изгиба или коробления (рис. 2), а также, чтобы определить направление волокон. Для получения наилучших результатов строгайте покоробленную доску так, чтобы ее выпуклая сторона была обращена вверх (иными словами, доска должна опираться на ее края), а волокна были направлены вниз и назад (рис. 1). Если волокна будут направлены вверх, движущиеся ножи станут отрывать волокна, что приведет к скалыванию небольших кусочков заготовки (так называемым вырывам). Чтобы отфуговать пласть доски, настройте передний стол на глубину реза не более 1,6 мм. Положите доску на передний стол перед ножевым валом. Пользуясь толкателями, подавайте доску вперед. Направленное вниз усилие прижима должно обеспечивать только контакт доски с передним столом, но не более того (фото А). Чрезмерное прижимное усилие может распрямить продольную или поперечную покоробленность, и после ослабления прижима доска примет прежнюю форму.
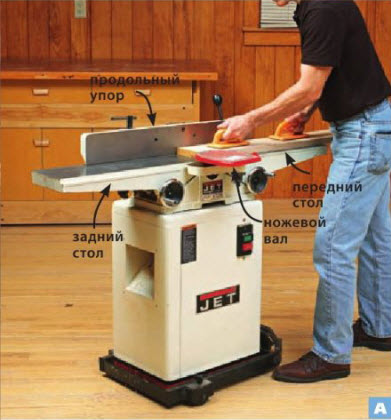
Прижимайте доску толкателями. Основное усилие должно быть направлено на подачу доски вперед, а не на прижатие ее к столу.
Прикладывайте лишь небольшое усилие, чтобы обработанная часть доски сохраняла контакте задним столом. Обеими руками подавайте заготовку вперед.
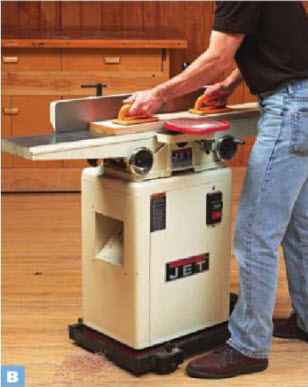
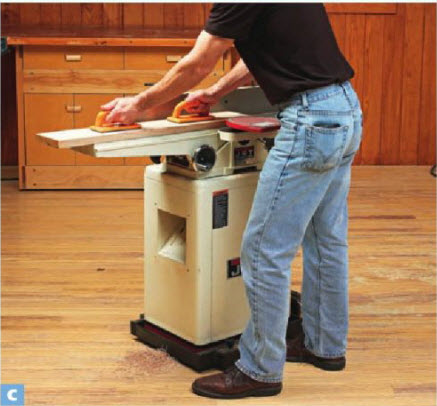
Когда примерно 15 см доски пройдут над ножевым валом, перенесите вашу левую руку (и прижимное усилие) на конец доски, находящийся на заднем столе (фото В). Примерно в середине прохода переместите правую руку на обработанную часть заготовки и продолжайте равномерно подавать ее вперед, пока проход не будет закончен (фото С).
По мере необходимости перемещайте руки, чтобы прижимать обработанную часть доски к заднему столу. Проведите над ножевым валом всю доску.

Начертите мелом извилистую линию вдоль и поперек доски. Она поможет отслеживать ход работы. Когда линия исчезнет, доску можно считать плоской.
Не нужно удалять больше материала, чем необходимо. Чтобы контролировать результат, нанесите на доску мелом волнистую линию. Если доска имеет выраженную поперечную или продольную покоробленность, при первом проходе будет снято немного материала (фото D). С каждым последующим проходом доска будет становится все более плоской, а обработанная поверхность все более широкой. Если меловая линия исчезла, это значит, что доска стала плоской.
Выровняв опасть доски, пометьте ее, как показано в «Совете мастера».
Совет мастера
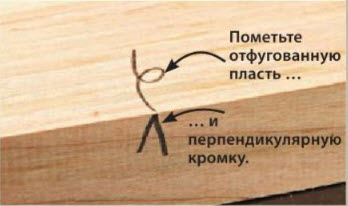
В процессе первичной обработки материалов бывает трудно запомнить, какая пласть доски уже обработана и какая из кромок перпендикулярна этой пласти. Поэтому после последнего прохода пометьте только что обработанную поверхность. Традиционно мебельные мастера ставят на отфугованной пласти закорючку, а перпендикулярную к ней кромку обозначают галочкой, острие которой направлено в сторону отфугованной пласти.
Затем обработайте кромку

Прикладывайте усилие в двух направлениях, прижимая доску к продольному упору и подавая ее вперед на ножевой вал. При работе с досками шириной менее 100 мм используйте толкатели.
После того как одна опасть доски выровнена, отфуговать кромку под прямым углом к опасти не составит труда. Выполняйте те же действия, что и при фуговании пласти, с одним лишь дополнением: подавая доску, как было описано выше, плотно прижимайте ее к продольному (параллельному) упору (фото Е). Если возможно, для предотвращения вырывов и сколов ориентируйте заготовку так, чтобы древесные волокна были направлены вниз и в сторону от направления вращения ножевого вала (рис. 1).
Пометьте обработанную кромку, как показано в «Совете мастера». Теперь, когда одна из пластей доски стала плоской, а одна из кромок — перпендикулярной этой пласти, настало время перейти к рейсмусовому станку.
Самодельный станок-рейсмус в собственной мастерской: выбор параметров
На рынке имеется значительное количество разнообразных моделей рассматриваемого оборудования, как от отечественных производителей (Корвет, Энкор, Красный Металлист и пр.) так и импортного производства. В последних вариантах преобладают сомнительные китайские бренды, которые не отличаются надёжностью в работе, а, кроме того, часто имеют заниженные, против паспортных, параметры. В таких случаях, а также, если предлагаемые станки не вписываются в имеющиеся размеры площади, есть смысл изготовить рейсмус своими руками.
Сразу стоит отметить, что ряд узлов и деталей лучше приобретать, нежели попытаться сделать своими руками. Это, в первую очередь, касается самого ножевого вала вместе с подшипниками крепления: самодельные варианты не будут отличаться необходимой точностью сопряжения, в результате чего деталь будет сильно перегреваться при нагрузке.
При выборе схемы станка руководствуются имеющимися чертежами (можно найти в Интернете), но перед этим стоит уточнить ряд элементов устройства. Например, если в одном агрегате есть необходимость совместить фуганок и рейсмус, то целесообразно сделать оборудование с двухсторонним приводом. Тогда с одной стороны устройства можно производить предварительное прострагивание заготовки, а с другой стороны – вести окончательную обработку дерева «в размер».
Также надо определиться с наибольшей длиной ножевого вала: самодельный станок с валом более 500 мм может потерять жёсткость при работе на твёрдых сортах дерева: груши, граба, дуба. В результате по поверхности доски могут пойти волнообразные гребни высотой до 1 мм, что потребует дальнейшей обработки полуфабриката. Посадочные размеры и диаметр необходимо сделать такими, чтобы на самодельном оборудовании можно было получать плинтусные, багетные профили, а также другие декоративные элементы из дерева.
При выборе конструкции следует в полной мере предусмотреть и меры безопасности при последующей эксплуатации агрегата. Самодельный рейсмусовый станок Станки своими руками должен иметь надёжное ограждение рабочей зоны стола, а также исключать вероятность обратного хода доски при чрезмерной величине зазора, а также её разрушение во время обработки.
Анализируя имеющиеся чертежи самодельных устройств, стоит иметь в виду, что наличие в столе двух нижних прижимов снизит усилие задачи доски в рабочее пространство, поскольку заготовка будет перемещаться по гладкой поверхности валка, а не по столу.
Разметка рейсмусом
Для разметки соединений или распилов нет ничего лучше простого, но аккуратного рейсмуса. Чтобы познакомить вас с приемами работы, мы проконсультировались у известного мастера Фрэнка Клауса. Он показал, как можно добиться максимума от этого нехитрого разметочного инструмента.
Чем полезен рейсмус
С помощью рейсмуса можно размечать линии параллельно краю детали как вдоль, так и поперек волокон. Одно из преимуществ рейсмуса перед карандашом заключается в наличии иглы-царапки, которую Фрэнк остро затачивает в форме косого ножа, оставляющего очень тонкие, но четкие нестирающиеся линии, и надрезающего древесные волокна, предупреждая появление сколов при работе стамеской и пилении. Вот несколько примеров использования рейсмуса:
■ разметка середины доски для роспуска;
■ разметка кромки доски для фугования;
■ разметка соединений, например «ласточкиного хвоста» или шипа с гнездом.
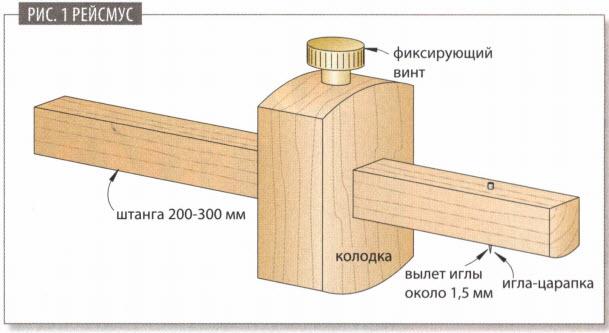
Конструкция рейсмуса
Простой рейсмус состоит из четырех деталей: штанги длиной 200-300 мм, колодки, фиксатора и иглы-царапки (рис. 1). Колодка передвигается вдоль штанги, что позволяет менять расстояние от нее до царапки, и ее положение фиксируется с помощью винтового или клинового зажима. В некоторых рейсмусах игла- царапка вынимается, если нужна заточка или замена. Штанга может иметь измерительную шкалу, с помощью которой удается настроить рейсмус на требуемый размер, не прибегая к измерениям.
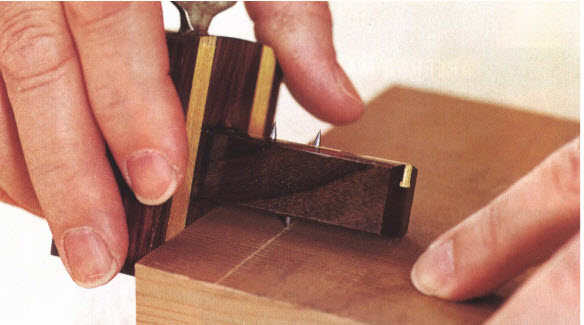
Одна из разновидностей — так называемый гнездовой рейсмус (фото внизу) — имеет одну иглу-царапку для обычной разметки параллельных линий и дополнительную пару игл на противоположной стороне штанги для разметки гнезд. Одна из этих игл зафиксирована неподвижно, а другая перемещается по штанге для настройки ширины гнезда.
Точность на кончике иглы
Чтобы рейсмус работал правильно, объясняет Фрэнк, сосредоточьте внимание на самой маленькой детали-царапке. Убедитесь, что она имеет правильную форму, вылет и установлена под нужным углом
Форма. Часто новые иглы-царапки имеют коническое острие, которое разрывает древесные волокна, а не перерезает их. Заточите кончик царапки с двух сторон для получения острой режущей кромки (рис. 1а).
- Вылет. Для лучшего контроля устанавливайте царапку с минимальным вылетом из штанги (около 1,5 мм).
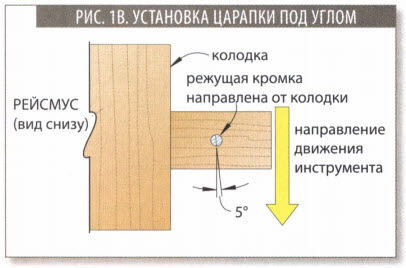
- Угол. Так как обычно рейсмус ведут вдоль кромки доски по направлению к себе, установите режущую кромку иглы под углом около 5° относительно колодки (рис. 1b). Тогда царапка при разметке будет автоматически прижимать колодку к кромке доски.
Советы по работе с рейсмусом
- Так как колодка следует вдоль кромок доски, для аккуратной разметки необходимо, чтобы они были прямыми и гладкими.
- Зафиксировав колодку, проверьте настройку и убедитесь в отсутствии сдвига. Выработайте привычку всегда делать пробную разметку на обрезке для проверки точности.
- Слегка прижимайте колодку плашмя к кромке доски и следите за ее положением. Поверните штангу, чтобы слегка наклонить царапку вперед (фото вверху), а затем легким непрерывным движением проведите линию.
Разметочный столярный рейсмус своими руками, 3.0 out of 5 based on 2 ratings
Классификация и возможности
Исполнение рассматриваемых агрегатов может быть довольно разнообразным. Классифицируют станки по следующим признакам:
- По типу привода. Самодельные мини-устройства могут иметь и ручной привод, но в большинстве случаев используют всё-таки электрический привод. При этом бытовые модели комплектуются двигателем на 220 В, а профессиональные – на 380 В.
- По типу подачи. В схеме станка может быть одна или две пары подающих роликов, соответственно, в первом случае потребуется сделать прижим обрабатываемой заготовки к столу более мощным, не исключаются также вибрации в момент врезания. Двусторонние валковые подачи более совершенны и удобны в работе. Ряд зарубежных фирм (Makita, DeWalt и др.) комплектуют свои изделия узлами автоматической подачи, но эта опция оправдывает себя лишь при значительных программах выпуска однотипной продукции.
- По числу ножевых валов. Это определяет, сколько разных профилей может одновременно обрабатывать станок. Правда, соответственно увеличится и количество операторов.
- По функциональным возможностям. Устройство рейсмусовых станков позволяет сделать не только размерную обработку полуфабриката, но и последующую его калибровку. Это исключает появление поперечных сколов, вмятин и прочих дефектов, которые могут появиться на обработанной поверхности в случае несоблюдения технологии фугования или при чрезмерно большой подаче исходного материала.
- По своим технологическим характеристикам. На практике рассматриваемое оборудование производят с диапазоном мощностей 1…40 кВт, при частоте вращения вала до 10000…12000 мин-1, ширине строгания до 1350 мм, ходе до 50 м/мин и толщине исходной заготовки 5…160 мм.
Кроме того, некоторые модели различаются способом регулировки зазоров и устройством подшипникового узла главного привода.
Три вида обработки древесины
Заготовки древесины после её черновой обработке, а проще распиловки, не отличаются высоким качеством поверхности. Не обработанные брус, доска, лафет подходят для строительства. Однако необработанная древесина не подходят для отделочных и других работ, где ценится качественная поверхность изделий из дерева.
Более качественная обработка деловой древесины достигается одним из трех способов столярных работ:
- Строгание;
- Фугование;
- Рейсмусование.
Все три варианта обработки подразумевают снятие слоя древесины, но разными способами.
Строгание
Вид обработки древесины, заключающийся в снятии слоя древесины по всей длине заготовки. Применяется для заготовок короче 3-х метров, не требующих крепления на станине станка.
Фугование
Снятие равномерного слоя древесины с заготовок длиннее 3-х метров. При обработке фиксируются на станине прижимным устройством, чтобы исключить пригибание заготовки при обработке.
Рейсмусование
Чистовая, тонкая обработка древесины со снятием очень небольшого слоя древесины с высочайшей точностью обработки. Максимальная толщина снимаемого слоя при рейсмусовой обработке 1 мм за один прогон.
Для проведения работ по чистовой обработке древесины применяются специальные типы деревообрабатывающих станков, называемых рейсмусовые станки или рейсмусы. Чтобы понять их общее устройство и принцип работы, посмотри на станок рейсмус Jet JWP-12. Станок переносной, качественный и достаточно примерный, чтобы быть иллюстратором всей линейки переносные рейсмусовые станки.
Фуговальный станок
Фуговальный станок — это оборудование, которое используют для обработки деревянных заготовок. Различные фуговальные станки имеют разные характеристики, однако их основным предназначением является первичная обработка дерева перед тем, как его будут обрабатывать на других станках.
Эти машины для обработки дерева могут 2 видов:
- односторонними;
- двусторонними.
У одностороннего работа производится только с одной стороны деревянного элемента, у двустороннего есть возможность одновременной обработки двух сторон (смежных).
Кроме того, такие машины разделяют по типу подачи заготовок:
- автоматические;
- ручные.
Переносные рейсмусовые станки на примере Jet JWP-12

Прежде всего, вес станка. Вес данного станка 27 кг, что позволяет его легко переносить двум работникам. Такая мобильность станка удобна не только в частном домостроении, но и повседневном хозяйстве. Станок не требует закрепления на поверхности, работает в режиме простой установки на ровную, прочную поверхностью.
Приводом станка, обеспечивающим вращение строгального вала, служит коллекторный электродвигатель мощностью 2 кВт
Небольшая мощность двигателя позволяет легко подключить его в бытовых электросетях без дополнительных разрешений. Немаловажно, что электропитание станка осуществляется от сети 230 Вольт. Сам станок имеет внутреннюю защиту от перегрузки
Принцип работы станка достаточно прост. По сути это автоматический рубанок шириной около 300 мм. За один проход заготовки рейсмус снимет максимальный слой в 1 мм. Из этих соображений выставляется высота строгального вала.
Заготовка подается в станок оператором. После подачи доска автоматически продвигается по станине, подвергаясь строганию ножами, установленными на рубанке рейсмуса. При необходимости сострогать 2-3 мм, заготовку пропускают через станок 2-3 раза соответственно.
Давайте рассмотрим, как наладить рейсмус своими руками.
Установите на стол рейсмусовый станок, поднимите поддерживающие столы и ослабьте регулировочные болты так, чтобы края столов стали ниже основного стола подачи рейсмуса.
Наклон чугунных столов на некоторых стационарных строгальных станках регулируется путем поворота регулировочного винта. Там где нет винтов, вставляются металлические регулировочные прокладки, которыми поднимают или опускают столы.
Для точной регулировки подающих столов положите в рейсмус проверенную, ровную доску и осторожно поднимайте край стола до соприкосновения его с обрабатываемой деталью. Вначале со стороны подающего стола, а затем на приемном столе.. Если вы не имеете возможности полностью избавиться от желобков на краю детали, то приготовьте из отходов древесины заготовки одинаковой толщины с изделием
Положите их впереди и сзади фугуемой заготовки. Пускай рейсмус думает, что это одна длинная доска. Используя дополнительные куски древесины, перед каждым проходом следите за нагрузкой на деталь во время фугования.
Если вы не имеете возможности полностью избавиться от желобков на краю детали, то приготовьте из отходов древесины заготовки одинаковой толщины с изделием. Положите их впереди и сзади фугуемой заготовки. Пускай рейсмус думает, что это одна длинная доска. Используя дополнительные куски древесины, перед каждым проходом следите за нагрузкой на деталь во время фугования.
Стационарный фуговально-рейсмусовый станок имеет ролики, они помогают избежать образование желобков. Настраивая рейсмусовый станок, первое правило, избежать падение роликов. Их нужно удерживать на одном уровне с рабочей поверхностью стола, максимальный зазор между деталью и столом должен быть не более 0,02 мм.
Заготовки тоньше чем 3/8″ могут прогибаться и поднимать режущую головку вверх, что неизменно приведет к образованию желобка. Чтобы избежать этого, придерживайте вспомогательной доской основную деталь, это обеспечит дополнительную устойчивость.
Чем больше погружение ножей в заготовку, тем больше шансов получить на краю желобок. И так, когда вы подошли к конечной толщине на изделии, то настройте ножи с погружением в деталь не более чем на 1/64″ и сделайте по два прохода на каждой из сторон заготовки.
Технические характеристики рейсмусового станка JPT-310
| Наименование параметра | JPT-310 | JPT-310НН с валом «helical» |
|---|---|---|
| Фугование. Основные параметры | ||
| Максимальная ширина строгания, мм | 307 | 307 |
| Частота вращения строгального вала (на холостом ходу), об/мин. | 5500 | 5500 |
| Количество резов в минуту | 16500 | 16500 |
| Количество строгальных ножей на строгальном валу | 3 | 48 |
| Максимальная глубина строгания макс, мм | 3,0 | 3,0 |
| Строгальный нож, мм | 310 х 25 х 3,0 | 15 х 15 х 2,5 |
| Длина стола, мм | 1400 | 1400 |
| Диаметр строгального вала, мм | 70 | 70 |
| Боковой упор заготовки, мм | 1100 х 150 | 1100 х 150 |
| Высота над полом, мм | ||
| Строгание в размер – рейсмус. Основные параметры | ||
| Максимальная ширина строгания, мм | 307 | 307 |
| Диапазон толщины обрабатываемых заготовок, мм | 3..225 | 3..225 |
| Скорость механической подачи заготовки, м/мин | 7 | 7 |
| Минимальная длина обрабатываемой заготовки, мм | 150 | 150 |
| Длина рабочего стола, мм | 540 | 540 |
| Максимальная глубина строгания, мм | 4,5 | 4,5 |
| Электрооборудование станка | ||
| Род тока питающей сети | 220В / 380В 50Гц | 220В / 380В 50Гц |
| Количество электродвигателей на станке, шт | 1 | 1 |
| Электродвигатель – Выходная мощность (220 В), кВт | 2,2 / S1 100% | – |
| Электродвигатель – Потребляемая мощность (220 В), кВт | 3,5 кВт / S6 40% | – |
| Электродвигатель – Рабочий ток (220 В), А | 13 | – |
| Электродвигатель – Выходная мощность (380 В), кВт | 2,2 / S1 100% | 2,2 кВт / S1 100% |
| Электродвигатель – Потребляемая мощность (380 В), кВт | 4,2 кВт / S6 40% | 4,2 кВт / S6 40% |
| Электродвигатель – Рабочий ток (380 В), А | 5 | 5 |
| Тип электродвигателя | Асинхронный | Асинхронный |
| Плавкий предохранитель, А | 16 | 16 |
| Габарит и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1400 х 750 х 1000 | 1400 х 750 х 1000 |
| Масса станка, кг | 230 | 230 |
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Производство и сборка
Изготовление станка начинают со станины. Для этих целей целесообразно использовать трубчатый стальной прокат с поперечным сечением не менее 60×40 мм: труба отличается повышенной жёсткостью и моментом сопротивления, что положительно скажется на точности операций, производимых на самодельном агрегате. Элементы конструкции соединяют сваркой. Её можно заменить сборным вариантом, но он менее предпочтителен — сборка стола и станины с применением уголка и соединительных шпилек диаметром от М30 вынудит часто проверять их затяжку.
Для подающих роликов можно использовать валки от старой стиральной машины: их обрезиненная поверхность вполне справится с поставленными задачами. Вальцы растачивают под диаметр имеющихся подшипников, учитывая требуемое значение диапазона регулировки. В самодельных рейсмусовых станках этот процесс можно сделать и вручную, вращением рукоятки.
Для изготовления стола самодельного агрегата подойдёт широкая шлифованная доска из лиственницы или дуба. Древесина хорошо гасит возникающие вибрации, но для повышения антикоррозионных показателей, и с точки зрения пожарной безопасности её стоит пропитать огнестойкими составами или креозотом. Соединение стола со станиной может быть болтовым.

3d модель самодельного рейсмуса
При выборе двигателя следует соотнести максимально необходимый крутящий момент с потребностями обработки. Как правило, достаточно электродвигателя мощностью 5…6 кВт, с числом оборотов до 3500…4000 в минуту.
Для обеспечения безопасности самодельный станок должен быть ограждён съёмным кожухом. Его можно сделать из тонколистовой стали (толщиной 0,6…0,8 мм).
Необходимые комплектующие – подшипники, ножи, шкивы, крепёжные изделия — подбираются в соответствии со спецификацией к чертежам самодельного рейсмус- станка.
При сборке самодельного станка необходимо:
- обеспечить максимальную ровность поверхности стола;
- отбалансировать все вращающиеся части в статическом и динамическом режимах;
- предусмотреть удобную регулировку положения стола;
- проверить надёжность устройства ограждения подвижных элементов.
Самодельный рейсмусовый станок проверяется на холостом ходу. Если все узлы работают верно, проверяют агрегат на рабочем режиме, после чего окрашивают все неподвижные части атмосферостойкой краской.
Устройство и принцип действия
Типовой рейсмусовый станок по дереву может успешно заменить две единицы оборудования: механический приводной фуганок и строгальный станок (поперечный – для коротких изделий, или продольный – для длинных).
Самодельный рейсмусовый станок
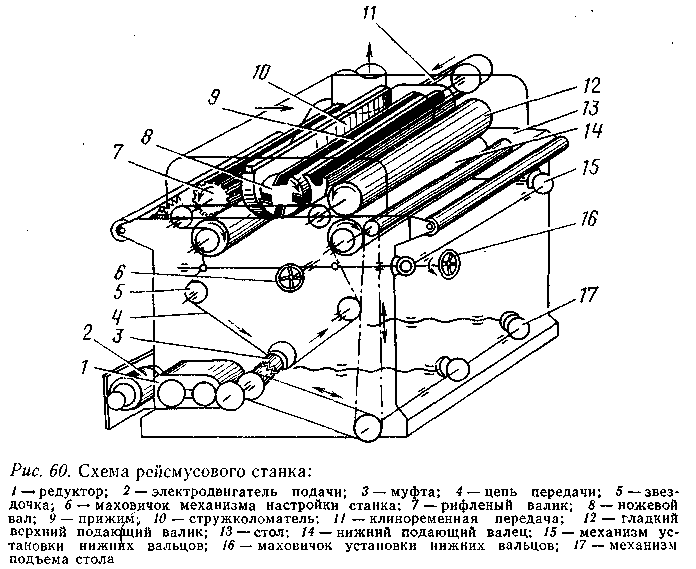
Наиболее простая схема рейсмусового станка (с односторонней подачей исходного материала) включает в себя следующие узлы:
- Приводной электродвигатель.
- Передачу. Она может быть стандартной клиноременной, зубчатой, с вариатором, а также со сменными шкивами (последний вариант отличается минимальными значениями передаваемой мощности, а потому применяется лишь в маломощном оборудовании).
- Ножевой вал. Может иметь несколько инструментов с разной конфигурацией. Особо удачными считаются спиральные ножи, которые при своей работе издают минимальный шум.
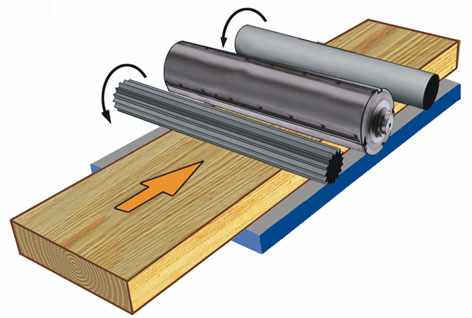
- узел верхнего направления, который, в свою очередь, состоит из пары вальцев – переднего и заднего. Передний валец имеет рифлёную поверхность: для того, чтобы улучшить сцепление с деревом, и предупредить возможное изменение направления движения обрабатываемой доски. Задний валец всегда выполняется гладким;
- узла прижима, который предотвращает заклинивание стружки и возможное трещинообразование материала. Конструктивно прижим можно сделать в виде когтевых захватов, внедряющихся в древесину, а можно и в виде массивного металлического элемента, снабжённого подпружиненными зубьями;
- узла нижнего направления, облегчающего подачу заготовки в рабочее пространство;
- стола с приспособлениями для регулировки технологических зазоров между вальцами верхнего и нижнего прижимов;
- станины, на которой располагаются все остальные элементы рабочей схемы станка.
Принцип работы рейсмусового станка
Агрегаты с устройством двухсторонней подачи отличаются тем, что снабжаются дополнительным узлом выдвижения ножевого вала. В связи с этим заменить инструмент для его переустановки с одного типоразмера на другой (либо с целью последующей заточки) значительно легче.
Устройство рейсмусового станка
Работает рейсмусовый станок так. Крутящий момент от электродвигателя через передачи сообщается ножевому валу. Подлежащая обработке доска заводится в зазор и прижимается вначале к нижним, а потом – к верхним прижимным вальцам. При этом заготовка захватывается рифлёным валком, и подаётся к инструменту. Перед врезанием полуфабрикат зажимается между верхним и нижним направляющим устройством, что обеспечивает надёжную фиксацию материала при его обработке. Прижимное устройство обеспечивает своевременный отвод стружки из-под вращающегося инструмента. В момент схода заготовки с заднего направляющего вальца, в передний задаётся следующее изделие, после чего процесс повторяется.
Список источников
- stankiexpert.ru
- glav-dacha.ru
- www.otdelochnik24.ru
- woodjig.net
- stanki-katalog.ru
- stroyboks.ru
















