Как построить завиток?
Эскизов завитков для художественной ковки в интернете достаточно, но при попытках подогнать их размеры к требуемым для себя нередко оказывается, что изделие зрелищно проигрывает из-за вроде бы незначительного нарушения пропорций. Поэтому желательно также уметь строить ковочные шаблоны завитков, заведомо обладающие эстетическими достоинствами.
Шаблоны для холодной ковки художественных завитков – волют – строятся на основе математических спиралей. Чаще всего используется логарифмическая спираль; это одна из широко распространенных естественных форм, выражающая фундаментальные законы природы. Логарифмическая спираль обнаруживается и в раковине улитки-моллюска, и в нашем слуховом аппарате, и в форме скрипичного ключа в нотной записи; в грифе самой скрипки тоже.
Построение образующих шаблонов для холодной ковки на основе спиралей
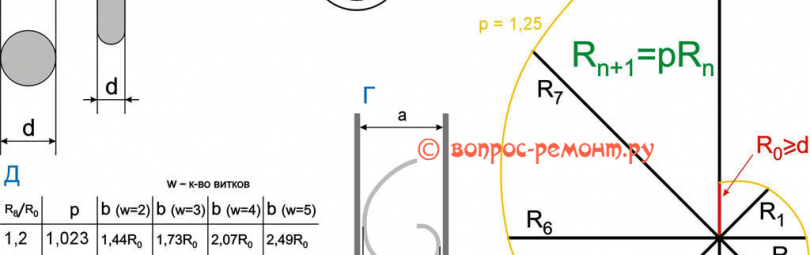
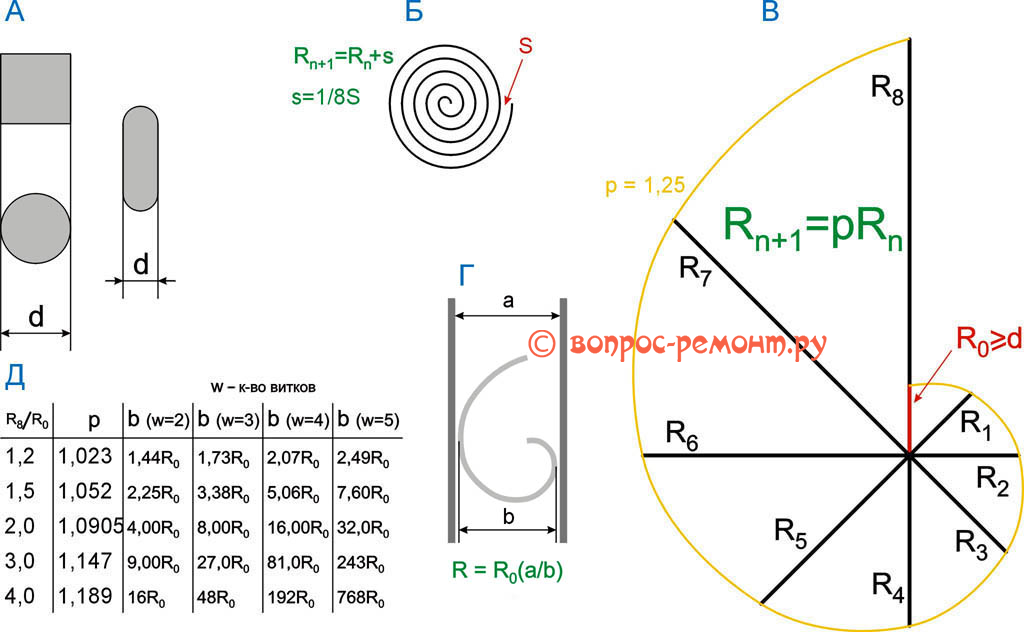
Принцип построения логарифмической спирали по точкам заключается в том, что при повороте образующего ее радиуса, начиная с некоего начального R0, на фиксированный угол φ, его длина умножается на показатель расхождения спирали p. Для волют p берут, как правило, не более 1,2, т.к. логарифмическая спираль расходится (раскручивается) очень быстро; на поз. В рис. для примера показана логарифмическая спираль с p = 1,25. Чтобы попроще построить спираль по точкам с достаточной для кузнечных работ точностью, принимают φ = 45 градусов.
В случае, когда требуется более плотная арифметическая спираль, при повороте образующего ее радиуса на те же 45 градусов к предыдущему радиусу прибавляется 1/8 шага спирали S, поз. Б. В том и другом случае R0 берут равным или большим поперечника d заготовки равномерного сечения, поз А. Если начальный конец заготовки заострен, R0 может быть и меньше d, вплоть до предела пластичности металла.
Осталось определиться, как уложить зрительно гармоничную спираль с заданный для нее размер проема a. Чтобы решить эту задачу аналитически, т.е. по формулам с любой заданной наперед точностью, придется решать уравнения кубические и высших степеней. Компьютерных программ для численного технического расчета волют в интернете что-то не обнаруживается, поэтому воспользуемся приближенным методом, позволяющим обойтись одним рабочим и, возможно, одним проверочным графическим построением. В его основе лежит предположение, что при небольших р суммы R2+R6 и R4+R8 сильно не различаются. Пошаговый алгоритм построения волюты для ковочного шаблона отсюда следует такой:
- исходя из наличного материала определяем R0;
- количество витков волюты w берем по принципу: как бог положит на душу левой задней лапы любимого кота;
- пользуясь данными таблицы на рис., рассчитываем поперечник волюты b такой, чтобы он был немного меньше ширины проема под нее a, см. поз. Г;
- рассчитываем рабочий начальный радиус R по формуле на поз. Г;
- строим по точкам профиль волюты в масштабе;
- при необходимости точно подгоняем R по той же формуле и строим профиль рабочего шаблона окончательно.
Что может предложить самодеятельный производитель?
Когда заходит речь о металлических изделиях, то многие потенциальные производители начинают фантазировать об изготовлении крупных пространственных конструкций. Другие видят себя в качестве кузнецов, кующих сложные ограждения или стальные цветы.
На самом деле список изделий из металла довольно обширный:

Ювелирное производство. Необязательно пользоваться драгоценными металлами и сплавами, чтобы создавать востребованный товар. Большинство ювелиров работает с мельхиором, бронзой, латунью и медью. Украшают свои работы камешками, собранными в ручьях и речках. Драгоценности и украшения расходятся довольно хорошо перед большими праздниками.

Холодное оружие – это интересное направление деятельности. Спрос постоянный. Однако, производитель всегда находится под пристальным наблюдением правоохранительных органов. Желательно начать изготовление оружия для реконструкции исторических событий. Не нужно проводить острую заточку, достаточно только сходства с прототипами.

Изготовление доспехов будет востребовано в ближайшие десятилетия. Образуется много клубов, где желающие приобщиться к истории ищут производителей, способных изготовить по заданным рисункам и росту заказчика амуницию средневековых рыцарей. Цена изделий довольно высокая. При соблюдении высокого качества спрос довольно высокий.

Изготовление металлоконструкций для защищенного грунта – это довольно перспективное направление деятельности. Теплицы и парники, сделанные с умом, всегда нужны на дачных участках. Даже животноводство в курятниках на металлокаркасе оказывает более интересным, нежели традиционные способы. Кроличьи клетки из профильной трубы, обшитые панелями, позволяют довольно прибыльно растить пушистых зверьков.

Лестницы для дома чаще всего делают на основе металлического каркаса. В конструкциях решаются разные идеи изготовления лестничных пролетов и перил. Освоив технологию расчета и сварки, мастер получит востребованную профессию на несколько десятков лет. Индивидуальное строительство только набирает темп. Входные группы и междуэтажные лестницы будут заказывать постоянно.

Мебель из металла востребована на открытом воздухе. Различные типы скамеек, лавок и столов используют в парках, садах, на дачах и приусадебных участках. Эти предметы после покраски защитными красящими составами могут находиться на открытом воздухе. Атмосферные осадки, перемена температуры и другие природные катаклизмы им не страшны. Спрос на подобные изделия всегда стабильный, особенно весной и летом.

Беседки из металла – довольно интересное направление производства. Сборно-разборные и сварные конструкции не требуют использования сложного технологического оборудования. Любой мастер, освоивший особенности использования углошлифовальной машинки и сварочного аппарата, способен самостоятельно сваривать конструктивные элементы. После покраски получаются готовые фрагменты, их остается только доставить их на место и собрать. Листовой материал служит крышей.

Стальные качели могут занять свое место около дома. В основе металлокаркас, а также установленные в подшипники качели. Устройство несложное, освоить изготовление по силам умелому человеку.

- Приспособления для столярного и слесарного инструмента востребованы. Многим мастерам требуются простые приспособления, с их помощью облегчается изготовление: ульев и комплектующих; фасадов для корпусной мебели; деталей для различных поделок, – и много другого, что домашние производители используют в повседневно.
- Садовый инвентарь и инструмент будут покупать жители села и дачники, если в изделия будут заложены новые идеи, обеспечивающие снижение затрат труда. Обычные рыхлители или корчеватели приобретут те, кому приходится работать на земле.
- Сельскохозяйственные приспособления для мотоблоков и мини-тракторов, которых используются более эффективные способы обработки почвы, обязательно будут оценены и оплачены покупателями.
Чтобы освоить изготовление того или иного изделия, можно прочитать соответствующие книги, посмотреть видеоролики и ознакомиться с пошаговым руководством по основным операциям и используемому инструменту.
Инструменты для холодной ковки – волны и фонарики!
При холодной ковке металл одновременно гнется и прессуется, благодаря чему создаются очень прочные изделия, более прочные, чем при отливке или штамповке. Готовая конструкция будет очень устойчива к повреждениям – ей не страшны вандалы и воры. Поэтому холодная ковка так часто применяется для создания декоративно-защитных элементов, таких как решетки на окна, козырьки, перила, ворота, заборы, калитки, а также столы и стулья, декоративные подставки и каминные решетки.
Существует множество уже готовых станков для холодной ковки своими руками – самые простые выполняют лишь одну функцию, более сложные могут делать несколько операций. В целом оборудование достаточно простое – как в эксплуатации, так и по конструкции.

Холодная ковка металла
- Базовый инструмент, который должен быть как у опытного мастера, так и у начинающего любителя холодной ковки – гнутик. С помощью этого приспособления своими руками можно сгибать металлический брусок под любым углом. Гнутик также поможет в создании красивых дуг с любым радиусом.
- Улитка позволяет создавать спиральные элементы. Готовые инструменты чаще всего ограничены диаметром бруска 12 мм, однако вы можете создать самодельную улитку под любой диаметр заготовки.
- Фонарик – оснастка для создания элемента под таким же названием. Это оборудование позволяет переплетать в особой комбинации железные пруты. С помощью фонарика можно сделать также элемент «Корзинка». Для работы вам понадобятся либо металлические прутья сечением до 30 мм, либо квадраты с сечением до 16 мм.
- Еще один инструмент для холодной ковки – волна. Название соответствует тому, что он делает – в результате проведения квадрата или прута через инструмент вы получите волнообразную деталь. На этом инструменте можно своими руками обрабатывать широкий перечень металлопроката – от круглых трубок небольшого сечения до шестигранника.
- Конечно же, мастеру холодной ковки не обойтись без твистера. С помощью этой оснастки выполняется прокручивание прутка или квадратного профиля вокруг продольной оси. Эту операцию можно проводить с квадратом сечением до 16 мм. Твистер поможет сделать обычные прутья в изделии более изысканными, привлекательными, без потери прочности и целостности.

Твистер для прокручивания прутка вокруг продольной оси
Без этих инструментов заниматься холодной ковкой своими руками невозможно. Не обязательно приобретать все сразу – пожалуй, первым следует заполучить гнутик, затем твистер, улитку, волну, а потом можно докупить или сделать самостоятельно фонарик. Когда полностью освоите все приемы с одним инструментом, покупайте второй. Полученные во время учебы фигурные заготовки можете отложить – они обязательно вам пригодятся при создании вашего первого шедевра.
Мастер-класс по изготовлению розы
И материалов. Список основых инструментов:
- Сварочный агрегат.
- Молоток и плоскогубцы.
- Лист стали
- Болгарка.
- Спец краска по металлу.
- Точильный камень.
- Проволока из стали диаметром 6 мм.
- Ножницы по металлу.
Внимание. Не забывайте о технике безопасности в работе с приведенными инструментами! Обязательно в работе пользуйтесь перчатками и маской для сварки
Берем ножницы по резке металла и вырезаем тридцать лепестков роз (из-за тридцати лепестков бутон покажется более пышным). Двигаться в прорезании нужно от малого к большему, то есть от 15 мм до 80 мм. Ваша роза не должна быть колючей. Поэтому точильный камень поможет сделать гладкими все неровности лепестков.
Основа бутона готова, дальше берем стальной трос и скручиваем его в спираль плоскогубцами. Включаем сварочный аппарат, поочередно прикладывая и приваривая лепесток за лепестком.


Технология работы
Достоинством поделок из металла является доступность материалов. В работе используются любые подручные детали: винты, шайбы, гвозди, старые приборы с металлическим механизмом, и многое другое.


Материалы и инструменты
Понадобятся следующие приспособления и материалы:
Военные поделки своими руками – креативные идеи, советы, фото примеры
Детские поделки из бросового материала – советы, интересные идеи, фото новинки
- бумага и карандаш для создания эскиза;
- прибор для сварки;
- молоток;
- болгарка для резки по металлу;
- средство для растворения ржавчины;
- острые ножницы;
- шайбы и болтики для декора;
- прутья из стали различной длины;
- лист железа.

Конкретный набор материалов зависит от вида поделки.

Подготовьте все детали заранее, при необходимости поверхность железа обработайте специальным средством от ржавчины, чтобы поверхность была чистой – благодаря этому готовая поделка не покроется ржавчиной и сохранится надолго.

Штамповка, ковка и гибка

Так что это такое – холодная ковка? От штамповки она отличается тем, что металл под воздействием рабочего органа почти не течет или течет слабо. Взгляните на пивную банку либо, допустим, алюминиевый или жестяной чайник. Они выдавливаются одним ударом пуансона штамповочного пресса; чайник и т.п. изделия сложной формы – составным раздвижным пуансоном. Получить необходимое для создания столь высокого давления рабочее усилие в домашних условиях невозможно, кроме одного случая, см. далее.
От горячей ковки холодная отличается, понятное дело, тем, что заготовку предварительно не нагревают. Собственно холодная ковка, которая ковка, это наклёпывание (наклёп) детали продолжительной серией регулярных ударов определенной силы. Структура металла при этом существенно изменяется: твердость поверхностного слоя увеличивается, а сердцевина обеспечивает общую вязкость и прочность на излом. Мастера-кустари – инструментальщики и оружейники – буквально охотятся за буферами и колесными бандажами жд вагонов, кусками рельсов.
займемся ковкой, которая гнутье. Для краткости назовем ее просто художественной ковкой,
Виды ковки
Ковка металла — процесс, который применяется для изменения формы и размера заготовок. Обработка проводится с помощью специальных приспособлений и инструментов. Заготовки могут нагреваться или оставаться комнатной температуры. Процесс делится на два метода — горячий и холодный.
Горячий метод ковки
Горячая ковка металла подразумевает под собой процесс обработки заготовки после её разогревания. Повышение температуры требуется для того, чтобы металл стал более пластичным и податливым. Температура разогрева зависит от вида используемого материала. После нагревании проще обрабатывать деталь. Делать это можно без использования рычагов и специального оборудования.
Холодный метод ковки
Это процесс обработки металла, который не требует установки нагревательного оборудование и расхода средств на покупку топлива. Соединяются заготовки с помощью сварки, а изгибаются и прессуются специальными приспособлениями. Холодная ковка — менее затратный процесс, которые не требует дополнительного места в мастерской и соблюдения жестких требований пожарной безопасности.
Однако у холодного способа обработки есть существенные минусы. Металл без нагрева с трудом изменяет свою форму. Чтобы облегчить труд, мастеру нужно использовать ручное оборудование, работа которого основана на рычагах. Допущенные ошибки исправить нельзя.
Горячая ковка или холодная ковка? Мое мнение основанное на реалях нашего времени.. АнтиковкА 9 9

Ручная ковка
Ковка своими руками — трудоемкий процесс, который требует от человека правильного выбора обрабатываемого металла и инструментов. Проще применять метод холодной обработки, однако он не даёт тех возможностей что горячий и не терпит ошибок.
Изготовление классической двери из металла
Классические стальные двери – это конструкция из полотна, коробки, дверных петель, а также монтажных пластин.
Сборка дверной коробки
Итак, первым делом необходимо собрать коробку или блок. Для этого по полученным в ходе измерений параметрам нарезают подготовленную профильную трубу. Нарезка выполняется под углом в 45 градусов. Точность резки можно проверять методом соединения двух кусков, а затем получившуюся конструкцию проверить уголком.

Существует еще одни способ производства коробки. В этом варианте рама собирается из металлического профиля методом сварки. В результате должна получится прямоугольная конструкция
В процессе сборки очень важно контролировать точность углов, а также измерять диагонали – это делают, что исключить риск перекосов блока
Сборка дверного каркаса
На этом шаге изготовляют заготовки для будущего каркаса. Для этих целей подойдет металлический уголок. Необходимо выдержать зазор между дверной рамой и коробкой со стороны замка – он равен примерно 5 мм. С других сторон будет достаточно, если зазор составит 3 мм. Это не точные цифры – в различных чертежах металлических дверей данный размер может быть немного другим. Чтобы было нагляднее, для измерения и контроля этих зазоров применяют полоски из металла нужной толщины.

Далее – размечается и нарезается профиль. Его вкладывают внутрь получившейся коробки. Затем проверяют геометрические характеристики конструкции по диагоналям. Если все верно, тогда с одной из сторон профиля делают паз или прорезь для монтажа замка. После этого углы рамки можно прихватить сваркой, каркасы по периметру также прихватываются в нескольких точках.
Изготовление дверного полотна
Создание полотна следует начать с разметки. Стоит учитывать допуски и напуски листового металла на дверную коробку по 10-15 см. Также учитывается напуск со стороны петель. В различных чертежах металлических дверей он составляет 5 мм.

Стальной лист по чертежам и размерам разрезается при помощи болгарки и приваривается к готовой раме. Внутри полотна вваривают ребра жесткости. Они должны устанавливаться горизонтально. Если уровень жесткости недостаточный, тогда их количество можно увеличивать.
Монтаж замка
Дверь почти закончена. Для установки замка выполняют разметку прямо на полотне. Размечать места под отверстия можно обычным маркером. Затем по нанесенным меткам высверливают отверстие, которое потом необходимо обработать напильником. Далее – проделываются отверстия под крепежные элементы будущего замка. В отверстиях нарезается резьба, затем замочное устройство фиксируется с помощью болтов. В конце устанавливают ручку.

Это типовая инструкция, которая подходит для большинства замков, но замочные конструкции могут различаться, сам монтаж зависит от изделия.
Петли
Прежде чем приваривать эти элементы к получившейся конструкции – дверям и блоку, необходимо их смазать. С помощью болгарки разрезаются места, где соединяется рама и дверной блока – это точки, которые ранее прихватывались сварочным аппаратом. Петли фиксируются изнутри.
Крепеж
Для крепежа полученной конструкции в проем используют полоски из металла. Их необходимо от 6 до 10 шт. Они просто привариваются к коробке. Затем в них нужно будет просверлить отверстия под анкерные болты.
Утепление и отделка
Дверь практически готова. Теперь осталось только утеплить ее. Выбранный вами вариант теплоизоляции разрезается и закладывается внутрь полотна. Укладывают утеплитель между ребер жесткости.
После этого можно начать заниматься декоративной отделкой внутренней части двери. Для этих целей подойдет фанера, ламинированные панели, а также любой другой материал.
Волна и зигзаг
Теперь у нас на очереди инструмент и оснастка для волновой и загзагообразной гибки длинномерных заготовок. Упомянутые вначале гнутик и протяжно-нажимной гибочный станок своими руками не воспроизводимы. Кроме того, первый позволяет настраивать шаг и профиль в относительно небольших пределах, а второй дорог. Однако универсальный волногибочный станок все-таки можно сделать своими руками по образцу того, что слева на рис. Заказать придется только вальцы, они должны быть из хромоникелевой или инструментальной стали; остальное – из простой конструкционной, на скобы и дугу нужен лист (полоса) от 8 мм. В дуге устанавливаются ограничители, позволяющие точно выдерживать профиль волны, но рабочие нагрузки на нее передаются в значительной степени; собственно, дуга обеспечивает поперечную жесткость конструкции.

Оснастка для гибки волн при холодной ковке
Гнуть только плавные, но весьма разнообразные, волны можно, добавив к станку-улитке с поворотным лемехом ворот для волн, справа на рис. Рукояти используются прежние, т.к. они вворачиваются в резьбовые гнезда на головке ворота. Коренной (центральный) ролик желательно делать отдельным и крепить к станине болтами с головками впотай. В таком случае, ставя ролики разного диаметра (диаметров), возможно формировать волны переменного и несимметричного профиля. А если обводной ролик выполнить переставным (для чего в его водиле проверливается ряд отверстий), то можно в довольно широких пределах менять и шаг волны.
О соединении элементов и покраске
Кованые детали нужно собрать в единую композицию. Простейший способ – сварка и последующее заглаживание швов болгаркой с зачистным кругом: он толще отрезного (6,5 мм) и выдерживает изгибающие усилия. Но гораздо эффектнее смотрятся соединения фасонными хомутами, их штампуют из полосы от 1,5 мм на инерционном штампе; можно также достаточно быстро и без опыта отковать по-горячему, см. ниже. Заготовку хомута делают в виде П-образной скобы на оправке в размер соединяемых деталей и загибают ее крылья с тыла на месте большим слесарным молотком или кувалдой 1,5-2 кг по-холодному. Красят готовое изделие, как правило, кузнечными эмалями или акриловыми красками по металлу. Эмали с пигментом из кузнечной патины дороже, но лучше: высохшие, они цвета благородного несколько под старину, не отслаиваются, не выгорают, износо- и термостойки
Как обойти камень
Т.е. камень преткновения во всем вышеописанном: фасонные наконечники прутьев; без них забор не забор, ворота не ворота и калитка не калитка. Инерционный штамповочный пресс (поз. 3 на рис. с видами станков) дорог, но эффективен. Он работает по принципу маховика: вначале, плавно вращая коромысло (штангу с грузами), отводят винтовой боек назад до упора. Затем вкладываютт в гнездо сменный штамп, ставят заготовку. Далее быстро раскручивают коромысло в обратную сторону (это момент травмоопасный!) и оставляют его свободно вращаться – пошел рабочий ход. В конце него боек очень сильно бьет по хвостовику штампа; за счет инерции грузов развивается усилие, достаточное для штамповки.
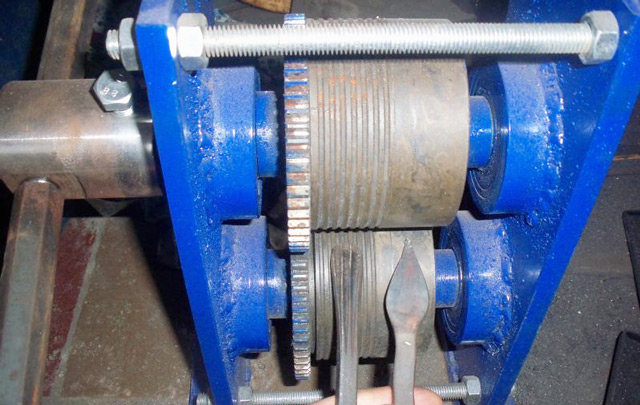
Станок для холодной ковки концов прутьев
Нагрузки, особенно ударные, в инерционном штамповочном станке велики, приходятся на малые площади, а точность изготовления его деталей нужна высокая, поэтому делать его своими силами лучше и не пытаться. Самостоятельно возможно сделать ручной прокатный стан, см. рис. справа, но лишь частично: валки из спецстали, валы и подшипниковые втулки придется заказывать, а шестерни покупать или искать б/у. Получать же на таком стане можно только наконечники гусиная лапка и лист (копье), причем по их шейкам сразу будет видно, что это машинная работа.
Между тем такие же, и некоторые другие, наконечники прутьев можно отковать горячим способом, не будучи опытным кузнецом. Хороший, явно ручной работы наконечник-лист куется просто кувалдой и молотком, а ковочный штамп (штемпель) для лапок делается из негодного напильника, в котором болгаркой выбираются канавки. Кузня для этого нужна? Для эпизодической мелкой работы совсем не обязательно; главное – разогреть металл. Пропановая горелка не годится, нагрев должен быть равномерным со всех сторон и без пережога. Итак, приходим к выводу, что холодная и горячая ковка не исключают друг друга: чтобы с помощью простых станков для холодной ковки или вовсе подручными средствами получать качественные изделия, очень даже не помешает вдобавок к ним небольшой кузнечный горн из подручных материалов.
Вывести все материалы с меткой:
Перейти в раздел:
Часы с датчиком температуры
Реализация этой идеи гораздо сложнее многих предыдущих, требует владения навыками программирования и сварки и поможет интересно скрасить свободное время.
Для сборки часов с датчиком температуры и влажности понадобится приобрести следующие детали:
- плата Ардуино 3.3В;
- датчик температуры;
- часы реального времени.
Сам процесс требует аккуратности. Для начала, следует извлечь из телефона дисплей – остальные части не понадобятся, а затем припаять к нему плату. Далее подсоединяются часы с собственной платой и датчик температуры и влажности. Рядом можно расположить транзистор для изменения подсветки на экране.
Чтобы все работало, необходимо правильно составить программу. Когда она готова – можно запускать часы. Вы можете самостоятельно менять дизайны шрифта и цифр – все зависит от того, как вы напишете программу. Часы убираются обратно в корпус, и далее оформляются на ваш вкус.

Технологии металлических дел
Для создания изделий из металла в домашних условиях используются следующие технологии:
- Литье – это техника изготовления вещей из расплавленного металла путем заливания его в разборные формы. Метод грубый. Не позволяет получить изделия с высокой точностью. Поверхности шероховатые. Используется для и производства предметов обихода и ювелирных изделий.
- Горячая ковка – высокотемпературное воздействие на металлическую заготовку, с последующей механической обработкой. Металл становится пластичным. Заготовке можно придать любую форму. Процесс трудоемкий и энергозатратный, требует специальных знаний по свойствам металлов. Получают декоративные металлические детали, собранные в изделия с помощью хомутов или сварки.
- Холодная ковка – воздействие на металл изгибанием и опрессовыванием. Отдельные элементы рисунка соединяют с помощью сварки. Можно изготовить мелкие и крупные элементы декора помещений, дачных участков, дворов.
- Арт-сварка – вид искусства создания металлических скульптур, украшений и декоративных деталей с помощью газовой сварки. Нагрев используется также для раскрашивания изделия цветами побежалости.
- Гнутье (гибка) – придание изогнутой формы листовому металлу, профилю, трубе, проволоки при холодной штамповке. Ручная гибка применяется для формирования металлических каркасов самоделок, например, из старых труб.
- Дифовка или выколотка – осуществляется ударами молотка по холодному тонкому листу металла (2 мм) для его вытягивания, усаживания и загибания. С ее помощью можно получить украшения, посуду, латы.
- Филигрань и скань – ювелирные техники, позволяющие получить ажурные узоры из витой проволоки или напаивают ее на металлическую поверхность.
- Чеканка – вид нанесения рисунка на поверхность путем удара молотком, при этом между ним и металлической пластиной, толщиной до 1 мм находится инструмент, придающий нужную форму. Такой техникой декорируют посуду, ювелирные украшения и монеты.

Украшение на стену из жести
Все приведенные техники распространены среди мастеров-любителей. Но особого внимания заслуживают 3 основных метода: холодная и горячая ковки, а также арт-сварка.
Хитрости мастеров
Использование проставок допускает мгновенное изменение формы итоговой конструкции или делать изгибы в обратную сторону, чего не допускает лемех по конструкционным причинам.
Не требует повышенной точности в изготовлении деталей.
Крепить заготовку проще простого – уложить в специальную выемку.
Допускает использование приема, которым пользуются в промышленности – небольшой загиб в обратную сторону в сердцевине завитка.
 Возможно использование разных техник и изгибов в ковке
Возможно использование разных техник и изгибов в ковке
Такие изделия холодной ковки лучше выглядят и стоят дороже.
Дополнительно обладает хорошим и удобным достоинством – возможность изготовления плоских загибов с тонкой сердцевиной из заготовки, лежащей плашмя.
Рычажный станок допускает установку ролика для прижима на высоту толщины полосы и закраиной шире железнодорожного колеса. Такой способ требует кропотливости: рычаг необходимо двигать понемногу, в противном случае получится испорченный внутренний край. К сожалению, это единственный метод изготовления таких завитков в производстве своими руками.
Станок с рычагом часто создают без использования редких или дорогих материалов и не обладая точными схемами.
Элементы наковальни
Наковальня кузнеца – обязательный атрибут его мастерской. С ее помощью выполняется целый ряд технологических операций с металлом. Данный инструмент используется для ковки, придания металлу необходимой формы, закалки и т.д.
Изготавливается этот предмет из прочной легированной стали, а его масса может превышать 300 килограмм, особенно если речь идет о стационарной кузнечной наковальне.
Она должна быть устойчивой и прочной, так как на нее приходятся значительные нагрузки. Удар молотом по наковальне приводит к появлению ровного чистого звука. Глухой звон свидетельствует о наличии трещин или пустот в инструменте.
Как уже отмечалось ранее, выделяют однорогие и двурогие модели. Почему наковальня имеет такую форму? Дело в следующем: рог позволяет осуществлять изгибы с необходимой кривизной, а ровная поверхность служит для выполнения основной работы.
 Схема крепления наковальни.
Схема крепления наковальни.
К основным элементам устройства относятся:
- рог;
- хвостовик;
- углубление для формирования отверстий;
- отверстия для установки инструмента и другого кузнечного приспособления на наковальню;
- лицо;
- башмак;
- площадка для рубки металла.
Выступ на боковой части инструмента называется рогом. Его форма различна, в зависимости от назначения. У однорогих моделей он конусообразный. Используется в формировании изгибов металла и раскатке закругленных частей.
Второй рог применяется в загибании изделий на углы меньше нормального и делается в форме усеченного конуса.
Лицом называется плоская поверхность. Именно на ней производятся основные операции.
Наковальня должна гасить импульс от удара по лицевой части. В этих целях приспособление устанавливается на прочную деревянную или песочную подушку.
Важно, чтобы лицо располагалось строго горизонтально. Это позволит выполнять работу наиболее качественно
Многих интересует вопрос, как установить наковальню по высоте. Высота наковальни от пола правильная, если удар молота по наличнику приходится горизонтально
Кроме того важно, чтобы кузнецу не приходилось совершать дополнительных усилий на подгонку удара, нагибаться или поднимать инструмент слишком высоко
Хорошенько греем
Нагревание деталей идет в печах или горнах. Количество топлива должно быть точно рассчитано – не больше и не меньше. Лучшее топливо для ковки – древесный уголь и кокс. Но на практике чаще применяется обычный каменный уголь.
Металлические детали загружаются в горн только после полного прогорания угля, чтобы из него удалилась сера, присутствие которой плохо сказывается на качестве соединения.
Для низкоуглеродистой стали нагрев должен быть не ниже 1350 – 1370°С, отличительный признак – сияющий белый цвет металла. Если сталь содержит высокую долю углерода, достаточно нагрева около 1150°С, цвет тогда будет иметь желтый оттенок.
Флюс для кузнечной сварки добавляется для защиты. Все дело в обильном образовании окалины вследствие нагревания. Флюсовые смеси предохраняют от этого. Флюс для кузнечной сварки засыпают в точно обозначенный момент – когда уровень нагрева будет находиться между 950°С и 1050°С.
Основа смеси – мелкий чистый речной песок с добавкой 10% буры после хорошей прокалки. Бура в песке работает на хорошее образование шлака и легкую очистку металла от примесей в дальнейшем.
Толщина слоя имеет значение: если он будет слишком толстым, прогрев деталей снизит скорость и качество. Поэтому флюс для кузнечной сварки засыпают равномерным и тонким слоем. Добавка буры в флюсовую смесь особенно важна и необходима, если используется уголь низкого качества.
 Таблица норм для буры.
Таблица норм для буры.
Из флюсовой смеси формируется шлак, который может стечь с металлической заготовки, что весьма нежелательно
Для предупреждения этого на заготовки подсыпают дополнительные порции песка – осторожно и в умеренных количествах
Отличным партнером буры выступают железные опилки мягкой консистенции или ферромарганец. Опилки способны к поглощению углерода с поверхности металла в условиях высокой температуры, тем самым значительно повышая качество процесса сварки.
Если нужно сварить детали из разных металлов или марок стали, то первым делом разогревают металл с меньшей долей углерода из-за более высокой температуры плавления. И только затем начинают работать со второй деталью, металл которой содержит более высокий процент углерода.
Список источников
- o-dveryah.ru
- vopros-remont.ru
- promzn.ru
- stankiexpert.ru
- remoskop.ru
- sdelat-iz-starogo.ru
- metmastanki.ru
- tutsvarka.ru
- podelki.guru
- metalloy.ru
- clubsamodelok.ru















